2017验货标准
2.成品外观检验标准及判定

白点等;
2.主按键丝印不良、语言错误、
按键重键等;
3.按键起翘、脱落、变形、掉漆、
擦伤等;
测量面示例图
B级测量面 1.顶部壳划伤、缝隙、LED灯下 陷、LED灯高出等; 2.底部壳划伤、变形、USB损 坏、USB未装配到位、耳机孔 损坏等 ;
3.两个侧面划伤、缝隙、螺丝没 打到位、等不良;
测量面示例图
照明度 800-1000Lux
45-90度
ห้องสมุดไป่ตู้
第三章 手 机 测 量 面 定 义
手机测量面定义
1.AA级测量面:手机上显示信息的重要区域, 如镜片的透明区和LCD、摄像头镜片的透明区。 2.A级测量面:暴露在外,且正常使用时可以 直接观察到的主要表面,如镜片的正面、键盘、 壳、键板、显示框顶部,
3.B级测量面:暴露在外,且正常使用并不随 时都可看到的次要面,如两侧、顶部、底部、 USB口、耳机口等的外观面; 4.C级测量面:正常使用手机看不到,只有在 装卸电池或SIM卡时可看到的内表面,如后 壳上被电池盖住的面或电池盖的内表面;
■ 抽样标准 ■ 检验条件 ■ 手机测量面定义 ■ 不良现象及判定标准 ■ 不良异常案例
第一章 抽 样 标 准
抽样标准
缺陷分类:
1. 致命缺陷(CRI)
2. 严重缺陷(MAJ)
Ac=0, Re=1
AQL=0.4
3. 轻微缺陷(MIN)
4. 可接受缺陷(ACC)
AQL=1.0
致命缺陷(CRI)
显示屏属于0测量面,但可以分为两个区 中央区:显示信息的区域; 边缘区:装上手机壳/镜片后被盖住的区域;
LCD的外观检验(AA级测量面)
功能检验:
第五章 不 良 异 常 案 例
面料检验标准2017-2-16

面料的品质管理第一节规划面料的品质管理规划中有很多重要因素,分为A,B两类。
其中A类针对面料本身。
B关则是相关要素。
一规划中的A类要素1 立即检验面料到厂第一时间进行检验,时效性非常重要,面料合格方可入库存,不合格的面料不入库,不开裁。
2 抽样检验的数量抽样方案:抽验时按每批次计算,单批次数量1000码以内全检,1001至5000码抽30%(不少于是1000码),5000码以上抽检20%不(不少于是2500码)。
3 测试面料测试项目包括物理和化学性能的测试及外观测试。
外观测试只是测试的一部份目测所不能及的必需由实验室完成。
(如:色牢度,强力,PH值,甲醛,APEO,偶氮染料等)二规划中的B要素1 面料检验员要求有丰富的经验员,并要求检验员做好检验记录和检验报告。
2 检验光线在标准光源下进行,或使用验布机。
3 客供面料即使是客供面料也要进行检验,并将结果告知客户。
4 不合格的面料不合格的面料不开裁,这是面料品质管理的其本原则。
检验面料不合格即时通知相关部门和人员解决。
第二节面料品质管理的主要项目一、面料的组织结构1 面料的组织面料的组织是指纱线交织的规律。
对机织物而言,是指经纬纱的交织规律,如平纹、斜纹、缎纹以及提花等。
对针织物,如平纹、罗纹、单面、双面、经缎等。
我们检布不需要精确的分析纱线的交织规律,只需要检验花纹的外观和大小是否符合确认样。
可以目测或借助放大镜、照布镜观察面料的纱线交织规律和花纹外观。
任何组织或花纹的错误,都判为重大疵点,为不合格品。
2 纱线的支数纱线的支数表示纱线的粗细,目测不能判断,一般由实验室做。
如果发现面料的厚度密度和重量不符合确认样时,可送专业测试机构测试。
3 面料的密度机织物经向或纬向单位长度内的纱线根数,有经密和纬密之分。
通常有以下几种检验方法。
(1)分解拆纱法:剪取一定尺寸,一般大于2.54CMX2.54CM的矩形式试样,从边缘起逐根拆除,然后计算得到单位长度内的纱线根数。
SBT_11210-2017_木质门销售及服务规范[1]
![SBT_11210-2017_木质门销售及服务规范[1]](https://img.taocdn.com/s3/m/65fe000df46527d3240ce08f.png)
ICS91.060.50Q71备案号:59836—2017中华人民共和国国内贸易行业标准SB/T11210—2017木质门销售及服务规范Specifications for wooden door sales and service2017-08-21发布2018-06-01实施中华人民共和国商务部发布前 言本标准按照GB/T1.1—2009给出的规则起草。
本标准由商务部提出并归口。
本标准主要起草单位:中国木材与木制品流通协会木门窗专业委员会、重庆美心家美木业有限公司、广东润成创展木业有限公司、浙江大咖工贸有限公司、重庆宜居门业有限公司、浙江金凯德智能家居有限公司、浙江鑫尔工贸有限公司、北京闼闼同创工贸有限公司、山东万家园木业有限公司、北京霍尔茨门业股份有限公司。
本标准主要起草人:张鹏、黄楠、阎和、关润开、吕文广、黄昭和、曹朝军、姚孝江、吴晨曦、张桂生、赵崇联。
木质门销售及服务规范1范围本标准规定了木质门销售及服务的术语和定义、基本规定、实体店销售与服务、网络销售与服务。
本标准适用于规范木质门的销售和服务行为。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB5296.6消费品使用说明第6部分:家具GB/T14436工业产品保证文件总则SB/T10725木质门安装规范SB/T10726木质门修理、更换和退货规范WB/T1024—2006木质门WB/T1038中国主要木材流通商品名称3术语和定义WB/T1024—2006界定的以及下列术语和定义适用于本文件。
