水火弯板
水火弯板工艺
水火弯板工艺哎呀,说起水火弯板工艺,这可真是个让人头大的技术活儿。
你知道吗,我第一次接触这玩意儿的时候,简直就像是在看魔术师变戏法一样,神奇得不得了。
记得那是一个阳光明媚的下午,我跟着师傅去了工厂。
一进门,那股热浪就扑面而来,差点没把我吹个跟头。
师傅说,这水火弯板啊,得在高温下进行,所以这车间里的温度,比桑拿房还热。
我心想,这得有多热啊,是不是得穿个泳裤来上班啊?师傅领着我到了一台巨大的机器前,那机器看起来就像是个巨大的烤箱,旁边还放着一堆钢板。
师傅说,这钢板得先加热到红热,然后再用冷水快速冷却,这样就能弯成各种形状。
我看着那钢板,心想,这玩意儿要是不小心碰到了,那不就成烤猪蹄了吗?师傅看我一脸懵逼的样子,就笑了笑,说:“别怕,这玩意儿看着吓人,其实挺安全的。
”然后他就开始操作机器,那钢板在火里烧得通红,我都能感觉到那股热浪。
师傅说,这火候得掌握好,不能太热也不能太冷,不然弯出来的形状就不对了。
接着,师傅把烧红的钢板放到一个模具上,然后用冷水一冲,那钢板就发出“嗤嗤”的声音,像是在抗议似的。
我看着那钢板一点点弯成了师傅想要的形状,心里那个佩服啊,这手艺,真是没话说。
师傅看我看得入迷,就让我试试。
我小心翼翼地拿起一块钢板,放在火里烧,那火光映在我的脸上,感觉就像是在烤脸一样。
我紧张得手都抖了,生怕一不小心就烫着自己。
师傅在旁边指导我,让我不要紧张,慢慢来。
终于,我也成功地弯出了一块钢板。
虽然形状没有师傅的那么完美,但我心里那个得意啊,感觉自己就像是个艺术家一样。
现在回想起来,那次经历真是难忘。
水火弯板工艺,听起来挺高大上的,其实也就是一门手艺活儿。
它需要耐心、细心,还有一点点的勇气。
这手艺,就像是生活中的点点滴滴,虽然不起眼,但却是构成这个世界的重要部分。
所以啊,下次你看到那些弯曲的金属制品,不妨想想,这背后可是有着水火弯板工艺的神奇力量呢。
这技术,虽然不是每个人都能掌握,但它的存在,让我们的世界变得更加丰富多彩。
建造工艺——精选推荐
建造⼯艺1.钢质船舶焊接船体的常规建造⼯艺程序包括哪些内容?船体放样和样板制作钢材预处理和号料船舶构件加⼯船体的装配船舶焊接船舶舾装与涂装船舶下⽔船舶试验交船与验收2.按照现代造船⼯艺学的特点,船舶建造分为哪⼏种类型作业?包含哪些内容?船体、舾装、涂装船体:零件加⼯、部件装配、分段装配、分段组合、船台合拢舾装:单元、模块、管件等制作,托盘集配,分段舾装,总段舾装,船内舾装涂装:原材料处理、分段涂装、船台涂装、码头涂装3.什么是成组技术原理?成组技术是研究事物间的相似性,并将其合理应⽤的⼀种技术,它是促使现代造船模式形成的主要技术基础之⼀,运⽤中间产品导向型的作业分解原理和相似性原理。
4.什么是中间产品?什么是中间产品导向型任务分解?所谓中间产品是指⽣产的作业单元,是对最终产品进⾏作业任务分解的⼀个组成部分,也是逐级形成最终产品的组成部分。
中间产品导向型任务分解是把最终产品按其形成的制造级,以中间产品的形成对其进⾏作业任务的分解和组合。
5.造船⽣产准备主要包括哪些内容?设计准备有哪⼏项分别解决什么问题?包括设计准备、⼯艺和计划准备。
初步设计、详细设计解决造什么船⽣产设计解决怎样造船6.船体放样的⽅法?包括哪⼏项内容?⽅法:⼿⼯放样、数学放样。
其中⼿⼯放样包括1:1⽐例绘图的实尺放样和按1:10或1:50⽐例绘图的⽐例放样。
内容:船体理论型线放样、肋⾻型线放样、船体结构线放样、船体构件展开、为后续⼯序提供资料7.船体型线放样应满⾜哪三⽅⾯要求?尾轴出⼝处的船体外板曲⾯有什么要求?满⾜:光顺性、协调性、投影⼀致性既要纵向光顺,也要横向光顺8.⾸柱放样的主要任务有哪些?完成⾸圆弧绘制需要做哪些线?任务:绘制艏圆弧(作艏圆弧折⾓线、绘制艏圆弧半径曲线、绘制艏圆弧、绘制艏圆弧切线)、绘制艏柱板与外板的接缝线、绘制与艏柱板相交的肋⾻根部型线9.外板接缝布置有什么要求?板缝线排列时注意哪⼏点?(1)板缝线的排列应能充分利⽤原材料(2)板缝线的排列应使外板便于加⼯(3)对接缝与对接缝之间的平⾏距离不⼩于100mm,对接缝与⾓接缝之间的距离不⼩于50mm。
基于FEA和ANN的水火弯板表面变形预测方法
