脉冲热压机优点及功能
脉冲功率在快速加热方面的应用
脉冲热压机
• 脉冲热压机,脉冲热压机利用变压器产生一个低电压的大电流, 通过焊接头令其迅速发热。这里的脉冲电流,具体可以指电流 的ON及OFF频率比例,此脉冲比例越大,电流输出越大,焊 接头升温越快。脉冲热压机将工件置于夹具(如有需要,可启 动真空将其固定)。将夹具送至焊接头下,按双开始键,焊接 头下压着工件(开始加热),温度按输入参数迅速上升及准确 恒温,最多可达4个温区(此时焊锡回流),吹气冷却(焊锡 凝固),焊接头上升(完成)。 • 通过在热压头上加载一定的脉冲电压,热压头发热,将与此相 连接的物体升温,当温度升到焊锡熔点后(即升到事先设定的 温度后),将与此相连的物体间锡熔融并将其连接在一起。一 般的脉冲热压机使用温度闭环的控制。 • 脉冲热压机应用在以下产品生产工艺中:USB排线焊接、软排 线FFC与软性线路板FPC或硬性线路板PCB的焊接、TCP与线 路板PCB或软性线路板FPC之间的焊接、软性线路板FPC与线 路板PCB之间的焊接等。
脉冲功率技术在快速加热中的应用
武汉大学 电气工程学院 School of Electronic Engineering and Automation,WHU.
摘要
• 脉冲功率技术又称高功率脉冲技术,它是一个研究在相对较长的 时间里把能量储存起来,然后经过快速压缩、转换,最后有效释 放给负载的新兴科技领域。 • 它的技术特点是高脉冲功率、短脉冲持续时间,高电压和大电流。 脉冲功率技术的应用非常广泛,其中快速加热就是一种。一般所 说的脉冲加热特别指工业上的脉冲热加工。 本文基于脉冲功率技术在快速加热中的应用为线索 首先,是讲诉了脉冲功率系统的基本组成和经典的Marx发生器; 其次,给大家讲解了什么是脉冲电流,它的特点和作用是什么; 随后,重点讲了脉冲功率技术热加工的原理及其应用,介绍了脉 冲热压机; 最后,是阐述了一下脉冲热加工的研究现状,展望了它的未来。
几类常见热压机的相关简介
几类常见热压机的相关简介脉冲热压机特点:1.以0.2-1MPA的压缩空气为动力源,低噪音,无污染,操作简便,外接AC220V交流电源,总耗电功率不超过3KW。
2.上下工作面装有热处理后的发热板,开有通用的T型槽固定模具,采用智能温控器PID控制。
精度高,温度误差±1℃以内。
3.机械启动方式采用双按钮开关(或脚踏开关)设计。
4.气缸下行速度可调,气缸行程可调,也可按客户要求定做。
5.只需调整气压调压阀。
就可达到所需要的压装力,简单方便。
6.具有自动计数,热压时间设定功能。
7.可选配工作台:600*600*700mm(长*宽*高)。
8.该系列压床出力范围有150kgf,300 kgf,500 kgf,800kgf,1200kgf,2200 kgf(1kgf =9.8N)。
9.特殊要求可接受订制。
木工热压机作用原理:利用压缩机产生的高压气体,通过管道将压缩气体输送至电磁阀,通过脚踏开关来控制电磁阀的动作来控制气缸的工作和返回,从而达到冲孔的目的。
压缩空气可以存储在储气罐中,随时取用,因而电动机没有空转的能源浪费。
利用气缸作工作部件、利用电磁阀作为控制元件,使本机结构更加简单,故障率低、维修简单、维修成本更低。
利用220V电源来实现对电磁阀的控制,操作简单方便。
热压机售后服务:1、负责所供设备的指导安装调试。
2、提供需方设备维护人员培训。
3、对所售设备提供一年保修(易损易耗件除外)、终生维修。
4、为用户建立计算机管理档案,定期回访。
5、设立顾客满意电话,随时接受用户咨询。
6、分布在各地的售后服务人员将即时解决用户使用中产生的问题。
多层板热压机适用范围:热压机各种PV,PE PC等薄膜开关,薄膜面板打凸包等。
以及一些需要加热成型的产品。
是广大电子行业,塑胶行业的常用小型热压设备。
国内研制和改装的几种热压机的结构和特点:RX-1型热压机的床身为C形铸造整体结构,由两台尺寸相同的具有上下电热平台的压床组合而成。
脉冲加热处理技术在热压机领域的应用
