数控车床图纸
法拉克系统数控车床子弹程序图纸及程序注解
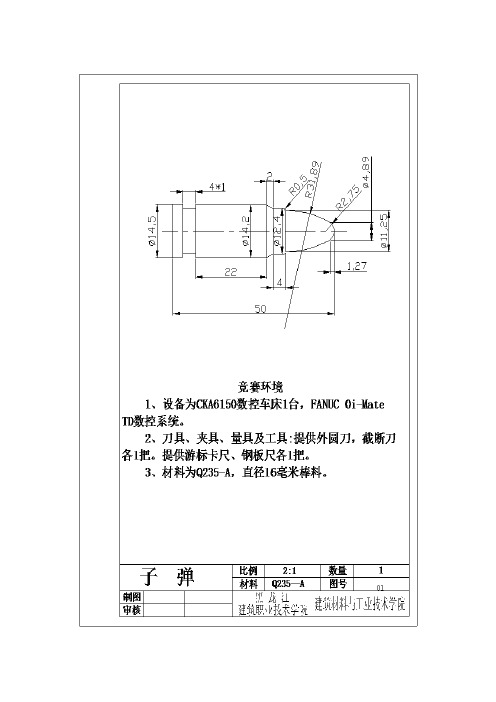
子弹加工程序(数控车床系统为:法拉克系统)注:T0101 为90度外圆偏刀 T0202 硬质合金刀(截断)O0004程序号G97 G99 G40;取消刀具补偿T0101;一号刀M03 S400;主轴正转转速400r/minG42 G00 X20 Z2;设置刀具右补偿(半径补偿),快速进刀至循环起点G73 U8 R18 F0.3;定义G73出车循环X方向总退刀量8MM循环18次进给0.3 G73 P1 Q2 U0.3 W0;精车路线由N1-N2指定, x方向精车余量0.3mm Z方向精车余量0mmN1 G00 X0 S800 F0.1;快速进刀,主轴转速800 进给0.1G01 Z0;G03 X4.89 Z-1.27R 2.75;G03 X11.25 Z-15 R31.89;G01 X11.4 ;X12.4 Z-15.5;Z-19;精加工轮廓循环X14.2 W-2;W-26 ;X14.5;Z-53;N2 G00 X16;G70 P1 Q2 ;定义G70精车循环,精车各外圆面G40 G00 X100 Z100;取消刀具补偿,快速退刀至换刀点T0202;二号刀M03 S200;主轴正传,转速200G00 X17 Z-43;快速进刀至X17 Z-43G01 X13.4 F0.05;切削,进给0.05G00 X16; X方向快速退刀G00 W-1 ; Z方向增量G01 X13.2 ; X方向切削W1 ; Z方向增量G00 X16; X方向快速退刀G00 Z-50; Z方向快速进刀G01 X3; X方向切削至X3 G00 X20 ; X方向退刀G00 X100 Z100;快速退刀至换刀点M05;程序停M30;主轴停。
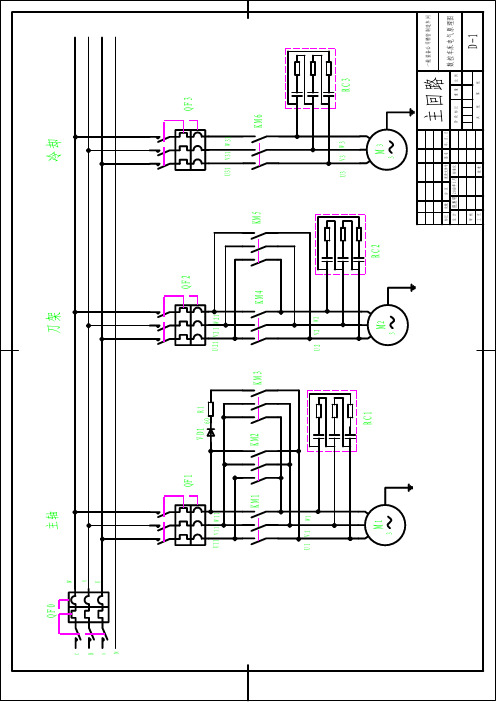
《数控车床电气图纸》课件

04
CATALOGUE
数控车床电气图纸常见问题及解决方案
数控车床电气图纸常见问题
电气元件符号不规范
图纸上使用的电气元件符号不符合国家标准 ,导致识图困难。
图纸信息不全
缺少必要的电气参数、规格或说明,使得理 解图纸内容变得困难。
接线标注不清晰
图纸上的接线标注模糊,容易造成误解和混 淆。
图纸版本过时
校对和审核
完成绘制后,应对图纸进行仔细的校对和审核,确保图纸的准确 性和完整性。
THANKS
感谢观看
输入设备电路
对操作面板、各种开关、按 钮等输入设备的电路进行详 细解析,了解其信号采集和 传输方式。
PLC控制电路
着重解析数控车床中PLC的 控制原理,包括输入信号的 处理、控制逻辑的实现和输 出信号的处理等。
驱动电路
对伺服驱动器和步进驱动器 的驱动电路进行深入解析, 了解其工作原理和控制方式 。
数控车床辅助电路图解析
接线图
描述各个元件之间的实际连接 线路,包括电缆的连接方式、 端子排的接线等。
维护手册
提供关于如何维护和检修电气 系统的说明和指导。
数控车床电气图纸的绘制规范
使用统一的符号和标记
