扭矩扳手使用及检验规范
便携式扭矩扳子检定仪技术指标

便携式扭矩扳子检定仪技术指标便携式扭矩扳子检定仪技术规格书1 总则便携式扭矩扳子检定仪属于力学计量检定装置,用于检定扭矩扳手。
2 引用标准、规范JJG 797-2013《扭矩扳子检定仪》检定规程3 设备功能3.1系统功能便携式扭矩扳子检定仪是检定扭矩扳子,扭矩起子的专用设备,主要用于检测各种定力式扭力扳手,数显式扭力扳手、预置式扭力扳手、扭力起子、螺丝刀和各种涉及拧紧力的仪器和产品。
4 设备结构与功能4.1总体结构该设备主要由机械部分,传感器,仪表,配件构成。
5 主要技术特性5.1 主要参数a)设备计量性能必须符合JJG797-2013《扭矩扳子检定仪》检定规程要求;b)内置《扭矩扳子》最新国家检定规程,根据规程、标准技术参数满足自动进行检定采集数据、处理测量结果、判定结论功能;c)可按被测件类型、生产单位、出厂编号、检定员、送检单位、设备编号、检定日期和有效日期等查询和管理检定记录;d)可修改保存的记录和数据,可从数据库中选定多条记录成批打印检定记录,可将检定数据以word文档输出,具有备份和还原数据库的功能;e)显示仪表需搭配精密数字测量仪;f)加载过程可以调整加力大小,也可调整加载速度;5.2 环境条件(1)温度:(0-40)℃,相对湿度:≤80%RH,无腐蚀性气体,仪器需要供电源220V±20V、50Hz/60Hz,电源功耗≤10VA,力学室环境条件可以满足仪器需求。
5.3 安装要求该设备需安装。
6 试验与验收对于采购回来的新设备,要求外观完整,符合使用要求,技术要求符合上述要求。
具有国防二级计量站及以上出具的检定/校准证书。
证书中要求给出不确定度信息。
(优先考虑国防二级计量站,如无此设备国防检定机构可选择第三方鉴定机构(省级计量院)检定)。
设备到货后,乙方需在5个工作日内上门安装调试,安装调试内容至少包括设备技术参数测试和仪器原理、结构、操作、维护保养及安全注意事项等培训。
乙方安装调试的人员需培训甲方相应人员,直到甲方人员w全了解仪器性能,能够独立熟练操作,明晰所有注意事项,经甲方确认调试合格后,方可通过验收。
扳手安全操作规程12篇
扳手安全操作规程12篇【第1篇】内六角扳手平安操作规程1.用途:紧固或拆卸内六角圆柱头螺钉、紧定螺钉。
主要用于机械创造、汽车、发动机、农机等行业的装配和修理工作。
2.平安使用规章:①不能将公制内六角扳手用于英制螺钉,也不能将英制内六角扳手用于公制螺钉,以免造成打滑而伤及使用者。
②不能在内六角扳手的尾端加接套管延伸力臂,以防损坏内六角扳手。
③不能用钢锤敲击内六角扳手,在冲击载荷下,内六角扳手极易损坏。
3.管理与维护:①使用前要认真查看产品合格证和使用说明书。
②始终保持外表整洁,特殊不得有油污。
③使用尽毕后,要准时保存并放到指定工具包或箱内,不得与锐利工具一起存放。
④安健环代表在月度巡查时要重点检查。
⑤对不合格或损坏的要准时更换,不得自行修复。
【第2篇】双头呆扳手平安操作规程1.用途:紧固或拆卸六角头螺栓、螺母和方头螺栓、螺母。
2.平安使用规章:①使用时,扳手应与螺栓与螺栓六角头或螺母的平面保持水平,以免用力时扳手滑出伤人。
②不能在扳手尾端加接套管延伸力臂,以防损坏扳手。
③不能用钢锤敲击扳手,扳手在冲击载荷下极易变形或损坏。
④不能将公制扳手用于英制螺栓或螺母,也不能将英制扳手用于公制螺栓或螺母,以免造成打滑而伤及使用者。
3.管理与维护:①使用前要认真查看产品合格证和使用说明书。
②始终保持外表整洁,特殊不得有油污。
③使用尽毕后,要准时保存并放到指定工具包或箱内,不得与锐利工具一起存放。
④安健环代表在月度巡查时要重点检查。
⑤对不合格或损坏的要准时更换,不得自行修复。
【第3篇】扳手平安操作规程1、扳手钳口上或螺轮上不准沾有油脂,以防滑脱。
2、扳手与螺轮要紧密协作,防止使用时打滑。
在高空工作中,尤应注重。
3、禁止扳口加垫或扳把接管。
在扳紧螺帽时,不行用力过猛,要逐渐施力,渐渐扭紧。
4、扳手不能当手锤使用。
使用活扳手时,应把死面作为着力点,活面作为辅助面,否则,简单损坏扳手或者伤人。
5、使用电动扳手,应检查电源插头、插座。
电动定扭工具使用管理规范

电动定扭工具使用管理规范1.目的:为规范公司电动定扭工具,本文件规定了公司扭力扳手、定扭矩枪及扭矩检验仪的点检、操作、维护的方法。
2.适用范围:本公司所有的扭矩扳手、定扭矩枪、扭矩检验仪均适用本规范。
3.名词解释:3.1.扭矩扳手:可以设定扭矩,并且扭矩可调的扳手。
32定扭矩枪:可以设定扭矩,并且扭矩可调,拧紧高强度螺栓的工具。
3.3.扭矩检验仪:用于检测、校正扭力扳手示值准确性的仪器。
3.4.校正:扭矩扳手、定扭矩枪使用前利用扭矩检验仪进行的参数校正。
4.管理职责:4.1.生产部:生产部负责扭矩扳手、定扭矩枪的点检、使用和日常校正、维护。
4.2.品管部:品管部负责扭矩扳手、定扭矩枪扭矩的校正、点检的监督和验证扭矩扳手、定扭矩枪的示值稳定性;并对扭矩检验仪进行日常点检及定期送检。
4.3.设备工程部:负责对每一把扭矩扳手、定扭矩枪进行编号管理。
5.内容与要求:5.1.涉及工具5.1.1.公司所有涉及扭矩的工具包括扭矩扳手、定扭矩枪、数显扭矩扳手、扭矩检验仪等。
5.2.扭矩扳手、定扭矩枪的点检5.2.1.目视扭矩扳手、定扭矩枪各组成部分是否有锈蚀或异常的现象及清洁情况。
5.2.2.检查扭矩扳手、定扭矩枪各组成部件是否完好无缺。
5.2.3.检查数显扭矩扳手、定扭矩枪示值是否清晰,刻度线扭矩枪刻度线是否清晰识别标称值。
5.2.4.检查扭力锁紧旋钮能否锁紧,调整旋钮或指针能否正常调到预定值。
15.2.5.检查扭矩扳手、定扭矩枪连接头部分是否磨损严重而影响扭力。
5.2.6 .检查扭矩扳手、定扭矩枪的标识及其内容是否齐全(标识内容至少包括扭力扳手编号、 合格号、工具扭力范围、检定有效期等)。
5.2.7.发现以上内容有异常的扭矩扳手、定扭矩枪应立即停止使用、隔离标识,并及时报告 给归口管理人员。
5.3.扭矩检验仪的点检5.3.1. 目视扭矩检验仪各组成部位是否有锈蚀或异常现象,并检查其清洁情况。
5.3.2 .检查扭矩检定仪各组成部件是否完好无缺。
扭矩扳手使用及检验规范
扭矩扳手使用及检验规范前言螺纹副的装配扭矩(简称扭矩)与的装配质量和安全性能有紧密的关系。
由于大部分零件的联接、紧固是依靠螺纹副的联接,并通过一定的扭矩来保证其紧固质量,而这种扭矩是通过扭矩工具施加在螺母或螺栓上来实现的。
目前扭矩工具有手动,气动。
电动三大类,而手动工具广泛使用在装配线上。
一、扭矩扳手的正确使用1.扭矩扳手的施加扭矩的过程以及结构:用扭矩扳手施加扭矩时,通过与扭矩扳手的棘轮头稳固连接的套筒连接需要施加扭矩的螺母/螺栓,手掌握在扭矩扳手手柄上的有效刻度线,顺时针或逆时针加力,这个力带动螺母/螺栓,当螺母/螺栓紧固,并所带的扭矩与扭矩扳手设定的扭矩相等时,扭矩扳手的棘轮带动扭矩扳手的头部,把扭矩传递到触发器,触发器向右侧滑动(卸力)。
当滚柱碰到管后,会发出“咔哒”的信号,听到信号后立即停止加力,取下扭矩扳手,即完成施加扭矩过程。
2.扭矩扳手设定值调整大致有2种形式:其一,属于预调式扭矩扳手的调整方法。