脉冲加热处理技术在热压机领域的应用脉冲加热处理技术是一种瞬间加热工艺,通过将电能或热能转化为热量,短时间内将被加工物料表面温度升高到非常高的程度,从而使物料表面发生相应的物理、化学变化。
在热压机领域,脉冲加热处理技术因其快速、高效、节能的特点,已经成为一种受欢迎的加热方式,被广泛应用于各种材料的成型加工,如陶瓷、金属、复合材料等领域。
本文将从脉冲加热技术的原理、技术特点、以及在热压机领域中的应用等方面进行阐述。
一、脉冲加热处理技术的原理(1)脉冲加热处理技术具有快速加热、快速冷却、升温升得快、控温稳定等特点。
(2)脉冲加热处理技术通过选择合适的加热参数,可以精确地控制工件温度的上升速度和温度上限,从而实现更精细、高效的热加工控制。
(3)脉冲加热处理技术可以使加热板能够快速升温到所需要的温度,并且在加热过程中可以通过控温系统实时监测加热板的温度,以达到更准确的控温效果。
(4)脉冲加热处理技术在能源利用上比传统的热加工技术要更加节能,可以最大限度地减少能源浪费。
(1)在陶瓷制品加工中,采用脉冲加热处理技术,能够有效地提高产品的品质,减少产品的变形率、气孔率等。
(2)在金属制品加工中,脉冲加热处理技术可以有效地降低焊接温度,降低金属的应力状态,提高产品的质量。
(4)在模具制造领域,脉冲加热处理技术可以用于提高模具淬火的效率、降低生产成本,有效地提高模具生产效率和质量。
脉冲加热处理技术在热压机领域中的应用前景广阔,通过持续的研究和探索,相信将能够在未来引领更多的热加工领域的应用新方向。
(5)在塑料制品加工中,脉冲加热处理技术在改善产品表面质量、降低生产成本等方面都具有重要的作用。
(6)在电子器件制造方面,脉冲加热处理技术也能够发挥出较好的优势,例如在电子零件的焊接过程中,需要快速加热,并保持一定的温度水平,这方面脉冲加热处理技术可以很好地实现要求。
(7)在汽车制造中,脉冲加热处理技术可以用于和熔接车身件、发动机部件、钢制零部件等的制造、修补和焊接,提高产品的质量和生产效率。
脉冲式热压机详细介绍
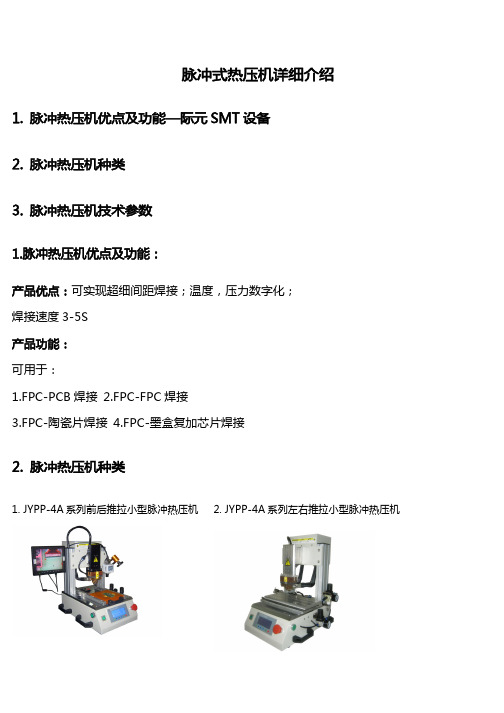
脉冲式热压机详细介绍1.脉冲热压机优点及功能—际元SMT设备2.脉冲热压机种类3.脉冲热压机技术参数1.脉冲热压机优点及功能:产品优点:可实现超细间距焊接;温度,压力数字化;焊接速度3-5S产品功能:可用于:1.FPC-PCB焊接2.FPC-FPC焊接3.FPC-陶瓷片焊接4.FPC-墨盒复加芯片焊接2. 脉冲热压机种类1. JYPP-4A系列前后推拉小型脉冲热压机2. JYPP-4A系列左右推拉小型脉冲热压机3.触摸屏前后推拉脉冲热压机JYPP-3A4.触摸屏转盘脉冲热压机JYPC-3A5.双头双平台脉冲热压机JYPD-4A3. 脉冲热压机技术参数No. 技术参数 JYPC-3A JYPP-4A(前后)JYPP-4A(左右)JYPP-3A JYPD-4A JYPP-6D1 机器尺寸(长*宽*高,mm)660*660*720 440*440*530 490*300*510 660*660*700 880*660*700 840*610*3502 工作尺寸(Max,mm) 120*120 150*150 150*150 200*170 150*200 180*2203 机器重量(KG) 95 35 35 75 95 1254 工作气压(Mpa) 0.6-0.805 电源 AC220V±10%50HZ.2300W AC220V±10%50HZ.3500W6 升温设置 三段7 工作环境 10-60℃,40%-95%8 焊接压力 1-20KG9 温度设置 RT∽500℃, 误差±5℃10 热压时间 1-99.9S11 热压精度 Pitch 0.2mm12 热压头尺寸(Max,mm) 60*3 60*5 60*5 60*3 60*3 130*313 焊接头平面度(mm) 0.0214 焊接Pin距范围(mm) >0.215 对位方式 CCD+液晶显示器人工对位 人工对位 CCD+显示器 CCD+显示器 人工对位16 治具个数 2个 1个 2个 1个 2个 1个17 放料方式 人工取放18 启动方式 双手按制19 加热方式 脉冲加热,上升时间为1-2S20 平台方式 旋转平台 前后手动进出 左右自动推拉 前后自动进出 前后自动进出 手动进出21 平台控制 精密电机,误差<0.02mm气缸控制,误差<0.02mm气缸控制,误差<0.02mm气缸控制,误差<0.02mm气缸控制,误差<0.02mm气缸控制,误差<0.02mm22 刮锡经验值1. 正常:Pin距≥0.5mm,刮锡长度为: 焊盘长度1/2; 厚度为: 0.1-0.15mm2. 若Pin距<0.5mm以下的,建议刮锡形状为点状:点状直径为0.2mm,厚度为0.1mm;点状数量一般为两个点。