在绘制电气图纸时,应遵循统一的电气图形符号和标记规则,以 确保图纸的可读性和准确性。
严格按照实际连接绘制
在绘制接线图时,必须严格按照元件之间的实际连接关系进行绘制 ,不能随意更改或省略。
05
CATALOGUE
数控车床电气图纸的绘制实践
绘制数控车床电气图纸前的准备工作
了解数控车床的工作原理
在开始绘制电气图纸之前,需要深入了解数控车床的工作原理,包 括其机械结构、控制系统和主要功能。
数控车床电路图纸
比 例
数控车床电气原理图
批 准
共
张
第
张
D-3
NC接口
CN6
P4
P1
P17 P18
P5
P13 P6 P14 P8 P21
P9
P15 P22
P10
T4
P3
T5 T6 O1 O2 O3 TO O4 O5
P16
P23
P11
P24
T1
T2
T3
O6
O7
08
KA1
KA3
KA5
KA7
刀架接口
SB0
KA2
KA4
KA6
倪惠明 2003年1月
审 核 工 艺
标准化
阶 段 标 记
重 量
比 例
数控车床电气原理图
批 准
共
张
第
张
D-5
X轴伺服联接
R S T r t G U V W U V W
R
S
T
伺 服 电 G 机
CNC
23 37 4 6 B` C C` +24 SG
SG
பைடு நூலகம்1 A A` B
伺 服 驱 动 器 X
2 4 5 6 9 12 13 14 8 30 3 5 7 21 20
一拖装备公司精密制造车间
倪惠明 2003年1月
审 核 工 艺
标准化
阶 段 标 记
重 量
比 例
数控车床电气原理图
批 准
共
张
第
张
D-7
5
KM2
10 13
KM1
KM1
KM5
KM4
19
4
(完整版)数控车工普车操作图纸大全

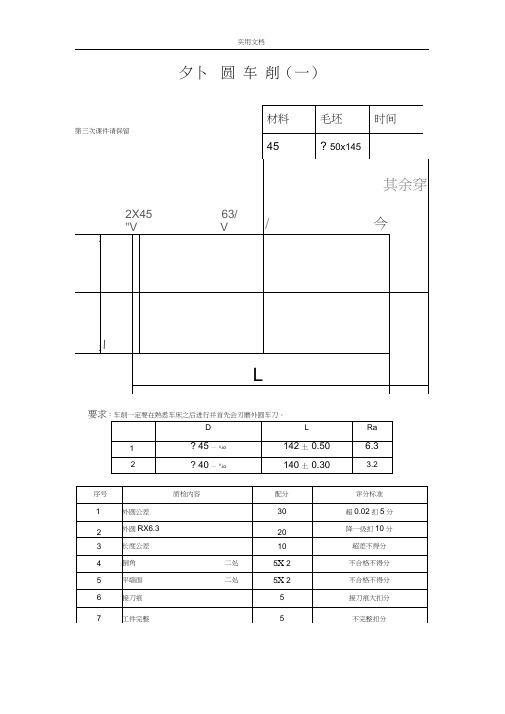
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45—00.10142±0.50 6.32 Ø40—00.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留材料毛坯时间45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
数控车工 普车操作图纸大全

序号质检内容配分评分标准
1 外圆公差四处6x4 超0.01扣2分,超0.02不得分
序号质检内容配分评分标准
1 外圆公差二处5x
2 超0.01扣2分
序号质检内容配分评分标准
说明: 1.此件用课题(一)改制。
序号质检内容配分评分标准
序
质检内容配
评分标准
序号质检内容配分评分标准
1 外圆公差三处5x3 超0.01扣2分
2 外圆 Ra3.2 三处3x
3 降一级扣3分
3 三角螺纹二处14x2 超差乱牙牙不正扣分
4 螺纹 Ra3.2 二处7x2 降一级扣4分
5 螺纹长度二处4x2 超差不得分
序号质检内容配分评分标准
1 外圆公差三处4x3 超0.01扣2分
项目内容配分评分标准150.05
序号质检内容配分评分标准
1 Ø40 Ra3.
