焊接工艺评定记录表
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
焊接工艺评定GY2017-021(氩弧焊,L245N,60X5)ER50-6

预热和应力消除:
/
保护气体和流量: Ar 7~9L/min 纯度 99.99%
保护焊剂:
/
附图和附表:
/
试验: 孙洪伟
焊 工: 杨 超
批准: 王连文
焊接主管: 毛静丽
采用: NB/T 47014-2011
总工程师: 唐立志
组对示意图 焊道顺序
60°±5° 5
2.5-3.5
1.0-2.0
焊道 根焊 填充 盖面
缺口位置 缺口样式
/
/
/
/
冲击试验
试验温度(℃) / /
试验报告编号:
试验结果 / /
试样号 / / / / / /
缺口位置 / / / / / /
缺口样式 / / / / / /
试验温度(℃) / / / / / /
试验结果 / / / / / /
其他试验
试验项目____ / ____________________________________________________________
保护气体:_Ar 7-9L/min 纯度 99.99%
直径
60.3mm
尾部保护气 / 流量 /
其他
/
背面保护气 / 流量 /
焊接材料:
电特性:
焊材标准 GB/T 8110-2008
电流种类 _______直流_________
焊条牌号、直径 ER50-6 φ2.5
极性 直流正接
焊丝牌号、直径 /
焊接电流(A)_60~80(根焊)、80~100(填盖)
预热:
最低的预热温度
60℃
保护气体 Ar 7-9L/min 纯度 99.99%
API 5L认证用焊接工艺评定(内外焊)X70

单丝焊
锤击:
——
其他:焊剂烘干温度 300-350℃ 保温 1-2 小时
检验项目
横向拉 伸试验
检验项目及试样数量
冲击试验
缺口断开试验
焊缝 热影响区
焊缝
横向导向弯曲试验
面弯
背弯
侧弯
试样数量
2
3
3
2
2
2
——
射线探伤 表面不得有裂纹、断弧、烧穿、弧坑、气孔、未熔合等缺陷存在
外观检查
外观目视检查,应没有可视焊接缺陷/
其他 ——
牌号
规格/mm
焊 材
H08Mn2MoA
内Φ4.0/外Φ4.0
SJ101
10~40 目
烘干 —— 350℃,2h
炉批号 材质证明书编号
11101105
2011100812
11092621
20243
其他 —— ——
焊接位置 预热温度 焊后热处理 清根方法
平焊 1G —— ——
角向磨光机、钢丝刷
XXXX 钢 管 有 限 公 司 射 线 探 伤 检 验 报 告 共8页 第8页
车间
被检件名称
焊接工艺评定试板
检测报告编号
PD-2011-08
2011.10.8
被检件材质
X70
检验执行标准
API 5L 第 44 版
工艺 条件
底片编号 PD-08-1
设备型号
XDY22507/3
胶片类型
天津Ⅲ
增感方式
铅箔
要求完成日期 评定标准
焊接接头(QW-402):
坡口形式: X 形坡口 根部间隙:0-1.0mm 钝 边:6mm 坡口角度:50-60°
焊接工艺评定报告

xxxxxxxxxx钢结构工程焊接工艺评定报告报告编号:编制:审核:审批:xxxxxxxx公司xxxx年xx月xx日焊接工艺评定报告目录焊接工艺评定报告焊接工艺评定指导书第2页共8页工程名称常州科技金融中心(钢结构)指导书编号ZDS2015055母材钢号Q345B 板厚或管径X壁厚25/25轧制或热处理状态热轧生产厂江西萍钢实业股份有限公司焊接材料生产厂牌号型号类型烘干制度(℃×h)备注焊条/ / / / / / 焊丝常州华通焊业股份有限公司ER50-6 Φ/ / / 焊剂或气体常州合众工业气体有限公司CO2 / 气体/ / 焊接方法二氧化碳气体保护焊焊接位置对接平焊焊接设备型号NBC-500 