脉冲热压培训教程
脉冲热压培训教程
特迈科技(上海)有限公司深圳分公司
新加坡信力集团 练威 2013-10-24
EXPERT in Pulse Heating Technology
目
第一章.简介
录
第二章.设备软件操作说明
第三章.设备的调试及使用 第二章.常见问题和解决方法
在清洁热压头的时候严禁使用刀片等其它锋利物品对热压头表面进行清理
EXPERT in Pulse Heating Technology
(3)检查:检查并确认待更换热压头无损坏,线头无松动、热电偶无短 路和表面清洁等 (4)装夹热压头:把确认合格干净的热压头装夹在设备上正面和反面的 螺丝都需要拧紧(安装的螺丝由2个平垫和中间一个弹垫组成),否则容 易造成温度波动较大或者接触不良而影响焊接质量;
(7.1)FPC的类型可分为窗口类和非窗口类,如下图的Type1和Type3 属于窗口类,Type2和Type4属于非窗口类
EXPERT in Pulse Heating Technology
(7.2)FPC与热压头的设定
EXPERT in Pulse Heating Technology
EXPERT in Pulse Heating Technology
EXPERT in Pulse Heating Technology
(2)双夹具热压机(旋转式) 该类设备可以安装两个夹具,由一个旋转式气缸控制夹具的动作。在生产 的时候可以根据需要选择一个或是两个夹具来生产。当选用两个夹具生产时, 一个夹具正在焊接此时另一个夹具可以摆放产品为下一次焊接提前做好准备。 从而减少等待时间提供生产效率。
EXPERT in Pulse Heating Technology
脉冲热压机分类及特点

脉冲热压机分类及特点
1.脉冲热压机分类
2.脉冲热压机工作原理
3.脉冲热压机应用
4.脉冲热压机优点
1.脉冲热压机分类
1.)JYPP-4A系列际元前后推拉脉冲热压机
2.)JYPP-4A系列左右推拉脉冲热压机
3.)JYPC-3A转盘脉冲热压机触摸屏版
2.脉冲热压机工作原理
脉冲热压机是通过在热压头上加载一定的脉冲电压,热压头发热,将与此相连接的物体升温,当温度升到焊锡熔点后(即升到事先设定的温度后),将与此相连的物体间锡熔融并将其连接在一起. 一般的脉冲热压机使用温度闭环的控制。
3.脉冲热压机应用
脉冲热压机应用在以下产品生产工艺中:
1、USB排线焊接、软排线;
2、FFC与软性线路板FPC或硬性线路板PCB的焊接;
3、TCP与线路板PCB或软性线路板FPC之间的焊接;
4、软性线路板FPC与线路板PCB之间的焊接等。
4.脉冲热压机优点
脉冲热压机主要应用在不能使用正常SMT+回流炉进行焊接的器件进行焊接操作,而使用烙铁进行焊接时容易出现焊接外观不一致、不平整,容易出现虚焊以及容易焊坏产品。
而脉冲热压机则不同于恒温烙铁,脉冲热压机在通电瞬间即可达到所要温度,而一旦焊头两端不加电压,瞬间即可达到室温;而且焊头平整,所以焊接出来的外观平整一致,极少出现虚焊不良。
REFLOW机操作使用说明书1

REFLOW 機操作使用說明書一, TM_--101PR—MK111图(1)TM-101PR-MKIII 脉冲式热压机是一部多功能的设备。
此系统拥有 HSC,TAB 和 ACF 焊接功能。
安装在系统中心的旋转台能够让操作者快速地放置和取下式样。