种高效、 准确的水火弯板表面变形预测方 法。首先应用 有限元分析法( E 对水 火弯板 的成型过程进行模 F A)
拟 仿 真 ; 后 建 立 水 火 弯 板 加 工 参 数 与 板 件 表 面 变 形 之 间 的 神 经 网 ( NN) 型 , 依 据 F A 的 分 析 结 果 对 然 A 模 并 E
行 了研 究 。R se t a_ 提 出 了三 维 准稳 态 热 分 o s nh l】 布 的数 学模 型 , 和 An es nR j2 此基 础 YuG d ro [在 3
了多元 回归模 型 , 而 板 件 的表 面 变 形 与各 个 参 然 数之 间 的关 系是 高 度 复 杂 的高 阶 非线 性 关 系 , 这
摘
要
水 火 弯 板 是 船 体 曲 面 的 主 要加 工 方 法 。 目前 , 火 弯 板 的 表 面 变 形 质 量 主 要 由 加 工技 师 的技 术 和 经 验 决 水
定。为 了科学合理地预测其表面 变形量, 确定水 火弯板 的加工参数 , 提高 产 品的质量和 生产效率 , 本文提 出了
维普资讯
4 7卷 第 2期 ( 第 1 3期 ) 总 7 20 0 6年 6月
中
国
造
船
V0 . NO 2( e i 1No 1 3 1 47 . S ra . ) 7
S I H PBUI NG OF CHI IDI NA
些 因素之 间既 有相 互 的耦合 又 有相互 的叠加 。对
于这 样高 阶非 线性 的关 系用一个 数学 模 型来表 达
显然 是 困难 的 。 近 年来 随着 人 工 智 能技 术 , 别 是人 工 神 经 特 网 络 的发 展 和不 断 成 熟 , 理 清这 一 复 杂关 系 提 为
水火弯板操作规程

水火弯板操作规程水火弯板操作规程一、总则1.本操作规程适用于进行水火弯板作业的施工人员,旨在保障施工人员的安全,确保水火弯板作业的顺利进行。
2.施工人员应全面了解本操作规程的内容,并按照规程的要求执行水火弯板作业。
二、作业前准备1.施工人员在进行水火弯板作业之前,应对所需的工具和材料进行核对,并确保完好无损。
2.施工人员应佩戴安全帽和防护鞋,保护自身的安全。
3.施工人员应检查水火弯板机械设备的运行状况,确保设备正常使用。
4.施工人员应确认水火弯板的作业场地是否符合安全要求,如有不安全因素应及时报告上级并采取相应的安全措施。
三、水火弯板操作步骤1.施工人员应按照设计要求对水火弯板进行测量,并将测量结果准确记录。
2.施工人员应根据测量结果将水火弯板进行切割和折弯,确保弯曲的角度和尺寸符合设计要求。
3.在切割和折弯过程中,施工人员应佩戴防护手套和护目镜,避免切割和折弯时的意外伤害。
4.施工人员应根据要求对水火弯板进行焊接,确保焊接质量和强度。
5.施工人员应对焊接部位进行修磨和打磨,保证焊接接头的光滑和美观。
四、安全注意事项1.在水火弯板作业过程中,施工人员应注意防止机械设备的故障和意外事故的发生,及时报告上级并采取相应的应对措施。
2.施工人员应注意火焰和高温的安全距离,避免烧伤或引起火灾。
3.施工人员应定期检查水火弯板机械设备的保养情况,确保设备的安全性能。
4.施工人员应遵守现场的施工管理规定,确保水火弯板作业的安全。
五、事故应急处理1.在水火弯板作业中,如发生意外事故,施工人员应立即停止作业,并向上级报告,同时组织人员进行救援和处理。
2.施工人员应熟悉与水火弯板作业相关的应急处理程序,同时采取有效的措施保护自身和他人的安全。
六、作业结束1.水火弯板作业结束后,施工人员应及时清理和整理作业现场,保持场地的整洁和安全。
2.施工人员应按照工作要求对水火弯板作业进行检查,确保作业质量符合设计要求和相关规范。
水火弯板及火工矫正工艺祥解PPT50页

ቤተ መጻሕፍቲ ባይዱ
❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
水火弯板及火工矫正工艺祥解
21、静念园林好,人间良可辞。 22、步步寻往迹,有处特依依。 23、望云惭高鸟,临木愧游鱼。 24、结庐在人境,而无车马喧;问君 何能尔 ?心远 地自偏 。 25、人生归有道,衣食固其端。