2 二处10/4 超0.02 或Ra>3.2不得分
2 Ø58 Ra3.2 1/1 超差或Ra>3.2不得分
牙型角:30°螺距:P 牙顶间隙:a c
螺距1.5~5间隙0.25
序号质检内容配分评分标准
序号质检内容配分评分标准
35 Ra1.6
检测内容配分
技术要求:。
数控车床实训系列图纸

要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
数控车床零件加工综合实例解析21张幻灯片课件

数控机床编程与操作
②数控加工程序的编制 5.2.4 零件的数控加工
1、机遇对于有准备的头脑有特别的亲和力。
2、不求与人相比,但求超越自己,要 哭就哭 出激动 的泪水 ,要笑 就笑出 成长的 性格! 3、在你内心深处,还有无穷的潜力, 有一天 当你回 首看时 ,你就 会知道 这绝对 是真的 。 4、无论你觉得自己多么的了不起,也 永远有 人比你 更强; 无论你 觉得自 己多么 的不幸 ,永远 有人比 你更加 不幸。
32、滴水穿石不是靠力,而是因为不 舍昼夜 。 33、忍别人所不能忍的痛,吃别人所 别人所 不能吃 的苦, 是为了 收获得 不到的 收获。
34、时间是个常数,但也是个变数。 勤奋的 人无穷 多,懒 惰的人 无穷少 。—— 字严 35、不同的信念,决定不同的命运!
36、只有你学会把自己已有的成绩都 归零, 才能腾 出空间 去接纳 更多的 新东西 ,如此 才能使 自己不 断的超 越自己 。 37、突破心理障碍,才能超越自己。
数控机床编程与操作 ④刀具的选择
数控机床编程与操作 ⑤切削用量的确定
数控机床编程与操作
5.1.3基点坐标的计算及加工程序的编制 ①基点坐标的计算
数控机床编程与操作 ①基点坐标的计算
数控机床编程与操作
②数控加工程序的编制 5.1.4 零件的数控加工
数控机床编程与操作
5.2套类零件的编程与加工 5.2.1零件图纸及加工要求
25、我学习了一生,现在我还在学习, 而将来 ,只要 我还有 精力, 我还要 学习下 去。— —别林 斯基
13、你不能左右天气,但可以改变心 情。你 不能改 变容貌 ,但可 以掌握 自己。 你不能 预见明 天,但 可以珍 惜今天 。 14、我们总是对陌生人太客气,而对 亲密的 人太苛 刻。
华中数控车床实训图纸及参考程序

华中数控车床实训图纸及参考程序Document number:NOCG-YUNOO-BUYTT-UU986-1986UT工作任务1 机械加工工序卡片材料φ40×68mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度35mm,粗、精车削工件左端外形。
G71T0101 粗车:S600精车:S1500粗车:精车:粗车:精车:2 掉头装夹φ30外圆,粗、精车工件右端外形。
G71 T0101 同上同上同上刀具卡片课题工作任务一零件名称轴零件图号4号序号刀具名称及规格刀尖半径数量加工表面1 T0101 1 整个零件外形23加工参考程序1.3.1 工件左端程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;95M600FG00X42Z2100M95M1500F 精加工;G00X42Z2N10G00X27G01Z0Z-20X35Z-68N20X42G00X100Z100M05M301.3.2 工件右端程序;O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X42Z2100M95M1500F10G100M工作任务2机械加工工序卡片材料φ40×74mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度25mm,粗、精车削工件左端外形。
G71T0101 粗车:S500精车:S1500粗车:精车:粗车:精车:2 掉头装夹φ38外圆,粗、精车工件右端外形。