松开尾部锁夹,根据需要的设定值旋转尾部的补助分度轮(顺时针增加扭矩,逆时针减少扭矩,使分度轮的刻度与扭矩扳手得设定值相符,扭矩扳手校验仪校验。
其二,属于定值式扭矩扳手的调整。
松开后盖,相应得六角匙松开锁紧螺钉,调整工具旋转推压环设定一个扭矩值,用扭矩测试仪校验扭矩,固锁紧螺钉,锁紧后盖。
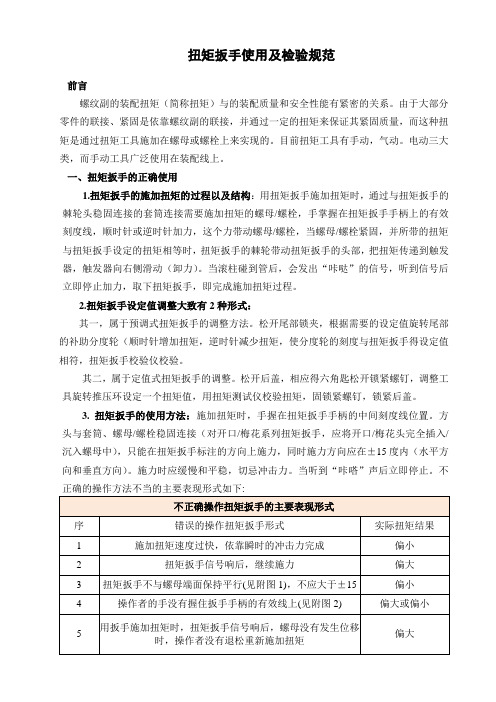
3. 扭矩扳手的使用方法:施加扭矩时,手握在扭矩扳手手柄的中间刻度线位置。
方头与套筒、螺母/螺栓稳固连接(对开口/梅花系列扭矩扳手,应将开口/梅花头完全插入/沉入螺母中),只能在扭矩扳手标注的方向上施力,同时施力方向应在±15度内(水平方向和垂直方向)。
施力时应缓慢和平稳,切忌冲击力。
当听到“咔嗒”声后立即停止。
不正确的操作方法不当的主要表现形式如下:图1 施加扭矩方向图2 有效线的位置图3 加长套管(错误)5.注意事项扭力扳手是一种精密控制螺栓和螺母锁紧力矩的专用工具,应按照下列要求正确使用:(1) 不能使用预置式扭力扳手去拆卸螺栓或螺母。
液压力矩扳手安全操作规程

液压力矩扳手安全操作规程引言液压力矩扳手是一种常用的工业工具,用于紧固高强度螺栓和螺母。
本文档旨在介绍液压力矩扳手的安全操作规程,以确保操作人员的人身安全和设备的安全运行。
液压力矩扳手简介液压力矩扳手是一种通过液压系统控制扭矩输出的工具。
其主要由一个液压缸、一个扭矩输出部件和一个控制系统组成。
液压缸通过液压油的压力来产生扭矩,扭矩输出部件将扭矩传递给螺栓或螺母,控制系统用于控制扭矩的大小。
安全操作规程1. 熟悉设备在使用液压力矩扳手之前,必须熟悉设备的结构和工作原理。
阅读设备的操作手册,并了解各个部件的功能和操作方法。
2. 穿戴个人防护装备在操作液压力矩扳手时,必须穿戴个人防护装备,包括安全帽、防护眼镜、防护手套和防滑鞋。
这些装备能有效地保护操作人员的人身安全。
3. 检查设备在使用液压力矩扳手之前,必须检查设备是否完好无损。
检查液压缸、扭矩输出部件和控制系统是否有漏油和磨损。
确保液压系统的工作压力在设备规定范围内。
4. 固定工件在使用液压力矩扳手之前,必须将工件固定好。
工件必须保持稳定,避免发生意外滑动或移动。
5. 设定扭矩根据工作需要,设定正确的扭矩数值。
在设定扭矩之前,必须确保设备的工作压力稳定,以及液压缸和扭矩输出部件的密封性良好。
6. 正确使用液压力矩扳手将液压力矩扳手的扭矩输出部件对准需要紧固的螺栓或螺母,并将其固定。
然后,打开液压系统使其工作。
在液压缸施加压力的同时,扭矩输出部件会旋转并产生扭矩。
当扭矩达到设定值时,及时停止施力。
7. 维护和保养定期检查和保养液压力矩扳手,确保其正常工作。
清洁设备表面,清理液压系统中的杂质和沉淀物。
定期更换液压油,并根据操作手册对设备进行润滑。
8. 遵守安全操作规程在使用液压力矩扳手时,必须遵守相关的安全操作规程。
不得擅自改变设备的结构和工作参数。
定期接受相关培训,提高操作技能和安全意识。
总结液压力矩扳手是一种重要的工业工具,但在操作过程中存在一定的安全风险。
扭矩扳手使用及检验规范

扭矩扳手使用及检验规范扭矩扳手是一种用于紧固螺栓或螺钉时控制扭矩的工具。
它通过设定一个特定的扭矩值,当螺栓或螺钉达到该扭矩值时,就会发出声音或产生一定的物理指示,以提示操作员停止进一步扭矩。
这种工具非常重要,因为正确控制螺栓或螺钉的扭矩是确保装配质量和工程安全的关键。
以下是关于扭矩扳手使用和检验规范的一些重要事项:1.选择正确的型号和规格:扭矩扳手有多种不同的型号和规格,根据不同的应用需求来选择合适的工具。
在选择时,需要考虑需要控制的扭矩范围以及使用环境等因素。
2.校准:扭矩扳手需要定期进行校准,以确保其精确性和准确性。
校准可以通过将扭矩扳手送到专业的校准机构进行,或者使用一个已知准确扭矩的装置进行比较校准。
3.使用前的准备:在使用扭矩扳手之前,需要进行一些准备工作。
首先,根据需要调整扭矩设置环,确保它与所需的扭矩值相匹配。
其次,检查扭矩扳手是否有损坏或松动的部件,并进行必要的维修或更换。
4.使用正确的技术:在使用扭矩扳手时,需要掌握正确的技术。
首先,确保扭矩扳手垂直于要紧固的螺栓或螺钉,并将扭矩扳手的刀头正确放置于螺纹上。
其次,在施加扭矩时,要求均匀施力,避免突然施力或过度力量的使用。
5.检查紧固结果:在使用扭矩扳手后,需要检查紧固结果。
可以使用力矩扳手信号指示功能来确保紧固到位。
如果信号指示成功,说明已经达到了所设定的扭矩值。
否则,可以重新进行紧固或调整扭矩设置。
6.清洁和存放:使用完扭矩扳手后,应及时清洁和存放。
使用清洁布清洁扭矩扳手的外部表面,确保无灰尘或污渍。
存放时,应避免扭矩扳手受到不必要的冲击或挤压,并将其放置在干燥的地方,远离可能对其造成损害的因素。
7.随时保持检验记录:对于每个扭矩扳手,建议随时保持检验记录。
记录包括校准日期、校准结果以及任何使用过程中的异常情况。
这些记录对于确保扭矩扳手的准确性和长期使用非常重要。
总结起来,扭矩扳手的使用和检验需要遵循一定的规范和技术要求。
正确选择型号和规格,定期校准,正确使用技术,检查紧固结果以及及时清洁和存放都是确保扭矩扳手工作准确和延长使用寿命的重要步骤。
高强度螺栓连接副施工扭矩检验作业指导书(新)

高强度螺栓连接副终拧扭矩检验作业指导书BJSJ-3-A-JC-02编制:审核:批准:高强度螺栓连接副终拧扭矩检验作业指导书1 主题内容及适用范围本作业指导用于高强度螺栓连接副施工扭矩检验作业指导。
2 引用标准GB50205钢结构工程施工质量验收规范3检验时机3。
1高强度螺栓连接副施工终拧扭矩检验应在施拧1h后,48h内完成。
4 检验数量4.1施工过程检查数量按节点数抽查10%,且不应少于10个节点;每个被抽查节点按螺栓数抽查10%,且不应少于2个。
4.2见证检测检查数量按GB50205附录G要求进行,按节点数抽查3%,且不应少于3个节点。
5检验方法5。
1检验所用的扭矩扳手其扭矩精度误差应在3%以内。
5。
2高强度螺栓连接副施工扭矩检验分初拧、复拧、终拧检验;检验方法分为扭矩法检验和转角法检验两种,原则上采用检验法与施工法应相同。
5.3扭矩法检验:5。
3。
1在螺尾端头和螺母相对位置划线,将螺母退回60°左右;5.3.2用扭矩扳手测定拧回至原来位置时扭矩值,并做好记录。
5.3。
3比较测定扭矩值与施工扭矩值的偏差,其偏差在10%以内为合格。
5。
4转角法检验:5。
4。
1检查施工方初拧后在螺母与相对位置所画的终拧起始线和终止线所夹的角度是否达到规定值。
5.4.2在螺尾端头和螺母相对位置画一条线,然后全部卸松螺母,在按规定的初拧扭矩和终拧角度重新拧紧螺栓,观察与原画线是否重合。
终拧转角偏差在10°以内为合格。
终拧转角与螺栓的直径、长度等因素有关,应由试验确定。
5。
5扭剪型高强度螺栓施工扭矩检验,观察尾部梅花头被拧掉者视同终拧扭矩达到达到合格标准,未被拧掉者应按上述扭矩法或转角法检验.6 计算高强度螺栓连接副施工终拧扭矩值按下式计算:Tc=K·Pc·d式中Tc—终拧扭矩值(N·m);Pc—施工预拉力标准值(kN),见下表6 。