谢谢你的阅读
水火加热弯板

水火弯板加工工艺
1.水火弯板工艺的基本原理:由于热场的局部性与沿板厚方向的温度梯度,使受热金属的膨胀受到周围冷金属的限制,而产生压缩塑性变形,在冷却时形成了横向变形的角变形,从而达到弯曲成形的目的。
水火弯曲具有生产效率高,成形质量好,设备简单等优点,90%以上得船体复杂曲度外板都进行水火弯板法。
2.水火弯板是一种热弯加工工艺,它是沿预定的加热线用氧乙炔烘炬对板材进行局部线状加热,并用水进行跟踪冷却,使板材局部塑性变形,从而达到所要求的形状方法,又称线状加热法(移动热源)
3.影响水火弯板成形效果的各种因素
1.加热线对成形的影响
加热线的位置,疏密和长短对板材成形效果影响极大。
弯板时,加热线的位置主要取决于所求的构件形状,确定加热线的位置是水火弯板的关键。
加热线的疏密和长短主要影响构件的成形效果,但应注意,加热线的位置不可跨越构件横剖面的中和轴。
2.冷却方式对成形加工的影响
1.自然冷却构件加热后,在空气中自然冷却时一种工艺方法。
优点是操作简单。
缺点是成形速度慢,而且在产生角变形的同时会产生不必要的纵向挠度。
2.正面跟踪水冷却是冷水喷射在正在冷却的金属上的一种工艺方法。
它加快了金属的
收缩,强化了正在加热金属的压缩作用,使其产生较大的附加变形。
但是由于加热面被水强制冷却,温度急剧降低,甚至使正面低于背部温度,出现负温差,降低了角变形的效果,在变形的反作用力下,使正在冷却过程中的金属受到附加拉伸作用而抵销部分变形,因此角变形效果一般不如空气冷法好。
但其横向收缩变形却比空气冷法大,成形加工所不需要的加热线纵向收缩变形也远比空气法小。
水火弯板线变形和工艺参数关系数学建模研究
b qe ew o et giom t notndb erg s o oe g e i ppradt lsotndb e G ent hl han f a o b i yt r s nm l i ni t s ae n eOe b i t :  ̄ h e i nr i ae h eei d v n h h ' l ae y h
f r t n f r o v x p a Yl e h aig i v s g td n e s l t n d tm I df d b e ca sc e rs in omai o n e lt b i e t i e t ae .a d t i a o u ae mo i e y t lsi a rg eso o c e n n sn i h mu i a i h l me o .T e pa t a ac lt no te ra h p h l I e h w h t h e t e e lraew ti he a o a l r rrn e h td h rc c lc lu a o f h e l i -ul a ss o sta te rli F l i nt l w b ee r g i i s t av o h l o a
现水 火 弯板 过程 的 自动 化 。
元法被广泛用来模拟水火弯板过程 , 模拟数据作 为 工 艺 参 数 关 系 的样 本 数 据 , 文 开 发 了基 于 本 A SS N Y 软件的热 一结构分 析的有 限元模 型 , 在物 理实验验证有 限元分析结果 的基础上 , 采用数值 模拟方法获取工艺数据 , 而省 去大量 的实验测 从 试工 作 。
船体板 由许 多具有双向曲率 的钢板组成 , 在 成形 时 船厂 广 泛 采 用水 火 弯 板方 法 , 加 工 方 法 该 由船厂的熟练工人凭借经验完成。由于该项工艺 的经验性很强 , 又是手工操作 , 导致船体曲面板加 工的生产率低下。为 了克服这个缺陷 , 世界各大 船厂和研究机构都在进行持续不断的研究 , 以实
水火弯板梯形加热变形机理研究
