滨特尔案例参考文档
滨特尔:变被动为主动
滨特尔:变被动为主动作者:暂无来源:《智能制造》 2014年第10期撰文 / 齐健经验设计一直是传统机械设计行业中的主流方法。
通过运用理论知识、设计手册以及图表公式,结合设计原理相似或同类型产品的过往设计经验,设计师可以完成旧产品的功能性改型,或者新产品的独立开发。
随着制造企业对品质要求的日渐苛刻,对创新需求的日益提升,完全依靠经验设计的工作模式,已经将机械设计师逼到了一个十分被动的地位上。
滨特尔阀门与控制是新滨特尔集团最大的全球业务部,其中国集团的北京办事处成品自动化中心位于北京市大兴区的亦庄经济技术开发区,是滨特尔分设在中国全国各地的分支机构中比较有代表性的一个。
设计变得更加主动“我们最开始应用FEMAP是为了解决一个兄弟公司对产品的质疑,”滨特尔阀门与控制中国集团北京办事处成品自动化中心及库房经理谢可向记者介绍了他们在经验设计上遇到的第一个大问题,“我们那个时候在做一个连接件产品的设计,产品做好以后,负责实施的兄弟公司告诉我们:你这个产品不合格,我们安装的时候出问题了。
”经过一番交涉,谢可了解到,由于对方公司也在做同类产品的设计工作,滨特尔设计的连接件和对方的产品在造型和参数上有一定的差异,因此对方对产品是否能够承受足够大的压力和扭力产生了质疑。
在这种情况下,谢可感到十分被动,他没办法解决这个质疑,也没办法证明自己的产品。
“当时,我们的设计完全是依靠经验设计,没有先进的设计工具,也完全不会对产品进行分析验证。
我只能说我凭着经验做这个产品,这么多年没出过事儿。
但对方对于这个答案肯定是不会满意的。
”通过这次的事件,谢可意识到,过去单纯的经验设计方法,很难满足企业的设计需求,他们需要一种能够大规模整理设计数据,主动动态分析产品性能的方法,完善产品的设计研发过程。
谢可曾经接触过一些有限元分析软件,对CAE技术有一定的了解,他认为将有限元分析技术应用到产品研发过程的后端,完成对产品的分析验证,从而优化产品设计,是使产品变被动受质疑,为主动解决质疑的有效途径。
滨特尔净水培训 --净水知识
1、自来水水源污染 • 工业生产排放的废水、废气; • 农业生长使用的杀虫剂、除草剂; • 汽车排出的尾气; • 生活垃圾;
PENTAIR
20
饮用水现状和问题
国内三步处理工艺:
絮凝
过滤
消毒
2、自来水厂加工工艺陈旧 调查显示,我国有大部分的水厂仍 使用百年前的加工工艺,主要为絮凝+ 过滤+消毒的方式,仅有少部分水厂使 用了深度处理工艺。
PENTAIR
净水器的必要性
常见的几种饮水方式
桶装水水质的潜在风险
• 水源水质难追踪 • 水桶材质不可靠 • 运输时间不透明 • 桶中细菌易滋生 • 饮水机器藏污染 • 千滚水中大危害
PENTAIR
净水器的必要性
常见的几种饮水方式
小区售水机中的水质健康吗
• 过滤标准和功能说明千奇百怪 • 过滤机大多没有产品合格证和卫生许可批件 • 滤芯如不定期更换,水质污染更严重 • 设备缺乏有效维护,出水口容易藏污纳垢 • 安装位置和周边环境,影响出水水质
比较 内容
自来水
矿泉水
桶装纯净水 售水机纯水
无检测标准,机
健康
能杀死水中大多数 细菌和病毒
含有对人体有益的 微量元素和矿物质
完全去除对人体有益 器无维护,水质
的微量元素,长期饮 有隐患;去除有
用不利于健康
益的微量元素,
不利于健康
净水
保留对人体有益的 微量元素和矿物质, 呈弱碱性水
便捷
需要提前煮沸冷却
PENTAIR
净水器的必要性
常见的几种饮水方式
瓶装水
• 瓶装水名称多种多样,纯净水,矿泉水,矿物质水等, 让人无从分辨
• 部分瓶装水抽检不合格,细菌超标 • 塑料瓶在高温,或长时间使用情况下有致癌物DEHP释出 • 塑料瓶本身造成的环保问题
全屋中央净水器前置过滤器滨特尔大蓝瓶组合的选择、注意事项、总结与反思
全屋中央净水器前置过滤器滨特尔大蓝瓶组合的选择、注意事项、总结与反思前言新房装修,为了可靠的饮水系统开始各种做攻略,最初只是想要一个RO直饮机就行了,预算一路从3000多看到8000多,然后有各种做攻略,感觉矛塞大开,醍醐灌顶,配合学习后决定5000元搞定成全屋净水,尽可能的压缩安装体积,满足需求。
声明净水器以前可以说是暴力行业,净水行业在国内也有17多年的发展历程,利润应该都回归正常化了(从别的行业分析)。
我的购物习惯是尽量大品牌购买成熟的产品,这样可以杜绝暴利,仅供参考。
设计思路:工欲善其事,必先利其器,毕竟是学过管理的,直接上图,这样就知道自己干嘛嘛了,我下面也会从这几部分分享我的心得体会,下面就会按这几个步骤展开分享,各位客官,好戏马上就要开场了,稍等片刻,精彩马上就来。
全屋中央净水工作步骤一.为什么要装全屋中央净水:要有好的身体,饮水安全是第一要务,呵呵,别的帖子都有介绍,不再唠叨,呵呵。
二.怎么选型:这个是重点,各位客官,听我慢慢道来。
这个是全屋中央净水系统的流程图,很全面,侵权删。
滨特尔全屋中央净水系统图1.首先是选择哪种过滤器呢?前置过滤器PK滤瓶前置过滤器过滤精度通常为50微米,只能去除泥沙铁锈,如果滤网上沾有东西,反冲洗总会有不能冲掉的东西,时间长了,过滤的效果就会大打折扣,同时还会影响自来水的流量和压力,所以说网上的评价并不高。
但是前置过滤器有稳压的作用,再加上透明可视性强,如果预算充足,不妨也买一个试试。
如果仅仅考虑过滤的话,不建议花这个冤枉钱(好的品牌几千大钞,国产的几百大钞,)。
滤瓶体积比前置过滤器体积大多了,美中不足需要装滤芯,我浏览了很多网站,过滤效果都比前置过滤器的好(25微米-0.5微米的都有)。
看别人的评论,感觉滨特尔的滤瓶性价比较高,粗犷的设计,稳定的质量,感觉可以。
果断决定选择滤瓶作为过滤器。
2.滤芯选择:滨特尔大蓝瓶作为中央净水前置过滤组合,滤芯正常搭配都是PP 棉+活性炭滤芯,如果一个滤瓶可以选择复合滤芯,比如DFX或RFC。
(完整word版)QMS案例分析及阐述题看过以后必过
1)不符合事实:略
2)不符合的条款和内容:不符合8.3最后一段。
3)不符合分级:严重
题目
在检验站,审核员看到检验员正在检验H零件,检验员介绍H零件通常100件为一批,抽5件检验。审核员问如何检验,检验员出示了检验指导书,其上规定:H零件100件为一批,每批抽13件检验。检验站长说:“每批抽13件工作量太大,我们5件的检验记录很清楚,您可查看,没有不合格的。”
答案
1)不符合事实:略
2)不符合条款和内容:4.2.3d)和g)中“确保在使用处可获得适用文件的有关版本”和“防止作废文件的非预期使用,若因任何原因而保留作废文件时,对这些文件进行适当的标识。”
题目
组织生产高压电力变压器,出厂试验项目,用高压试验器做耐压试验,最大电压达到100KV。审核员查监视和测量仪器的控制时,要求抽查该试验器的检定或校准证书,计量室主任说:有,每次我们都把表头拆下来送去检定,随后拿来该表头的检定证书,审核员看到均在有效期内。
答案
1)不符合事实:略
2)不符合的条款和内容:7.5.3中“在有可追溯性要求的场合,组织应控制并记录产品的唯一性标识。
题目
在酒厂灌装车间门口,审核员看见地上放着一堆堆洗好的酒瓶子,瓶子口朝下码放在塑料格子里,车间的门口是厂内马路,几辆提货的卡车从车间门口开过,车间门是敞开的,车间的工人进进出出,也从不换鞋。
答案
1)不符合事实:略
2)不符合的条款和内容:6.2.2b)条款的规定。
题目
审核员在检验科询问检验科长:“对于生产急需又来不急检验的采购件如何进行控制?”科长说:“因为都是评定过的供方,我们把进厂验收从检验改为查验合格证,装配中如果发现问题再追回,审核员从生产部门了解到有一种零件由好几个供方提供,都是生产急需来不及检验就验证合格证后就放行的,现在都在生产线上。于是审核员在装配车间就问了几个操作者和检验员,他们都说,这些零件都是按同一要求做的,没有必要区分也区分不出来。”
滨特尔多阀控制器中文说明书
注:周定时的启动模式,一天内只能启动一次,选择周定时后,每天具体的再生时间都需要一一设定。如希望一天内多次再生,可以选择隔时启动模式。
隔时定时模式启动再生程序的设定,用()键移动光标至“隔时定时”处,按(ENTER)键进入,显示屏将显示:
主程序第三步启动,如果此步设定了S程序,相应的S程序将会动作
再生结束,回到启动画面,设备进入运行状态
(二)、人工启动或停止
1、 若人工启动设备的再生程序,用户须在主菜单中用()键移动光标至“强制”处用(ENTER)进入,显示屏将显示:
再生程序开始启动,第一步剩余时间会逐渐减小直到为零,然后进入第二步程序,依次进行所有步骤,结束后自动退出再生程序。
4 .M程序设定:用()键移动光标至“M程序”处,按(ENTER) 进入主程序的设定,显示屏将显示:
在光标处用()键来设定步数(1-16步)按(ENTER)进入(以3步为例),显示屏将显示:
用 ()键选择总步数中的第一步,按(ENTER)进入该步的步长设置“0000秒”,用()键与()键来设定此步骤的步长(1-9999秒)。参数设定完成后按(ENTER)确认。用()键选择总步数中的下一步进行设置。
10.控制器配备两套液位逻辑控制单元,信号输出均为继电器无源接点输出;
11.商务时间锁。该控制器具备商务锁功能,具体使用方法,可向原厂技术咨询。
(二)、按键及面板显示
1.按键
JMA控制器装有一个具有六个键的操作键盘,如设置中的3部分图所示:
ESC键:退出键ENTER键:确定/输入键
键:用于光标的左右移动键:用于选定或更改参数
说明:在远程控制输入端有两个外部反馈信号输入,端子号为25和26,他们中的任何一个如果与“COM”点短路,该控制器的再生程序将会被抑制,直到这个外部反馈信号全部解除,再生程序才能启动。其作用是防止系统中两个罐体同时出现再生状态。
案例
Analysis of clothing supply chain: Integration & Marriage of Lean &AgileBy Mandeep SainiContentsIntroduction 1 Lean and Agile Supply Chain 1 Particular ways of marring lean and agile paradigms 5 The Pareto Curve approach 6 The Decoupling Point 7 Separation of Base and Surge Demand 8 Case: Benetton 8 Case: Hennes & Mauritz (H&M) 10 Case: Zara 12 Conclusion 14List of TablesTable (1): Usage of Lean and Agile 2 Table (2): Difference in Lean and agile 3 Table (3): Market Winner and Qualifier Matrix 4 Table (4): Benefits of Leagile 5List of FiguresFigure (1): The Pareto Curve approach 6 Figure (2): The Decoupling Point 7 Figure (3): Base and Surge Demand 8 Figure (4): Traditional Lean manufacturing process of garments 9 Figure (5): Benetton’s Manufacturing Process 10 Figure (6): H&M’s Supply Chain Model 12 Figure (7): Flow of Information at Zara 13IntroductionModern supply-chains are very complex, with many analogous physical and information flows occurring in order to certify that healthy products are delivered in the right quantities, to the right place in a cost-efficient manner. The current drive towards more efficient supply networks during recent years has resulted in these international networks becoming more vulnerable to disruption. To be precise, there often tend to be very little inventory in the useful professional organisation to buffer interruptions in supply and, therefore, any disruptions can have a rapid impact across the progressive supply networks. This paper contains the significant issues of modern clothing supply chain. Due to globalisation, of rapidly changing markets and vogues of clothing business make it specified in terms of stylish fashion and changing user behaviour. The fashion industries are changing and expending the business while outsourcing; based on shortest lead times. But now, as per the case study “Supplying Fashion Fast” today’s supply chain are not to just serving the market with shortest lead time but it is to react immediately on the demand. . The challenge faced by a supply chain delivering fashion products is to develop a strategy that will improve the match between supply and demand and enable the companies to respond faster to the marketplace”(Naylor, Towill and Christopher, 2000).Lean and Agile Supply chainFor over a decade, companies have been achieving huge cost savings by streamlining their supply chains. While affluent, and thus pleasurable; these trends have also exposed organisations to new sets of paradigms such as Lean, Agile, Integration of Lean and Agile, Relationship driven supply chain etc. The question arise here is, Why there is a need to integrate the lean and agile supply chain? To find the answer the previous pages need to be turned; "Lean" is the name that James Womack gave to the Toyota Production System in the book “The Machine that Changed the World.” Lean was the term that best described Toyota's system versus the rest of the world's automotive manufacturers at the time. Many companies have since applied lean thinking to their organizations withvarying degrees of success. Applying lean to the entire supply chain is not a new concept, but very few have had success doing it. Naylor et. al (1999) defined the lean as, “Leanness means developing a value stream to eliminate all waste including time, and to enable level schedule.” Further the Agility means “using market knowledge and virtual corporation to exploit profitable opportunities in a volatile marketplace.” The leanness is basically to eliminate the waste with in the manufacturing to drive the lowest possible cost and highest quality of the product. Agility is to use the Voice of Customers (VOC) to develop new products to satisfy the demand, this is more flexible and high cost then leanness. “In lean production, the customer buys specific products, whereas in agile production the customer reserves capacity that may additionally need to be made available at very short notice” (Naylor, Towill and Christopher, 2000). Please see Table (1) for the use of lean and agile supply chain and Table (2) for differentiate the lean and agile supply chains. The tables developed by the author to demonstrate the difference, usage and benefits of Lean, Agile and Leagile supply chain paradigms. The table 1, 2 and 4 are influenced by the suggestions by the previous researchers such as Christopher, (2000), Towill, Christopher and Naylor (2000), Crocker & Emmett (2006), Naylor, Naim & Berry (1999) and the other literature found.Table: (1)Usage of Lean and AgileLean•Fluent Manufacturing•Zero inventory•Just in Time (JIT)•Remove waste•Vendor Managed Inventory (VMI)•Total Quality Management (TQM)•Economies of Scale (Low cost)•Commodities•Continuous, Line and High Batch production processAgile •Postponement•Collaborative scheduling•Just In Time (JIT)•Purchasing input capacity (PIC)•Supplier Trade off (Setup Vs Inventory)•House of Quality (HOQ)•Made to Order (High Cost)•Fashion Products•Integration of Micro and Macro environment•Project, Jobbing and low batch processSource: The Present AuthorTable: (2)Difference in Lean and AgileLean •Containing little fat•Product oriented•Reduce stock to minimum•Plan ahead•Satisfy customers by eliminating waste•Measuring output criteria: Quality, Cost and Delivery•Low Cost•Efficiency•Less flexible•Low varietyAgile•Nimble•Customer oriented•Reducing stock in not an issue •Unpredictable demand planning •Satisfy customers by configuring order•Measure output Criteria: Customer satisfaction•High Cost•Effectiveness•High flexible•High varietySource: The Present AuthorAs per the case study “Supply Fashion Fast” the fashion market is volatile and customer driven. Towill and Christopher (2002) suggested the market qualifier and winners in Lean and Agile supply chain (See Table 3). In Agile supply chain the market qualifiers are Quality, cost and lead time and the winner is who produce the high service level. But in Lean supply, the