3.1木质门wooden door由木质材料(锯材、胶合材等)为主要材料制作门框(套)、门扇的门。
[WB/T1024—2006,定义3.1]3.2销售sale以出售的方式向采购方提供产品和服务的行为。
注:销售通常包括实体店销售和网络销售。
收验货标准完整版
名称 五花茶 靓铁观音 茉莉花茶 菊花茶 普饵茶 铁观音 乌龙茶 人参乌龙茶 观音王 熏衣草茶 玫瑰花茶 高山茶 龙井茶 菩提花 碧螺春茶叶 龙井茶 陈年普洱 沱茶 干茶树菇 花菇仔 木耳 雪耳 云耳 干猴头菇 干黑虎掌菇 牛干菌 黄耳菇 榆耳菇 黑松露 松茸菌 黄牛菌 老人头菌 特小花菇仔 香杏菇 人参菌 灵芝
5kg
产地
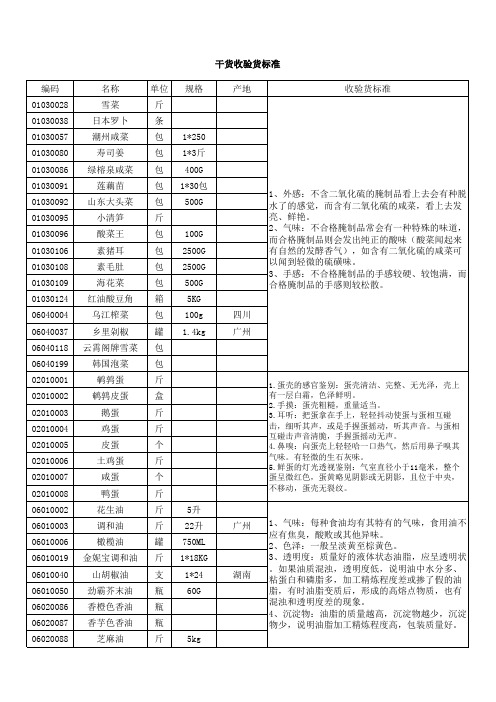
收验货标准
1、外感:不含二氧化硫的腌制品看上去会有种脱 水了的感觉,而含有二氧化硫的咸菜,看上去发 亮、鲜艳。 2、气味:不合格腌制品常会有一种特殊的味道, 而合格腌制品则会发出纯正的酸味(酸菜闻起来 有自然的发酵香气),如含有二氧化硫的咸菜可 以闻到轻微的硫磺味。 3、手感:不合格腌制品的手感较硬、较饱满,而 合格腌制品的手感则较松散。
腊猪耳
斤
02060328 腊猪头皮
斤
02060329 皇上皇腊鸭 斤
02060330 上海咸肉
包
02060344 四川腊鱼
斤
02060345 湖南腊肉
斤
05010002
虫草籽
斤
05010005
冬虫草
斤
05010036 中春虫草(一级包装) 包
05010037 中春虫草(普通装) 包
05010040
春虫草
斤
05010076 靓冬虫草
斤
05010113 A级冬虫草 斤
05010121
蛹虫草
斤
规格 500g 400g 400g
300G 250克 250克
产地
收验货标准
东莞 广州
1、火腿:优质火腿的精肉呈玫瑰红色,脂肪呈白 色、淡黄色或淡红色,具有光泽,质地较坚实。 2、灌肠:优质灌肠肠衣干燥完整,与肉结合紧密 有弹性、无粘液,切片坚实而湿润,肉呈均匀玫 瑰红色,脂肪为白色,无腐败或酸臭味。 3、咸肉:优质咸肉肉质紧密,呈鲜红或暗红色, 皮干硬洁净呈苍白色,无霉变和粘液,切面呈红 色,肉质均匀,弹性好,脂肪呈白色或带微红, 肉质结实 ,有特有咸肉香气。 4、板鸭:优质板鸭色泽天成,以黄为主,略带微 红,外形大小均匀、呈扁圆状,采用土鸭(五谷喂 食,辅料来源正规)制成,制作时经一定时间晾晒 、烘烤,腿部发硬,周身干燥,皮面光滑无皱 纹,腹腔内壁干燥,附有外霜,胸骨与胸部突 起,颈椎露出,肌肉收缩,切面紧密光润,呈玫 瑰色,肉质细嫩,滋味鲜美。 5、咸腊肉:质量好的腊肉色泽鲜明,肌肉呈鲜红 色或暗红色,脂 肪透明或呈乳白色;肉身干爽、 结实,富有弹性;并具有腊 肉应有的风味。 6、酱卤肉:优质的酱卤肉色泽新鲜,略带酱红 色,具有光泽,肉质切面整齐平滑,结构紧密结 实,有弹性,有油光。具有酱卤薰的风味,无异 臭。 7、烧烤肉:好的烧烤肉表面光滑,富有光泽,肌 肉切面发光,呈微红色,脂肪呈浅乳白色(鸭、 鹅呈淡黄色)。肌肉切面紧密,压之无血水,脂 肪滑而脆。具有独到的烧烤风味,无异臭味。 8、叉烧肉:富有光泽,肌肉结实紧绷,色泽新鲜 、呈酱红色,肉香纯正为上品。
外观质量检验规程
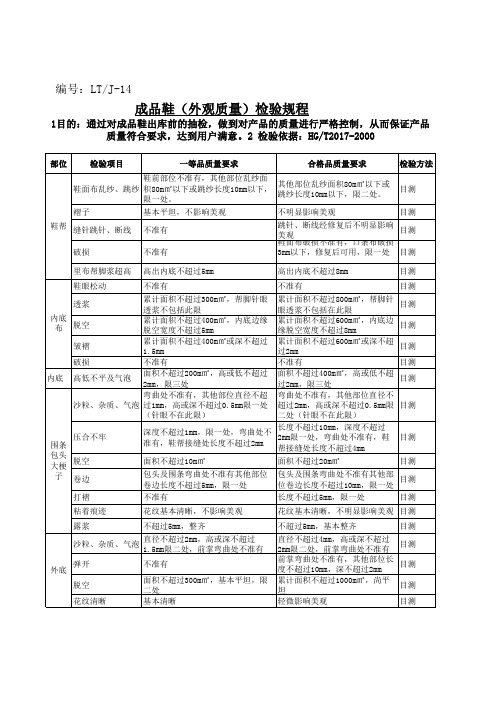
累计面积不超过800m㎡,帮脚针 眼透浆不包括在此限 累计面积不超过600m㎡,内底边 缘脱空宽度不超过8mm 累计面积不超过600m㎡或深不超 过2mm 不准有 面积不超过400m㎡,高或低不超 过2mm,限三处 弯曲处不准有,其他部位直径不 超过2mm,高或深不超过0.5mm限 二处(针眼不在此限) 长度不超过10mm,深度不超过 深度不超过1mm,限一处,弯曲处不 2mm限一处,弯曲处不准有,鞋 准有,鞋帮接缝处长度不超过2mm 帮接缝处长度不超过4mm 面积不超过10m㎡ 包头及围条弯曲处不准有其他部位 卷边长度不超过5mm,限一处 不准有 花纹基本清晰,不影响美观 面积不超过20m㎡
编号:LT/J-14
成品鞋(外观质量)检验规程
1目的:通过对成品鞋出库前的抽检,做到对产品的质量进行严格控制,从而保证产品 质量符合要求,达到用户满意。2 检验依据:HG/T2017-2000
部位 检验项目 一等品质量要求 合格品质量要求 检验方法 目测 目测
鞋前部位不准有,其他部位乱纱面 其他部位乱纱面积80m㎡以下或 鞋面布乱纱、跳纱 积80m㎡以下或跳纱长度10mm以下, 跳纱长度10mm以下,限二处。 限一处。 褶子 基本平坦,不影响美观 不明显影响美观 鞋帮 缝针跳针、断线 破损 里布帮脚浆超高 鞋眼松动 透浆 不准有 不准有 高出内底不超过5mm 不准有
目测 目测
包头及围条弯曲处不准有其他部 目测 位卷边长度不超过10mm,限一处 长度不超过5mm,限一处 目测 花纹基本清晰,不明显影响美观 目测 不超过5mm,基本整齐 直径不超过4mm,高或深不超过 2mm限二处,前掌弯曲处不准有 前掌弯曲处不准有,其他部位长 度不超过10mm,深不超过2mm 累计面积不超过1000m㎡,尚平 坦 轻微影响美观 目测 目测 目测 目测 目测