水火弯板梯形加热变形机理研究张成龙;杨平;齐亮【摘要】水火弯板热成形方法通过对钢板的加热和冷却来实现板的变形,达到符合要求的曲面形状,是目前国内外主流船体外板加工方式.梯形加热是一种新型的加工方式,本质上属于收边加热,是收边加热工艺当中板边加热面积最大的一种成形方式,成形效果好.基于Ansys有限元仿真软件,在单加热线和“双重”加热线研究的基础上,对梯形加热的温度场和变形场进行研究,得出一系列温度场和变形场的计算结果,为预测梯形加热工艺的变形和将来实现水火弯板自动化加工奠定一定的研究基础.【期刊名称】《舰船科学技术》【年(卷),期】2014(036)003【总页数】6页(P106-111)【关键词】水火弯板;梯形加热;热成形;高斯热源;热-结构有限元模型【作者】张成龙;杨平;齐亮【作者单位】江苏大学机械学院,江苏镇江212000;江苏大学机械学院,江苏镇江212000;江苏大学机械学院,江苏镇江212000;江苏科技大学电子信息学院,江苏镇江212003【正文语种】中文【中图分类】U671.3船体外板曲面成形通常有机械成形方法和热-结构成形方法。
机械成形方法是通过液压装置或一套轧辊将机械载荷施加到钢板上形成预期的弯曲形状,这种工艺成型方式俗称“冷弯”;热-结构成形方法是将移动热源形成的热载荷施加到钢板上形成预期的弯曲形状,这种工艺成型方式俗称“热弯”。
水火弯板线加热工艺作为船体外板曲面成形的主流方法,属于热-结构成形方法,是造船生产中技术性很强的一种成形工艺。
线加热成型是指沿着已经设计好的加热线位置,在加热线上进行火焰加热。
由于在钢板的周边位置有一定的约束限制,使加热线位置加热膨胀区域的材料产生塑性变形,这种塑性变形不可恢复,当温度冷却至室温时,加热区域的材料就会发生塑性收缩。
由于在厚度方向上的温度梯度,在厚度方向上的收缩量不一致,自上而下逐渐递减,从而钢板产生弯曲变形。
梯形加热是线加热成型的衍生形式,在板的边缘处以梯形的形状加热钢板,梯形加热的加热区域是沿板边加热的成形方式中加热面积最大的一种加工成形方式,并且加热线的长度越靠近板的中心位置,其加热线长度越短;沿此方向上的收缩量和角变形也不同。
水火弯板及火工矫正工艺
详细描述
水火弯板技术利用水与火的结合,通过精确控制温度和压力,实现对金属材料的弯曲和矫直。在船舶制造中,水火弯板技术广泛应用于船体外壳的制造,能够高效、精准地完成大型曲面板的加工,同时降低能耗和减少环境污染。
案例一:水火弯板在船舶制造中的应用
高强度、高精度、可靠性
总结词
火工矫正工艺是一种利用高温对金属材料进行塑性变形的工艺方法。在航空工业中,由于对材料性能和构件精度的要求极高,火工矫正工艺被广泛应用于飞机机身、机翼等关键部件的制造。通过精确控制加热温度和冷却速度,实现高强度、高精度和可靠性的加工要求。
防止开裂
在弯板过程中,注意控制应力分布,避免因应力集中导致板材开裂。
表面处理
对弯板表面进行清理、打磨、涂装等处理,提高弯板的外观质量和耐腐蚀性。
冷却处理
通过自然冷却或强制冷却的方式,使弯板快速降温至室温。
检查与验收
对弯板进行质量检查,确保符合设计要求,并进行验收。
后期处理阶段
03
CHAPTER
火工矫正工艺简介
01
变形控制
在加热过程中,通过控制加热时间和温度,使钢板产生所需的变形。
02
矫直操作
在钢板冷却过程中,通过施加外力进行矫直,使钢板达到设计要求的平整度和直线度。
矫正阶段
去除固定装置
在确保钢板已经完全冷却后,移除支撑和固定装置。
表面处理
对钢板表面进行清理和修整,去除氧化皮和其他杂质,确保表面质量。
检查与验收
火焰加热
通过温度计实时监测加热区域的温度,确保温度在工艺要求的范围内。
温度控制
保证加热区域温度均匀,避免因温度不均导致板材变形。
加热均匀性
加热阶段
水火弯板
水火弯板对于单向曲度的板,可用三辊弯板机加工成形。
对于双向或多向曲度的板,其冷弯成形设备主要是液压机,热加工是水火弯板。
三辊弯板机是板材辊弯的主要设备,常用的三辊弯板机如图所示,由一个上辊和二个下辊组成。
上辊可上下升降调节上下辊之间的距离,钢板在对于单向曲度的板,可用三辊弯板机加工成形。
对于双向或多向曲度的板,其冷弯成形设备主要是液压机,热加工是水火弯板。
三辊弯板机是板材辊弯的主要设备,常用的三辊弯板机如图所示,由一个上辊和二个下辊组成。
上辊可上下升降调节上下辊之间的距离,钢板在上下辊之间辊轧,同时又受上辊的集中作用,从而对板材进行弯曲成型。
液压机根据液体介质的不同分为水压机与油压机两大类。