1;d—螺栓公称直径(mm);T0—初拧扭矩值可按0.5Tc取值.K—扭矩系数,按GB50205附录B·0·4的规定试验确定(或由委托提供高强度螺栓扭矩系数复验报告),试验详见高强度螺栓连接副扭矩系数复验作业指导。
高强度螺栓连接副施工扭矩检验课件
定期维护与保养
定期检查螺栓连接情况
在施工过程中及施工完成后,应定期 对高强度螺栓连接副进行检查,确保 其连接牢固、无松动现象。
及时进行紧固与调整
如发现螺栓连接有松动或异常情况, 应及时进行紧固或调整,确保其满足 设计要求。
防腐防锈处理
对于长期暴露在外的螺栓连接副,应 进行必要的防腐防锈处理,以延长其 使用寿命。
的检验标准。
扭矩系数
根据螺栓的扭矩系数, 确定检验时需要施加的
扭矩值。
紧固力矩
检验螺栓连接副的紧固 力矩是否符合设计要求
。
检验频率
确定对高强度螺栓连接 副进行检验的频率,例 如按批次或按工程部位
。
检验工具与设备
01
02
03
04
扭矩扳手
用于测量螺栓连接副的扭矩值 。
扭力计
用于测量螺栓连接副的扭力。
钢丝刷
03 施工扭矩检验方法与操作
检验方法
扭矩法
通过测量施加在螺栓上的 扭矩来检验螺栓连接强度 是否符合要求。
转角法
通过测量螺栓施拧的角度 来检验螺栓连接强度是否 符合要求。
预拉力法
通过测量螺栓的预拉力来 检验螺栓连接强度是否符 合要求。
操作步骤
安装螺栓
按照设计要求将螺 栓安装在连接件上 。
检查紧固状态
用于清除螺栓表面的污垢和锈 迹。
检测仪
用于检测螺栓内部的缺陷和损 伤。
检验流程
清洁处理
用钢丝刷清除螺栓表面的污垢 和锈迹,确保测量准确性。
扭力测量
使用扭力计测量螺栓连接副的 扭力,并记录。
准备工作
检查螺栓连接副的外观质量, 确认无缺陷和损伤。
扭矩测量
汽车行业扭力扳手使用标准
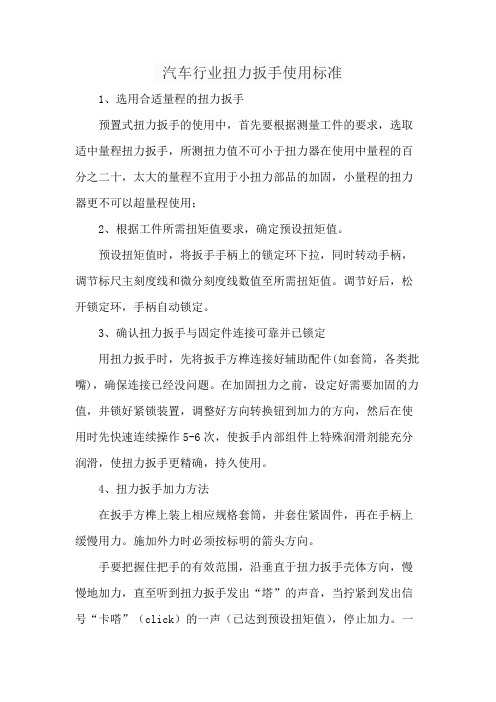
汽车行业扭力扳手使用标准1、选用合适量程的扭力扳手预置式扭力扳手的使用中,首先要根据测量工件的要求,选取适中量程扭力扳手,所测扭力值不可小于扭力器在使用中量程的百分之二十,太大的量程不宜用于小扭力部品的加固,小量程的扭力器更不可以超量程使用;2、根据工件所需扭矩值要求,确定预设扭矩值。
预设扭矩值时,将扳手手柄上的锁定环下拉,同时转动手柄,调节标尺主刻度线和微分刻度线数值至所需扭矩值。
调节好后,松开锁定环,手柄自动锁定。
3、确认扭力扳手与固定件连接可靠并已锁定用扭力扳手时,先将扳手方榫连接好辅助配件(如套筒,各类批嘴),确保连接已经没问题。
在加固扭力之前,设定好需要加固的力值,并锁好紧锁装置,调整好方向转换钮到加力的方向,然后在使用时先快速连续操作5-6次,使扳手内部组件上特殊润滑剂能充分润滑,使扭力扳手更精确,持久使用。
4、扭力扳手加力方法在扳手方榫上装上相应规格套筒,并套住紧固件,再在手柄上缓慢用力。
施加外力时必须按标明的箭头方向。
手要把握住把手的有效范围,沿垂直于扭力扳手壳体方向,慢慢地加力,直至听到扭力扳手发出“塔”的声音,当拧紧到发出信号“卡嗒”(click)的一声(已达到预设扭矩值),停止加力。
一次作业完毕。
此时扭力扳手已到达预置扭力值,工件已加力完毕,然后应及时解除作用力,以免损坏另部件。
在施力过程中,按照国家标准仪器操作规范,其垂直度偏差左右不应超过10度。
其水平方向上下偏差不应超过3度,操作人员在使用过程中应保证其上下左右施力范围均不超过15度。
5、大规格扭矩扳手使用时,可外加接长套杆以便操作省力。
6、使测量结果因水平和垂直方向上的偏差而产生影响,在测量时,应在加力把持端上施加一个垂直向下的稳定力值,然后再加点力,这样使用值更精准。
7、扳手是测量工具,应轻拿轻放,不能代替榔头敲打,不用时请注意将扭力设为最小值,存放在干燥处。
扭力范围较广,在加固扭力时,相对来讲比较简单,只需要设定其要求扭力值便可进行操作。
高强度螺栓终拧扭矩检测作业指导书(含全部附表)
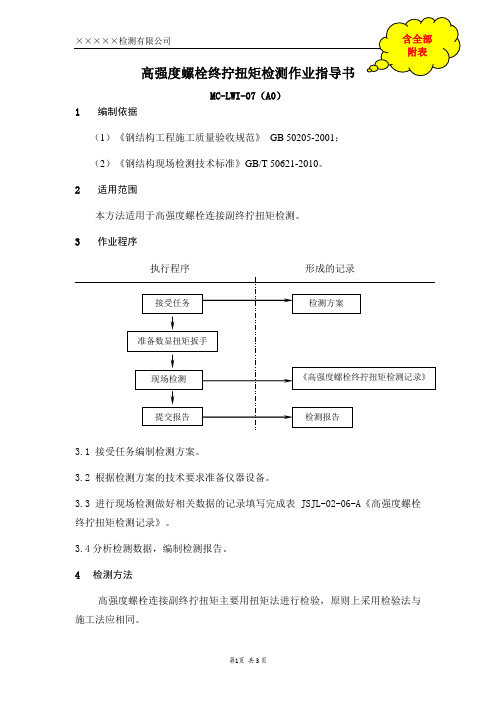
MC-LWI-07(A0)1编制依据(1)《钢结构工程施工质量验收规范》GB 50205-2001;(2)《钢结构现场检测技术标准》GB/T 50621-2010。
2适用范围本方法适用于高强度螺栓连接副终拧扭矩检测。
3作业程序执行程序形成的记录3.1接受任务编制检测方案。
3.2 根据检测方案的技术要求准备仪器设备。
3.3 进行现场检测做好相关数据的记录填写完成表JSJL-02-06-A《高强度螺栓终拧扭矩检测记录》。
3.4分析检测数据,编制检测报告。
4检测方法高强度螺栓连接副终拧扭矩主要用扭矩法进行检验,原则上采用检验法与施工法应相同。
4.1 试验准备:检验所用的扭矩扳手其扭矩精度误差应在3%以内。
4.2 扭矩法检验4.2.1 在螺尾端头和螺母相对位置划线,将螺母退回60°左右。
4.2.2 用扭矩扳手测定拧回至原来位置时扭矩值,并做好记录。
4.2.3 比较测定扭矩值与施工扭矩值的偏差,其偏差在10%以内为合格。
4.3 扭剪型高强度螺栓施工扭矩检验,观察尾部梅花头被拧掉者视同终拧扭矩达到合格标准,未被拧掉者应按上述扭矩法检验。
5 结果计算高强度螺栓连接副终拧扭矩值按下式计算:Tc=K·Pc·d式中,Tc—终拧扭矩值(N·m);Pc—施工预拉力标准值(kN),见附表1;d—螺栓公称直径(mm);T0—初拧扭矩值可按0.5Tc取值。
K—扭矩系数,按GB50205附录B·0·4的规定试验确定(或由委托提供高强度螺栓扭矩系数复验报告)。
.其中高强度螺栓连接副施工扭矩范围如表5-1所示.表5-1 高强度螺栓连接副施工扭矩范围6 测量记录检测记录应按规定格式填写,具体要求执行《记录管理程序》(MC-LQP-21)。
7 记录表格1) JSJL-02-06 高强度螺栓终拧扭矩检测记录。
自动扭矩扳手说明书

Art-No. 183-A BA-183A-BM/07-2013Umschalter Rechts/LinkslaufDrehmomentskala Handgriff Messbereich: 10 – 210 Nm Antrieb: 12,5 mm Vierkant (1/2“)Bestimmungsgemäße VerwendungWerkzeug zum Festziehen von Schrauben und Muttern mit einer voreingestellten Kraft. Die Verwendung ist ausschließlich im privaten Bereich zulässig.Bedienungshinweise für Drehmomentschlüssel∙Nehmen Sie den Schlüssel in die linke Hand, sodass Sie die Drehmoment-Skala im Blickfeld haben.∙ Drehen Sie die Feststellschraube gegen den Uhr-zeigersinn, um den Handgriff zu entriegeln.