G71 T0101 同上同上同上刀具卡片课题工作任务二零件名称轴零件图号4号序号刀具名称及规格刀尖半径数量加工表面1 T0101 1 整个零件外形23加工程序2.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;95M3500FG0X42Z295M31500F10G2.3.2 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M3500FG0X42Z295M31500F10G工作任务3机械加工工序卡片材φ30×72mm 零件4号系统HNC21/22T 工序刀具卡片加工程序3.3.1 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;95M600FG00X32Z2100MM00T010195M1500FG00X32Z2N10G00X0G01Z0G1Z-25G00X100Z100M05M303.3.2 工件右端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;95M600FG00X32Z2100M95M1500F10G100M 4mm宽的切槽车刀;95M450FG00X18Z-33G01X12G04P2G0X18X100Z100M05M00T0303 60°螺纹刀;G95M03S450G00X18Z-10-29FX14Z-29G00X100Z100M05M30工作任务4机械加工工序卡片材料φ30×72mm 零件图号4号系统HNC21/22T 工序号序号工步内容G指令T刀具切削用量s(r/min) f(mm/r)ap(mm)1 装夹毛坯右端,伸出长度35mm,粗、精车削工件左端外形。
数控车工 普车操作图纸大全
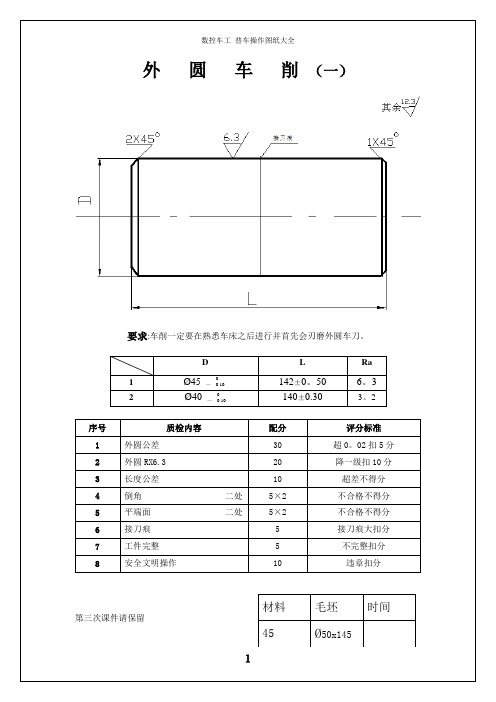
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0。
50 6。
32 Ø40 —0 0.10140±0.303。
2序号质检内容配分评分标准1 外圆公差30 超0。
02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0。
01扣2分2 外圆Ra3。
2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0。
01扣2分,超0.02不得分2 外圆Ra3。
2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0。
01扣2分,超0。
02不得分2 外圆Ra3。
2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A。
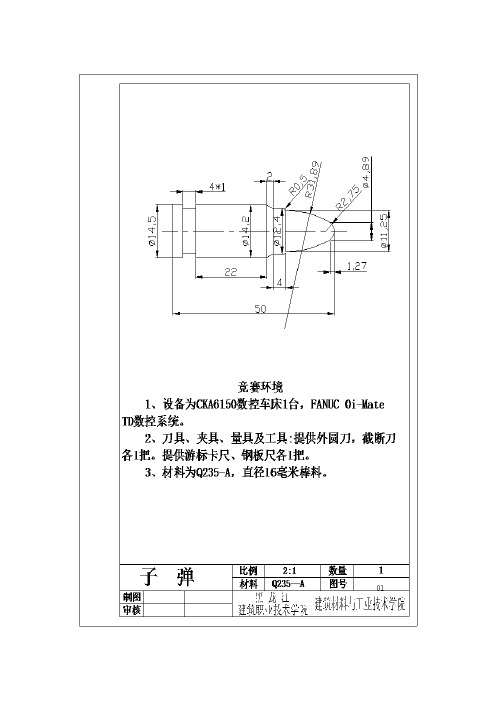
法拉克系统数控车床子弹程序图纸及程序注解
法拉克系统数控车床子弹程序图纸及程序注解文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)子弹加工程序(数控车床系统为:法拉克系统)注:T0101 为90度外圆偏刀 T0202 硬质合金刀(截断)O0004程序号G97 G99 G40;取消刀具补偿T0101;一号刀M03 S400;主轴正转转速400r/minG42 G00 X20 Z2;设置刀具右补偿(半径补偿),快速进刀至循环起点G73 U8 R18 ;定义G73出车循环X方向总退刀量8MM循环18次进给G73 P1 Q2 W0;精车路线由N1-N2指定, x方向精车余量 Z方向精车余量0mmN1 G00 X0 S800 ;快速进刀,主轴转速800 进给G01 Z0;G03 ;G03 Z-15 ;G01 ;;Z-19;精加工轮廓循环W-2;W-26 ;;Z-53;N2 G00 X16;G70 P1 Q2 ;定义G70精车循环,精车各外圆面G40 G00 X100 Z100;取消刀具补偿,快速退刀至换刀点T0202;二号刀M03 S200;主轴正传,转速200G00 X17 Z-43;快速进刀至X17 Z-43G01 ;切削,进给G00 X16; X方向快速退刀G00 W-1 ; Z方向增量G01 ; X方向切削W1 ; Z方向增量G00 X16; X方向快速退刀G00 Z-50; Z方向快速进刀G01 X3; X方向切削至X3G00 X20 ; X方向退刀G00 X100 Z100;快速退刀至换刀点M05;程序停M30;主轴停。