market qualifiers are Quality, Lead time and Service level and the winner is the cost. In addition; Naylor, Towill and Christopher (2000) suggested that agile supply chain is for fashion goods and lean supply chain is for commodities (See Table 3). Now the concept of integration of lean and agile paradigms is originated to capturing the advantage of lean and agile paradigms such as to maximize the efficiency and utilization of the operations and customization of high level of products. Christopher and Towill (2002) pointed that, “the lean concept works well where demand is relatively stable and hence predictable and where variety is low.” Furthermore “Agility is a business wide capability that embraces organisational structure, information systems, logistics process and in particular mind sets.”Table: (3)“Fashion products have a short life cycle and high demand uncertainty, therefore exposing the supply chain to the risks of both stock out and obsolescence. A good example of a fashion product is trendy clothing (Naylor, Towill and Christopher, 2000). To avoid degeneration and to fulfill the high demand uncertainty there is a need to combine the lean and agile to getting the best out of them.This combined approach is known as `Leagility’ and, as it is packed with the best outcomes of lean and agile. Resultant; the integration of lean and agile supply chains can thereby adopt a lean manufacturing approach upstream, enabling a level schedule and opening up an opportunity to drive down costs upstream while simultaneously still ensuring that downstream should have an agile response capable of delivering to an unpredictable marketplace. The need of integration or marring the lean and agile supply chain is to react effectively on a volatile demand while reducing waste and cost and improving quality and service level. Please see table (4) for benefits of ‘Leagile’ supply chain.Table: (4)Benefits of Leagile•Control & view inventory levels across a network•Manage orders between trading partners•Organise collaborative demand plans•Plan replenishment across an internal or external network•Enable Sales and Operation Planning•Monitor and Alert on significant events•Managing JIT approach•Managing Vendor Managed Inventory•Quick response to market•Achieve benefits of postponement•Standardisation of products•Converting voice of customers (VOC) into productsSource: The Present AuthorPractical ways of marring Lean and agile paradigmsThere are particularly three ways of marring lean and agile paradigms suggested by researchers such as, Pareto Curve approach, Decoupling Point and base and surge demand. These three ways of marring lean and agile can be used in any point of time and in any department, such as design, procurement, manufacturing etc. In a particular supply chain these approaches can be used frequently, such as Pareto 80/20 rules and separation of base & surge demand can be used in design, manufacturing, forecasting or while taking the critical decisions such as Standardisation of products, postponement decision etc. These approaches give flexibility to the process and enable to postpone the decisions and lower the inventory and most importantly minimizing the waste while optimizing the performance and quality. De-coupling point approach is the main idea to hold the inventory in shape of incomplete product shape and assemble the products instantly or in a shortest period on customers demand. The Dell computer is a well know example of decoupling approach practice. Practical implication of these approaches gives the benefit of integration of lean and agile supply chain. The practical ways of marring lean and agileprovide available and affordable products, (Christopher & Towill, 2001) instantly to the customers in a volatile demand such as Fashion.Figure (1): The Pareto Curve approachSource: Christopher and Towill (2001)In the late 1940s quality management guru Joseph M. Juran suggested the principle and named it after Italian economist Vilfredo Pareto, who observed that 80% of income in Italy went to 20% of the population. Pareto Analysis is a statistical technique in decision making that is used for the selection of a limited number of tasks that produce significant overall effect; stated Towill, Naylor, Jones (2000), Christopher, Towill (2001) Haughey, (2007). It uses the Pareto Principle; is also know as the 80/20 rule, the idea that by doing 20% of the work you can generate 80% of the benefit of doing the whole job (Haughey, 2007). This rule can be applied on almost anything such as 80% delays arise from 20% of causes, 20% of system defects caused 80% of problems (Towill, Nayloy, Jones, 2000). “The Pareto Principle has many applications in quality control. It is the basis for the Pareto diagram, one of the key tools used in total quality control and Six-Sigma”(Haughey, 2007). In figure (1) Christopher and Towill (2001) suggested that, 20% of theproducts are easily predictable and can be standardised and they lend themselves to lean manufacturing, furthermore the 80% of the products are in agile manufacturing because of less predictability, which require quick response to market”Decoupling pointThe further marring of lean and agile can be achieved by creating decoupling point; in a production process it is common to introduce decoupling points where production lead time is much longer then acceptable order lead time (Christopher and Towill, 2000). The decoupling point takes physical stock to achieve the advantage of different management and control tools to efficiently manage the both side (input & output) of the inventory (Velde and Meijer, 2007). The other side of decoupling point is the natural boundaries of organisations and departments with in the process (Christopher and Towill, 2001, Velde and Meijer, 2007). It is also the hub to meet the need and capability on either side of point. With in a supply chain there can be many numbers of decoupling points (Towill, Naylor and Jones, 2000). “A decoupling point divides the value chain into two distinct parts; one upstream with certain characteristics and one downstream with distinctly different characteristics”(Olhager, Selldin and Wikner, 2006). In figure (3) Christopher and Towill (2001) suggested that, “by utilising the concept of postponement companies may utilise lean method up to decoupling point and agile method beyond that.”Figure (2): The Decoupling PointSource: Christopher and Towill (2000)Separation of Base and Surge DemandSeparating demand patterns into “base” and “surge” elements is an employment of hybrid strategy. “Base demand can be forecast on the basis of past history whereby surge demand typically cannot. Base demand can be met through classic lean procedures to achieve economies of scale whereas surge demand is provided for through more flexible and probably higher cost, processes” stated (Christopher and Towill, 2001). Further Christopher and Towill pointed that; in fashion industry base demand can be sourced in low cost countries and surge demand to be topped up locally”. Base demand can be achieved by classical lean manufacturing with low cost and less flexibility and surge demand by agile with high cost and high flexibility.Figure (3): Responding to combinations of ``base'' and ``surge'' demandsSource: Christopher and Towill (2001)Case: United Colors of BenettonThe Benetton Group exists in 120 countries, with around 5000 stores and produce revenue of around 2 billions. According to the case study the group employees 300 designers and produces 110 million garments a year. The group owns most of the production units in Europe, North Africa, Eastern Europe, and Asia. 90% of the garments are being produced in the Europe and the group invested in highly automated warehouses, near main production centres and stores. Benetton’s stores sell mixed brands, such as the casual wear, fashion oriented products, leisure wear and street wear and the flash collections during the seasons. More then 20% of products are customised to the specific need of each country and reduced by 5-10 percent by standardising the products and strengthening the global brand image and reducing production cost.According to case study Benetton’s goals are to achieve expansion of sales network while minimizing the cost and increase the sales of fashion garments. In order to achieve these goals a higher degree of flexibility is require in the process. But its very hard to achieve flexibility, as the lead times are long; in respect retailers are required to purchase in advance, and the most of the purchase plans are depends upon the generalising the orders. For example; if Benetton needs to wait for a specific number of orders from retailers to buy the fabric in bulk and start manufacturing in order to minimise the cost, but resultant the process will increase the lead time of the finished product in store. See figure (4) for a traditional (lean) manufacturing process of garments.Figure (4): Traditional (Lean) manufacturing process of garmentsSource: The Present AuthorAccording to the case study Benetton the need of fashion industry is the quick response to the market. This requires a higher degree of flexibility in production and decision making. As per the corporate goals of the group, Benetton acquires the strategy of postponement and standardisation of the products. The benefit of the postponement is to enables Benetton to start manufacturing before color choices are made, to react on customer demand and suggestion and to delay the forecast of specific colors. Further more; the product and process standardisation benefits the Benetton with the lower setup cost, manufacturing before dying and give flexibility to produce only a subset of the products.Figure (5): Benetton’s manufacturing processSource: The AuthorIn figure (4) and (5) the manufacturing process is changed due to the dying finished products, in respect of the change in process the setup cost of manufacturing garments parts can be reduced further more the inventory level can also be reduced because the postponement