∙ Stellen Sie das erforderliche Drehmoment auf derSkala durch Drehen des Handgriffs ein. Beispiel: 76 Nm - Drehen Sie den Handgriff im Uhrzeigersinn, bisdie Null-Markierung der Einstellskala mit der Längsmarkierung in der Mitte der Drehmoment-Skala übereinstimmt(Abb.1). - Gleichzeitig muss die Vorderkante des Hand-griffes mit der 70 Nm-Linie übereinstimmen. - Drehen Sie den Handgriff weiter im Uhrzeiger-sinn, bis der Wert "6" der Einstellskala mit derLängsmarkierung der Drehmomentskala übereinstimmt. (Abb.2) - Der Drehmomentschlüssel ist nun auf ein Dreh-moment von 76 Nm eingestellt und gebrauchs-fertig.∙ Drehen Sie die Feststellschraube im Uhrzeigersinn,um den Handgriff zu verriegeln. Dadurch wird verhindert, dass sich der vorher eingestellte Wert während der Arbeit ändert.Abb. 1 Abb. 2∙ Stecken Sie den erforderlichen Steckschlüssel-Einsatz auf den Antriebsvierkant des Drehmoment-Schlüssels.∙Setzen Sie das Werkzeug auf die entsprechende Schraube oder Mutter und ziehen Sie zügig, aber nicht ruckartig an, bis Sie akustisch und im Hand-gefühl ein Klicken wahrnehmen.ACHTUNG: Nach dem Vernehmen des Auslöse-geräuschs unbedingt sofort den Vorgang beenden, insbesondere bei Einstellung kleiner Drehmomente ∙ Außer der Hauptskala für "Nm" befindet sich eineSkala für "m-kg" auf dem Drehmomentschlüssel. ∙ Bei längerem Nichtgebrauch stellen Sie dasniedrigste Drehmoment ein, indem Sie den Hand-griff entgegen dem Uhrzeigersinn bis zum Anschlag drehen.∙ Bewahren Sie den Drehmomentschlüssel in derzugehörigen Aufbewahrungskassette an einem trockenen Ort auf.∙ Vor der nächsten Anwendung lösen Sie den Dreh-momentschlüssel mit kleiner Drehmomentein-stellung mehrfach aus, um eine korrekte Schmie-rung zu erreichen.∙ Reinigen Sie den Drehmomentschlüssel aus-schließlich mit einem trockenen Tuch und tauchen Sie den Schlüssel niemals in Reinigungsflüssigkeit.2 Jahre VollgarantieDie Garantiezeit für dieses Gerät beginnt mit dem Tage des Kaufes. Das Kaufdatum weisen Sie uns bitte durch Einsendung des Original-Kaufbeleges nach. Wir garantieren während der Garantiezeit:∙ kostenlose Beseitigung eventueller Störungen. ∙ kostenlosen Ersatz aller Teile, die schadhaft wer-den.Voraussetzung ist, dass der Fehler nicht auf unsach-gemäße Behandlung zurückzuführen ist.Bei evt. Rückfragen oder Qualitätsproblemen wenden Sie sich bitte unmittelbar an den Hersteller:Brüder Mannesmann Werkzeuge GmbH Abt. Reparatur-Service Lempstr. 2442859 Remscheid Telefon: +49 2191 / 37 14 71 Telefax: +49 2191 / 38 64 77 Email: ************************。
螺栓扭矩系数检验实施细则

钢构作业指导书扭矩系数检验文件编号:版本号:编制:批准:生效日期:扭矩系数检验实施细则1. 目的为使测试人员在进行扭矩系数的复验时有章可循,并使其操作合乎规范。
2. 适用范围适用于高强度大六角头螺栓连接副扭矩系数的复验。
3. 引用文件GB50205-2001钢结构工程施工质量验收规范TB10212-2009铁路钢桥制造规范JTG/T F50-2011公路桥涵施工技术规范JGJ 82-2011 钢结构高强度螺栓连接技术规程GB/T1231-2006《钢结构高强度大六角头螺栓、大六角螺母、垫圈技术条件》4. 检测设备——轴力计——扭矩扳手5.操作步骤:5.1复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应抽取8套连接副进行复验,每套连接副包括一个螺栓、一个螺母、二个垫圈。
代表批量最大为3000套。
不同直径按不同批复验。
5.2连接副扭矩系数复验用的计量器具应在试验前进行标定,误差不得超过2%。
5.3每套连接副只应做一次试验,不得重复使用。
组装连接副时,螺母下的垫圈有倒角的一侧应朝向螺母支承面。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