电源及极性直流反接预热温度(℃)/ 层间温度(℃)/ 后热温度(℃)及时间(min)/焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)备注牌号Φ(mm)1 平焊ER50-6 ΦCO2 15 125 21 8 /2 平焊ER50-6 ΦCO2 15 125 21 8 /3 平焊ER50-6 ΦCO2 15 125 21 8 /4 平焊ER50-6 ΦCO2 15 125 21 8 /5 平焊ER50-6 ΦCO2 15 125 21 8 /6 平焊ER50-6 ΦCO2 15 125 21 8 /技术措施焊前清理磨光机打磨道间清理磨光机打磨背面清根/其他:编制审核焊接工艺评定记录表第3页共8页工程名称常州科技金融中心(钢结构)指导书编号ZDS2015055焊接方法平焊焊接位置对接设备型号NBC-500电源及极性直流反接母材钢号Q345B 类别/ 生产厂江西萍钢实业股份有限公司母材规格—25mm 供货状态四切接头尺寸及施焊道次顺序焊接材料焊条牌号型号规格(mm)生产厂批号烘干温度(℃)时间(min)焊丝牌号ER50-6规格(mm)Φ批号711285生产厂常州华通焊业股份有限公司焊剂或气体牌号CO2 型号规格(mm)生产厂常州合众工业气体有限公司烘干温度(℃)时间(min)施焊工艺参数记录道次焊接方法焊条(焊丝)直径(mm)保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(KJ/cm)备注1 平焊Φ15 125 21 8 /2 平焊Φ15 125 21 8 /3 平焊Φ15 125 21 8 /4 平焊Φ15 125 21 8 /5 平焊Φ15 125 21 8 /6 平焊Φ15 125 21 8 / 施焊环境室外环境温度(℃)35 相对湿度/预热温度(℃)/层间温度(℃)/ 后热温度(℃)/ 时间(min)/后热处理/技术措施焊前清理清除油污、浮锈、毛刺层间清理用钢丝刷或砂轮机清理背面清理/其他/焊工姓名杨和良资格代号苏D 级别/ 施焊日期记录审核焊接工艺评定指导书第4页共8页工程名称常州科技金融中心(钢结构)指导书编号ZDS2015056母材钢号Q345B 板厚或管径X壁厚25/25轧制或热处理状态热轧生产厂江西萍钢实业股份有限公司焊接材料生产厂牌号型号类型烘干制度(℃×h)备注焊条/ / / / / / 焊丝常州华通焊业股份有限公司ER50-6 Φ/ / / 焊剂或气体常州合众工业气体有限公司CO2 / 气体/ / 焊接方法二氧化碳气体保护焊焊接位置对接横焊焊接设备型号NBC-500 电源及极性直流反接预热温度(℃)/ 层间温度(℃)/ 后热温度(℃)及时间(min)/焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)备注牌号Φ(mm)1 横焊ER50-6 ΦCO2 15 125 21 8 /2 横焊ER50-6 ΦCO2 15 125 21 8 /3 横焊ER50-6 ΦCO2 15 125 21 8 /4 横焊ER50-6 ΦCO2 15 125 21 8 /5 横焊ER50-6 ΦCO2 15 125 21 8 /6 横焊ER50-6 ΦCO2 15 125 21 8 /技术措施焊前清理磨光机打磨道间清理磨光机打磨背面清根/其他:编制审核焊接工艺评定记录表第5页共8页工程名称常州科技金融中心(钢结构)指导书编号ZDS2015056焊接方法横焊焊接位置对接设备型号NBC-500电源及极性直流反接母材钢号Q345B 类别/ 生产厂江西萍钢实业股份有限公司母材规格—25mm 供货状态四切接头尺寸及施焊道次顺序焊接材料焊条牌号型号规格(mm)生产厂批号烘干温度(℃)时间(min)焊丝牌号ER50-6规格(mm)Φ批号711285生产厂常州华通焊业股份有限公司焊剂或气体牌号CO2 