外观检验标准
外观检验标准1. 引言外观检验是产品质量控制中的重要环节,用于评估产品的外观质量是否符合预期要求,是判断产品是否合格的重要依据。
本文档旨在制定一套完整的外观检验标准,确保产品外观质量的稳定性和一致性。
2. 检验标准2.1 零件外观要求零件的外观要求通常包括颜色、尺寸、形状和表面质量等方面。
具体的检验标准如下:2.1.1 颜色要求•颜色饱满、均匀、不掺杂杂质。
•颜色与产品说明书或标准颜色样本一致。
2.1.2 尺寸要求•零件尺寸符合设计要求,不存在明显的变形或尺寸不良现象。
•尺寸公差在允许范围内。
2.1.3 形状要求•零件形状无明显破损、变形、断裂等缺陷。
•检查零件边缘的锐利度和倒角是否符合要求。
2.1.4 表面质量要求•表面光滑、平整,无划痕和明显的凹凸。
•无明显的气泡、白点、斑点等缺陷。
2.2 成品外观要求成品外观的检验标准通常依据产品的用途和市场需求来确定。
2.2.1 外观一致性•各组件之间的外观一致性良好,形成整体感。
•产品不应有明显的色差或瑕疵。
2.2.2 标志和标识•产品的标志和标识清晰、完整可辨认。
•标志和标识的位置与规定一致。
2.2.3 表面处理和涂装•表面处理和涂装均匀、平整,无色差和脱落现象。
•涂层的厚度和粘附力符合要求。
3. 检验方法3.1 目视检查目视检查是最常用的检验方法之一,通过肉眼观察来评估产品的外观质量。
目视检查应该在光线充足的环境下进行,避免视觉误差。
3.2 触觉检查触觉检查可以用于评估产品的表面质量。
通过手感来判断产品的光滑度、凹凸等情况。
触觉检查需要注意产品不得有锋利和刺激性的边缘。
3.3 仪器检测仪器检测可以使用一些专业设备和工具,如显微镜、光谱仪、涂层测厚仪等,来进一步评估产品的外观质量。
仪器检测结果更加客观和精确。
4. 结论本文档制定了一套完整的外观检验标准,确保产品外观质量的稳定性和一致性。
在执行外观检验时,应根据具体产品的特点和市场需求,综合运用目视检查、触觉检查和仪器检测等方法,确保产品的外观质量符合要求。
推车验货标准
5、表面光亮,色泽均匀无杂质、无色差。
6、无刮伤、生锈、起泡、脱层、针孔现象。
7、无成形边缘胚锋及尖锐点。
8、无凹陷扭曲等现象。
9、无刮伤、起泡、针孔、开裂剥离现象。
10、无成形边缘胚锋及尖锐点。
11、无凹陷扭曲、变形等现象。
12、无脱焊、漏焊、气泡、焊接不平整等现象。
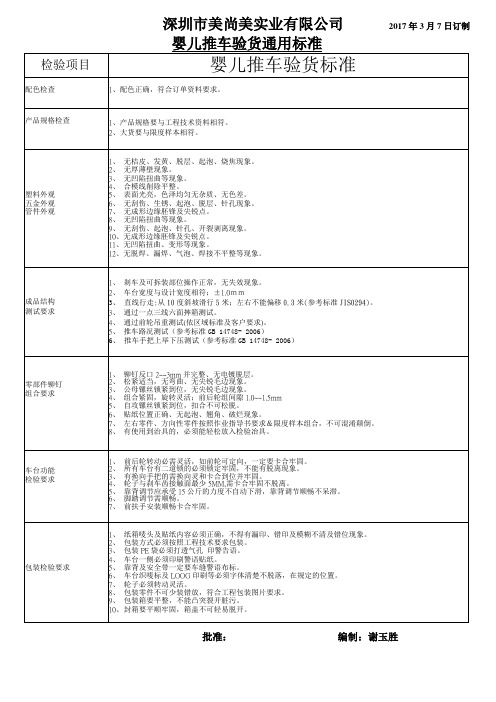
成品结构
测试要求
7、轮子必须转动灵活。
8、包装零件不可少装错放,符合工程包装图片要求。
9、包装箱要平整,不能凸突裂开脏污。
10、封箱要平顺牢固,箱盖不可轻易脱开。
批准:编制:谢玉胜
8、有使用到治具的,必须能轻松放入检验冶具。
车台功能
检验要求
1、前后轮转动必需灵活,如前轮可定向,一定要卡合牢固。
2、所有车台有二道锁的必须锁定牢固,不能有脱离现象。
3、有换向手把的需换向灵和卡合到位并牢固。
4、轮子与刹车齿接触面最少5MM,需卡合牢固不脱离。
5、靠背调节应承受15公斤的力度不自动下滑,靠背调节顺畅不呆滞。
6、脚踏调节需顺畅。
7、前扶手安装顺畅卡合牢固。
包装检验要求
1、纸箱唛头及贴纸内容必须正确,不得有漏印、错印及模糊不清及错位现象。
2、包装方式必须按照工程技术要求包装。
3、包装PE袋必须打透气孔印警告语。
4、车台一侧必须印刷警语贴纸。
5、靠背及安全带一定要车缝警语布标。
6、车台织唛标及LOOG印刷等必须字体清楚不脱落,在规定的位置。
深圳市美尚美实业有限公司2017年3月7日订制
婴儿推车验货通用标准
检验项目
婴儿推车验货标准
配色检查
1、配色正确,符合订单资料要求。
酒店浴袍检验标准操作流程及检验要求
浴袍检验标准操作流程及检验要求更新日期:2017年10月24日目录一适用范围 (2)二检验流程 (2)三各流程操作要点 (2)四浴袍检验指导原则 (2)五主要疵点 (3)一适用范围酒店浴袍类产品二检验流程核查总箱数→抽取货箱→检验货箱、货品→填写验货报告→填写检验反馈单(部分产品)三各流程操作要点1核查总箱数:根据订单数量核对工厂成品箱数,同时检查外箱是否有明显破损、挤压、浸水、变形等,核对箱贴内容,检查箱贴印刷质量。
2抽取货箱:2.1根据开平方法则,确定所验箱数,随机抽取货箱。
2.2根据AQL 2.5 Level II Normal标准,确定所验货品数量,并在抽取的货箱中平均分配检验数量。
3检验货箱、货品:3.1工厂提供整洁干净,光照条件好的检验区域。
3.2检查箱子尺寸包装是否符合要求,箱唛/箱贴内容是否正确、完整。
3.3核对箱率,检查同一箱内色光是否一致。
在标准灯箱及指定光源下,核对货品色光以及手感,染色产品同一批产品色差要求4级以上。
3.4完全按照PDM要求逐项核对货品结构/款式是否正确。
3.5检查货品布面质量,有无重大织庛及染色整理疵点,是否整洁干净;检查货品缝制质量/做工是否符合要求;检查货品水洗标缝制位置及洗标内容是否正确。
3.6按照PDM测量一定数量的货品尺寸是否在公差范围,同时记录实际测量数值。
3.7随机抽取货品称量条重或克重,同时记录实际测量数值。