内装式的 LCD 触控式屏幕能够提供更快速的数据输入和清晰的读数1,功能和特点 脉冲加热技术 半自动式运动(设有旋转台) 四段加热Intelli-Pulse 系统能自动选择电流档级高温玻璃尼龙带/硅铜像胶带索引机件装置CCTV 系统确保精准的对位 简易调置与装置 20 个程序储存功能 用户密码保护 设备能依个别的要求加以设计和改装即时温度曲线显示 LCD 触控式屏幕 过温保护功能2,产品规格加热方式 电源规格 操作环境 供应气压 起始温度 升温温度 保温时间 升温时间 释放温度Pulse Heat220VAC+/-10%, 50/60 Hz, 4.5kVA压力 加热模最长 可视装置 工作台(尺寸) 工作范围 尺寸 重量3.4Kgf – 74Kgf 75mm x 2mm K Type 2 sets of B/W CCTV 120mm x 120mm 420mm x 420mm800 (L) x 800 (W) x 1290 (H),MM23º +/-5º 40 to 100% 测热针类 c c,Filtered clean air, 5-7 kgf / cm²30º to 300º C C1st –4th Ramp Temp., 30º to 450º C C1 to 100 seconds 1 to 25 seconds 30º to 450º C CApprox. 200kg二,配件1,压头 如图(2)所示 图(2) 图(3)以鈦或鉬合金为材料,利用大电流所产生的高熱量, 压头与需熱融部分接触,进而 將锡融化,使两材料相连。
脉冲热压焊接机原理

脉冲热压焊接机原理
脉冲热压焊接机是一种通过加热和压力使两个金属部件连接在一起的设备。
它的工作原理如下:
1. 加热:脉冲热压焊接机通过高频电流加热金属部件的接口处,使其达到熔点。
2. 施压:在金属部件达到熔点后,设备施加压力,使两个部件连接在一起。
3. 冷却:在连接完成后,设备会停止加热并保持压力,使接口处冷却并固化。
脉冲热压焊接机的优点包括焊接速度快、连接强度高、适用范围广等。
它适用于各种金属材料的连接,如铝、铜、钢等。
同时,它也适用于不同形状和尺寸的部件连接,如导线、电缆、管子等。
脉冲热压焊接机是一种高效、可靠的金属连接设备,广泛应用于电子、汽车、航空航天等领域。
莱芜脉冲热压机原理

莱芜脉冲热压机原理
莱芜脉冲热压机是一种新型的热压机,其原理是利用高压气体产生的冲击波和瞬间高温来实现材料的热压成型。
下面将详细介绍莱芜脉冲热压机的原理。
一、高压气体产生的冲击波
莱芜脉冲热压机采用的是高压气体产生的冲击波来实现材料的热压成型。
在热压机的工作过程中,先将气体充入高压容器中,然后通过电磁阀控制气体的释放,使气体在极短的时间内迅速释放,产生高速冲击波。
这种冲击波能够将材料瞬间压缩,使其达到高密度状态。
二、瞬间高温
除了利用高压气体产生的冲击波来实现材料的热压成型外,莱芜脉冲热压机还采用了瞬间高温的原理。
在热压机的工作过程中,通过加热器对高压容器中的气体进行加热,使气体温度迅速升高。
当气体释放时,由于气体的体积迅速扩大,温度也会迅速下降,但是在这个短暂的时间内,气体的温度已经达到了很高的水平,能够使材料迅速熔化和热压成型。
三、热压成型
当高压气体产生的冲击波和瞬间高温作用于材料时,材料会迅速熔化并达到高密度状态。
在这个过程中,材料的分子结构发生了改变,从而使其具有更好的性能和更高的强度。
同时,由于莱芜脉冲热压机的工作原理具有高效、快速、节能等优点,因此在材料加工领域得到了广泛的应用。
总之,莱芜脉冲热压机的原理是利用高压气体产生的冲击波和瞬间高温来实现材料的热压成型。
这种工作原理具有高效、快速、节能等优点,在材料加工领域得到了广泛的应用。
热压机简介
热压机简介旋转脉冲热压机YLPC-1A特点:1、因应不同产品,升温速度可供调选2、压力平均3、备有真空功能,调节对位更容易4、温度数控化,清楚精密5、备有数字式压力计,可预设压力范围6、微电脑控制,精确稳定7、程序编辑曲线包括预热及回流焊温度8、适用于各种高密度TAB、TCP压接及FPC、FFC与PCB、LCD焊锡压接机器规格:机器尺寸620×690×470mm最大工作面积200×260mm工作气压0.50-0.70Mpa干燥气源使用电压220V AC定位夹具2套机器重量95kg一、热压机操作时注意的安全事项1.、压机操作中及检修时均要注意安全,手不得放入热压机板内。