型号规格(mm)生产厂常州合众工业气体有限公司烘干温度(℃)时间(min)施焊工艺参数记录道次焊接方法焊条(焊丝)直径(mm)保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(KJ/cm)备注1 横焊Φ15 125 21 8 /2 横焊Φ15 125 21 8 /3 横焊Φ15 125 21 8 /4 横焊Φ15 125 21 8 /5 横焊Φ15 125 21 8 /6 横焊Φ15 125 21 8 / 施焊环境室外环境温度(℃)35 相对湿度/预热温度(℃)/层间温度(℃)/ 后热温度(℃)/ 时间(min)/后热处理/技术措施焊前清理清除油污、浮锈、毛刺层间清理用钢丝刷或砂轮机清理背面清理/其他/焊工姓名 杨和良 资格代号苏D 级别 / 施焊日期记录审核焊接工艺评定指导书第6页 共8页工程名称 常州科技金融中心(钢结构) 指导书编号 ZDS2015057 母材钢号 Q345B板厚或管径X 壁厚25/25轧制或热处理状态 热轧 生产厂 江西萍钢实业股份有限公司 焊接材料 生产厂 牌号 型号 类型 烘干制度 (℃×h )备注 焊条 // / / / / 焊丝 常州华通焊业股份有限公司 ER50-6 Φ / / / 焊剂或气体 常州合众工业气体有限公司 CO2 /气体//焊接方法 二氧化碳气体保护焊焊接位置 对接立焊 焊接设备型号NBC-500电源及极性 直流反接预热温度(℃) / 层间温度(℃) /后热温度(℃) 及时间(min )/焊后热处理/接头及坡口尺寸图焊 接 顺 序 图焊接工艺参数道次 焊接方法 焊条或焊丝 焊剂或保护气 保护气体流量(L/min )电流(A ) 电压(V ) 焊接速度(cm/min )热输入(kJ/cm ) 备注 牌号 Φ(mm ) 1 立焊 ER50-6 Φ CO2 15 125 21 8 / 2 立焊 ER50-6 Φ CO2 15 125 21 8 / 3 立焊 ER50-6 Φ CO2 15 125 21 8 / 4 立焊 ER50-6 Φ CO2 15 125 21 8 / 5 立焊 ER50-6 Φ CO2 15 125 21 8 / 6 立焊ER50-6Φ CO2 15 125 21 8 / … 立焊 ER50-6ΦCO215 125218/技术措施焊前清理 磨光机打磨道间清理磨光机打磨背面清根 /其他:编制审核焊接工艺评定记录表工程名称常州科技金融中心(钢结构)指导书编号ZDS2015057焊接方法立焊焊接位置对接设备型号NBC-500电源及极性直流反接母材钢号Q345B 类别/ 生产厂江西萍钢实业股份有限公司母材规格—25mm 供货状态四切接头尺寸及施焊道次顺序焊接材料焊条牌号型号规格(mm)生产厂批号烘干温度(℃)时间(min)焊丝牌号ER50-6规格(mm)Φ批号711285生产厂常州华通焊业股份有限公司焊剂或气体牌号CO2 型号规格(mm)生产厂常州合众工业气体有限公司烘干温度(℃)时间(min)施焊工艺参数记录道次焊接方法焊条(焊丝)直径(mm)保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(KJ/cm)备注1 立焊Φ15 125 21 8 /2 立焊Φ15 125 21 8 /3 立焊Φ15 125 21 8 /4 立焊Φ15 125 21 8 /5 立焊Φ15 125 21 8 /6 立焊Φ15 125 21 8 / …立焊Φ15 125 21 8 / 施焊环境室外环境温度(℃)35 相对湿度/预热温度(℃)/层间温度(℃)/ 后热温度(℃)/ 时间(min)/后热处理/技术措焊前清理清除油污、浮锈、毛刺层间清理用钢丝刷或砂轮机清理背面清理/焊接工艺评定检验结果。
焊接工艺评定报告-全套
年 月 日
评定单位: (签章)
年 月 日
审核
年 月 日