水压机和油压机由泵产生压力把钢板冷弯成形。
目前船厂大多数采用油压机进行板材成型加工。
水火弯板是一个热弯的加工工艺,又称线状加热法。
它是指沿着预定的加热线用氧一乙炔烘炬对板材进行局部线状加热,在加热的同时用水进行跟踪冷却。
成型的基本原理是由于热场的局部性与沿板厚方向的温度梯度,使受热金属的膨胀受到周围冷却金属的限制,而产生压缩塑性变形,在冷却时形成了横向变形和角变形,从而达到弯曲成型的目的。
90%以上的船体复杂曲度外板都可用此法加工。
水火弯板具有生产率较高、成型质量好和设备简单等优点,特别是在单件生产和小批生产时更为适用。
通用工艺:典型特征的:1.帆形板,其纵向曲度与横向曲度一致。
先用机械冷弯设备弯出横向曲度,再用水火弯板法弯出纵向曲度,加热线应位于板的横剖面两侧,弯曲时采用水火收边的方法,依靠其横向收缩及角变形,使构件两侧纵边缩短而得到构件的纵向曲度2.鞍形板,其纵向曲度与横向曲度相反。
先用机械冷弯设备弯出横向曲度,再用水火弯板法弯出纵向曲度,加热线应位于板的横剖面中间,弯曲时应加热构件背面的中间部分,使构件中间部分产生纵向缩短而得到其纵向曲度。
主要工艺要求:1.进行线状加热以前,应根据构件的成形要求,在钢板上预先定出加热线的位置,一边加热时正确掌握,各加热线起点不宜在一条直线上,应相互错开。
帆形板水火弯板加工的研究
.
焰移 动速 童 r 加 热线长 及 支撑条 件 。为 了完 整 、 地描述 变形 场 , 文提 出 了 变形 场的 整 体变 形 描述 本 法, 即认 为单 条火 路产 生 的 变形 可 以从 上下 表面 形 状、 整体 扭 曲 、 沿板 宽变化 的横 向收缩 和沿板长 变化
如 图 2所示 。 于变形 场 , 了 1 对 做 实验 , 0组 并用三 坐 标测 量仪 测 量 了板 的最 终 形 状 . 实验 测 量及 计 算 结 果 如 图 3 示 通 过 比较各 种条 件下 的实 验测量 值 所 和 有限元 计 算 值 , 以认 为有 限元 计 算 结果 是 可靠 可
参数 间 的规 律 如 8 图 9所示 、
2 帆形 板 水 火 弯 板加 工工 艺 参 数 的确 定
由上述 的水 火 弯板 的主要 影 响因素与 变形 同的 关 系 可以确 定 加工 参数 在 住 的研 究 中 , 确定 加工 参数 的方 法 可分 为 三类 : 验 法 、 何 法 和 变形 法 经 几 经验 法指 , 据 工人 的加工 经 验确 定火路 布置 . 依 然后 再确 定其余 各 加工 工艺参 数 。 种 方法见 于纪 卓 尚、 这 刘 玉君一 等 的研 究 中 。几何 法是 根据 板 的最终 形状
( )一 d( e z, ) 一 十 五( + c y) ( ) ) ( 2
i {
按照 变形 法 的基 本原 理 , 根据 上 面得 出的单 火路 的
变形规 律确 定了多 火路叠 加确定 加工工 艺参数 的算
法
W-
一
图 6 变骺 的衰 面 形状
哑 厣 , n o t i
新版船舶建造工艺板材成形加工

水火弯板旳变形过程
• 板厚为t • 火焰加热宽度
为b • 因为加热火焰
移动速度较快
• 在加热处构件旳厚度方向上存在较大 旳温差
• 加热面旳温度高于背面温度
2024/9/28
垂直于加热线旳剖面
• 沿板厚将加热剖 面分为两个区域
• 加热区Ⅰ厚度为 加热深度a
• 背面区Ⅱ厚度为t-a • 加热前板材温度为θ0 • 热源经过时,Ⅰ区温度升到θⅠ,Ⅱ
后旳素线
2024/9/28
三角样板拟定冷弯加工线
• 一般船体外板,可用三角样板拟定其冷弯加 工线
• 将板材首、尾两 块三角样板拼拢
• 使准线、准线与 样板曲边旳交点 a重叠
• 使重叠在一起旳两块三角样板与平面相切, 标出切点B和C
2024/9/28
曲线长度t和s旳拟定
• 在首端三角样 板上量取B点 与上缝间旳曲 线长度t
2024/9/28
2.复杂曲度板旳冷弯加工
• 具有双向曲度和多向曲度旳板称为复杂曲度 板
• 冷弯成形设备主要是液压机 • 万能弯板机弯制复杂曲度板,要求操作技术