of decision of dying the garments after manufacturing reduced the requirement if keeping much stock of different color of garments. Additionally; postponement is helping the Benetton to produce the fabric under lean manufacturing process while reducing and eliminating cost and waste. It also involves the flexibility to produce variety of colors in a short lead time. This also helped the Benetton to standardise the manufacturing process and further led to gain cost leadership and differentiation strategies. In the context; Dying unit is acting as a decoupling point where the lean manufacturing exists downstream of information flow and agility upstream.As per the case study The Benetton’s 90% of the production is based in the Europe and rest in low cost countries. Here the Pareto 80/20 rule can be applied because 90% of the production is based on to fulfill the surge demand, and the prompt actions can be made on the volatile demand. Reducing the number of customised products by the Benetton is also an attempt to increase the number of standardised products in order to achieve the lowest cost possible and make the product a global brand. The other reason is to gain the benefits of level scheduling of base and surge demand to ensure the usage of capacity.Hennes & Mauritz (H&M)As per the case study and H&M internet media; H&M collections are created and placed centrally in the design and buying department to find the good balance of threecomponents Fashion, Quality and the best Price. H&M is a customer focused company and employees more then 100 designers. A team of 500 people works together to built the range and putting together the colors, fabrics, garment types and theme and provide a feel for new season’s fashion. Furthermore; H&M do not own any manufacturing units, they have more then 700 suppliers in the Asia and Europe, but H&M owns the production offices working closely with the suppliers and ensuring the safety and quality of goods. H&M’s lead time varies 2 weeks to 6 months based on the item. The main transit point of goods is in the Hamburg and company got more then 1500 own stores.As per the company’s business concept Fashion, Price and Quality; H&M produce most of the garments outside Europe to achieve the benefits of leanness. They buy fabric in advance as per the forecast in order to minimise the cost (Li Li, 2007). The production offices situated with in the origin of production act as the second hub of information flow downstream and ensure the quality and the work standard of the suppliers. The other reason of placing production offices is to maximise the efficiency of supplier to achieve the lowest cost and zero defects in the products and minimise the lead time. The transit point in the Hamburg works as a decoupling point, while managing the flow of goods and information upstream and downstream. As H&M is a customer oriented company and learning from customers and serving the surge demand by production in the Europe (Li Li, 2007). The author is tried to develop a model of H&M supply chain to illustrate the particular ways of marriage of lean and agile. To illustrate in easiest way the author had put only one supplier in the Asia and one in Europe, to make it easier the inventory points, are not also explained (see figure 6).Figure (6): H&M SC Model.Source: The AuthorCase: ZaraAs per the case study; under the Zara model, the retail store is the eyes and ears of the company. Instead of relying solely on electronically collected data, Zara utilizes word-of-mouth information to understand more about their customers. Empowered store managers report to headquarters what real customers are saying. Products that are not selling well are quickly pulled and hot items quickly replenished. Their quick turn around on merchandise helps generate cash which eliminates the need for significant debt.Zara hires young designers and trains them to make quick decisions. Decision-making is encouraged and bad decisions are not severely punished. Designers are trained to limit the number of reviews and changes, speeding up the development process and minimizing the number of samples made.Figure: (7) Flow of information at ZaraSource: The Present AuthorAs per the literature available on Zara supply chain and the use of technology the author tried to develop the Figure (7). In the figure it is illustrated that the Zara supply chain starts from the retail stores and customers, the use and flow of information made Zara to convert the high degree of information into opportunity. The agility here is that the stores get feedback from customers and send the feedback to design team. Design team based on the fabric availability design the products by using the “Vanilla Box Design”. Thishelps to make computerised designs instead to waste money and time in making actual samples. Zara is using Pareto 80/20 rule while choosing the designs to send into production. The design team sends the information to cutting department and fabric department to ensure the right pattern is produced, here in production Zara is using the lean manufacturing in specialized factories while standardisation of cutting, stitching and dying process, pointed; Anderson, (2007) Machouca, Lewis and Ferdows, (2005). Un-dyed fabric is produced in advance with the help of long term forecast. Design teams make sure they will only design the garments keeping in mind the availability of specified fabric. The other advantage of integration of all the departments is gaining the benefit of postponement; Zara is dying the finished garments as per the customer’s reaction. Surge demand is managed by producing goods in Europe and base demand in other labor intensive countries (Machouca, Lewis and Ferdows, 2005).ConclusionThe need of supply fashion fast in the volatile demand; led companies such as, Zara, H&M & Benetton to make the changes in lean and agile process and integrate the both to achieve the benefits of lean and agile. The main motive to achieve the leagile is to react fasted on the changing demand. This requires a better control and view of inventory levels across the network, enable sales and replenishment planning across the internal and external network. With the help of IT, Zara achieved the control and monitoring the different event on the market, they are able to act on with the quick response to the market. Zara and Benetton both achieved the benefits of postponement. All there companies achieved the benefits of standardisation. Although; Zara, Benetton and H&M, took the different approach to marring the lean and agile but the overall purpose is the same; “Supply Fashion Fast” with lowest possible price and highest degree of quality.The Figures (4) & (5) Benetton; (6) H&M and (7) (Zara) is developed by the author with the help of the data found on the company website and based on articles and journals of Davanzo, Starr and Lewinski (2004);Machouca, Lewis and Ferdows, (2005); Anderson, (2007); Anderson and Lovejoy (2007); Li Li (2007) and Claburn (2007).ReferencesAnderson K., Lovejoy J.; (2007); The Speeding Bullet; Zara Apparel Supply Chain; March 2007; accessed 06th Dec. 2007; Source:/thelibrary/speeding.htmlAnderson K.; (2007); Fast Fashion Evolves; March 2007; accessed 06th Dec. 2007; Source: /thelibrary/speeding.htmlClaburn T; (2007); Math Whizzes Turbo-Charge an Online Retailer's Sales; 05th Oct. 2007; accessed: 06 Dec. 2007; Source:/info_centers/supply_chain/showArticle.jhtml?articl eID=202300213Christopher, M. and Towell, D.R. (2000): “Supply Chain migration from lean and functional to agile and customized”. Supply Chain Management, Vol. 5 – No. 4 – pp. 206-213.Christopher, M. and Towill, D. (2001), An integrated model for the design of agile supply chains, International Journal of Physical Distribution & Logistics Management , Vol. 31 No.4 , pp.235-246Christopher M. and Towill D; The Supply Chain Strategy Conundrum: To be Lean or Agile or to be Lean and Agile; International Journal of Logistics: Research and applications; Taylor & Francis Ltd; 2002; Vol. 5; No. 3; ISSN 1367-5567Davanzo R. L, Starr C.E and Lewinski H. V;(2004); Supply Chain and the Bottom Line: A Critical Link; Outlook Journal; Feb. 2004; accessed: 05th Dec. 2007; Source:/Global/Research_and_Insights/Outlook/By_Alphabet/Supply Link.htmGilmore D.; (2006); Time for New Supply Chain Icons; 12th Oct. 2006; accessed: 07th Dec. 2007; Source: /assets/FirstThoughts/06-10-12.cfm?cid=771&ctype=contentHaughey D; (2007); Pareto Analysis Step by Step; Accessed 09th Dec 2007; Source: /pareto-analysis-step-by-step.html?gclid=CLy52uKjnp ACFQ2WEgod2zbo7wLi Li: (2007); Fashion Magnates' Supply Chain Contest; 08th May 2007, Accessed 19th Nov. 2007; Source:/index.php?categoryid=Vm10YVlWVXhVbk5SYkVwUlZrUk JPUT09K1M=&p2_articleid=Vm10YWIyUXlTblJWYWs1UlZrUkJPUT09K1M=&p2_p age=2Mason-Jones, R and Towill, D.R. (1997): Information enrichment: designing the supply chain for competitive advantage. Supply Chain Management. Vol. 2, No. 4 – pp. 137-148Mason-Jones, R, Naylor, J.B. and Towill, D.R. (2000): Engineering the leagile supply chain. International Journal of Agile Management Systems. Vol. 2, Iss 1. pp.54Machouca J, Lewis M, Ferdows K; Zara's Secret for Fast Fashion; 21 Feb. 2005; Accessed 18 Nov. 2007; Source /archive/4652.htmlNaylor, J.B, Naim, M.M. and Berry, D. (1999), Leangility: interfacing the lean and agile manufacturing paradigm in the total supply chain, International Journal of Production Economics, Vol. 62, pp.107-18Olhager J, Selldin E, and Wikner J; (2006); Decoupling the value chain; the international journal of value chain management; Vol. 1, No. 1; abstract; Source:/search/index.php?action=record&rec_id=9021&prevQuery =&ps=10&m=orTowill D R., Naylor B. and Jones R M; Lean, agile or leagile? Matching your supply chain to the marketplace;International Journal of Production Research, 2000, VOL. 38, NO. 17, 4061- 4070; ISSN 0020-7543Velde L. N. J and Miejer B. R; (2007); A system approach to supply chain design with a multinational for colorant and coating; accessed 10th Dec. 2007; Source:/mcn/pdf_files/part6_5.pdfWalters D; Demand chain effectiveness – supply chain efficiencies; A role for enterprise information management; Journal of Enterprise Information Management; Volume 19 Number 3 2006 pp. 246-261。