3.8任何一项不符要求,则此款拒收。
4填写验货报告:根据以上验货情况,如实填写验货报告,出口美国的产品,如实录入APR系统。
5填写检验反馈单:根据验货品种及数量,如实填写检验反馈单,并请加工厂负责人签字确认。
四浴袍检验指导原则1开箱将产品取出,先清点条数核对箱率,然后检查白度/色光是否一致有无明显色差,同时比对确认白度标样/美国最低白度标样/颜色标样是否符样,手感是否一致,色光偏差必须在AATCC灰色分级卡4级以上。
白度/手感如有疑义寄相关部门确认。
家具验货标准

产前样确认内容及要求梱包:⑴包装分件数是否与揭载概要记载的一致。
⑵入荷用、出荷用SKU条形码是否与概要记载的一致,贴入位置是否正确。
⑶『組説、取説、部品在中』表示是否正确。
⑷天地表示、割物注意等注意表示是否正确。
⑸片假名是否有错误(シ⇔ツ、ン⇔ソなど)。
⑹环保标示是否有印刷。
⑺NISSEN HOME的LOGO是否与指示一致。
⑻落下試験商品或部件是否有碰、损伤现象。
⑼包装箱内的部件、配件是否摆放平齐紧凑、是否可能造成磕碰划伤。
⑽用小胶袋、吸塑板等明确分类、整理有序的配件是否放入。
⑾宝丽龙厚度及放置位置。
部件之间是否用珍珠棉分隔,是否清洁。
取・組説:⑴取说、组说、组立前必读(KD)是否放入、是否是A3规格。
⑵是否放入合适、必需的附加说明书。
⑶取说中的式样表示(材质、尺寸)是否有错误。
⑷组说与实物的部件、配件是否一致、并且容易区分。
⑸组说中是否存在令消费者误解的错误。
⑹组立顺序是否没问题、组立工具是否能行。
⑺有电源插座、灯具等电气品的商品是否贴付了PSE标签。
商品:⑴结构、材质等式样是否与画册一致。
⑵先上改善联络书等所指示的问题是否全部得到改善。
⑶实物与画册、色板之间是否存在色差。
⑷是否有异味(恶臭、刺激味)。
⑸材质表示、样式是否与画册一致。
⑹规格尺寸是否与画册一致。
⑺本体底部是否有擦伤地板的可能。
⑻150cm以上的商品是否付有防倒金具。
⑼付有电线的电源插座、灯具等的商品是否有将电线固定。
⑽厨房周边有探板的商品是否贴付了使用注意的标签。
⑾是否只使用有害气体干体测试法检测合格的材料。
家具检验步骤及方法组立检验:⑴纸箱的纸板材质是否符合本公司的要求(如A=A、A=B)。
⑵根据资料核对唛头、条形码,包装个口数,是否与实际相符。
五金配件是否用绳子拉出箱外。
⑶外箱文字的字样.图案.颜色是否正确、清晰。
纸箱有否折断.破损现象,有否沾有油渍或其他不易清洁之污迹。
⑷根据公司测试方法,对各包装箱进行甲醛、甲苯测试并记录。
JJ 公司家具QC验货标准(仿古、实木类)

JJ 公司家具QC验货标准(仿古、实木类)一、木材质量标准1、所有加工之木材含水率必须控制在12%以下,外观不可有虫孔,所有橡胶木必须做防虫处理。
2、木材的天然缺陷不可接收:A、木裂、崩裂B、黑斑、黑线C、朽木、朽迹D、死节(死节小于或者等于10mm可用木块修补)3、所有加工木料拼板颜色要相近,且要依据油漆颜色来挑选木材,相邻拼板含水率不可超过3%。
二、薄片质量要求1、薄片缺点如:节疤、蓝斑、矿物线、印版、开裂等是否接受接收的。
2、薄片的拼花或者结合线必须紧密,歪斜和裂缝是不可接受的。
三、一般结构标准1、组立结合必须完全紧密,尺寸要准,如90度,45度结合处要充分补胶,组立后要求溢胶并清理干净。
2、胶合方法:A、木钉孔布胶,胶水必须涂抹于木钉孔内四周。
B、斜角结合,必须双面布胶(建议工厂使用环氧树脂胶)。
C、公母榫结合,如碗碟柜前框、门片,组立时必须双面布胶并加压、打钉(建议使用环氧树脂)。
D、组立结合钉不可外漏,钉孔要补土。
E、组立螺丝必须相密,螺丝头平整不可歪斜出钉。
F、任何配件组立后,不允许有松动或者脱落的可能性。
G、所有可能因为木材收缩而造成的油漆露白的结构,在组立之前需先着色。
H、拼花薄片在台面上,所有相配点要排成一条直线,公差不可超过3mm,如餐桌、咖啡桌、玻璃框桌。
I、所有带玻璃的产品,玻璃槽必须大于玻璃3mm,玻璃装入后,推到一边,边缝允许在3——4mm之间(如带玻璃的咖啡桌、碗碟柜、层板)。
J、所有木纹(山纹)朝上或左或右,所有表面不可有任何裂痕、砂痕、刮伤、跳刀痕等。
四、涂装的质量要求1、所有同一系列产品的颜色、亮度必须同色板一致。
2、涂装不良,包括下列缺点是不可接受的。
A、木材缺点:死节疤、朽迹、矿物线、蓝斑、薄片裂、薄片拼接线太宽或撕裂。
B、灰尘污染或面漆面下陷。
C、流油、橘子皮或油漆面下陷。
D、油漆瑕疵或污染。
E、明显的修补或砂穿。
F、油漆龟裂、起皱、剥落、白花。
G、油漆太厚,涂膜不足,气泡。
品质分级判定标准201703

品质分级判定标准为提升公司产品品质标准,更好地维护公司产品在市场上的良好口碑,特对公司各类产品制定规范的品质标准,并根据实际情况对产品进行质量分级,绝不以次充好,做到诚信经营。
一、卷料质量标准一)、一级卷质量标准1、厚度一致,公差在正一负二之内;宽度在1230mm至1250mm 之间;2、光泽度好,颜色均匀,表面不能有水印、酸印、黄斑等;3、表面不能有明显硬伤,如穿孔、顶伤、脱皮、麻点、凹坑等;4、板形平整度好,不能松边,无明显拉矫纹或震纹;5、头尾板控制在10米以内;6、以上标准的卷可以直接外卖,其中有轻微酸印的可以公司内部使用磨8K,其中有轻微硬伤的可以公司内部使用做磨砂。