技术负责
年 月 日
表B-3焊接工艺评定指导书
共 页第 页
工程名称
指导书编号
母材钢号
规格
供货状态
生产厂
焊接材料
生产厂
牌号
类型
烘干制度(℃×h)
备注
焊条
焊丝
焊剂或气体
焊接方法
焊接位置
焊接设备型号
电源及极性
预热温度(℃)
层间温度
后热温度(℃)及时间(min)
建筑钢结构焊接工艺评定报告
编 号:
编 制:
焊接责任
技术人员:
批 准:
单 位:
日 期:年月日
表B-1焊接工艺评定报告目录
序号
报 告 名 称
报告编号
页数
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
表B-2焊接工艺评定报告
共 页第 页
工程(产品)名称
评定报告编号
委托单位
工艺指导书编号
项目负责人
焊后处理
接头及坡口尺寸图
焊接顺序图
焊接工艺参数
道次
焊接方法
焊条或焊丝
焊剂或保护气
保护气流量(1/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kl/cm)
备注
牌号
Φ(㎜)
焊前清理
层间清理
背面清根
技术措施
焊接工作记录表
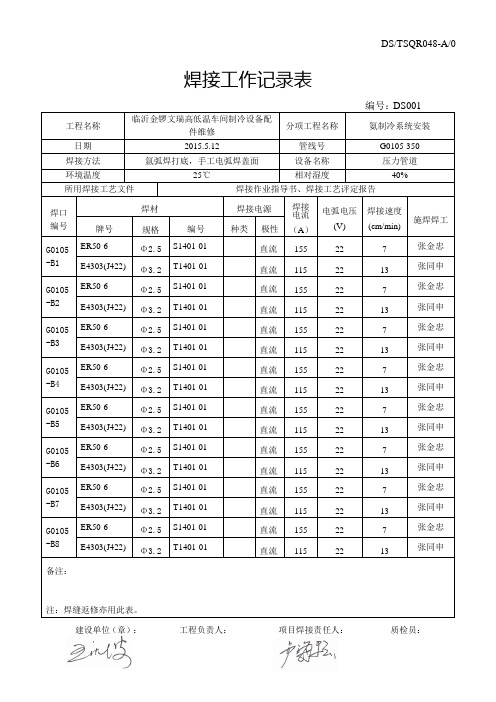
焊接工作记录表工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
Q235B管道焊接工艺评定

焊接工艺指导书
共 2 页第1 页
母材:
钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 与钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 相焊厚度范围:
母材:对接焊缝 8.8-16mm 角焊缝: / 管子直径:对接焊缝Ф377 角焊缝: / 焊缝金属厚度(对接焊缝):SMAW 2mm SAW 角焊缝:
GTAW 8mm GMAW 其它:
焊接材料
共 2 页第 2 页
焊接工艺评定报告
共 3 页 第1 页
母材: 钢 号: Q235B 与 钢 号: Q235B 标 准 号: GB/T8163 与 标 准 号: GB/T8163 类组别号: Fe-1/ Fe-1-1 与
类组别号: Fe-1/ Fe-1-1 相焊
焊后热处理:
热处理温度(℃)
: 保温时间(h )
: 气体: 气体种类 混合比 流量(l/min )
表F.2续共 3 页第 2 页
检验项目、评定指标及试样数量
焊接工艺评定施焊记录
焊接责任工程师:日期: 2018.04.26
焊接工艺评定焊缝检查记录表
情况
实测值。
焊接工艺评定记录
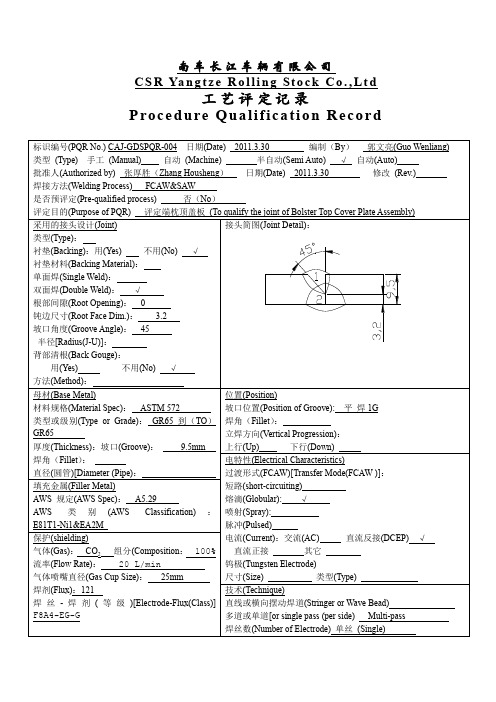
南车长江车辆有限公司C S R Ya n g t z e R o l l i n g St o c k C o.,L t d工艺评定记录Procedure Qualification Record工艺评定记录编号CAJ-PQR-GDS-004 P ro c e d u re Q u a l i f i c a t i o n R e c o r d N o. CAJ-PQR-GDS-004试验结果POR Test Results拉伸试验(Tensile Test)导向弯曲试验(Guided Bend Test)我们签字人,证明本记录所载正确无误,试验焊缝的制备、焊接和试验符合AWS-D15.1(2001年版) 《机车车辆铁路焊接规程》第十八章要求。