5.4连接副扭矩系数的复验应将螺栓穿入轴力计,在测出螺栓拉力P的同时,应测定施加于螺母上的施拧扭矩T,并应按下式计算扭矩系数K。
T K P d=⨯ 式中 T — 施拧扭矩(N ·m )d — 高强度螺栓的公称直径(mm )P — 螺栓预拉力(kN )进行连接副扭矩系数试验时,螺栓预拉力值应控制在下表规定的范围,超出该范围者,所测得之扭矩系数无效。
螺栓预拉力值范围(kN )5.5进行连接副扭矩系数试验时,应同时记录环境温度。
试验所用有机具、仪表及连接副均应放置在该环境内至少2h 以上。
5.6每组8套连接副扭矩系数的平均值应为0.110~0.150,标准偏差小于或等于0.010。
5.7扭剪型高强螺栓连接副当用扭矩法施工时,其扭矩系数也按本规定确定。
6 相关质量记录表格6.1 钢结构样品检测委托单6.2 高强螺栓连接副扭矩系数测试记录表。
高强度螺栓连接副施工扭矩检验
≤0.2+0.04t ,且≤2.0
长度不限
≤0.05t,且≤0.5;连续长度≤100.0, 且焊缝两侧咬边总长≤10%焊缝
全长
≤0.1t且≤1.0,长度不限
--
允许存在个别长度≤5.0的弧坑裂纹
--
允许存在个别电弧擦伤
缺口深度0.05t,且≤0.5
缺口深度0.1t,且≤1.0
每1000.0焊缝不应超过1处
K----扭矩系数,按附录B.0.4的规定试验确定 (每组8套连接副扭矩系数 的平均值均为0.110~0.150,标准偏差小于或等于0.010)
根部收缩
咬边
弧坑裂纹 电弧擦伤 接头不良 表面夹渣 表面气孔
附录A焊缝外观质量标准及尺寸允许偏差 A.0.1 二级、三级焊缝外观质量标准应符合表A.0.1的规定。
允许偏差
二级
三级
≤0.2+0.02t,且≤1.0
≤0.2+0.04t ,且≤2.0
每100.0焊缝内缺陷总长≤25.0
≤0.2+0.02t,且≤1.0
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查 ,当存在疑义时,采用渗透或磁粉探伤检查。
说明:5.2.6 考虑不同质量等级的焊缝承载要求不同,凡是严重影响 焊缝承载能力的缺陷都是严禁的,本条对严重影响焊缝承载能力外观
质量要求列入主控项目,并给出了外观合格质量要求。由于一、二级
焊缝的重要性,对表面气孔、夹渣、弧坑裂纹、电弧擦伤应有特定不
允许存在的要求,咬边、未焊满、根部收缩等缺陷对动载影响很大,
故一级焊缝不得存在该类缺陷。
Ⅱ一 般 项 目
5.2.8二级、三级焊缝外质量标准应符合本规范附录A 中表A.0.1的规定。三级对接缝应按二级焊缝标准进行外 观质量检验。
螺母扭矩测试方法

螺母扭矩测试方法主要包括以下几种:
1.拧紧法:也称增拧法,适用于重要紧固件检验。
检验方法是用扭力扳手平稳用力逐渐增加力矩(切
忌冲击),当螺母或螺栓刚开始产生微小转动时,其瞬时扭矩值最大(因要克服静摩擦力),继续转动,扭矩值会回落到短暂稳定状态,这短暂稳定状态时的扭矩值即为检查所得的扭矩。
此方法操作简单,但质
检人员必须熟练,既要均匀用力,又要准确读取“短暂稳定状态的扭矩值”。
2.标记法:也称复位法、划线法或转角法,适用于关键紧固件检验。
测试前在被测的螺栓或螺母头
部与被连接体上划上一道线,明确相互的原始位置。
然后将螺栓或螺母松开些,再用扭矩扳手将螺栓或螺
母拧紧到原始位置,这里要对准划线处。
此时测出的最大扭矩值乘以0.9~1.1而得到的值就是检查所得的
扭矩。
但这种方法的技术水平不高,操作比较繁琐,不太适合有防松功能的紧固件,但其测试的结果比拧紧法更精准。
3.松开法:是指用扭矩扳手缓慢向被测螺栓或螺母施加扭矩,使其松开,读取开始转动时的瞬时扭
矩值,并且根据试验和经验乘以1.1~1.2,得到的结果就是检验的扭矩值。
此外,还可以采用紧扣法和松扣法。
紧扣法是利用扭力扳手继续拧紧螺栓,当螺栓由静摩擦改为动摩擦的一瞬间读数即为螺栓一动的瞬间读数。
松扣法则是在螺栓和机构件之间划线,用扭力扳手松开螺栓约90度,然后拧紧螺栓,对准刻线的一瞬间读数。
请注意,这些测试方法需要根据具体的应用场景和要求进行选择,并遵循相应的操作规范和安全要求。
同时,使用扭力扳手进行扭矩测试时,需要确保扳手与螺母或螺栓的匹配性,以确保测试结果的准确性。
扭力扳手使用方法

扭力扳手使用方法扭力扳手是一种用来施加扭矩的工具,通常用于拧紧或者松开螺栓和螺母。
正确地使用扭力扳手不仅可以提高工作效率,还可以避免因施加过大或者过小的扭矩而导致的损坏。
下面将介绍扭力扳手的正确使用方法。
1. 选择合适的扭力扳手。
在使用扭力扳手之前,首先要选择一把合适的扭力扳手。
扭力扳手的选择应根据需要施加的扭矩范围来确定,一般来说,扭力扳手的扭矩范围应该覆盖所需的工作扭矩范围,并且要注意选择适合工作环境的扭力扳手,比如防水、防腐蚀等特殊环境下需要选择相应的扭力扳手。
2. 调整扭力值。
在使用扭力扳手之前,需要根据需要施加的扭矩值来调整扭力扳手的扭力值。
通常扭力扳手上会有一个可调节的扭力设置装置,通过调节这个装置可以设置所需的扭矩值。
在调整扭力值时,要根据具体的工作要求来确定所需的扭矩值,并且要确保扭力扳手的扭力值在合适的范围内。
3. 使用正确的插头。
在使用扭力扳手时,要选择合适的插头来匹配螺栓或者螺母的形状和大小。
使用不合适的插头会导致插头滑动或者损坏螺栓或者螺母,从而影响工作效果。
因此,在选择插头时,要根据具体的工作要求来确定合适的插头,并且要确保插头与螺栓或者螺母完全匹配。
4. 施加扭矩。
在使用扭力扳手时,要根据具体的工作要求来施加正确的扭矩。
通常情况下,需要将插头套在螺栓或者螺母上,然后通过扭力扳手施加扭矩,直到达到所需的扭矩值为止。
在施加扭矩时,要注意保持扭力扳手与螺栓或者螺母的垂直,以确保施加的扭矩能够准确传递到螺栓或者螺母上。
5. 注意安全。
在使用扭力扳手时,要注意安全,避免因施加过大的扭矩而导致的损坏或者因施加过小的扭矩而导致的松动。
在工作过程中,要注意扭力扳手的使用状态,及时更换损坏的插头或者扭力扳手,并且要定期对扭力扳手进行检查和维护,以确保其正常使用。
总结。
正确地使用扭力扳手可以提高工作效率,避免因施加不当的扭矩而导致的损坏。
在使用扭力扳手时,要选择合适的扭力扳手和插头,调整合适的扭力值,并且注意施加正确的扭矩,同时要注意安全,确保扭力扳手的正常使用。
扭力矩扳手使用方法