(完整版)数控车工普车操作图纸大全
夕卜圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
阶台车削(二)序号 质检内容 配分 评分标准1 外圆公差六处 5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2六处 3x6 降一级扣2分3 长度公差六处 3x6 超差不得分4 倒角二处2x2 不合格不得分 5 清角去锐边十处 10 不合格不得分 6 平端面二处 2x2 不合格不得分 7 工件外观 6 不完整扣分 8安全文明操作10 违章扣分 此件用上次课件改制材料毛坯时间45\7三亠 •肖车台阶多5C -> 人~11FO余其D卜OJQ H —o OO2GVXL10a十・Oa Q卄o£zs- 10其余弓序号 质检内容配分 评分标准1 外圆公差四处 8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处 4x4 降一级扣2分3 长度公差 四处 3x4 超差不得分 4 倒角 二处 3x2 不合格不得分5 清角 二处2x3 不合格不得分 6 平端面 二处3x2 不合格不得分 7 中心孔 5 不合格不得分 8 工件外观 7 不完整扣分 9安全文明操作10违章扣分要求:会正确使用A . E 型中心钻。
会使用活顶尖一夹一顶车削(四)、■/ —[z' 7CU112Q±D10. i5±o,ig1寸 U1 0i此件用课件(三)改制材料毛坯时间45,1x45*3.2 r20tO.lC◎矩形槽车削(五)骨口, 序号质检内容配分 评分标准1 外圆公差 四处 6x4 超0.01扣2分,超0.02不得分2外圆Ra3.2 四处 3x4 降一级扣2分 3 外沟槽 四处 6x4 超差槽壁不直扣分4 长度公差 四处 3x4 超差不得分5 倒角 二处2x2 不合格不得分 6 清角去锐边 5一处不合格扣0 .5分7 平端面 二处2x2不合格不得分 8 中心孔 2 不合格不得分 9 工件外观 5 不完整扣分 10安全文明操作7违章扣分e暑LD电n u J1co£1 cd I \Ti CdIJ 土 11匚〒1UT10101015^16-0,JO要求:会刃磨槽刀及切断刀。
法拉克系统数控车床子弹程序、图纸及程序注解
子弹加工程序(数控车床系统为:法拉克系统)注:T0101 为90度外圆偏刀 T0202 硬质合金刀(截断)O0004程序号G97 G99 G40;取消刀具补偿T0101;一号刀M03 S400;主轴正转转速400r/minG42 G00 X20 Z2;设置刀具右补偿(半径补偿),快速进刀至循环起点G73 U8 R18 F0.3;定义G73出车循环X方向总退刀量8MM循环18次进给0.3 G73 P1 Q2 U0.3 W0;精车路线由N1—N2指定, x方向精车余量0。
3mm Z方向精车余量0mmN1 G00 X0 S800 F0.1;快速进刀,主轴转速800 进给0。
1G01 Z0;G03 X4.89 Z—1.27R 2.75;G03 X11.25 Z-15 R31.89;G01 X11。
4 ;X12。
4 Z-15。
5;Z—19;精加工轮廓循环X14.2 W-2;W-26 ;X14.5;Z-53;N2 G00 X16;G70 P1 Q2 ;定义G70精车循环,精车各外圆面G40 G00 X100 Z100; 取消刀具补偿,快速退刀至换刀点T0202;二号刀M03 S200;主轴正传,转速200G00 X17 Z—43; 快速进刀至X17 Z—43G01 X13。
4 F0.05;切削,进给0。
05G00 X16; X方向快速退刀G00 W—1 ; Z方向增量G01 X13.2 ; X方向切削W1 ; Z方向增量G00 X16; X方向快速退刀G00 Z-50; Z方向快速进刀G01 X3; X方向切削至X3 G00 X20 ; X方向退刀G00 X100 Z100;快速退刀至换刀点M05; 程序停M30;主轴停。