二)、二级料判定标准1、公差:超过正一负二范围的;2、板点:规律性的板点大小超过3mm*3mm;3、板形:有明显松边和中浪;4、鼓线:0.4以上的卷有鼓线;5、震纹和拉矫纹:整卷有规律性的震纹和拉矫纹;6、宽度:整卷出现S形边,有些部位宽度低于1219 mm;7、接头:整卷有3个以上接头(不含3个);8、色差:整卷断续出现浅黑或浅黄段60米以上的;9、二级料由公司进行改轧或降价外卖处理。
二、板材质量标准一)、一级板质量标准1、厚度:控制在正一负二范围内。
2、硬伤:无明显大面积脱皮,无过密划痕,划痕不能有手感,不能有明显密集的磨头花。
3、酸点:8K板、8K彩色板无酸点。
4、彩色板色差:1)、同一张板不允许出现两种或以上的颜色;2)、同样厚度不同长度的板材,在一个月内生产出的颜色相近度达到95%以上(以色度仪为准);3)、不同厚度不同长度的板材,在一个月内生产出的颜色相近度达到85%以上。
5、彩色板掉钛:1)、星点掉钛不能过密;2)、不能有手印掉钛;3)、不能有大面积掉钛。
6、马蹄印:1)、0.6以上板材最多允许1个马蹄印且不在中间位置;2)、0.4至0.6的板材最多允许3个马蹄印且不在中间位置;3)、0.4以下板材最多允许3个马蹄印。
MID验货基本标准

3、屏无色差,闪烁,亮点,暗点,漏光;
4、按键有手感,功能良好;
5、各个孔位嵌入准确,功能良好;
6、开机LOGO正确,电池电量达到80%以上;
MID 验货标准外观方面:
1、外观无刮伤,无污渍,丝印清晰无误,不得毛边、模糊;
2、外壳无色差,磨损,喷油不均匀;
功能方面:
1、WIFI可用,接收信号源强度与样机一致,并打指定网页时间不会超过预期时间;
2、蓝牙可搜索到设备并进行配对,可发送数据;
3、内置软件使用最新认可版本,各个软件可用,且是英文版本;
7、标签按规定贴(QC Pass等);
8、包材印刷准确,外箱纸板材质够硬,彩盒按要求处理,配件要齐全。
8、长按HOME界面的空白处是否出现功能界面,功能界面各项功能可用;
9、读SD卡,播放影片、音乐、查看图片,喇叭和耳机输出良好;
10、配件功能良好,可用;
11、关机界面是否正常,关机顺畅;
4、DC IN充电图标开始闪烁,时间一直在走;
5、重力感应,四轴旋转;
6、可用USB连接电脑,能读写数据;
7、按power键进入屏保后按menu或power键唤醒,确保时间不能太长(超过5秒);
12、开机时间正常,检验期间系统不会死机、重启、响应速度慢、花屏等不良反应;
13、HOME界面的天气是Los Angeles的当天天气,显示的温度应该是华氏温度;14、触屏触点定位准确,能够实现功能。
2017质量标准化验收标准

第8部分机电一、工作要求(风险管控)1.设备与指标(1)煤矿各类产品合格证、矿用产品安全标志、防爆合格证等证标齐全;(2)设备综合完好率、小型电器合格率、矿灯完好率、设备待修率和事故率等达到规定要求。
2.煤矿机械(1)机械设备及系统能力满足矿井安全生产需要;(2)机械设备完好,各类保护、保险装置齐全可靠;(3)积极采用新工艺、新技术、新装备,推进煤矿机械化、自动化、信息化、智能化建设。
3.煤矿电气(1)供电设计、供用电设备选型合理;(2)矿井主要通风机、提升人员的绞车、抽采瓦斯泵等主要设备,以及井下变(配)电所、主排水泵房和下山开采的采区排水泵房的供电线路符合《煤矿安全规程》要求;(3)防爆电气设备无失爆;(4)电气设备完好,各种保护设置齐全、定值合理、动作可靠。
4.基础管理(1)机电管理机构健全,制度完善,责任落实;(2)机电技术管理规范、有效,机电设备选型论证、购置、安装、使用、维护、检修、更新改造、报废等综合管理程序规范,设备台账、技术图纸等资料齐全,业务保安工作持续、有效;(3)机电设备设施安全技术性能测试、检验及探伤等及时有效。
5.岗位规范(1)建立并执行本岗位安全生产责任制;(2)管理、技术以及作业人员掌握相应的岗位技能;(3)规范作业,无违章指挥、违章作业和违反劳动纪律(以下简称“三违”)行为;(4)作业前进行安全确认。
6.文明生产(1)现场设备设置规范、标识齐全,设备整洁;(2)管网设置规范,无跑、冒、滴、漏;(3)机房、硐室以及设备周围卫生清洁;(4)机房、硐室以及巷道照明符合要求;(5)消防器材、绝缘用具齐全有效。
二、重大事故隐患判定本部分重大事故隐患:(1)使用被列入国家应予淘汰的煤矿机电设备和工艺目录的产品或者工艺的;(2)井下电气设备未取得煤矿矿用产品安全标志,或者防爆等级与矿井瓦斯等级不符的;(3)单回路供电的(对于边远地区煤矿另有规定的除外);(4)矿井供电有两个回路但取自一个区域变电所同一母线端的;(5)没有配备分管机电的副矿长以及负责机电工作的专业技术人员的。
皮具验货标准

皮具验货标准一、外观及技术要求:1.袋形---形体饱满,端正,弧线自然流畅,粘贴平服。
折角对称无爆角现象,整洁干净,各部位用料色泽一致、手感一致。
皮面无损伤,无明显污点或黑点,无染色现象,不得有明显划痕,凹凸,疙瘩。
不得有用边油遮盖瑕疵的现象。
品牌压唛要清晰端正。
装饰配件的安装要平服,牢固,对称,无明显可见缺陷。
2.五金---各部位五金颜色需统一,形状及颜色要正确。
五金无锈斑,无变色,无电镀不良,无氧化,无刮花现象。