扭力矩扳手使用方法英文回答:To use a torque wrench, you need to follow several steps. First, select the appropriate torque value for your specific application. This information can usually be found in the equipment's manual or specifications. Next, ensure that the torque wrench is properly calibrated. This is important to ensure accurate torque measurements.Once you have the correct torque value and a calibrated torque wrench, you can begin using it. Here are the steps to follow:1. Attach the appropriate socket or tool to the torque wrench. Make sure it is securely fastened.2. Align the socket or tool with the fastener you want to tighten or loosen.3. Apply a steady force to the handle of the torque wrench. As you apply force, the wrench will begin to clickor release a sound when the set torque value is reached. This is known as the torque limit.4. Stop applying force once the torque wrench reachesthe set torque value. Do not continue to tighten or loosen the fastener beyond this point.5. If necessary, repeat the process for other fasteners.It is important to note that torque wrenches shouldonly be used for tightening or loosening fasteners. They should not be used as a general-purpose wrench or for applying excessive force. Improper use of a torque wrench can lead to damage or failure of the fastener or equipment.Now, let's move on to the Chinese version.中文回答:使用扭力矩扳手需要遵循几个步骤。
SBV Tools 扭矩扳手说明书

STEUERUNGMESSEINHEIT AUSWÄHLENDREHMOMENTWERTE EINGEBENDrücken Sie zum Bestätigen und erneut zum StartenVOREINSTELLUNGEN SPEICHERNOBEN/UNTEN WECHSEL IM DISPLAYAUSWAHLS DES PEAK HOLD/TRACKING MODUSARBEITEN IM PEAK HOLD MODUSARBEITEN IM TRACKING MODUSMesseinheit AauswählenWählen Sie 1 von 10 der programmierbaren Speicherplätze aus.Drücke/halte (Peak hold/Trace) für 2 Sekunden um die Ausrichtung 2. Fünf unterschiedliche Messeinheiten stehen zur Auswahl: kg-cm, k-gm, in-lb, ft-lb, and N-m.Im Tracking Modus – Im Display wird variabel das jeweils gerade erreichte Drehmoment angezeigt. Dies ist dann empfehlenswert, wenn Sie das Display beim Arbeiten gut einsehen können. Das Beobachten des Wertes kann Ihnen helfen, das Drehmoment gleichmäßig und sicher auszuüben, insbesondere, wenn Sie sich dem Ziel- oder Maximalwert nähern.Tracking ModusIm Peak Hold Modus wir nur das höchste angewendete Drehmoment angezeigt. Dies ist hilfreich, wenn Sie das Display während der Anwendung nicht einsehen können, aber im Nachgang prüfen möchten, ob das korrekte Drehmoment angewendet wurde.Peak Hold ModusAnteil (5) des Zielwertes wird angezeigt Drehmoment erhöhen,bis Zielwert erreicht ist An-wen-dung Bei 50% des Zielwertes:• Erreichter Anteil (%) des Zielwerts wird angezeigt• Erreichter Anteil (%) des Zielwerts wird angezeigt • Buzzer Signal ertönt: Bi---Bi---Bi---Bei 70% des Ziewerts:Anwen-• Erreichter Anteil (%) des Zielwerts wird angezeigt • Buzzer Signal ertönt: Bi-Bi-Bi-Bi Bei 90% des Zielwerts:Bei 100% des Zielwerts:• Erreichter Anteil (%) des Zielwerts wird angezeigt • Buzzer Signal ertönt: BiBiBiBiBiBiBi Im Tracking Modus zeigt das Display das gerade angewendete Drehmoment inEchtzeit an. Sie können das Display während der Anwendung beobachten und so Ihr Drehmoment gleichmäßiger und sicherer insbesondere im Grenzbereich steuern.An-wen-dungEINSETZEN/WECHSEL DER BATTERIEKALIBRIERUNG EINES DREHMOMENTSCHLLÜSSELS1. Stellen Sie Ihren Drehmomentschlüssel auf einen