案例分析答案(定稿)
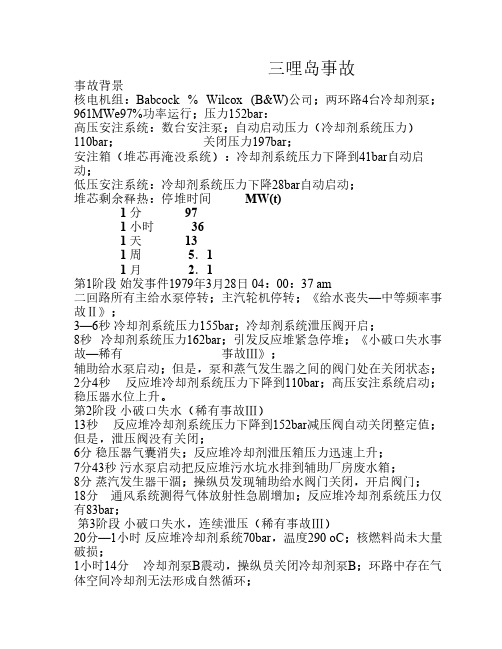
三哩岛事故事故背景核电机组:Babcock % Wilcox (B&W)公司;两环路4台冷却剂泵;961MWe97%功率运行;压力152bar:高压安注系统:数台安注泵;自动启动压力(冷却剂系统压力)110bar;关闭压力197bar;安注箱(堆芯再淹没系统):冷却剂系统压力下降到41bar自动启动;低压安注系统:冷却剂系统压力下降28bar自动启动;堆芯剩余释热:停堆时间 MW(t)1 分 971 小时 361 天 131 周 5.11 月 2.1第1阶段始发事件1979年3月28日 04:00:37 am二回路所有主给水泵停转;主汽轮机停转;《给水丧失—中等频率事故Ⅱ》;3—6秒冷却剂系统压力155bar;冷却剂系统泄压阀开启;8秒冷却剂系统压力162bar;引发反应堆紧急停堆;《小破口失水事故—稀有事故Ⅲ》;辅助给水泵启动;但是,泵和蒸气发生器之间的阀门处在关闭状态;2分4秒反应堆冷却剂系统压力下降到110bar;高压安注系统启动;稳压器水位上升。
第2阶段小破口失水(稀有事故Ⅲ)13秒反应堆冷却剂系统压力下降到152bar减压阀自动关闭整定值;但是,泄压阀没有关闭;6分稳压器气囊消失;反应堆冷却剂泄压箱压力迅速上升;7分43秒污水泵启动把反应堆污水坑水排到辅助厂房废水箱;8分蒸汽发生器干涸;操纵员发现辅助给水阀门关闭,开启阀门;18分通风系统测得气体放射性急剧增加;反应堆冷却剂系统压力仅有83bar;第3阶段小破口失水,连续泄压(稀有事故Ⅲ)20分—1小时反应堆冷却剂系统70bar,温度290 oC;核燃料尚未大量破损;1小时14分冷却剂泵B震动,操纵员关闭冷却剂泵B;环路中存在气体空间冷却剂无法形成自然循环;1小时40分冷却剂泵A震动,操纵员关闭冷却剂泵A;环路中存在气体空间冷却剂无法形成自然循环;冷却剂高出堆芯顶部30厘米;堆芯升温瞬变开始;第4阶段堆芯升温瞬变(极限事故Ⅳ)1小时50分(110分)堆芯元件第一次裸露;2小时18分(138分)操纵员发现卸压阀卡开,关闭卸压阀的截止阀;但是没有加大高压安注,事故继续;2小时55分(175分)宣布厂区应急;放射性监测报警;堆芯部分燃料烧毁;3小时20分—7小时(200分-420分);冷却剂泵没有运行;堆芯1.5米裸露1小时燃料大量烧毁;第5阶段持续泄压—严重事故7小时38分操纵员打开卸压阀的截止阀,关小高压安注;失去冷却剂引起第二次堆芯裸露;8小时41分反应堆冷却剂系统达到41bar;安注箱注水;但是很小,操纵员认为堆芯被注满水;9小时50分氢爆脉冲;安全壳喷淋6分钟;反应堆冷却剂系统减压至30bar;操纵员减压投入低压安注系统失败( 28bar);11小时08分操纵员关闭卸压阀;有2小时安注箱停止注水;高压安注小流量;蒸汽发生器不能使冷却剂形成自然循环;堆芯长时间失去任何冷却手段;第三次堆芯裸露;第6阶段增压和最终确立稳态冷却13小时51分操纵员从新关闭卸压阀截止阀;加大高压安注流量;结束堆芯第三次裸露;15小时51分成功启动环路A的一台冷却剂泵;热管温度293 oC冷管温度 205oC;流体经过蒸汽发生器;反应堆冷却剂系统恢复移出衰变热的能力。
参考业务事例

回答プロセス
当コーナーopac(http://rodoaichi.opac.jp/)で「IT」「情報」「ソフト」「システム」などをキー ワードに検索したところ上記 『ソフトワーカーの労働実態調査 2009報告書』及び雑誌記事 「注目IT関連企業の新人事制度 」を抽出した。 雑誌記事については、タイトルのとおり回答に直接結び付きそうな内容であったため提 供した。また、『ソフトワーカーの労働実態調査 2009報告書』は賃金統計などのデータが 記載されていたため関連資料として提供した。 なお、本書は、情報労連が企業、組合に対して1993年から継続して行っている労働条件 調査であり、賃金統計などが掲載されている。
参考業務事例 項目 質問 IT業界の賃金制度について知りたい。 内容
2011.பைடு நூலகம்.9
回答
以下の資料を提供した。 [1]図書 『最新 目標管理シート集』/日本経団連出版編 日本経団連出版 2008.03 (331/N712/21 ) [2]図書 『中小企業賃金制度整備事例集 平成18年度』/全国労働基準関係団体連合会 〔編〕 2007.03 (425/Z32/2 ) [3]図書 『中小企業モデル賃金制度整備・改善事例集 平成20年度』社会経済生産性本部 雇用システム研究センター〔編〕 社会経済生産性本部雇用システム研究センター 2009.3 (425/Sh12/2) [4]図書 『ソフトワーカーの労働実態調査 2009報告書』情報産業労働組合連合会〔編〕 情報産業労働組合連合会 2010.2 (122-11/J66 /009) [5]雑誌記事「注目IT関連企業の新人事制度 」(人事実務 No.1013 2007.5.1 産労総合 研究所)
当コーナーopac(http://rodoaichi.opac.jp/)で、「学校」「学卒」「離職」などのキーワードで検索した が、該当する資料、雑誌記事はヒットしなかった。。 就職・離職関係の統計資料として代表的なものに、厚労省発行の『雇用動向調査報告』がある。内 容を確認すると平成20年調査に“都道府県、性、職歴、学歴別離職者数”が掲載されており、新規 学校卒業者の中学、高校、大学、高専・短大、大学院の離職者人数が分かった。ただし、新規学校 卒業者の定義がここでは平成20年に最終の学校を卒業したものとなっている。 その他情報を得るためにインターネットの検索エンジン「Google」で、キーワードを「新規学卒」「若
Josef Berger
vorgelegt von Josef Berger am 11. Januar 2002
Erstgutachter: Zweitgutachter:
Prof. H. Osswald Prof. M. Wolff (Universit¨ at T¨ ubingen)
Tag des Rigorosums: 22.07.2002
2 The Orthogonal Projection from L2 W (µ, H) onto LA (µ, H) . . . . 39
The Stochastic Integral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45 The Skorohod Integral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49 The Malliavin Derivative . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55 Representation of Martingales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57 The Clark Ocone Formula . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63 Reference to Abstract Wiener Spaces . . . . . . . . . . . . . . . . . . . . . . . . .65 Appendix: an Internal Representation of the L´ evy Transformation of Brownian Motion . . . . . . . . . . . . . . . . . . . . . . . . . . 73
滨特尔案例参考文档

北京首都国际机场配餐中心
• 简介:该项目是2008年北京奥运会配套项目之一。北京首都机场扩建工程是中国目 前投资建设的最大机场,工程总投资250亿人民币。扩建工程完成后,首都国际机场 一年将能满足8000万旅客的进出港需要,并将很好的完成2008年北京奥运会的航空 运输任务。首都机场扩建配餐中心大楼工程,位于首都国际机场东航区主干线旁, 总建筑面积45955平方米,由配餐生产楼、综合配套楼,楼体连廊等组成。
• 产品: SFT-1054-56SEM 2套;SFT-1035-56SEM 92套;SFT-1016-5600 150套。
• 项目日期:2008年1月
22
上海环球金融中心
• 简介:上海环球金融中心总建筑面积 达381,600平方米,比邻金茂大厦。 该工程地上101层,地下3层,建筑主 体高度达492米,是世界第一高楼。 上海环球金融中心是以办公为主,集 商贸、宾馆、观光、会议等设施于一 体的综合型大厦。
• 简介:广州新白云机场是目前国内规模最大、功能最先进、现代化程 度最高的国际机场,是全国三大枢纽机场之一。 GE-滨特尔在08年成为 白云机场直饮水的供应商,现正在做直饮水项目
• 产品:滨特尔系统化产品 • 项目日期: 2009年6月
广州大一山庄净水项目
• 简介:2008年度“中国十大超级豪宅”排行榜发布,尚未 开售的“广州大一山庄”竟以单套过2亿元的总价名列榜首 ,滨特尔在08年成为大一山庄净水设备的供应商
• 产品:中央净水机KC-1054-5000 800套 • 项目日期: 2008年4月
25
• 产品: 包含净水机KC-1054、软水机SFT-1054在内的36套 全屋水处理系统
• 项目日期: 2005年3月
第五届IMA大赛案例(中文版)

穆尔德公司:降低有毒物质应用的备选战略穆尔德公司始建于1922年,创始人为威廉姆·穆尔德二世,他是马萨诸塞州弗兰明翰的运输大亨之子。
为了追求木制品制造行业的财富,威廉姆离开了弗兰明翰,搬到了西马萨诸塞州居住。
过去几十年以来,穆尔德公司主要从事增值木制产品的制造,例如细磨木材、木门和专门的木制造型。
在二十世纪五十年代,威廉姆将穆尔德公司的产品线扩展,包括了专门进行体育场座椅生产的座椅部。
威廉姆一直经营公司,直到二十世纪七十年代退休。
他的女婿,威尔逊·雅各布接手公司,成为总裁。
威尔逊·雅各布扩大的公司规模,由四个分部组成。
座椅部最终成为公司最大,并且最盈利的部门。
威廉姆·穆尔德二世和他的继任者,威尔逊·雅各布,都认为环保管理的费用对于企业来说是一个负担,它降低了盈利,并且阻碍了新厂房和设备成本的积极投入。
然后,工业环境已经经历了变化,在新英格兰地区,环保活动越来越活跃。
最近的一篇新闻稿让穆尔德公司警醒: 一个与当地报社和其他地区性环保组织有密切联系的社区环保活动小组已经开始调查穆尔德公司。
不久,当地的报纸就登出了一则首页新闻,报道了穆尔德公司的有毒物质排放清单(TRI)的数据和他们的环境影响。
1雅各布最终雇佣了在环保领域有多年经验的特里·威尔伯为全职环境经理。
威尔伯接受了多年以来一直是几位工程师在业余时间进行的工作,并且设定了“在环保经费保持在合理范围内”保证环保合规的目标。
考虑到显著的环境风险,威尔伯意识到该目标将较难达到。
政府不断地给予更多的压力,而来自利益相关方的声音也越来越多。
此外,马萨诸塞州的有毒物质应用降低法案(TURA)的指导方针要求积极地采取避免污染的方式,这要求那些有前瞻性的公司要不断推出战略可行性计划。
2在接受了新任命不久,威尔伯从座椅部和公司服务部抽雇员建立了环境、健康和安全小组(EH&S)。
该小组的核心成员主要来自座椅部和公司服务部(请参见图1的组织结构图),包括威尔伯自己,公司财务总监宾翰姆和成本会计葛莱姆斯。
五步分析报告案例-091116
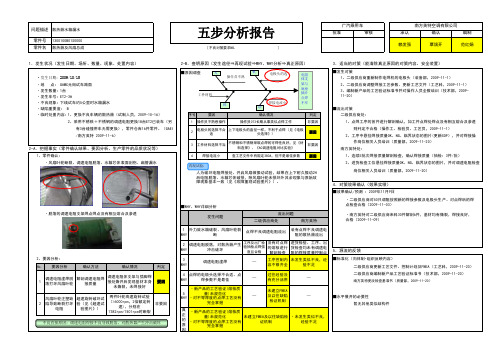
〔不良对策要求NO. 〕■原因调查■发生对策·发生日期:1、二级供应商重新制作电焊机的电极头(装备部,2009-11-1)·地 点:GAMC元岗试车路面2、二级供应商调整焊接工艺参数、更新工艺文件(工艺科,2009-11-1)·发生数量:1台·发生车号:ET2-3#·不良现象:下线试车约5公里时水箱漏水·缺陷重要度: B■流出对策·临时处置内容:1、更换不良车辆的散热器(试制人员,2009-10-16)序号二级供应商处:2、采用不锈铁+不锈钢的调速电阻更换18台ET2已装车(另11、点焊工序的首件进行解剖确认,如工件点焊处焊点没有相互熔合及渗透有3台碰撞用车无需更换),零件仓库16件零件。
(GAEI 则判定不合格(操作工、检验员、工艺员,2009-11-1)/南方英特 2009-11-6)2、工序中悬挂焊接质量OK、NG、临界状态的图片(更新SOP),并对焊接操作岗位相关人员培训(质量部,2009-11-20)南方英特处:1、零件确认:41、连续5批次焊接质量解剖检查,确认焊接质量(抽检:3件/批)·风扇叶轮断裂、调速电阻脱落、水箱芯体表面刮伤、扁管漏水2、进货检查工位悬挂焊接质量OK、NG、临界状态的图片,并对调速电阻检查岗位相关人员培训(质量部,2009-11-20)■效果确认/预测 :2009年11月9日■WHY、WHY详细分析·脱落的调速电阻支架焊点焊点没有相互熔合及渗透2、要因分析:■标准化(向体制・组织反映内容)No.二级供应商更新工艺文件、控制计划及FMEA(工艺科,2009-11-20)二级供应商编制新产品工艺验证标准书(技术部,2009-11-20)南方英特更改检查基准书(质量部,2009-11-20)■水平展开的必要性暂无其他类似结构件·未发生类似不良,经验不足3工件材料选择不当不锈钢和不锈钢采取点焊的可焊性良好,见《材料选择》、《AC调速电阻对比实验》非要因人为破坏电阻焊接处、开启风扇做振动试验,结果在上下耐久振动2H 后电阻脱落、水箱芯体破损,除风扇叶轮未损坏外其余现象与原始故障现象基本一致(见《故障重现试验图片》)。
ISP1582BS

ISP1582Hi-Speed Universal Serial Bus peripheral controllerRev. 03 — 25 August 2004Preliminary data1.General descriptionThe ISP1582 is a cost-optimized and feature-optimized Hi-Speed Universal SerialBus (USB) peripheral controller. It fully complies with Universal Serial BusSpecification Rev.2.0, supporting data transfer at high-speed (480Mbit/s) andfull-speed (12Mbit/s).The ISP1582 provides high-speed USB communication capacity to systems basedon microcontrollers or microprocessors. It communicates with a microcontroller ormicroprocessor of a system through a high-speed general-purpose parallel interface.The ISP1582 supports automatic detection of Hi-Speed USB system operation.Original USB fall-back mode allows the device to remain operational under full-speedconditions. It is designed as a generic USB peripheral controller so that it can fit intoall existing device classes, such as imaging class, mass storage devices,communication devices, printing devices and human interface devices.The internal generic Direct Memory Access (DMA) block allows easy integration intodata streaming applications.The modular approach to implementing a USB peripheral controller allows thedesigner to select the optimum system microcontroller from the wide variety available.The ability to reuse existing architecture and firmware investments shortens thedevelopment time, eliminates risk and reduces cost. The result is fast and efficientdevelopment of the most cost-effective USB peripheral solution.The ISP1582 is ideally suited for many types of peripherals, such as: printers,scanners, digital still cameras, USB-to-Ethernet links, cable and DSL modems. Thelow power consumption during suspend mode allows easy design of equipment thatis compliant to the ACPI™, OnNow™ and USB power management requirements.The ISP1582 also incorporates features such as SoftConnect™, a reducedfrequency crystal oscillator,and integrated termination resistors.These features allowsignificant cost savings in system design and easy implementation of advanced USBfunctionality into PC peripherals.2.Featuress Complies fully with:x Universal Serial Bus Specification Rev.2.0x Most Device Class specificationsx ACPI™, OnNow™ and USB power management requirements.s Supports data transfer at high-speed (480Mbit/s) and full-speed (12Mbit/s)s High performance USB peripheral controller with integrated Serial InterfaceEngine (SIE), Parallel Interface Engine (PIE), FIFO memory and data transceiver s Automatic Hi-Speed USB mode detection and Original USB fall-back modes Supports sharing modes Supports V BUS sensings High-speed DMA interfaces Fully autonomous and multiconfiguration DMA operations7 IN endpoints, 7 OUT endpoints and a fixed control IN/OUT endpoints Integrated physical 8kbytes of multiconfiguration FIFO memorys Endpoints with double buffering to increase throughput and ease real-time datatransfers Bus-independent interface with most microcontrollers and microprocessorss12MHz crystal oscillator with integrated PLL for low EMIs Software-controlled connection to the USB bus (SoftConnect™)s Low-power consumption in operation and power-down modes; suitable for use inbus-powered USB devicess Supports Session Request Protocol (SRP) that complies with On-The-GoSupplement to the USB Specification Rev.1.0as Internal power-on and low-voltage reset circuits; also supports software resets Operation over the extended USB bus voltage range (DP, DM and V BUS)s5V tolerant I/O pads at 3.3Vs Operating temperature range from−40°C to +85°Cs Available in HVQFN56 halogen-free and lead-free package.3.Applicationss Personal digital assistants Digital video cameras Digital still cameras3G mobile phones MP3 players Communication device, for example: router and modems Printers Scanner.4.AbbreviationsDMA —Direct Memory AccessEMI —ElectroMagnetic InterferenceFS —Full-speedGDMA —Generic DMAHS —High-speedMMU —Memory Management UnitNRZI —Non-Return-to-Zero InvertedOTG —On-The-GoPDA —Personal Digital AssistantPID —Packet IDentifierPIE —Parallel Interface EnginePIO —Parallel Input/OutputPLL —Phase-Locked LoopSE0 —Single-Ended zeroSIE —Serial Interface EngineSRP —Session Request ProtocolUSB —Universal Serial Bus.5.Ordering informationTable 1:Ordering informationType number PackageName Description VersionISP1582BS HVQFN56plastic thermal enhanced very thin quadflat package;no leads; 56terminals; body 8×8×0.85mmSOT684-1xxxx xxxxxxxxxxxxxxxxxxxxxxxxxxxxxx x xxxxxxxxxxxxxx xxxxxxxxxx xxx xxxxxx xxxxxxxxxxxxxxxxxxxxxxx xxxxxxxxxxxxxxxxxxxxxx xxxxx xxxxxx xx xxxxxxxxxxxxxxxxxxxxxxxxxxxxx xxxxxxxxxxxxxxxxxxxxxx xxxxxxxxxxx xxxxxxx xxxxxxxxxxxxxxxxxxx xxxxxxxxxxxxxxxx xxxxxxxxxxxxxx xxxxxx xx xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx xxxxxxxxxxxxxxxxxxxxxxxx xxxxxxx xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx xxxxxxxxxxx xxxxx x xPhilips SemiconductorsISP1582Hi-Speed USB peripheral controller9397 750 13699© Koninklijke Philips Electronics N.V . 