五金安装需牢固,功能性配件必须达到其作用。
3.拉链---拉链的颜色,型号要正确,无错位,掉牙现象,缝合平直,边距一致。
弧位位置要自然,圆滑,不起皱,拉合顺畅。
拉链布颜色要与主料吻合〈特别要求除外〉。
链窗及拉链皮贴没有爆角现象。
4.油边---油边色泽基本与主料一致〈特别要求除外〉,光滑平顺,无痕,无开胶,不重叠,不外溢,整洁干净。
边油配色需吻合主料或配料(根据开发设计而言),油边效果需圆滑、有韧性,紧贴不裂开,不上边。
5.车线---线道整齐,线迹平直,针码均匀,面,底线松紧一致,面线要有立体感,底线针位不能有纸白点,严禁有跳线,断线,重线过多,起珠结等现象,1英寸7-8针。
6.内格---内里要缝合牢固,无缺口,无脱丝现象。
前后幅和托底的软硬度适中,托底要平整,粘贴平服,无胶水痕及折痕,不得有车倒,车反或车死的现象。
里布需分清底面,同一个袋中的里布不允许存在有色差现象。
里袋与皮袋内围贴服,不能偏大或偏小,内袋手机袋或商务通等袋口需加固车线,令其不容易爆开。
浅色里布不能露出胶水痕或其它杂料颜色。
7.内唛---图文清晰,五金唛头要放正。
二、功能部分及受力部分的要求:1.所有的五金在正常使用情况下不坏,不掉,功能使用正常。
2.拉链要拉合顺滑,拉头,拉圈要牢固。
3.磁扣的磁力要够,经反复试验〈开合使用〉后,无异常。
4.肩带,手挽,背带,耳仔,商务通袋,袋口,内链窗口等接驳位置及其它受力部位要重针,特别在受力位置应选用质量较好的受力材料作补强。
品质检验标准

品质检验标准20171013版产品品质检验标准1适用范围所有半成品、成品检验2产品检验项目2.1外观检验2.1.1焊点2.1.2连接器2.1.3PCBA板2.1.4五金装配部件2.2电气性能检验2.2.1烧录:用于写入固件程序2.2.2引脚:检测模块引脚电气连接情况2.2.3通讯:检测模块是否正常收发信号2.2.4发射电流:检测信号发送时所需的电流2.2.5接收电流:检测信号接收时所需要的电流2.2.6发射功率:检测频段范围内所发射的能量2.2.7休眠电流:检测模块低功耗2.2.8增益:用于检测信号放大比率2.2.9固件版本:检测硬件固件版本是否正确2.3可靠性环境试验测试2.3.1老化测试3产品外观标准3.1焊点标准3.1.1焊接以导线为中心,匀称成裙形拉开。
3.1.2焊料的连接呈半弓形凹面,焊料与焊件出交接平滑,接触角尽可能小。
3.1.3表面有光泽且平滑。
3.1.4焊点无裂痕、无针孔、无夹渣。
3.1.5焊点不能存在漏焊,拉尖3.1.6焊点无焊料引起的短路,无焊盘剥离、脱落3.1.7无冷焊、虚焊、过热3.2连接器标准3.2.1排针(排母)完全贴板,无高跷,无偏移。
3.2.2排针(排母)与PCBA板呈90°直角。
3.2.3排针(排母)无残留物,无变形3.2.4排针(排母)无塑料融化3.2.5SMA座子无缩PIN3.2.6SMA无偏移,无高翘,无沾锡,无残留物。
3.2.7SMA螺母垫片齐全3.2.8SMA有防尘帽3.2.9SMA无堵孔3.3PCBA标准3.3.1PCBA外观无损伤3.3.2PCBA表面有光泽,无色偏,无油污,无变色,无松香等残留物3.3.3表面无刮伤划痕,无粘锡3.3.4非焊接焊盘无粘锡,无堵孔3.3.5金手指无粘锡3.3.6元器件无空焊、偏移、立碑、高跷、漏焊、松动。
3.3.7PCBA无绝缘漆掉3.3.8PCBA无飞线,无铜箔剥离、脱落3.3.9PCBA丝印正确清晰,无模糊、沾污、粘锡3.3.10板边无毛刺、毛边3.4组装五金件标准3.4.1螺丝无滑牙、漏装。
成品验货标准表

验货标准查验项目:1. 外箱检查内容缺点等级检查方法查验工具备注外箱的正唛、侧唛、印刷能否正确次要抽检目视纸箱尺寸主要抽检卷尺条码正确可扫描主要抽检目视 / 条码器彩标彩图与实质符合主要抽检目视外箱胶带一定所有封口、坚固、纸箱不可以损坏变形次要抽检目视外箱上的 NW、GW与实质符合主要抽检电子秤外箱需粘贴的各种标签正确齐备主要抽检目视摔箱测试:摔箱后,纸箱没有损坏(同意变形),主要抽检目视依据订单产品没有破坏、变形、刮伤、五金没有散落要求2. 包装查验检查内容缺点等级检查方法查验工具备注包装能否合理、包装方式能否正确主要抽检目视PE袋能否有透气孔主要抽检目视纸箱内不得有异物严重抽检目视数目不得多装、少装、混装严重抽检目视3. 说明书、五金、零件检查检查内容缺点等级检查方法查验工具备注说明书能否与确认样一致严重抽检目视根听说明查对五金的数目、规格、尺寸能否正确严重抽检目视根听说明书查对零件的型号、数目、尺寸能否正确严重抽检目视4. 组装检查内容缺点等级检查方法查验工具备注根听说明书进行组装、能否简单严重抽检目视100% 能够组立查验孔位与五金的搭配能否正确,主要抽检目视掌握孔位的偏差程度及组立五金的长度。