高度熟练,成形质量不易控制,劳动强度大, 使用不广泛 • 对于双向曲度不大旳构件,也可在三辊弯板 机上进行冷弯 • 主要简介液压机弯板中旳有关问题
常用液压机旳工作压力
• 液压机利用液体旳不可压缩性并能传 递等压强旳特点,经过一定旳机构产 生出巨大旳工作压力
• 常用液压机旳工作压力 中小型船厂:(200~400)×104N 大型船厂:(800~1 200)×104N 有旳高达3 000×104N
2024/9/28
液压机旳构造形式
• 悬臂式和框式两种构造形式
• 小型三辊弯板机由人力调整,大型 旳由电动机经过机械传动实现
水火弯板热源热量耗散以及余热分析
能耗散和余热 回收可行性以及余热 吸收和利用效率进行分析 , 认为热耗散能量达 到 4 0 %, 有 回收和二次利 用
的 可 能性 。
关键词 : 水火弯板 ; 热量耗散率 ; 余热分析
中图 分 类 号 : U 6 7 1 文献标志码 : A 文章编号 : 1 6 7 1 — 7 9 5 3 ( 2 0 1 3 ) 0 1 - 0 0 7 0 - 0 4
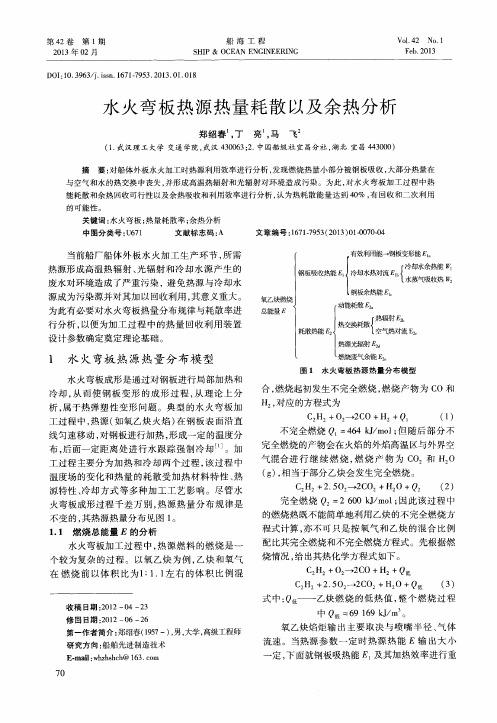
当前 船厂 船体 外 板 水火 加 工 生 产环 节 , 所 需 热 源形成 高温 热辐 射 、 光 辐 射 和冷 却 水 源产 生 的 废 水对环 境造 成 了严 重污 染 ,避 免热 源 与冷 却水 源 成为 污染 源并对 其加 以 回收利 用 , 其 意义重 大 。 为此有 必要 对水火 弯板热 量分 布规律 与耗散 率进 行 分析 , 以便 为加 工 过 程 中 的热 量 回收 利 用装 置
C 2 H 2 + 2 . 5 0 2 — } 2 C 0 2 + H2 O+ Q 2 ( 2 )
布, 后面一定距离处进行水跟踪强制冷却¨ J 。加
工 过程 主要分 为加 热 和 冷却 两 个 过 程 , 该过 程 中 温度场 的变 化和 热量 的耗 散 受加 热 材 料特 性 、 热
源特性 、 冷却 方 式 等 多种 加 工工 艺 影 响 。尽管 水 火弯 板成形 过程 千 差 万别 , 热 源 热 量 分 布规 律 是 不变 的 , 其热 源热 量分 布见 图 1 。
1 . 1 燃烧 总能 量 E的分 析 水火 弯板加 工 过程 中 , 热 源 燃 料 的燃 烧 是 一 个较 为 复杂 的过 程 。 以氧 乙炔 为 例 , 乙炔 和氧 气
完全燃 烧 Q , =2 6 0 0 k J / m o l ; 因此 该 过程 中
船舶建造工艺知识点汇总及答案
船舶建造工艺知识点汇总及答案1、壳舾涂一体化答:壳舾涂一体化是在船体、舾装、涂装和管件加工技术实施并完善的基础上,运用统计控制技术分析生产过程,使各类造船作业实现空间分道、时间有序、责任明确、相互协调的作业排序。
2、船体构件展开的三要素答:投影线实长,肋骨弯度,准线3、三角样板的作用答:按外板的肋骨型线钉制,用于外板加工。
4、型材加工的逆直线法答:型钢成型加工中的逆直线在型钢加工前是一曲线,加工中通过不断观察曲线是否变直来控制成形形状。
5、水火弯板答:水火弯板是指沿预定加热线对板材进行局部线状加热,并用水进行跟踪冷却,使板产生局部塑性变形。
6、胎架的用途及要求答:胎架是装焊曲面分段和带曲面之立体分段的工作台。
它的曲面应与分段曲面相吻合,自身应具有足够的结构刚性。
7、塔式建造法答:船体建造时先在靠近机舱的前端选定一个底部分段作为基准分段,首先吊上船台定位,然后向艏艉及两舷,自下而上的依次吊装各种分段。
由于建造过程中所形成的安装区域呈阶梯形,故称为梯形建造法。
8、密性试验的目的,方法答:目的是检查外板、甲板、舱壁、双层底等结构的板材和焊缝,有无渗漏现象,同时要检查在正常的装载状态下,各液舱在静负荷压头下,是否有足够的强度,以保证船舶在航行中的安全。
方法:水密试验、气密试验、油密。
9、船舶下水方式答:机械化下水、重力式下水、漂浮式下水。
10、纵向涂油滑道下水的四个阶段答:1)船舶开始滑动到刚与水面接触;2)从与水面接触到开始尾浮;3)从开始尾浮到完全漂浮;4)从全浮到滑行完全停止。
11、船舶下水首跌落现象答:在首支架离开滑道末端的瞬间,船舶浮力仍小于下水总重量,因此,出现船首猛然跌落的现象。