2、当压机处在打雷闪电区域时必需停机,并切断电源。
3、保持油路开关处于打开状态。
4、开机状态下,操作员不得离开岗位。
5、预热压机:闭合压机电源,在无压的前提下,逐渐提升温度,直至升至压贴所需用温度,方可投入正式生产,以保证贴面质量、6、循环泵严禁反转。
7、本机额定油压为23.8Mpa,严禁超压使用。
8、没有特殊情况不得随意更改输送带运行速度及卸载速度。
、时间等参数,严禁随意改动液压管路及电控接线,不得随意调节各阀的手轮,不得随意打开油箱及空气滤清器盖,如需要必须由专业人员处理。
9、当压机液压油油箱内温度超过50度时必须使用冷却器,夏天应该选用粘度较高的液压油,冬天选用粘度较低的液压油。
当压机液压油油箱内温度达65度时,液压泵壳上的最高温度不得超过75~85度,否则应停止使用。
10、模具及工件在活动台面上铺装时应该注意对中,严禁偏压!11、保持压机干净和受力均匀,及时仔细清除模板表面的残留物,以免使用时降低成品质量。
12、正常使用中,经常观察贴面及钢板的变化,如出现异常及时分析处理,如有污染及时对钢板进行清理、清洗。
13、当压机连续工作12小时后,务必间隔4小时后再工作。
14、发现异常声响及时停机,机器绝对不能带病工作,发现故障及时排除。
12旋转脉冲热压机ylpc-1s--详细资料

脉冲热压机,墨盒芯片热压机********************************************************************* YLPC-1A产品简介YLPC-1A亚兰脉冲焊锡机,脉冲加热回流焊接(pulse-heated reflow soldering)是一种工艺,将两个预先上好助焊剂的、镀锡的零件加热到足以使焊锡熔化、流动的温度,固化后,在零件与焊锡之间形成一个永久的电气机械连接。
工作原理利用一个2000W的变压器产生一个低电压的大电流,通过焊接头令其迅速发热。
脉冲电流就是指电流的ON及OFF频率比例,此脉冲比例越大,电流输出越大,焊接头升温越快。
控制原理先输入适当的温度参数,上载在高性能的微处理控制器中。
然后在生产过程中,焊接头上之感温线把温度回馈,以每秒钟取样数十次,来控制电流脉冲比例达到恒温精确。
工作过程将工件置于夹具(如有需要,可启动真空将其固定)。
将夹具送至焊接头下,按双开始键,焊接头下压着工件(开始加热),温度按输入参数迅速上升及准确恒温,最多可达4个温区(此时焊锡回流),吹气冷却(焊锡凝固),焊接头上升(完成)。
℃闲置预热回流焊接冷却Sec技术参数机器尺寸:610×400×670mm工作尺寸:150x150mm机器重量:80kg工作气压:0.2-0.8Mpa电源:AC220V±10% 50HZ,2300W升温设置:两段设置,4个预存程序工作环境:10-60℃,40%-95%焊接压力:1~50Kg温度设置:室温~500℃误差±5℃热压时间:1~99s热压精度:0.2mm热压头尺寸:90X5mm功能特点1.因应不同产品,升温速度可供调选。
2.特种材料焊接头,确保产品受压平均。
3.备有真空功能,调节对位更容易。
4.温度数控化,清楚精密。
5.备有数字式压力计,可预设压力范围。
6.微电脑控制,精确稳定7.可编程曲线包括预热及回流焊温度8.适用于各种高密度TAB、TCP压接及FPC、FFC与PCB焊锡压接9.振动小,噪音低,电压不波动.10.焊头使用钼合金取代传统钛合金,升温降温快,传热系数好,耐腐蚀。
脉冲热压机培训教程讲解

设定每段硅胶 带/铁氟龙带使 用的次数
每段硅胶带/铁 氟龙带使用的次 数范围:1~50次, 使用次数视实际 情况而定。
3.进入主菜单
ENGINEERING
下的状态,可以检查热压头的发热是否正常,往
复精度是否合格,以及清除存储在设备中的所有程序(格式化)和更改密码等功能:
ENGINEERING 下菜单的功能:
温度曲线
说明:无铅焊锡的熔点是217℃,所以冷却温度不能低于200℃
冷却到该温度 时热压头抬升
Program No.