5. 产品确认检查内容缺点等级检查方法查验工具备注依据产品确认签样资料来确认产品的资料、形状、尺寸、颜色、功能、构造、重量严重 / 主要抽检目视 / 丈量能否可接受6.产品功能性、稳固性检查检查内容缺点等级检查方法查验工具备注产品的实质使用功能一定与设计要求符合严重抽检目视测试水平性,不可以有“三只脚”现象,主要抽检试座 / 目视/椅脚水平偏差不超出2MM 丈量验货标准7. 产品静压测试检查内容产品经过静压测试缺点等级严重检查方法查验工具抽检载重 / 卷尺备注130KG静压 1小时后,要求产品永远性变形小于2mm,产品没有其余的破坏8. 木材检查检查内容缺点等级检查方法查验工具备注木板、木制品含水率达到要求主要抽检水分测试仪我司含水量标准是 8%-12%形状和地点公差尺寸:分翘曲度、平坦度、主要抽检卷尺 / 目测邻边垂直度、位差度9. 生锈检查检查内容要求所有金属零件不得生锈(外面及内部)缺点等级主要检查方法查验工具抽检目视备注10.电镀、喷塑查验检查内容缺点等级检查方法查验工具备注附着力测定,是指镀层与基材的联合强度测定检查方法:用 3M胶带粘牢在产品表面而后迅速拉起主要抽检胶带,检查胶带上能否有电镀层、喷塑。
成品鞋验货标准
1.目的为了本公司在鞋类产品的设计开发、生产、检验时有统一的、明确的外观质量标准,确保公司产品的外观质量满足客户的需求,特制订本内控标准。
2.范围适用于本公司自产和委托加工的成品鞋的最终检验。
3.检验的实施3.1不合格分类不合格:单位鞋类产品的质量特性不符合规定,称为不合格。
不合格品:有一个或一个以上不合格的单位鞋类产品,称为不合格品。
A类不合格(严重缺陷):有一个或一个以上A类不合格品,也可能还有B类不合格的单位鞋类产品,称为A类不合格品。
B类不合格(重要缺陷):有一个或一个以上B类不合格品,但不包含A类不合格的单位鞋类产品,称为B类不合格品。
C类不合格(一般缺陷):有一个或一个以上C类不合格品,但不包含A和B类不合格的单位鞋类产品,称为C类不合格品。
3.2不合格分类说明A类(严重缺陷)为:任何可能给客户/消费者带来伤害的偏离标准之处;如果不修理,肯定不能穿,或将影响鞋子的耐穿性;一般客户穿起来明显会不合适或不舒服。
B类(重要缺陷)为:一般客户显然会发现的缺陷,可能会导致客户放弃购买或在购买后退货,会给公司形象造成不良的影响;可能会使鞋子不能穿,或可能影响鞋子的耐穿性,或缩短鞋子的寿命;一般客户穿起来可能会不合适或不舒服。
C类(一般缺陷)为:不影响鞋子的可穿性、耐穿性或寿命;一般客户可能会注意到,因此可能会放弃购买或在购买后退货,或即使不退货,也可能会给公司形象造成不良的影响;不会影响鞋子的穿着的舒适性。
3.3正常检验抽检数量及合格质量水平表:(见表1)3.4当品保部验货组进行首次检验出现不合格,生产工厂翻箱后进行重新检验,必要时可实施加严检验。
加严检验数量及合格质量水平表:(见表2)3.5样本的检验无特殊要求,检验一般从正常检验开始,在特殊情况下,可从加严检验开始。
根据外观检验标准对样本进行逐个检验,并累计不合格品数。
外观检验标准:(见表3)3.6检验结果的判定当不合格数小于合格数时,该批产品判定为合格数批;当不合格数大于不合格判定时,则该批判定为不合格皮:3.6.1当A类不合格品数不为零时,无论B、C类不合格品数如何,该批产品判为不合格批。
成品外观质量检验标准
成品外观质量检验标准一、面料质量接受标准1、孔、破洞,不接受(含针孔)。
2、布疵及起结,不超过0.1cm直径。
3、粗纱、抽纱及起横不超过原纱之一倍。
4、色纱不接受。
5、阴阳色、色差不接受。
6、布灰、污渍不接受。
7、倒顺毛、死毛、长短毛及疏密毛不接受。
二、车缝工艺检验标准1、针步要均匀,疏密相差每英寸不超过1针。
(针距一般为:暗线、级骨线12针/英寸,粗面线8针/英寸。
)2、起珠、跳针及断线不接受,非驳口驳线不接受。
3、间线要顺直,宽窄一致,不接受波浪纹,1/4双线,线与线距离偏差±0.1cm内可接受。
4、线要按规定要求配色,不接受不符合规定之线色。
明线车商标需用配商标色线。
5、袋盖、领、门襟、介英等需跟实样车,需平整,不能露底、起止口印,圆方角分明,大小、宽窄、高低不超过1/8,下角不能翘角及有长短。
6、开袋:四角分明,需平整,袋口不可裂开,不接受烂角,左右高低不超过1/8,袋唇宽窄不接受,长短不超过1/8。
7、打折需顺势成钉形,角要尖,不能散口,长短不超过1/8。
8、上拉链:需平顺、笔直,不可弯曲及拉链止口宽窄不匀,容缩打折等,不接受露齿情况,拉链拉动灵活、自然。
9、双面衫及有里衫,帽位、夹位及袋布,需定位连接,定位条完成长1/2-3/4。
10、车下角、袖口及帽沿需平顺,宽窄一致,不接受扭曲、打折及反光。
11、夹底、浪底等十字骨位需对骨,骨位相差不超过0.2cm。
12、裤头及裙头不平服,高低搭位及宽窄不匀、扭曲不接受。
13、拉链牌转角需圆顺,起方角不接受,露拉链不接受,拉链顶止口位不超过0.5cm。
14、车商标上下左右偏差不超过0.5cm。
15、上领需对位,左右对称,不接受明显容位、领角反翘或反光。
16、上袖需圆顺、自然,不可拉大变形,左右对称,需对准剪口位。
17、贴袋圆方角分明,圆角需圆顺,左右高低不超过1/8。
18、上装与裙装洗水唛车于左侧骨距底摆4英寸处(成品计),衣长(M码计)超过30英寸长的大衣和连衣裙洗水唛车于左侧骨距底摆7英寸处。
开箱验货报告

(略)
√
外联区路由器
4.0
ISR4431/K9
Cisco ISR 4431 (4GE,3NIM,8G FLASH,4G DRAM,IPB)
2
(略)
√
外联区防火墙
5.0
ASA5545-K9
ASA 5545-X with SW, 8GE Data, 1GE Mgmt, AC, 3DES/AES
2
(略)