2004. All rights reserved.Preliminary data Rev. 03 — 25 August 20044 of 666.Block diagramFig 1.Block diagram.1.5k Ω12.0k ΩV CC004aaa199ISP1582MEMORY MANAGEMENTUNITINTEGRATEDRAM (8 KBYTES)SYSTEM CONTROLLERVOLT AGE REGULA TORSPOWER-ON RESETHI-SPEED USB TRANSCEIVERinternal resetSoftConnectanalog supplydigital supplyI/O pad supplyMICRO-CONTROLLER HANDLER MICRO-CONTROLLER INTERFACEOTG SRP MODULEDMA REGISTERSDMA HANDLERDMA INTERFACEPHILIPS SIE/PIEINTDATA [15:0]A [7:0]8DACK3.3 VV CC(1V8)SUSPENDWAKEUPAGNDDGND 3.3 VRD_N EOTV CC(I/O)161, 5278DREQDIORDIOW910111213, 26, 29, 4114CS_N WR_N 15161718 to 20,22 to 25,2721, 34, 4828, 5030 to 33,35 to 40,42 to 4712 MHzXTAL2XTAL1to/from USB DMDP V BUS4349525153, 5455566RPURREFRESET_N7.Pinning information7.1PinningFig 2.Pin configuration HVQFN56 (top view).Fig 3.Pin configuration HVQFN56 (bottom view).DATA0DATA1DATA2DATA10V CC(I/O)DATA4DATA5DATA6DATA7DATA8DATA9DGND D A T A 13D A T A 14C S _N RD _N W R _N A 1A 2A 3A 4A 5A 6D G N D A 7V C C (1V 8)S U S PE N DD A T A 15V C C (1V 8)V B U S X T A L 1X T A L 2D A T A 12D A T A 11V C CV C C (I /O )DATA3W A K E U P V C CDGNDV C C (I /O )A 0004aaa536ISP1582BS1314121110968455153494746485052545556262124254344282723222019171518164753293134333032353638403739214241INT DIOW DIOR DGND DREQDACK RESET_NEOT AGND DM RREF RPU AGND DP DGND DATA9DATA8DGND DATA6DATA5DATA4V CC(I/O)DATA3DATA2DATA1DATA0D G N DA 6AGNDDP DM RPU RREFAGND EOT RESET_NDACK DIOR DREQ DGND INT S U S P E N D W A K E U P V C C X T A L 1X T A L 2V B U S V C C (I /O )D A T A 15D A T A 14D A T A 13D A T A 12D A T A 11C S _NA 5V C C (I /O )A 3DIOW A 1A 2A 7V C C (1V 8)A 0A 4DATA7R D _NW R _NDATA10V C C (1V 8)V C C 004aaa377ISP1582BS2134569726201822242523211917161545504746282743444849515254565355118101242403738413936353331343213142930Bottom Viewterminal 1GND (exposed die pad)7.2Pin descriptionTable 2:Pin descriptionSymbol[1]Pin Type[2]DescriptionAGND1-analog groundRPU2A connect to the external pull-up resistor for pin DP; must beconnected to 3.3V via a 1.5kΩ resistorDP3A USB D+ line connection (analog)DM4A USB D− line connection (analog)AGND5-analog groundRREF6A connect to the external bias resistor; must be connected toground via a 12.0kΩ±1% resistorRESET_N7I reset input(500µs);a LOW level produces an asynchronousreset; connect to V CC for the power-on reset (internal PORcircuit)TTL; 5V tolerantEOT8I End-of-transfer input (programmable polarity); used in DMAslave mode only;when not in use,connect this pin to V CC(I/O)through a 10kΩ resistorinput pad; TTL; 5V tolerantDREQ9O DMA request (programmable polarity) output; when not inuse,connect this pin to ground through a10kΩresistor;seeT able54 and T able55TTL; 4ns slew-rate controlDACK10I DMA acknowledge input (programmable polarity); when notin use, connect this pin to V CC(I/O) through a 10kΩ resistor;see T able54 and T able55TTL; 5V tolerantDIOR11I DMA read strobe input(programmable polarity);when not inuse,connect this pin to V CC(I/O)through a10kΩresistor;seeT able54 and T able55TTL; 5V tolerantDIOW12I DMA write strobe input(programmable polarity);when not inuse,connect this pin to V CC(I/O)through a10kΩresistor;seeT able54 and T able55TTL; 5V tolerantDGND13-digital groundINT14O interrupt output; programmable polarity (active HIGH orLOW) and signaling (edge or level triggered)CMOS output; 8mA driveCS_N15I chip select inputinput pad; TTL; 5V tolerantRD_N16I read strobe inputinput pad; TTL; 5V tolerantWR_N17I write strobe inputinput pad; TTL; 5V tolerantTable 2:Pin description…continuedSymbol[1]Pin Type[2]DescriptionA018I bit0 of the address businput pad; TTL; 5V tolerantA119I bit1 of the address businput pad; TTL; 5V tolerantA220I bit2 of the address businput pad; TTL; 5V tolerantV CC(I/O)[3]21-supply voltage; used to supply voltage to the I/O pads; seeSection8.14A322I bit3 of the address businput pad; TTL; 5V tolerantA423I bit4 of the address businput pad; TTL; 5V tolerantA524I bit5 of the address businput pad; TTL; 5V tolerantA625I bit6 of the address businput pad; TTL; 5V tolerantDGND26-digital groundA727I bit7 of the address businput pad; TTL; 5V tolerantV CC(1V8)[3]28-regulator output voltage(1.8V±0.15V);tapped out voltagefrom the internal regulator; this regulated voltage cannotdrive external devices; decouple this pin using a 0.1µFcapacitor; see Section8.14DGND29-digital groundDA T A030I/O bit0 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerant DA T A131I/O bit1 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerant DA T A232I/O bit2 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerant DA T A333I/O bit3 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerantV CC(I/O)[3]34-supply voltage; used to supply voltage to the I/O pads; seeSection8.14DA T A435I/O bit4 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerant DA T A536I/O bit5 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerant DA T A637I/O bit6 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerant DA T A738I/O bit7 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerantTable 2:Pin description…continuedSymbol[1]Pin Type[2]DescriptionDA T A839I/O bit8 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerant DA T A940I/O bit9 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerant DGND41-digital groundDA T A1042I/O bit10 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerant DA T A1143I/O bit11 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerant DA T A1244I/O bit12 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerant DA T A1345I/O bit13 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerant DA T A1446I/O bit14 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerant DA T A1547I/O bit15 of bidirectional data busbidirectional pad; 4ns slew-rate control; TTL; 5V tolerantV CC(I/O)[3]48-supply voltage; used to supply voltage to the I/O pads; seeSection8.14V BUS49A USB bus power pin sensing input; used to detect whetherthe host is connected or not; it is an output for V BUS pulsingin OTG mode; when V BUS is not detected, pin RPU isinternally disconnected from pin DP in approximately 4ns;connect a 1µF electrolytic capacitor and a 1MΩ pull-downresistor to ground; see Section8.125V tolerantV CC(1V8)[3]50-regulator output voltage(1.8V±0.15V);tapped out voltagefrom the internal regulator; this regulated voltage can driveexternal devices up to 1mA; decouple this pin using 4.7µFand 0.1µF capacitors; see Section8.14XT AL251O crystal oscillator output (12MHz); connect a fundamentalparallel-resonant crystal; leave this pin open-circuit whenusing an external clock source on pin XT AL1; see T able83 XT AL152I crystal oscillator input (12MHz); connect a fundamentalparallel-resonant crystal or an external clock source(leavingpin XTAL2 unconnected); see T able83V CC[3]53-supply voltage (3.3V±0.3V); this pin supplies the internalvoltage regulator and the analog circuit; see Section8.14V CC[3]54-supply voltage (3.3V±0.3V); this pin supplies the internalvoltage regulator and the analog circuit; see Section8.14[1]Symbol names ending with underscore N (for example, NAME_N) represent active LOW signals.[2]All outputs and I/O pins can source 4mA.[3]Add a decoupling capacitor (0.1µF) to all the supply pins. For better EMI results, add a 0.01µF capacitor in parallel to the 0.1µF .WAKEUP55Iwake-up input;when this pin is at the HIGH level,the chip is prevented from getting into the suspend state and the chip wakes up from the suspend state; when not in use, connect this pin to ground through a 10k Ω resistor input pad; TTL; 5V tolerantSUSPEND 56Osuspend state indicator output; used as a power switch control output for powered-off application or as a resume signal to the CPU for powered-on application CMOS output; 8mA driveGNDexposed die pad-ground supply; down bonded to the exposed die pad (heatsink); to be connected to DGND during PCB layoutTable 2:Pin description …continued Symbol [1]Pin Type [2]Description8.Functional descriptionThe ISP1582 is a high-speed USB peripheral controller. It implements the Hi-SpeedUSB or the Original USB physical layer and the packet protocol layer.It maintains upto 16USB endpoints concurrently (control IN and control OUT, 7IN and 7OUTconfigurable) along with endpoint EP0 setup, which accesses the setup buffer. TheUSB Chapter9 protocol handling is executed by means of external firmware.For high-bandwidth data transfer, the integrated DMA handler can be invoked totransfer data to or from external memory or devices. The DMA interface can beconfigured by writing to the proper DMA registers (see Section9.4).The ISP1582 supports Hi-Speed USB and Original USB signaling. The USBsignaling speed is automatically detected.The ISP1582 has 8kbytes of internal FIFO memory, which is shared among theenabled USB endpoints.There are 7IN endpoints, 7OUT endpoints and 2control endpoints that are a fixed64bytes long. Any of the 7IN and 7OUT endpoints can be separately enabled ordisabled. The endpoint type (interrupt, isochronous or bulk) and packet size of theseendpoints can be individually configured depending on the requirements of theapplication. Optional