下的参数和温度曲线参数功能说明: 所选择程序的代号,设备内最多可存储20个程序; 开始温度,一般和冷却温度设置的一样,温度设 置范围在30~300℃之间,一般不超过200℃; “一阶”保持温度,温度设置范围在30~450℃之间; “一阶”升温时间(即温度爬坡时间),可设置在1~25s之 间 “一阶”温度保温时间,可设置在1~100s之间; 冷却温度,可设置30~450℃之间,一般不可高于200℃
Program No.:
Start Temp:
Ramp Temp:
Ramp Period:
Hold Period:
Release Temp:
在
PROGRAM
翻到最后一页 ,可以设定硅胶带/铁氟龙带一次移动的长度和
每一段硅胶带/铁氟龙带使用的次数;
设定硅胶带/铁氟龙 带每次移动的长度 每次移动的长度在 0~100mm之间, 0mm代表不使用,每 次移动的距离视热 压头长度设定。
夹具1
夹具2
旋转工作台
机台 双夹具热压机
2.按设备所能安装的热压头分类:
(1)单头热压机 该类设备最为常见,生产中一般采用该类设备就能满足要求。
脉冲热压焊原理_解释说明以及概述

脉冲热压焊原理解释说明以及概述1. 引言1.1 概述本文将对脉冲热压焊原理进行解释和说明,并对其进行概述。
脉冲热压焊是一种常见的焊接技术,它利用脉冲电流和压力来完成金属材料的焊接过程。
本文将详细介绍脉冲热压焊的基本原理、工作过程以及优势与应用等方面内容。
1.2 文章结构文章主要分为五个部分:引言、脉冲热压焊原理、脉冲热压焊的优势与应用、过程参数及控制技术以及结论与展望。
下面将依次介绍每个部分的内容。
1.3 目的本文旨在全面阐述脉冲热压焊的原理和应用,帮助读者了解该焊接技术的基本概念和工作原理,以及它在不同领域中的应用情况。
此外,本文还将介绍相关的控制技术和参数,并对未来发展前景和挑战进行展望,以及对相关行业的影响和意义进行分析。
通过阅读本文,读者可以深入了解脉冲热压焊技术并对其进行综合评估。
以上是“1. 引言”部分的内容,主要介绍了文章的概述、结构以及目的。
本文将围绕脉冲热压焊原理展开,通过深入讲解工作过程、优势与应用、控制技术等方面,旨在帮助读者全面了解该技术并展望其未来发展。
2. 脉冲热压焊原理:2.1 焊接基本原理:脉冲热压焊(Pulse Heat Press Welding, PHPW)是一种通过加热和施加压力来实现金属焊接的方法。
焊接是将两个或更多金属零件连接在一起,形成一个强固的连续体。
传统的热压焊利用连续供电加热以及持续施加压力的方式进行,而脉冲热压焊则采用了脉冲供电和间歇性施加压力的技术。
2.2 脉冲热压焊的定义:脉冲热压焊是一种金属连接方法,它利用脉冲供电和间断性施加压力来实现金属零件之间的牢固连接。
该方法使用快速升温和降温的周期性脉冲,在高温和高压下实现材料表面局部塑性变形,从而使两个或多个金属零件结合在一起。
2.3 工作原理及过程介绍:脉冲热压焊的工作原理基于电阻加热效应。
当通过两个金属零件施加电流时,由于导体电阻产生的热量会使接触处局部升温,形成焊点。
这个焊点在高温和高压下会发生塑性变形,使金属零件结合在一起。
脉冲热压焊机脉冲热压焊机

耐斯特简易型脉冲热压机,台式脉冲热压机原理1、脉冲电源加热方式是利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳热去加热焊接的方式。
一般要在加热咀的前端连接有热点偶、由此而产生的起电力实时反馈回控制电源来保正设定温度的正确性。
2、脉冲电流加热装置是瞬间加热方式,只在需要熔化焊锡时进行通电加热。
3、金属制的焊咀有电流通过时发热后熔化焊锡。
焊锡熔化后停止通电、进行冷却。
加压状态直到焊锡凝固为止,可以得到高信赖性的没有虚焊、浮起的焊接。
耐斯特简易型脉冲热压机,台式脉冲热压机的优势:1、机器作业,可提高焊接效率,减少一半的焊接操作工;2、焊接一致性好;3、无短路、虚焊现象,无浮起的焊接耐斯特简易型脉冲热压机,台式脉冲热压机的特点:1、采用先进的段控控温系统,可灵活设置各段加温状态。
对温度、时间等参数能高精度地加以控制。
2、升温迅速稳定、局部瞬时加热方式能良好地抑制对周围元件的热影响。
3、加压时通电加热和断电冷却同时进行、防止了结合部浮起、虚焊。
蕞适合于柔性材、线材的热压焊、焊锡焊接及树脂粘结。
4、显示各阶段的温度。
5、热电偶的闭环在线反馈控制提高温度的精确度,温控精度在3%左右。
6、焊接压力、焊接时间、焊接温度可精确调节。
7、可存贮20组焊接参数更换产品时非常方便。
8、多个焊点一次完成,效率高、一致性好、焊接强度高、焊点美观、操作简单。