The undersigned certify that the statements in this record are correct,and that the test welds prepared, welded, and tested in accordance withthe requirements of Chapter 18 of AWS-D15.1,2001: Railroad Welding Spec.:Cars and Locomotives.南车长江车辆有限公司C S R Ya n g t z e R o l l i n g S t o c k C o.,L t d填表人签字郭文亮日期2011.3.30Prepared by: Guo Wenliang Date: Mar.30.2011校核人签字武永亮日期2011.3.30Checked by: Wu Yongliang Date: Mar.30.2011批准人签字张厚胜日期2011.3.30Approved by: Zhang Housheng Date: Mar.30.2011。
钢结构焊接工艺评定报告模板

0°
90°
180°
270°
焊缝高
>1
焊缝宽
>0.5
咬边深度
<0.5
气孔
无
夹渣
无
拉伸试验
报告编号
试样编号
抗拉强度Rm(MPa)
断口位置
断裂特征
检验结果
弯曲试验
报告编号
试样编号
试验类型
弯曲角度
检验结果
备注
锤击
30°
锤击
30°
锤击
30°
锤击
30°
锤击
30°
其它检验:
检验
日期
年月日
审核
日期
年月日
表10免予评定的焊接工艺报告
编 制
年月日
编制单位:(签章)
年月日
审核
年月日
技术负责
年月日
表13免于评定的栓钉焊焊接工艺
共页第页
工程名称
工艺编号
焊接方法
焊接位置
设备型号
电源及极性
母材钢号
类别
厚度(mm)
生产厂
接头及试件形式
施焊材料
焊接材料
牌号
型号
规格(mm)
生产厂
批号
穿透
焊钢
材
牌号
规格(mm)
生产厂
表面镀层
焊
钉
牌号
规格(mm)
生产厂
评 定
年月日
评定单位:(签章)
年月日
审 核
年月日
技术负责
年月日
表3焊接工艺评定指导书
共页 第页
工程名称
指导书编号
母材钢号
板厚或
管径×壁厚
焊接工艺评定书

编号:YG2-01 焊接工艺评定书
编制:日期:
审核:日期:
批准:日期:
陕西建工第三建设集团有限公司
编号:YG2-01 焊接工艺评定书
(无缝钢管-手工氩弧焊)
目录
焊接工艺评定任务书
焊接工艺指导书
焊接工艺评定报告
焊接工艺评定施焊记录表
焊接工艺评定焊缝外观检查表
附件
1.试件外观检测报告(复印件)
2.检测报告(复印件)
3.检测单位资质(复印件)
一、焊接工艺评定任务书
焊接工艺指导书
注:对每一种母材与焊材的组合均需分别填表
焊接工艺指导书
编制:日期:审核:日期:批准:日期:
焊接工艺评定报告
焊接工艺评定报告
焊接工艺评定施焊记录表
焊接工艺评定外观检查表。
焊接工艺评定表格模板
预热温度
保护气体种类
喷嘴直径(mm)
钨极直径(mm)
层次
焊接
方法
填充材料
电源种类
电压
(V)
焊接速度(cm/min)
热输入
(KJ/mm)
正面气体流量(L/min)
背面气体流量
(L/min)
层间温度(℃)
牌号
规格
极性
电流(A)
外观检测记录表
焊接工艺评定编号
检验员
日期
审核人
日期
焊缝正面余高
单面焊根部未焊透
版本:A版
焊接工艺评定
编号:XXXXXXX
编制:
审核:
批准:
XXXXXXX有限公司
1、预焊接工艺规程
2、试件取样位置图
3、焊评试验施焊记录表
4、外观检验表
焊评试验施焊记录表
焊接工艺评定编号
焊工
钢印
检验员
记录者
母材
钢号
规格
批号
证书编号
其它
焊材
牌号
规格
炉批号
烘头型式简图:
焊接设备
焊缝正面余高差
单面焊根部未熔合
焊缝背面余高
单面焊根部凹陷
焊缝背面余高差
焊脚
表面裂纹
焊脚差
表面气孔
弧坑
咬边
夹渣
焊缝正面宽度
焊缝正面宽度差
焊缝背面宽度
焊缝背面宽度差
焊缝棱角度
其他
A105焊接工艺评定

8.6
φ2.4
4
SMAW
E7018