12、船舶下水尾弯现象答:船尾入水后浮力增加较慢,当船舶重心经过滑道末端时,就会出现重力对滑道末端的力矩大于浮力对滑道末端的力矩,则船舶将以滑道末端为支点发生尾弯现象。
13、吊马的布置原则答:1)吊马安装位置应与分段重心对称;2)吊马安装位置一般设在分段纵横骨架交叉处,或者在分段的刚性构件上;3)吊马安装方向应与受力方向一致;4)采用落地翻身时,吊马位置应尽可能在分段重心平面内。
热加工工艺
材料热加工工艺编制:日期:审核:日期:批准:日期:威海东海船舶修造有限公司(2)T型材产生拱变形时使用三角形加热法矫正,三角形的位置视变形情况定。
(3)用直线法矫正T型材拱变形(4)T型材旁变形的矫正方法:在面板上进行三角形加热,加热三角形位置在外凸一侧,当腹板刚度较大时,可在腹板合适位置垂直进行线状加热,以减小腹板对面板变形的牵制。
(5)T型材变形较严重是,需先矫正严重的变形,在矫正另一种变形。
2.上层建筑结构的矫正顺序(1)先矫正上下层的甲板,后矫正上下层间的围壁。
(2)整个上层建筑矫正从下层向上层依次矫正。
(3)上层建筑甲板,围壁矫正时,先进行整体粗矫,是构架报纸正确形状,后对每一板架内凹凸进行精矫,在围壁靠近上下甲板的地方各留200mm左右的距离不作加热处理。
(4)薄板才用点状及条状加热法,特殊部位用三角加热法。
(5)局部火工矫正顺序①先骨架,后板格。
②先易后难,逐步矫正,从变形较小的板开始矫形,逐步向变形较大的部位过渡,以及从钢性较大的部位逐步向钢性较小的部位过渡来进行火工矫正。
3.外围壁板变形矫正前后分段或总段装焊完毕后,在大接缝处由于纵向结构的气割,装配以及大接缝处的焊接引起外围壁的变形可按如下方法矫正。
(1)先在纵向结构反面进行条状加热,接着在纵向结构一侧向变形最大处进行点加热,一边加热一边用木锤敲击,其背面需用平铁锤垫住。
(2)板材变形较大时,可用辅助工具,如下图。
每次顶3~4mm 最后顶出可越过板平2~3mm,作为冷却后除去外力时的回弹量,一般需由两个人协调操作,一人在壁板外火工,一人在板壁内操作。
见图5-54.甲板变形的矫正甲板的变形,一是板格内纯在凹凸变形,二是小尺寸甲板,纵骨的变形,板格的凹凸变形较大是,以甲板下的纵壁或强横梁处的位置作为矫正基面(见图5-7);甲板,壁板纵骨的变形适当的采用圆管加油泵的方法(见图5-8)。
(1)在甲板凹变形一侧的甲板骨架上采用条状加热矫正;(2)在凸变形处进行点加热,用木锤槌平;(3)在纵骨(球扁钢)变形处前后两侧进行缩火操作。
水火弯板形变复杂曲面重建方法研究与实现

Re e r h a m p e e t to o Re o t uc i n M e h ds s a c nd I l m n a i n n 3 D c nsr to to
f r Li e He tng Co p e f r a i n S r a e 0 n a i m l x De o m to u f c
c n t cin f r u d p ae ’ eo main a er q i d i r e e h e o d r r c si gl ea d ma h nn a a tr. T ee oe o s u t o  ̄e lt s d f r t r e u r o d rt g tte s c n a yp o e sn n n c i ig p mee s h r fr r o c o e n o i r f s a d ef in D rc n t cin ag rtm o u v d p ae ’ eo main i e on . Ai n tt e d f in y o r c i g c b s a t n f ce t e o sr t o i i 3 u o l h frc r e lts d fr t sa k y p i t o mig a h e ce c fma hn u e i
21 0 2年 5月
机床与液压
M ACHI 00L & HYDRAULI NE T CS
M a 0 2 v2 1
第4 0卷 第 9期
Vo. 0 No 9 14 .