9、10万次的焊头寿命,为贵客户创造价值.特别适用于FPC TO PCB / HSC(斑马纸) TO FPC(柔性线路板)/ HSC TO LCD /TAB TO PCB斑马条TAB等产品的焊接.耐斯特脉冲电源加热方式的应用例1、LCD、PDP、手机等电子产品内的柔性线路板的热压接、焊锡焊接等。
2、HDD、线圈、电容、电机、传感器等漆包线的焊锡焊接。
3、电脑等通信机器内的线缆、连接口的焊锡焊接。
4、数码相机、手机等的CMOS、CCD与FPC板的焊锡焊接。
5、继电器、打印机、小型相机等的树脂热压结合。
脉冲热压机工作原理

脉冲热压机工作原理
脉冲热压机是一种通过脉冲热压的方式将材料加热并加压以加工、连接或改变材料性质的设备。
其工作原理主要包括以下几个方面:
1. 加热:脉冲热压机通常采用电阻加热器或激光加热器等方式对材料进行加热。
加热过程一般会涉及到控制加热温度和加热时间等参数以确保材料达到所需的温度。
2. 加压:在加热过程中,脉冲热压机会通过一对上下加压头对加热后的材料进行加压。
加压的目的是使得材料能够更好地接触,并在压力的作用下实现所需的加工或连接效果。
3. 冷却:在完成加热和加压后,脉冲热压机需要将加工件或连接部分进行冷却。
冷却过程一般会在适当的时间内进行,以确保材料在良好连接或加工完成后能够快速冷却并固化。
4. 控制系统:脉冲热压机一般配备有相应的控制系统,用于精确控制加热、加压、冷却时间和温度等参数。
这样可以保证加工的稳定性和可靠性,并能够满足不同材料或加工要求的需要。
脉冲热压机的工作原理可以根据具体设备的设计和使用情况而有所差异,但以上几个方面是其一般工作原理的基本概述。
脉冲热压机工作原理

脉冲热压机工作原理
脉冲热压机是一种利用脉冲热能和压力进行加热和压制的设备。
其工作原理如下:
1. 加热:首先将待加工的材料放置在热压机的加热区域中。
然后通过传导、辐射、对流等方式将热能传递给材料。
脉冲热压机通常使用电阻丝或加热板作为加热元件,通过通电或加热源加热元件,产生高温。
2. 压制:在加热的过程中,脉冲热压机会施加压力到材料上。
这个压力可以通过液压系统、气压系统、弹簧等方式提供。
通过施加压力,可以使材料在高温下发生塑性变形。
3. 快速加热和冷却:与传统的热压机不同,脉冲热压机在加热和冷却方面能够更加快速。
其快速加热的原因主要是利用了脉冲热能的特点,即能够在极短的时间内将能量集中释放到材料上。
冷却则可以通过加水或者其他冷却介质来实现。
4. 高效加工:由于脉冲热压机在加热和压制方面的快速性,它能够在短时间内完成材料的塑性变形。
这种高效加工的特征使得脉冲热压机在一些需要高效率和高质量加工的领域得到广泛应用。
总结起来,脉冲热压机通过施加脉冲热能和压力,使材料在短时间内发生塑性变形,从而实现高效加工。
它的工作原理包括加热、压制、快速加热和冷却等过程。
脉冲式热压机

脉冲式热压机-际元
JYPC-3A
1. 功能特点
2. 技术参数
3. 用途
1.功能特点
1.因应不同产品,升温速度可供调选
2.特种材料焊接头,确保产品受压平均
3.备有真空功能,调节对位更容易
4.温度数控化,清楚精密
5.备有数字式压力计,可预设压力范围
6.微电脑控制,精确稳定
7.可编程曲线包括预热及回流焊温度
8.适用于各种高密度TAB、TCP压接及FPC、FFC与PCB焊锡压接
9. 采用精确PID控制,相角取代脉冲驱动
10.振动小,噪音低,电压不波动
11.旋转平台用电机控制,准确、平稳。
12.实时显示温度曲线及温度数据
13.触摸屏输入数据,操作简化。
2. 技术参数
JYPC-3A规格参数:
机器尺寸:620×690×570mm
工作尺寸:Max120x120mm
机器重量:95kg
工作气压:0.6-0.8Mpa
电源:AC220V±10% 50HZ,2300W
升温设置:两段
工作环境:10-60℃,40%-95%
焊接压力:1~20Kg
温度设置:RT~500℃误差±5℃
热压时间:1~99.9s
热压精度:pitch0.2mm
热压头尺寸:MAX 60X3mm
对位方式:CCD+液晶显示器
治具个数:2
放料方式:人工取放
启动方式:双手按制
加热方式:脉冲式加热,上升时间为1-2秒
平台旋转:精密电机控制,误差<0.02mm
3. 用途
.适用于各种高密度TAB、TCP压接及FPC、FFC与PCB焊锡压接。
脉冲热压机的特点

脉冲热压机主要应用在工业产品生产的焊接工艺中,它的工作原理是这样的:加载脉冲电压后,热压头发热,与其相连接的物体会升温,当温度到达焊锡熔点后,就可以将物体熔融焊接在一起。
脉冲热压机有很多优点,所以很多企业选择它。
以下具体介绍脉冲热压机的优点。
1.脉冲热压机的工作效率很高。
针对不同的产品,使用脉冲热压机时可以调试不同的温度。