Wert in Höhe von etwa 25% des maximal zulässigen Drehmoments ein. Ist Ihr Drehmo-mentschlüssel z.B. auf maximal 150 lb-ft aus-gelegt, können Sie diesen auf 40 lb-ft ein-stellen.2. Stellen Sie Ihren SBV Digital Drehmoment Adapter auf den gleichen Wert ein. In unserem Beispiel wären dies also 40 lb-ft. Stellen Sie sicher, dass der Adapter sich im“Peak” Modus be ndet, da dies einen ein-fachen Abgleich des tatsächlich über den Adapter gemessenen Drehmoments mit dem auf dem Drehmomentschlüssel angegebenen Wert ermöglicht.3. Stecken Sie nun Ihren Digital Drehmoment Adapter auf Ihren bereits wie oben beschrieben voreingestellten Drehmomentschlüssel und den Kalibrierungsadapter (nicht im Lieferumfangenthalten) auf Ihren Digital Drehmoment Adapter. Arretieren Sie den Kalibrierungs-adapter nun sicher in einem Schraubstock4. Drehen Sie nun Ihren Drehmomentschlüssel langsam mit gleichmäßiger Bewegung, bis dieser den voreingestellten Wert erreicht.5. Lesen Sie nun den “Peak” Wert auf Ihren Digital Drehmoment Adapter ab. Justieren Sie Ihren Drehmomentschlüssel entsprechend und wiederholen Sie diesen Prozess, bis Drehmo-mentschlüssel und Digital Drehmoment Adapter identische Werte anzeigen.Typ CR2030 Batterie ErsetzenBitte beachten Sie die Polarität der Batterie, + sollte oben seinVerwenden Sie einen Schraubendreher, um das hintere Gehäuse zu ö nenBENUTZERFREUNDLICHHalten Sie die Mode-Taste 2 Sekunden lang gedrückt, um das Gerät auszuschalten.HINWEIS: Dieses Tool wechselt nach 3 Minuten Inaktivität automatisch in den SchlafmodusDer drehbare Mechanismus kann einen Sichtbereich von insgesamt 240 ° erhalten zum einfachen Ablesen der auf dem LCD-Display angezeigten Informationen.。
扭矩紧固特殊过程评定准则
扭矩紧固特殊过程评定工艺准则扭矩紧固特殊过程评定准则1 范围本文件规定了扭矩紧固过程评定的流程、范围、内容、人员资格、安全环保要求等。
2 规范性引用文件下列文件对于本文件的应用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB4863-85 机械制造工艺基本术语JB/T 6040-2011 工程机械螺栓拧紧力矩的检验方法3 术语定义3.1 特殊过程过程的加工质量不易或不能经济地进行验证,仅在使用后才能暴露出来的过程,又称特殊工序。
3.2 扭矩紧固使用专用的力矩扳手将螺栓等紧固件根据直径、螺距及用途,达到某一规定的力矩来保证紧固的可靠性。
4 具体要求4.1 扭矩紧固特殊过程范围有扭矩要求的全部作业工序。
4.2 扭矩紧固特殊过程的确认时机4.2.1 首次确认由技术部门组织对扭矩紧固过程首次实施时进行首次确认。
4.2.2 例行确认由技术部门每年组织对扭矩紧固过程进行例行确认,确认扭矩紧固特殊过程的有效性保持。
4.2.3 再确认当引发扭矩紧固特殊过程的范围、确认条件发生变更时,需由技术部门组织对扭矩紧固过程进行例行确认,确认扭矩紧固特殊过程的有效性保持。
4.3 扭矩紧固特殊过程确认方法4.3.1 首次确认4.3.1.1 扭矩紧固的要求参照JB/T 6040-2011《工程机械螺栓拧紧力矩的检验方法》第3.1.3条规定的检验标准进行评定,检验结果在0.9-1.1倍目标值之间视为合格。
具体如下:(1)将螺栓或者螺母按评定目标值进行紧固。
(2)用红色或者白色标记笔在螺栓或者螺母相对位置划线。
(3)将螺栓或者螺母沿松动方向退回180°。
(4)按目标值0.9倍的扭力进行紧固,紧固到位后,标识线重合或者在松动方向侧。
(5)按目标值1.1倍的扭力进行紧固,紧固到位后,标识线重合或者在紧固方向侧。
4.3.1.2 扭力过程确认,按班组进行实施。
电动扭矩扳手安全技术操作规程范文

电动扭矩扳手安全技术操作规程范文一、引言电动扭矩扳手是一种广泛应用于机械设备安装与维修中的工具,其具有高效、精确的特点。
然而,在操作过程中,若不遵循正确的操作规程,就会出现安全事故,给工作人员和设备造成损失。
因此,为了确保工作人员的安全以及设备的正常运行,制定本安全技术操作规程。
二、安全技术操作规程1. 操作前的准备1.1 工作人员需对电动扭矩扳手的结构、性能、使用方法等方面有较全面的了解,并熟悉本操作规程。
1.2 在操作前,需对电动扭矩扳手进行安全检查,包括外观、电源线、插头等是否损坏,若有损坏应立即报修。
1.3 需根据实际工作情况选择合适的扭矩扳手头,并按照规定安装好。
2. 操作过程中的安全注意事项2.1 操作人员需穿戴适当的劳动防护用品,包括安全帽、安全鞋、防护眼镜等。
2.2 操作前需确保被操作物体稳固可靠,并做好防滑处理。
2.3 操作人员应站立在稳定的位置,避免扭矩扳手滑动或脱离工作物体。
2.4 在操作过程中,严禁将手或其他物体靠近扭矩扳手头和旋转部件,以防意外伤害。
2.5 操作人员应持续关注电动扭矩扳手的工作状态,一旦发现异常应停止操作,并及时报修。