double buffering increases the data throughput of these dataendpoints.The ISP1582 requires 3.3V power supply. It has 5V tolerant I/O pads whenoperating at V CC(I/O)=3.3V and an internal 1.8V regulator for powering the analogtransceiver.The ISP1582 operates on a 12MHz crystal oscillator. An integrated 40×PLL clockmultiplier generates the internal sampling clock of 480MHz.8.1DMA interface, DMA handler and DMA registersThe DMA block can be subdivided into two blocks: the DMA handler and the DMAinterface.The firmware writes to the DMA command register to start a DMA transfer (seeT able47).The command opcode determines whether a generic DMA or PIO transferwill start. The handler interfaces to the same FIFO (internal RAM) as used by theUSB core. On receiving the DMA command, the DMA handler directs the data fromthe endpoint FIFO to the external DMA device or from the external DMA device to theendpoint FIFO.The DMA interface configures the timing and the DMA handshake. Data can betransferred using either the DIOR and DIOW strobes or by the DACK and DREQhandshakes.The DMA configurations are set up by writing to the DMA Configurationregister (see T able52 and T able53).For a generic DMA interface, Generic DMA (GDMA) slave mode can be used.Remark:The DMA endpoint buffer length must be a multiple of 4bytes.For details on DMA registers, see Section9.4.8.2Hi-Speed USB transceiverThe analog transceiver directly interfaces to the USB cable through integratedtermination resistors. The high-speed transceiver requires an external resistor(12.0kΩ±1%) between pin RREF and ground to ensure an accurate current mirrorthat generates the Hi-Speed USB current drive.A full-speed transceiver is integrated as well. This makes the ISP1582 compliant to Hi-Speed USB and Original USB,supporting both the high-speed and full-speed physical layers.After automatic speed detection, the Philips Serial Interface Engine (SIE) sets the transceiver to use either high-speed or full-speed signaling.8.3MMU and integrated RAMThe Memory Management Unit (MMU) and the integrated RAM provide theconversion between the USB speed (full-speed: 12Mbit/s, high-speed: 480Mbit/s)and the microcontroller handler or the DMA handler. The data from the USB bus isstored in the integrated RAM,which is cleared only when the microcontroller has read or written all data from or to the corresponding endpoint buffer or when the DMAhandler has read or written all data from or to the endpoint buffer.The OUT endpoint buffer can also be cleared forcibly by setting bit CLBUF in the Control Functionregister. A total of 8kbytes RAM is available for buffering.8.4Microcontroller interface and microcontroller handlerThe microcontroller handler allows the external microcontroller or microprocessor to access the register set in the Philips SIE as well as the DMA handler. Theinitialization of the DMA configuration is done through the microcontroller handler.8.5OTG SRP moduleThe OTG supplement defines a Session Request Protocol (SRP), which allows aB-device to request the A-device to turn on V BUS and start a session. This protocolallows the A-device,which may be battery-powered,to conserve power by turning off V BUS when there is no bus activity while still providing a means for the B-device toinitiate bus activity.Any A-device, including a PC or laptop, can respond to SRP. Any B-device, includinga standard USB peripheral, can initiate SRP.The ISP1582 is a device that can initiate SRP.8.6Philips high-speed transceiver8.6.1Philips Parallel Interface Engine (PIE)In the high-speed (HS) transceiver, the Philips PIE interface uses a 16-bit parallelbidirectional data interface.The functions of the HS module also include bit-stuffing or destuffing and Non-Return-to-Zero Inverted (NRZI) encoding or decoding logic.8.6.2Peripheral circuitT o maintain a constant current driver for HS transmit circuits and to bias other analog circuits, an internal band gap reference circuit and an RREF resistor form thereference current. This circuit requires an external precision resistor (12.0kΩ±1%) connected to the analog ground.8.6.3HS detectionThe ISP1582 handles more than one electrical state—full-speed (FS) or high-speed (HS)—under the USB specification. When the USB cable is connected from theperipheral to the host controller, the ISP1582 defaults to the FS state until it sees abus reset from the host controller.During the bus reset, the peripheral initiates an HS chirp to detect whether the host controller supports Hi-Speed USB or Original USB. Chirping must be done with the pull-up resistor connected and the internal termination resistors disabled. If the HShandshake shows that there is an HS host connected, then the ISP1582 switches to the HS state.In the HS state, the ISP1582 should observe the bus for periodic activity. If the busremains inactive for 3ms, the peripheral switches to the FS state to check for aSingle-Ended Zero (SE0) condition on the USB bus. If an SE0 condition is detected for the designated time (100µs to 875µs; refer to section 7.1.7.6 of the USBspecification Rev. 2.0), the ISP1582 switches to the HS chirp state to perform an HS detection handshake.Otherwise,the ISP1582remains in the FS state adhering to the bus-suspend specification.8.7Philips Serial Interface Engine (SIE)The Philips SIE implements the full USB protocol layer. It is completely hardwired for speed and needs no firmware intervention. The functions of this block include:synchronization pattern recognition, parallel or serial conversion, bit (de)stuffing,CRC checking or generation, Packet IDentifier (PID) verification or generation,address recognition, handshake evaluation or generation.8.8SoftConnectThe connection to the USB is established by pulling pin DP (for full-speed devices)HIGH through a 1.5kΩ pull-up resistor. In the ISP1582, an external 1.5kΩ pull-upresistor must be connected between pin RPU and 3.3V. Pin RPU connects thepull-up resistor to pin DP,when bit SOFTCT in the Mode register is set(see Table20 and T able21). After a hardware reset, the pull-up resistor is disconnected by default (bit SOFTCT=0). The USB bus reset does not change the value of bit SOFTCT.When the V BUS is not present, the SOFTCT bit must be set to logic0 to comply with the back-drive voltage.8.9System controllerThe system controller implements the USB power-down capabilities of the ISP1582.Registers are protected against data corruption during wake-up following a resume(from the suspend state) by locking the write access until an unlock code has beenwritten in the Unlock Device register (see Table73 and Table74).8.10Output pins statusT able3 illustrates the behavior of output pins when V CC(I/O) is supplied with V CC invarious operating conditions.Table 3:ISP1582 pin status[1]V CC V CC(I/O)State PinRESET_N INT_N SUSPEND DREQ DATA[15:0] 0V V CC dead[2]X X X X X0V V CC plug-out[3]X LOW HIGH high-Z input0V−>3.3V V CC plug-in[4]X LOW HIGH high-Z high-Z3.3V V CC reset LOW HIGH LOW high-Z high-Z3.3V V CC normal HIGH HIGH LOW high-Z high-Z[1]X: Don’t care.[2]Dead: The USB cable is plugged-out and V CC(I/O) is not available.[3]Plug-out: The USB cable is not present but V CC(I/O) is available.[4]Plug-in: The USB cable is being plugged-in and V CC(I/O) is available.8.11Interrupt8.11.1Interrupt output pinThe Interrupt Configuration register of the ISP1582 controls the behavior of the INToutput pin.The polarity and signaling mode of pin INT can be programmed by settingbits INTPOL and INTLVL of the Interrupt Configuration register (R/W: 10h); seeT able24. Bit GLINTENA of the Mode register (R/W: OCh) is used to enable pin INT.Default settings after reset are active LOW and level mode. When pulse mode isselected, a pulse of 60ns is generated when the OR-ed combination of all interruptbits changes from logic0 to logic1.Figure4 shows the relationship between the interrupt events and pin INT.Each of the indicated USB and DMA events is logged in a status bit of the Interruptregister and the DMA Interrupt Reason register, respectively. Corresponding bits inthe Interrupt Enable register and the DMA Interrupt Enable register determinewhether or not an event will generate an interrupt.Interrupts can be masked globally by means of bit GLINTENA of the Mode register;see T able21.Field CDBGMOD[1:0] of the Interrupt Configuration register controls the generationof the INT signals for the control pipe. Field DDBGMODIN[1:0] of the InterruptConfiguration register controls the generation of the INT signals for the IN pipe.FieldDDBGMODOUT[1:0]of the Interrupt Configuration register controls the generation ofthe INT signals for the OUT pipe; see Table25.xxxxxxxxxxxxxxxxxxxxx xxxxxxxxxxxxxxxxxxxxxxxxxx xxxxxxx x x x xxxxxxxxxxxxxxxxxxxxxxxxxxxxxx xxxxxxxxxxxxxxxxxxx xx xx xxxxx xxxxxxxxxxxxxxxxxxxxxxxxxxx xxxxxxxxxxxxxxxxxxx xxxxxx xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx xxxxxxxxxxxx x xxxxxxxxxxxxxxxxxxxxxx xxxxxxxxxxxxxxxxxxxxxxxxxxxxxx xxxxx xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx xxxxxxxx xxxxxxxxxxxxxxxxxxxxxxxxx xxxxxxxxxxxxxxxxxxxx xxxPhilips SemiconductorsISP1582Hi-Speed USB peripheral controller9397 750 13699© Koninklijke Philips Electronics N.V . 