Φ4.0
DCEP
120
10.4
8.6
φ2.4
5
SMAW
E7018
Φ4.0
DCEP
120
10.4
8.6
φ2.4
6
SMAW
E7018
Φ4.0
DCEP
120
10.4
8.6
φ2.4
7
SMAW
E7018
Φ4.0
DCEP
120
10.4
8.6
φ2.4
8
SMAW
E7018
Φ4.0
验收部门
技术部
预焊接工艺规程编号
母材
牌号
SA106B+A105
规格(mm)
Φ120×17.48mm
牌号
SA106B+A105
规格(mm)
Φ120×17.48mm
焊接方法
GTAW+SMAW
焊接位置
1G
焊接材料
牌号或型号
ER50-3
牌号或型号
E5018
牌号或型号
/
保护气体
/
预热
>0℃
层间温度
≤250℃
焊后热处理
焊接方法:GTAW
机械化程度:手工
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准: ASME SA-106 Q/BG541-2001
材料代号: SA106B A105
类、组别号: Fe-1-1 与类、组别号: Fe-1-2 相焊
厚度: 17.48mm
焊接工艺评定记录(pqr)

焊接工艺评定记录(pqr)焊接工艺评定记录(PQR)一、引言焊接工艺评定记录(PQR)是针对特定焊接工艺和焊接材料的评定报告,用于验证焊接过程的可行性、安全性和质量合格性。
本文将详细介绍PQR的内容和编制要求。
二、PQR的编制要求2.1 PQR的基本信息PQR应包含焊接工艺、焊接材料、焊接参数等基本信息,以确保评定记录的准确性和可追溯性。
同时,应明确记录编制人员和审核人员,以确保评定记录的可靠性和权威性。
2.2 PQR的实施过程PQR的实施过程应详细记录,包括焊接设备的选择和调试、焊接工艺的确定、焊接材料的准备和使用、焊接参数的设定和监控等。
通过详细记录实施过程,可以确保评定记录的可复制性和可验证性。
2.3 PQR的测试结果PQR的测试结果是评定记录的核心内容,应详细记录焊接试样的性能测试结果。
测试项目包括焊缝形态、焊缝强度、焊缝硬度、焊缝断裂韧性等。
通过准确的测试结果,可以评估焊接工艺的可行性和焊接材料的合格性。
2.4 PQR的评定结论根据实施过程和测试结果,编制PQR的评定结论。
评定结论应明确表明焊接工艺和焊接材料的合格性和可行性,并提出必要的改进措施和建议。
三、PQR的应用范围PQR的应用范围主要包括焊接工程的设计、焊接工艺的选择、焊接材料的采购和焊接过程的控制等。
通过PQR的应用,可以保证焊接工程的质量和安全。
四、结论PQR是焊接工艺评定的重要记录,对于确保焊接工艺的质量和可行性至关重要。
编制PQR需要详细记录实施过程和测试结果,并提出评定结论。
PQR的应用范围广泛,对焊接工程的设计和控制具有重要意义。
通过合理的编制和应用PQR,可以提高焊接工程的质量和安全性。
以上是对焊接工艺评定记录(PQR)的简要介绍和编制要求,希望能对读者有所帮助。
NBT47014制作的焊接工艺评定

焊接管理焊接工艺评定机械科技有限公司1============================================================================================ 焊接工艺评定焊接管理预焊接工艺规程1-1 (pWPS)表一:单位名称:机械科技有限公司预焊接工艺规程编号:pWPS013 日期:所依据焊接工艺评定报告编号:/ 焊接方法:SAW 机动化程度(手工、机动、自动)自动简图:()接头形式、坡口形式与尺寸、焊层、焊道布置及顺序焊接接头:对接坡口型式:I衬垫(材料及规格):// 其它:母材:相焊或标准组别号:Fe-1-2 Fe-1-2 与类别号:Fe-1 类别号:Fe-1 组别号:相焊材料代号:Q345R 号:GB713-2008 