2.6 操作结束后,应将电动扭矩扳手放置在安全地方,切勿随意挂放在高处或不稳定的地方。
3. 对设备的检测与维护3.1 定期对电动扭矩扳手进行维护,包括清洁、润滑等。
3.2 在使用过程中,若发现电动扭矩扳手存在故障或异常情况,应立即停止使用,并报修。
3.3 不得随意拆卸电动扭矩扳手的零部件,除非经过授权或特殊需要。
4. 应急预案4.1 若在使用过程中发生意外伤害事故,应立即停止操作,并进行救护和报警。
4.2 在火灾等紧急情况下,应按照现场应急预案进行相应的处理,确保人员安全。
三、结论本安全技术操作规程从操作前的准备、操作过程中的安全注意事项、对设备的检测与维护、应急预案等方面对电动扭矩扳手的使用提出了具体的要求。
只有严格按照这些要求进行操作,才能确保工作人员的安全以及设备的正常运行。
钢结构扭矩规范

448.8
668.25
907.5
初拧max
T0
90
180
247.5
306
455.625
618.75
初拧min
T0
66
132
181.5
224.4
334.125
453.75
5.4.2在螺尾端头和螺母相对位置画一条线,然后全部卸松螺母,在按规定的初拧扭矩和终拧角度重新拧紧螺栓,观察与原画线是否重合。终拧转角偏差在10°以内为合格。终拧转角与螺栓的直径、长度等因素有关,应由试验确定。
5.5扭剪型高强度螺栓施工扭矩检验,观察尾部梅花头被拧掉者视同终拧扭矩达到达到合格标准,未被拧掉者应按上述扭矩法或转角法检验。
表6.1高强度螺栓连接副施工预拉力标准值(kN)
螺栓的性能等级
螺栓公称直径(mm)
M16
M20
M22
M24
M27
M30
8.8S
75
120
150
170
225
275
10.9S
110
170
210
250
320
390
高强度螺栓连接副施工扭矩范围
终拧扭矩值Tc=K.Pc.d
初拧扭矩值T0=0.5Tc
扭矩系数平均值K
6计算
高强度螺栓连接副施工终拧扭矩值按下式计算:
Tc=K·Pc·d
式中Tc—终拧扭矩值(N·m);
Pc—施工预拉力标准值(kN),见下表6.1;
d—螺栓公称直径(mm);
T0—初拧扭矩值可按0.5Tc取值。
K—扭矩系数,按GB50205附录B·0·4的规定试验确定(或由委托提供高强度螺栓扭矩系数复验报告),试验详见高强度螺栓连接副扭矩系数复验作业指导。.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
扭矩扳手使用及检验规范
前言
螺纹副的装配扭矩(简称扭矩)与的装配质量和安全性能有紧密的关系。
由于大部分零件的联接、紧固是依靠螺纹副的联接,并通过一定的扭矩来保证其紧固质量,而这种扭矩是通过扭矩工具施加在螺母或螺栓上来实现的。
目前扭矩工具有手动,气动。
电动三大类,而手动工具广泛使用在装配线上。
一、扭矩扳手的正确使用
1.扭矩扳手的施加扭矩的过程以及结构:用扭矩扳手施加扭矩时,通过与扭矩扳手的棘轮头稳固连接的套筒连接需要施加扭矩的螺母/螺栓,手掌握在扭矩扳手手柄上的有效刻度线,顺时针或逆时针加力,这个力带动螺母/螺栓,当螺母/螺栓紧固,并所带的扭矩与扭矩扳手设定的扭矩相等时,扭矩扳手的棘轮带动扭矩扳手的头部,把扭矩传递到触发器,触发器向右侧滑动(卸力)。
当滚柱碰到管后,会发出“咔哒”的信号,听到信号后立即停止加力,取下扭矩扳手,即完成施加扭矩过程。
2.扭矩扳手设定值调整大致有2种形式:
其一,属于预调式扭矩扳手的调整方法。
松开尾部锁夹,根据需要的设定值旋转尾部的补助分度轮(顺时针增加扭矩,逆时针减少扭矩,使分度轮的刻度与扭矩扳手得设定值相符,扭矩扳手校验仪校验。
其二,属于定值式扭矩扳手的调整。
松开后盖,相应得六角匙松开锁紧螺钉,调整工具旋转推压环设定一个扭矩值,用扭矩测试仪校验扭矩,固锁紧螺钉,锁紧后盖。
3. 扭矩扳手的使用方法:施加扭矩时,手握在扭矩扳手手柄的中间刻度线位置。
方头与套筒、螺母/螺栓稳固连接(对开口/梅花系列扭矩扳手,应将开口/梅花头完全插入/沉入螺母中),只能在扭矩扳手标注的方向上施力,同时施力方向应在±15度内(水平方向和垂直方向)。
施力时应缓慢和平稳,切忌冲击力。
当听到“咔嗒”声后立即停止。
不正确的操作方法不当的主要表现形式如下:
图1 施加扭矩方向
图2 有效线的位置
图3 加长套管(错误)
5.注意事项
扭力扳手是一种精密控制螺栓和螺母锁紧力矩的专用工具,应按照下列要求正确使用:
(1) 不能使用预置式扭力扳手去拆卸螺栓或螺母。
(2) 严禁在扭力扳手尾端加接套管延长力臂,以防损坏扭力扳手。
(3) 根据需要调节所需的扭矩,并确认调节机构处于锁定状态才可使用。
(4) 使用扭力扳手时,应平衡缓慢地加载,切不可猛拉猛压,以免造成过载,导致输出扭矩失准。
在达到预置扭矩后,应停止加载。
(5) 预置式扭力扳手使用完毕,应将其调至最小扭矩,使测力弹簧充分放松,以延长其寿命。
(6) 应避免水分侵入预置式扭力扳手,以防零件锈蚀。
(7)所选用的扭力扳手的开口尺寸必须与螺栓或螺母的尺寸相符合,扳手开口过大易滑脱并损伤螺件的六角,在进口汽车维修中,应注意扳手公英制的选择。
(8)为防止扳手损坏和滑脱,应使拉力作用在开口较厚的一边,这一点对受力较大的活动扳手尤其应该注意,以防开口出现“八”字形,损坏螺母和扳手。
(9)扭力扳手是按人手的力量来设计的,遇到较紧的螺纹件时,不能用锤击打扳手;除套筒扳手外,其它扳手都不能套装加力杆,以防损坏扳手或螺纹连接件
(10)扭力扳手使用时,当听到“啪”的一声时,此时是最合适的
(11)预置扭力扳手装配过程中设定数值时,对采用中间值;而检验时多采用要求最低值。
二、扭矩扳手的检定、周校
1.扭矩扳手的检定按照JJG707-90《扭矩扳子》检定规程。
扭矩扳手的准确度是指扭矩扳手检测结果与扭矩扳手设定值的偏差。
重复性是指同一把扭矩扳手在相同条件下,多次检测同一扭矩值时,检测结果的一致性。
常用的扭矩扳手的精度为4%,在检测扭矩扳手时,超过4%的范围即视扭矩扳手失准。
扭矩扳手失准的主要有两个原因:
⑴扭矩扳手突变(卡死或重复性差)。
由于扭矩扳手长时间、高频率的使用,内部零件受到磨损,变形,致使扭矩发生突变。
⑵扭矩扳手的漂移。
由于扭矩扳手的量值是依靠弹簧传递,在频繁的使用中,会产生一些漂移。
(漂移指扭矩扳手实际检测值与扭矩扳手设定值之间的误差)
2. 周校是指每天在使用扭矩扳手生产前仅仅对扭矩扳手得设定值进行检测和了解扭矩扳手工作状况的工作。
由于扭矩扳手在频繁的使用后,容易产生漂移现象,因此在工作开始前应对扭矩扳手进行校验即周校,检查扭矩扳手的状态,并及时调整漂移量,确保扭矩扳手的准确性。
三、扭矩扳手的选型
1.选用扭矩扳手要考虑以下几点因素
(1)扭矩扳手的选用应根据设定的扭矩值,设定的扭矩值应尽量在扭矩扳手使用范围的1/2~2/3处.
(2)操作空间要在扭矩扳手的有效长度范围内。
(3)满足以上2点的,应选用重量轻的扭矩扳手,降低工作者的劳动强度。
四、维护与保养
扭矩扳手长期使用后,由于工作环境不理想,粉尘、潮湿等原因造成扭矩扳手内部零件淤积有,扭矩扳手频繁使用使内部零件磨损,引起扭矩扳手示值不稳定。
因而,定期保养扭矩扳手,对扭矩扳手的工作状态是有帮助的。
2013年9月18日。