2004. All rights reserved.Preliminary data Rev. 03 — 25 August 200414 of 66Fig 4.Interrupt logic.ORInterrupt register DMA Interrupt ReasonregisterDMA Interrupt EnableregisterInterrupt Enable registerDMA_XFER_OKEXT_EOT INT_EOT IE_DMA_XFER_OK IE_EXT_EOTIE_INT_EOT ORIEBRESET IESOFIEDMAIEP7RX IEP7TXBRESET SOFDMAEP7RX EP7TX..............................004aaa275LATCHGLINTENA INTPOLLE Interrupt ConfigurationregisterMode registerINTPULSE/LEVEL GENERATOR8.11.2Interrupt controlBit GLINTENA in the Mode register is a global enable/disable bit.The behavior of this bit is given in Figure 5.Event A: When an interrupt event occurs (for example, SOF interrupt) withbit GLINTENA set to logic 0, an interrupt will not be generated at pin INT. It will,however, be registered in the corresponding Interrupt register bit.Event B:When bit GLINTENA is set to logic 1,pin INT is asserted because bit SOF in the Interrupt register is already set.Event C: If the firmware sets bit GLINTENA to logic 0, pin INT will still be asserted.The bold dashed line shows the desired behavior of pin INT.Deassertion of pin INT can be achieved either by clearing all the Interrupt register or the DMA Interrupt Reason register, depending on the event.Remark:When clearing an interrupt event, perform write to all the bytes of the register.For more information on interrupt control, see Section 9.2.2,Section 9.2.5 and Section 9.5.1.8.12V BUS sensingPin V BUS is one of the ways to wake up the clock when the ISP1582 is suspended with bit CLKAON set to logic 0 (clock off option).T o detect whether the host is connected or not,that is V BUS sensing,a 1M Ωresistor and a 1µF electrolytic capacitor must be added to damp the overshoot upon plug-in.Pin INT: HIGH =deassert; LOW =assert (individual interrupts are enabled).Fig 5.Behavior of bit GLINTENA.INT pin004aaa394GLINTENA = 0SOF assertedGLINTENA = 1SOF assertedGLINTENA = 0(during this time,an interrupt event occurs. For example, SOF asserted.)AB CFig 6.Resistor and electrolytic capacitor needed for V BUS sensing.1 M ΩISP1582004aaa440+1 µF49USB Connector8.13Power-on resetThe ISP1582 requires a minimum pulse width of 500µs.Pin RESET_N can be either connected to V CC (using the internal POR circuit) or externally controlled (by the microcontroller, ASIC, and so on). When V CC is directly connected to pin RESET_N, the internal pulse width t PORP will be typically 200ns.The power-on reset function can be explained by viewing the dips at t2-t3 and t4-t5on the V CC(POR) curve (Figure 9).t0 —The internal POR starts with a HIGH level.t1 —The detector will see the passing of the trip level and a delay element will add another t PORP before it drops to LOW.t2-t3 —The internal POR pulse will be generated whenever V CC(POR) drops below V trip for more than 11µs.t4-t5 —The dip is too short (<11µs) and the internal POR pulse will not react and will remain LOW.Figure 10 shows the availability of the clock with respect to the external POR.Fig 7.Oscilloscope reading:no resistorand capacitor in the network.Fig 8.Oscilloscope reading: withresistor and capacitor in the network.004aaa441004aaa442(1) PORP = power-on reset pulse.Fig 9.POR timing.004aaa389V BAT(POR)t0t1t2t3t4t5V triptPORPPORP (1)tPORP。
成功案例 alfa laval moatti 38116 kb - BUHLER INC

Case Story.Alfa Laval Moatti – for when only complete reliability will do.Lube oil filter.Within the Alfa Laval Group, the French company Alfa Laval Moatti is the specialist for the development and production of large self-cleaning filters. Alfa Laval Moatti has around 50 employees. In its modern factory in Elan- court, to the south-west of Paris, it manufactures auto-matique oil filters for use, on board ships, on railways, in mines, in generators and in large rolling mills for paper and steel manufacturing, and filters for coolant systems. The company’s main focus is on the production of oil filters for ship engines and Diesel generators. Alfa Laval Moatti filters are used by customers all over the world.Downtime costs money“Our customers generally run their ships or machinery24 hours a day,” explains Julien Gennetier, President of Alfa Laval Moatti. “For uninterrupted operation 24 hours a day, seven days a week, it is essential that they have perfectly functioning filters. A defective oil filter can bring a ship to a standstill or make it impossible for a mine to keep running. These industries are characterised by high capital expenditure. If ships or conveying systems grind to a halt due to a faulty filter, earnings are lost while pro- duction costs continue to be incurred. If a ship cannot sail due to a filter defect, that means idle capital for the operating company. Therefore our customers must be able to rely 100 % on the operational reliability of our filters. As well as offering excellent reliability, our self-cleaning filters also massively reduce maintenance costs.”From 236,000 to 400,000 filter elements per year The core of these specialised filters is formed by filter ele- ments. The quality is of key importance for the reliability of the oil filter as a whole, which is why it is important to Alfa Laval Moatti that it produces them itself. Every single filter element consists of three meshes. Depending on the type and size of the filter, an oil filter may require numerous filter elements. Alfa Laval Moatti produces around 236,000 of these filter elements every year. The remaining com-ponents designed by the company are sub-contracted.In the production of the filter elements, the steel meshes are cast into an aluminium frame. This casting process requires a very high degree of precision, because the quality of the filters depends on it. For 20 years now, Alfa Laval Moatti has sourced its die casting machines fromBühler. “When it was time to replace our die casting machine, we therefore opted for Buhler once again,” says Pierre Chambrion, Head of Production at Alfa Laval Moatti. “For us, the name Buhler has always been synonymous with quality and reliability. And we don’t regret our choice!”Target: increased output“Our decision to replace our die casting machine was motivated by a desire to increase productivity and capac-ity,” explains Pascal Ehlen, project manager at Alfa Laval Moatti. “Above all we wanted to automate the entire process in order to reduce cycle times and increase our capacity to enable us to cast in 400,000 filter elementsCustomers of Alfa Laval Moatti know that they can trust entirely in the reliability of the company’s oil filters. When replacing its own die casting machine – a key element in the company’s production process – the French subsidiary of the international Alfa Laval Group put its trust in the competence and support of Bühler Druckguss.annually. We also wanted to be capable of producing larger filters than before.” In June 2008, Alfa Laval Moatti ordered an Evolution E34D die casting machine fromBühler Druckguss. The system also includes a smelting installation with metering unit, a spray system, a filter magazine, and a robot that feeds the machine with the raw meshes, removes the finished filter elements, removes burrs, marks the parts and finally deposits them on a cooling section. Before, all of these proces- ses were carried out manually.Simple solutionAutomating the entire process turned out not to be as easy to implement as had been thought. In particular, a special solution needed to be found to insert the metal filters into the machine. However, on the basis of close cooperation with project manager Pascal Ehlen and the engineers from Bühler Druckguss, it took just a month to find a simple and cost-effective automation solution to meet Alfa Laval‘s requirements. Installation of the complete die casting machine commenced in October 2008. Thanks to a new building with an area of more than 2,500 square metresCase Story.Alfa Laval Moatti – for when only complete reliability will do.constructed specially for the new system, the entire material flow also improved. After just a few trial runs, it was clear that the new system would easily satisfy the customer’s requirements. The automation of the processes involved meant that the new system had a daily output of 40 % more than the previous machine. The cycle time was reduced to 30 seconds. Thanks to the robot, the machine operator is now also able to concentrate on parallel pro- cesses such as furnace cleaning or preparatory tasks. On 17 December 2008 – in other words, just six months after the order was placed – the new die casting machine was handed over to the management of Alfa Laval Moatti in Elancourt. Its grand inauguration finally took place on 11 March 2009.Cooling conveyor with casted filters.Alfa LavalAlfa Laval was established in Sweden in 1883. Alfa Laval’s first product was a centrifugal separator. Today, the Alfa Laval Group is a leading producerworldwide of heat exchangers and systems and machines for the filtration and transportation of fluids. The companies of Alfa Laval employ more than 11,000 people in 100 countries, and generate a Group turnover of around € 2.8 billion. The Alfa Laval Group has its headquarters in the Swedish city of Lund.“We felt good”Since it went into operation, Alfa Laval Moatti’s new diecasting plant has been functioning to the company’sfull satisfaction. Project manager Pascal Ehlen, who hasmany years of experience in the field, says, “The newplant completely meets our expectations in terms ofreliability, speed and quality.” And he adds, “But that isonly one of the reasons why we are so satisfied. We arealso very impressed by the way things proceeded in ourcooperation with Buhler. Bühler Druckguss was a strongpartner and a contact for all aspects of the project. Buhlerresponded helpfully to all of our questions and concerns. Buhler dealt with all issues of concern to us, coordinated cooperation between the various suppliers for the metal feed system, the spraying unit, the enclosure and the cooling conveyor, as well as with the robot supplier ABB and Marti Engineering, and subsequently combined the individual components to create the whole. We were also impressed by the commitment with which the Bühler Druckguss team dealt with our requests, even though we are only a small customer for them. We simply felt good with Buhler.”left: Jean-Claude Bouillant, Operator / right: Pascal Ehlen project manager.Bühler Druckguss AGCH-9240 Uzwil, SwitzerlandT + 41 71 955 12 12F + 41 71 955 25 88@ 。
B2B C5c6c7案例

• • • • • • • • • • • • 5•1 从虚拟销售商处购物 5•2 惠而浦的B2B交易门户 5•3W•W•Grainger和Goodrich公司 5•4 Schlumberger的电子采购 5•5 DOT如何出售闲臵物资 5•6 微软的MS Market:桌面采购系统 5•7 Ozro Nepotiate 现实世界案例:Eastman把采购变成了战略优势 开篇案例:ChemConnect—全球化学制品电子交易所 6•1 全球化经营的零售电子交易所 6•2 Covisint:汽车行业的电子市场 6•3 Asite为建筑业提供的B2B电子市场haode
• 公司向用户提供多种增值服务。其中有实时查询物品库 存情况、查询订单里的每一项商品、根据客户资料向客户推荐产品、 为每件商品定制价格、在指定期限内可以重新修改并提交订购单、大 量的Excel报告和数据,包括比较管理报告。 • 在 2000 年春季开始运营。2004 年它已经拥有 8000 位 注册用户。 • 问题 • 1 、登录 和 ,比较它们的供应和购物流程 。(试用的引导程序)提供了哪些辅助服务? • 2、将来客户可能习惯了在线购买办公用品。那时他们会绕过 ,直接向生产商订购商品吗?