材料代号:Q345R 与标准号:GB713-2008 对接焊缝焊件母材厚度范围:6-12角焊缝焊件母材厚度范围:不限不限管子直径、壁厚范围:对接焊缝直径不限厚度6-12 角焊缝/ 其它:填充金属:焊丝焊剂焊材类别:GB/T5293 GB/T5293 焊材标准:Φ4.0 填充金属尺寸:Φ4.0F4A2-H08A H10Mn2 焊材型号:HJ431 H10Mn2 :焊材牌号(金属材料代号)FeG-1填充金属类别:FeMS-1-20-12 对接焊缝焊件焊缝金属厚度范围:不限角焊缝焊件焊缝金属厚度范围:其它:%)耐蚀堆焊金属化学成分(Si Mn P S Cr C Ni Mo V Ti Nb其它:注:对每一种母材与焊接材料的组合均需分别填表2============================================================================================焊接管理焊接工艺评定续表一:1-23============================================================================================ 焊接工艺评定焊接管理焊接工艺评定报告1-1 表二:单位名称:机械科技有限公司焊接工艺评定报告编号:PQR013 预焊接工艺规程编号:pWPS013焊接方法:SAW 机动化程度:(手动、机动、自动)自动接头简图:()坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度母材:焊后热处理:材料标准:GB713-2008 保温温度(℃):/材料代号:Q345R 保温时间(h):/气体:类、组别号:Fe-1-2 与类、组别号:Fe-1-2 相焊混合比流量(L/min)气体种类厚度:δ=6 / / 保护气/尾部保护气直径:/背面保护气其它:填充金属:电特性:电流种类:直流焊材类别:焊丝、焊剂极性:反接焊材标准:GB/T5293钨极尺寸:焊材型号:F4A2-H10Mn2 /焊接电流(A):450-500 焊材牌号:H10Mn2+ HJ431电弧电压(V):32-36 4.0 焊材规格:Φ焊接电弧种类:/ 焊缝金属厚度: 6其它:其它:技术措施:焊接位置:焊接速度(cm/min):38-45 方向:(向上、向下)对接焊缝位置:平摆动或不摆动:角焊缝位置:不摆动方向:/ (向上、向下)摆动参数:/预热:多道焊或单道焊(每面):单道/ :预热温度(℃)多丝焊或单丝焊:单丝/ :道间温度(℃)其它:其它:4============================================================================================焊接管理焊接工艺评定续表二:2-25============================================================================================焊接管理焊接工艺评定续表二:2-36============================================================================================ 焊接工艺评定焊接管理QB/04.22-2013修订次:A/0 2013版质量体系表卡焊接试板试件施焊及焊缝外观检查记录工艺评定编号:PQR013 NO:试件编号接头形式试件材料牌号规格代号板材焊接位置坡口形式管材焊接方法设备型号焊工钢印施焊日期垫板其它)焊接电源电压(V)cm/min)保护气体焊接材料焊速(电流(A 层次种类极性)流量(种类规格牌号L/min 施焊记录焊接层次顺序示意图:焊缝外观检查:焊缝余高(焊角高):错变量:咬边量:棱角度::焊接层次(正/反)其它外观缺陷:外观检查结果:坡口角度:钝边:间隙:其它:注:如需焊前预热,应记录加热方式、预热温度、层间温度及环境温度:测温方法相对湿度:记录员:日期:年月日检验员:日期:年月日7============================================================================================。