在焊接时,某些产品还需要不停地调试温度,而脉冲热压机可以快速升温和降温,不会延误产品温度,从而更有效的完成焊接任务,使用起来也非常方便。
2.脉冲热压机具有非常强的实用性。
我们都知道,每个设备都有它特定的使用领域,但是脉冲热压机可以适用任何设备的焊接。
不管焊接对象是什么,焊接工作有多难,脉冲热压机都可以安全,有效地完成焊接工作。
3.脉冲热压机的焊接具有完美性。
我们可以观察到,很多产品在被焊接完后,焊接处都不美观,但是,使用脉冲热压机,这一问题不会出现,焊接处非常完美,没有任何不平整现象,对产品外观不会有任何影响,有时还会增加产品的美观性。
中频逆变式脉冲热压焊机和普通脉冲热压焊机的区别
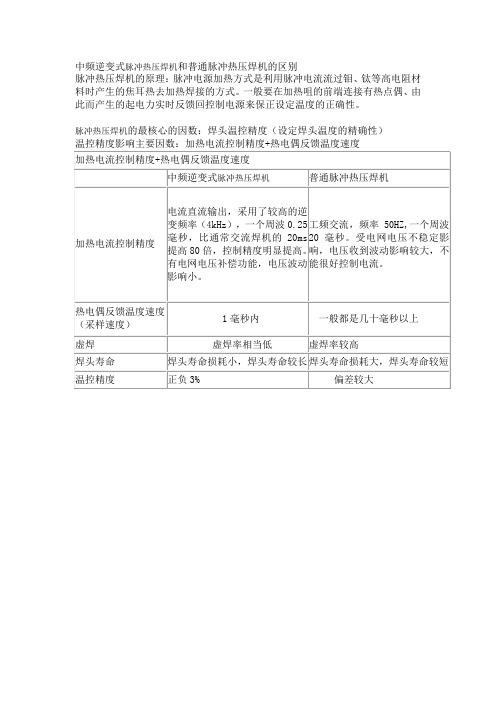
中频逆变式脉冲热压焊机和普通脉冲热压焊机的区别
脉冲热压焊机的原理:脉冲电源加热方式是利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳热去加热焊接的方式。
一般要在加热咀的前端连接有热点偶、由此而产生的起电力实时反馈回控制电源来保正设定温度的正确性。
脉冲热压焊机的最核心的因数:焊头温控精度(设定焊头温度的精确性)
温控精度影响主要因数:加热电流控制精度+热电偶反馈温度速度
加热电流控制精度+热电偶反馈温度速度
中频逆变式脉冲热压焊机普通脉冲热压焊机
加热电流控制精度 电流直流输出,采用了较高的逆
变频率(4kHz),一个周波0.25
毫秒,比通常交流焊机的20ms
提高80倍,控制精度明显提高。
有电网电压补偿功能,电压波动
影响小。
工频交流,频率50HZ,一个周波
20毫秒。
受电网电压不稳定影
响,电压收到波动影响较大,不
能很好控制电流。
热电偶反馈温度速度
(采样速度)
1毫秒内 一般都是几十毫秒以上
虚焊 虚焊率相当低 虚焊率较高
焊头寿命 焊头寿命损耗小,焊头寿命较长焊头寿命损耗大,焊头寿命较短温控精度 正负3% 偏差较大。
恒温热压与脉冲热压的优劣分析

电子工艺技术Electronics Process Technology962021年3月第42卷第2期摘 要:随着国内液晶显示器市场的迅猛发展,相应的LCM邦定专用设备也日益受到越来越多的生产厂家的高度重视。
恒温热压与脉冲热压是邦定设备上最常用的两种热压方式。
详细阐述了这两种热压方式的功能特点及其优缺点,便于厂商根据自身产品合理选择热压方式。
关键词:LCM;LCD;FPC;邦定;脉冲中图分类号:TN873 文献标识码:A 文章编号:1001-3474(2021)02-0096-03Abstract: With the rapid development of domestic LCD market, more and more manufacturers attach great importance to LCM bonding special equipment. Thermostatic pressing and pulse hot pressing are the two most commonly used hot pressing methods on bonding equipment. The function characteristics, advantages and disadvantages of the two hot pressing methods are described in detail, on the whole bonding process, which is convenient for manufacturers to choose hot pressing methods according to their own products.Keywords: LCM; LCD; FPC; bonding; pulseDocument Code: A Article ID: 1001-3474 (2021) 02-0096-03恒温热压与脉冲热压的优劣分析Analysis of Advantages and Disadvantages to Thermostatic Pressing and PulseHot Pressing魏静,田辉WEI Jing, TIAN Hui(中电科风华信息装备股份有限公司,山西 太原 030024)( CETC FengHua Information Equipment Co., Ltd., Taiyuan 030024, China )液晶显示器广泛用于彩电、台式电脑、笔记本电脑、手机、数码相机和各种自动化系统的显示产品中。