5•4 Schlumberger的电子采购
• Schlumberger是全球最大的油类服务公司,它在100多个国家设有 分公司,员工人数超过5万名,年营业额在100亿美元以上。2000年 ,这家公司在其主营的油类服务业务方面,建立了以网络为基础的 全球自动采购系统。通过这个系统,员工可以直接从桌面购买办公 用品和设备,以及电脑等等。 • 这个系统替代了原有的许多自动或纸面系统。单一的系统简化并加 快了采购工作,减少了开销和采购人员。系统同时还使公司从供应 商那里得到数量上的优惠。 • 新的系统包含两个部分: • (1 )对内部分使用 Commerce One的采购软件并在公司内部网上 运行。软件使用起来就像在网上购物 :一旦员工选中一项物品,系统 就生成一个请求,把请求自动提交相关人员进行批准,然后把申请 转成一个订单。 • (2)Commerce One的Conductor软件用来将订单传给供应商。 通过一个简单低成本的系统, B2B 互联网市场把 Schlumberger 同 几百个供应商联系在一起。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
厦门中国移动与GE-滨特尔合作
星巴克咖啡
• 简介:星巴克(Starbucks)咖啡公司成立 于1971年,是世界领先的特种咖啡的零售 商,烘焙者和星巴克品牌拥有者 。滨特尔 是星巴克全球的净水合作伙伴。
• 产品:爱惠浦商用机型 GE的 Homespring
Paragon Windows, Clean & Life-Security Equipment
“Water Cloud” --2008 Special Olympics Swimming Center (天津) Pentair 提供设备:
Sta-Rite pump products
6
GE-Pentair Statement GE-滨特尔的企业宗旨
• 产品: 提供所有单元共计600余套RO 反渗透纯水机
• 项目日期:2006年6月
15
上海绿洲香岛
• 简介:绿洲香岛花园位于莘松路近春九路(莘闵别墅区)。绿洲香岛花园占地面积约 27万平方米。 2007年香岛推出生活全配置金装公寓,以“中档价位高档公寓”的定 位获得市场好评。公寓配有三菱重工中央空调系统、德国锅炉全地暖设备、双路家 用净水系统、节能全屋新风系统、专业的外墙内保温工艺等科技配备,使香岛成为 名副其实的“节能环保舒适住宅“。
• 产品:直饮机H-100 500套 • 项目日期:2007年10月
19
上海泰欣嘉园
• 简介:上海市著名精装修楼盘----泰欣嘉园位于内环苏州河畔,总建筑面积约14.7万 平方米.由6幢高层和3排小高层组成。百年水景、精装大宅、稀缺地段,共同打造 出市中心难得一见的精装成品大宅——泰欣嘉园。
• 产品: 共计900余套公寓的软水系统、双重净水系统。 • 项目日期:2007年12月
Mission To become the leading global provider of water treatment components/systems to supply people and industry with Safe, Clean ,Fresh Water
企业宗旨 矗立于全世界水处理元件和系統提供者的领导地位 以提供安全,清洁,新鲜的水为企业使命
7
深圳华为海外净水项目
• 简介:华为是全球领先的电 信解决方案供应商,在全球 建立了100多个分支机构 , GE-滨特尔公司成功解决了华 为公司在非洲等13个国家生活 用水和直饮水问题
• 产品:BF+KC+SFT+RO400
• 项目日期: 2008年10月
尼日利亚-KC+SFT 印度-RO400
广州新白云机场净水项目
• 产品:中央净水机KC-1054S-5000 270套 • 项目日期:2007年9月
17
南京林景·瑞园
• 简介:林景•瑞园位于南京市和燕路319号,被誉为“南京城北标杆养生美宅”。 项目总占地面积约5万平方米,总建筑面积约10万平方米。有7幢9层至11层的住宅, 小区为每户配置南京罕有的换新风系统并为每户配送净化水器,将“健康养生” 的楼盘理念渗透到宫别墅1.5亿元/栋
• 上海紫园别墅1.3亿元 /栋
• 佘山高尔夫
• 上海碧云别墅
• 上海绿洲香岛
• 上海翠湖天地
• 北京纳帕西谷别墅
• 北京世纪金源
• 大连圣美利加庄园 • 哈尔滨哈公馆
檀宫
3
佘山高尔夫 紫园
GE-Pentair 水处理系统典型业绩
国际项目 • 美国白宫 • 英国白金汉宫 • 科威特皇宫 • 佛罗里达迪斯尼乐园 • 纽约市政用水 • 阿联酋迪拜The Palms酒店 • 比华利山水处理厂
• • 产品:直饮机H-100 500套 • 项目日期:2007年10月
18
无锡朗诗·未来之家
• 简介:朗诗·未来之家位于太湖广场西,是市政府节能科技住宅的样板建筑,项目 分A、B两块,总建筑面积15万平方米左右,总体布局以典型的德国街坊形式,整 合各大国际品牌,致力打造出高品质级的精装修住宅。该科技精装房的五个核心 点: “恒温·恒湿·恒氧·静音·适光”,符合现代人的居住理念。
• 产品:中央净水机KC-1054-5000 800套 • 项目日期: 2008年4月
25
4
GE-Pentair & Olympic Games
&
2000年夏季奥运会 2000 澳大利亚悉尼
2004年夏季奥运会 希腊雅典
5
GE-滨特尔水处理系统典型业绩-奥林匹克
“Water Cube” --2008 Olympics Swimming Center (北京) Pentair提供设备:
• 产品:集中式饮用水系统,采用超 滤和反渗透技术,包括20支Codeline 膜壳和6台APV泵。
• 项目日期:2008年3月
23
无锡万科·魅力之城
• 简介:万科·魅力之城位于无锡市着力打造的未来“新都心”——市区西南部的滨 湖新城,西邻城市中环线青祁路,距离蠡湖约1公里,距离中央商务区约8公里,项 目总建筑面积130万平方米,容积率1.4,绿化率40%,将成为以教育、科研、体育 和旅游等公共服务设施和高品质住区、高新技术产业园为主的综合区。
• 产品: 包含净水机KC-1054、软水机SFT-1054在内的36套 全屋水处理系统
• 项目日期: 2005年3月
14
上海翠湖天地御苑
• 简介: 新天地旁地标式的建筑群----翠 湖天地,是瑞安房地产发展有限公司 的豪华住宅发展项目,总建筑面积达 61.4万平方米。一期雅苑融入了上海传 统石库门建筑特色,而二期御苑则是 展现装饰艺术Art-Deco的风格。共设有 17座住宅楼宇,645个单位,是上海 “顶级”小高层住宅。
• 产品:中央净水机KC-1054-5600 1160套 • 爱惠浦 H-104 1160套 • 项目日期:2007年4月
16
上海汤臣湖庭花园
• 简介:汤臣湖庭花园左拥140万平方米汤臣高尔夫国际球场,右揽约140万平方米 中央公园,是汤臣集团精华之作。从而在世纪公园以南,环聚汤臣高尔夫球场自 发形成一个囊括汤臣高尔夫别墅1-8期、汤臣豪园等高档纯别墅聚集区,即汤臣高 尔夫国际社区。它携手联洋国际社区和碧云国际社区成为上海东岸最令人瞩目的 伟岸风景。
• 简介:广州新白云机场是目前国内规模最大、功能最先进、现代化程 度最高的国际机场,是全国三大枢纽机场之一。 GE-滨特尔在08年成为 白云机场直饮水的供应商,现正在做直饮水项目
• 产品:滨特尔系统化产品 • 项目日期: 2009年6月
广州大一山庄净水项目
• 简介:2008年度“中国十大超级豪宅”排行榜发布,尚未 开售的“广州大一山庄”竟以单套过2亿元的总价名列榜首 ,滨特尔在08年成为大一山庄净水设备的供应商
13
上海檀宫别墅
• 简介:著名的顶级豪宅——上海檀宫位于上海市虹桥路 西郊宾馆的西侧。檀宫总占地面积47384.6平方米,仅建 18幢建筑,风格以英国、法国、意大利、西班牙的经典 建筑为蓝本,并由世界顶尖的WATG建筑设计事务所在境 外设计。每幢建筑面积1500—1800平方米左右,占地面 积2500(4亩)平方米左右。
Residential System Reference 民用水处理系统部分安装实例
• 上海环球金融中心 • 北京首都机场配餐中心 • 北京世纪金源 • 上海外滩三号 • 上海檀宫别墅 • 南京金陵翠屏别墅 • 上海碧云别墅 • 上海绿洲香岛 • 上海泰欣嘉园 • 仁恒河滨城
• 上海翠湖天地 • 上海紫园别墅 • 大连圣美利加庄园 • 北京纳帕溪谷别墅 • 天津西康路36号 • 南京林景瑞园 • 无锡朗诗未来之家 • 上海汤臣湖庭花园 • 无锡万科魅力之城
• 产品:我们公司提供的是一套60吨/小时的净水处理系统(主要工艺是砂滤、碳滤 和消毒工艺)和3吨/小时的双级反渗透纯水系统(主要包括预处理和反渗透主机部 分)。
• 项目日期:2007年12月
21
西康路36号,天津
• 简介:西康路36号地原为天津电话设备厂,平整后在11月被招商地产和森淼投资 联手以2.2048亿元总价竞得,其中地块占地面积和建筑面积分别为2.7万平方米和 3.4万平方米。项目定位于高端低密度住宅,形式以“城中别墅”为主,产品将在 独立house和townhouse之间进行搭配或选择。其中总价超过千万元的别墅不乏大 比例。
• 产品:中央净水机KC-35-A,约2000套 • 项目日期:2008年3月
24
仁恒河滨城
• 简介:仁恒河滨城是上海仁恒房地产有限公司在上海(浦东)投资开发的最大规模 的房地产项目,努力建成高品质、生态型国际化社区。位于上海市浦东新区联洋新 社区。总占地面积约为31.6万平方米 ,规划总建筑面积约72万平方米,规划中一、 二期共有25幢26~32层高层全装修住宅楼(部分为酒店式公寓)。
20
北京首都国际机场配餐中心
• 简介:该项目是2008年北京奥运会配套项目之一。北京首都机场扩建工程是中国目 前投资建设的最大机场,工程总投资250亿人民币。扩建工程完成后,首都国际机场 一年将能满足8000万旅客的进出港需要,并将很好的完成2008年北京奥运会的航空 运输任务。首都机场扩建配餐中心大楼工程,位于首都国际机场东航区主干线旁, 总建筑面积45955平方米,由配餐生产楼、综合配套楼,楼体连廊等组成。
GE-滨特尔在商业水处理市场
全球知名用户
全球经典案例
1
GE-Pentair 水处理系统典型业绩
中国项目(商用)
• 人民大会堂 • 中南海 • 南京奥体中心 • 上海-金光外滩 • 北京世纪金源(5星级) • 上海环球金融中心
南京奥体中心
2
GE-Pentair 水处理系统典型业绩 中国项目(民用)