焊接工艺评定报告
PQR编号:QZ-HC1612-25 焊接工艺评定报告
编制:
审核:
批准:
焊接工艺评定报告
表HC-GYPD NO:01 单位名称衢州市河川翻板闸门有限公司
焊接工艺评定报告编号QZ-HC1612-25焊接工艺指导卡编号HC-161225
焊接方法SMAW机械化程度(手工、半自动、全自动)手工
接头简图:(坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准:GB3274-88
钢号:Q235B
类、组别号:Ⅰ-1与类、组别号Ⅰ-1相焊厚度:8㎜
直径:/
其她:/焊后热处理:
热处理温度(℃):/
保温时间(h):/
保护气体:
气体种类混合比流量(L/min) 保护气///
尾部保护气///
背面保护气///
填充金属:碳钢焊条
焊材标准:GB/T5117-2012焊材牌号:CHT711
焊材规格:Ф1、2
焊缝金属厚度:8
其她:/电特性:
电流种类:交流
极性:正极性
钨极尺寸:/
焊接电流(A):160
焊接电压(V):36
其她:/
根据推荐先前提供的资料,按照
图1结构画图,钝边0、5~1mm,
坡口角度30~40°,间隙2~
3mm。
表HC-GYPD NO:02
表HC-GYPD NO:04
表HC-GYPD NO:05
表HC-GYPD NO:06。
焊接工艺评定记录表
共页第页
工程名称
指导书编号
焊接方法
材钢号
规格
供货状态
生产厂
接
头
尺
寸
及
施
焊
道
次
顺
序
焊接材料
焊
条
牌号
类型
生产厂
批号
烘干温度(℃)
时间(min)
焊
丝
牌号
规格(mm)
生产厂
批号
焊
齐
或
气
体
牌号
规格(mm)
生产厂
批号
烘干温度(℃)
时间(min)
焊
接
工
艺
参
数
道
次
焊接
方法
焊条或焊丝
焊剂或
保护气
保护气
流量
(L/mm)
电流
(A)
电压
(V)
焊接速度
(cm/min)
热输入
(KJ/cm)
备注
牌号
φ(mm)
预热温度(℃)
层间温度(℃)
后热温度(℃)
后热时间(min)
焊后热处理
技
术
措
施
焊前清理
层间清理
背面清理
其他
焊工姓名
资格代号
级别
施焊日期
记录人
日期
审核人
日期
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
资格代号 日期 年 月 日Fra bibliotek级别 审核
施焊日期 日期
年 年
月 月
日 日
焊 剂 或 气 体 施 焊 工 艺
道 次
焊接方法
焊条(焊丝) 直径(mm)
保护气体流量 (1/min)
电流 (A)
电压 (V)
施焊环境 预热温度(℃) 后热处理 技 术 措 施 焊前清理 背面清根 其 他
室内/室外
环境温度(℃) 层间温度(℃)
相对湿度 后热温度 时间(min)
%
层间清理
焊工姓名 记 录
焊接工艺评定记录表
GD2301071-4 0 共 工程名称 焊接方法 母材钢号 母材规格 焊接位置 类别 指导书编号 设备型号 生产厂 供货状态 焊 牌 号 接 头 尺 寸 及 施 焊 道 次 顺 序 焊 条 生产厂 烘干温度(℃) 焊 丝 牌 号 生产厂 牌 号 生产厂 烘干温度(℃) 参 数 记 录 焊接速度 (cm/min) 热输入 (kJ/cm) 备注 时间(min) 接 材 料 类 型 批 号 时间(min) 规格(mm) 批 号 规格(mm) 电源及极性 1 页第 页