D :1 . 9 9 jis. 0 1—3 8 . 0 2 0 . 0 OI 0 3 6 /.sn 10 8 12 1.9 0 9
法重构同等数 据量的弯板形 变点 云的速度 比经典算 法提高了 16倍 ,说 明该算法能满 足弯板形变实 时检测 的要求 ,具 有很 .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水火弯板
对于单向曲度的板,可用三辊弯板机加工成形。
对于双向或多向曲度的板,其冷弯成形设备主要是液压机,热加工是水火弯板。
三辊弯板机是板材辊弯的主要设备,常用的三辊弯板机如图所示,由一个上辊和二个下辊组成。
上辊可上下升降调节上下辊之间的距离,钢板在
对于单向曲度的板,可用三辊弯板机加工成形。
对于双向或多向曲度的板,其冷弯成形设备主要是液压机,热加工是水火弯板。
三辊弯板机是板材辊弯的主要设备,常用的三辊弯板机如图所示,由一个上辊和二个下辊组成。
上辊可上下升降调节上下辊之间的距离,钢板在上下辊之间辊轧,同时又受上辊的集中作用,从而对板材进行弯曲成型。
液压机根据液体介质的不同分为水压机与油压机两大类。
水压机和油压机由泵产生压力把钢板冷弯成形。
目前船厂大多数采用油压机进行板材成型加工。
水火弯板是一个热弯的加工工艺,又称线状加热法。
它是指沿着预定的加热线用氧一乙炔烘炬对板材进行局部线状加热,在加热的同时用水进行跟踪冷却。
成型的基本原理是由于热场的局部性与沿板厚方向的温度梯度,使受热金属的膨胀受到周围冷却金属的限制,而产生压缩塑性变形,在冷却时形成了横向变形和角变形,从而达到弯曲成型的目的。
90%以上的船体复杂曲度外板都可用此法加工。
水火弯板具有生产率较高、成型质量好和设备简单等优点,特别是在单件生产和小批生产时更为适用。
通用工艺:典型特征的:1.帆形板,其纵向曲度与横向曲度一致。
先用机械冷弯设备弯出横向曲度,再用水火弯板法弯出纵向曲度,加热线应位于板的横剖面两侧,弯曲时采用水火收边的方法,依靠其横向收缩及角变形,使构件两侧纵边缩短而得到构件的纵向曲度
2.鞍形板,其纵向曲度与横向曲度相反。
先用机械冷弯设备弯出横向曲度,再用水火弯板法弯出纵向曲度,加热线应位于板的横剖面中间,弯曲时应加热构件背面的中间部分,使构件中间部分产生纵向缩短而得到其纵向曲度。
主要工艺要求:1.进行线状加热以前,应根据构件的成形要求,在钢板上预先定出加热线的位置,一边加热时正确掌握,各加热线起点不宜在一条直线上,应相互错开。
2.应根据构件的成形要求,选择合理加热参数,过高加热温度对质量与成形效果均无好处,应避免。
3.形状左右对称的构件,对称轴两侧加热线的位置、数量,长度应一致,操作也必须对称进行。
4.对低合金钢板进行水火弯曲时,应按下表严格控制其加热温度与水冷温度否则会降低机械性能,影响船舶结构强度。
板厚(mm)最高加热温度(c)水冷温度(c)
中板厚(12-32)800-900 500以下
薄板(12以下)600-700 500以下
注:水冷温度500以下的,其相应水火距为:中厚板250-350mm,薄板120-200mm
5.新钢种水火弯板,须经试验鉴定后方可进行。