11.0
C1-N5K-C5672UP
Cisco OneNexus5672UP 1RU,32x10G SFP+,16pxUP SFP+,6x40G QSFP+
2
(略)
√
各个区域内接入
12.0
N2K-C2248TF-E
Nexus 2248TP-E with 8 FET, choice of airflow/power
□产品外观完好无损
□以下产品外观受损(附受损情况描述):
4、签署栏
买方
卖方
代表签字
(盖章)
代表签字
时间
时间
附件:《验货清单》
附:验货清单
一、概要清单
序号
型号
描述
数量
序列号
检查结果正确√
有缺漏货×
1.0
N77-TRS1K9=
Nexus 7700 Transport Services License (OTV/LISP)
开箱验货报告
1、合同信息
合同号
XX
合同/项目名称
XX网络设备采购项目
买方
XX公司
卖方
2、验货情况
时间
2017年X月X日
地点
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
质量特性
抽样判定
每批次均要测 试 抽样2箱 C A A A
Ⅰ外观包装及附件 检测方法 检验器具
目测
目测
卷尺
附属品
目测
用塞尺测量
塞尺
外观
用塞尺测量
塞尺
目测
目测
使用
使用
开关灵活,机子运转正常、无异响
带电运行
电池
编制:
文件类型 文件编号 管理部门 Ⅱ功能 类别
检查文件 品质部 检验项目 技术要求
B/C II B/C
C B B B B
II S-2 II
复核:
版本号 修订号 页码 0 3/4
检验人
质量特征
抽样判定
B
B
II
B B A 特殊(1: 0.1) S-2
B
B B S-2
B
II
B
S-2
A
II
A
II
A
2PCS
修订号 页码 B B B B 4/4 S-2 S-2 S-2 S-2
目测
木板
放电时间≥ 45min 指示灯不可随 电压的波动而 变暗 机体内部不可 有水渗入 30CM测试距离
秒表 AC电源 秒表 噪音计
检验方法
检验器具
———
目测 目测 耐压测试仪 功率仪
——— ———
注:1、批量数小于应抽样数时,应全检,判定为(0,1); 2、型号试验为上述全部检验项目;
版本号 修订号 页码 检验人 质量特征 C B B B B B C C B B C B B II 0 2/4 抽样判定
文件名称 理发剪BT235B成品检验标准
检验方法
检验器具
各装配部门应安装到规定的位置。 主体部件装 不应有挡毛部被夹货突出的现象。 配 电池的接点不应有变形、镀金脱落等 保护盖 应能顺利进行拆装,装入和拔出力度不能过紧或过 松。 剃毛刀头应正确安装到规定位置,不易松脱、容易 体毛刀头 进行拆装。 刀网不应有破损、变形、生锈。 释放按钮应能顺利的 进行拆装。 开关推纽 运行动作不应有反常,操作顺畅。 电池盒盖 应能顺利进行拆装,装入和拔出力度不能过紧或过 松。 零部件检查 必须符合(零部件清单) 刀框 所有螺钉应安装刀网,无扫头,滑牙现象;壳身螺 丝扭出力最小0.15N/m 清洗时接触水的螺钉应使用防锈的不锈钢材料。 涂油部件 运动配合部位涂润滑油,密封橡胶件有涂,开关导 电片涂导电油 焊锡应牢固、无明显歪斜、内导线焊接拉力10N不可 焊接 有脱落现象 焊接部分无空洞,虚焊、假焊等不良现象。
理发剪BT235B成品检验标准 文件类型 文件编号 管理部门 类别 检查文件 品质部 检测项目 技术要求 外观无破损,变形及明显脏渍。 包装大箱 印刷内容应完整,正确无误,字迹清晰,无缺印现 象。 装配无偏紧偏松现象,彩盒不允许高出外箱,允许 低于外箱值为5-15MM。 彩盒型号使用正常,外观无破损、变形、色差及明 印刷内容应完整,正确无误,字迹清晰,无缺印现 包装彩盒 显的脏污。 象。 标识使用正常,无印刷不良。 包装及附 包装方法 属品 不允许二次封箱(如因二次抽检需进行二次封箱 的,必须在封箱初加盖“QA PASS”章) 无多放附属件。(附属件附后) 无错用、少放附件现象。放置方式正确(按指定位 置放置)。 印刷品印刷内容正确无误、字迹清晰、无缺印、漏 印现象,如说明书,保证卡、清洁刷等。 附属品外观无披锋、锐边、污渍、收缩痕、水纹、 划伤等不良。 机体外表外 1.外观无色差,塑料件无披锋、锐边、污渍、收缩 痕、水纹、划伤等不良。 观 2.移印内容正确、清晰、无重印、错印、多印。 本体-面板 前盖-后盖 各部件间隙 刀座-本体 ≤0.5mm 本体-电池盖 ≤0.5mm 本体-面板 前盖-后盖 各部件段差 刀座-本体 ≤0.5mm 本体-电池盖 ≤0.5mm 粘贴良好,无翘起,起皱现象,无气泡存在 位置正确,无漏贴,漏盖现象。 所有丝印/油层必须正确、清晰、能承受酒精、清水 标志 的15秒擦拭已经3M810#胶纸试验3次而无任何损坏。 标志内容清晰明显,无卷缩,起皱现象。 机身生产批号正确无误(月日年) 目测 目测 文件名称 理发剪BT235B成品检验标准
闪光测试 仪
Байду номын сангаас
将机接通220Vac(120Vac),60Hz或50Hz电源,开机约1 分钟,读取功率 电气强度承受50HZ 1800-3300VAC,0.5mA,2S不应出 现击穿现象
目测
功率仪
耐压测试
目测
耐压仪
将产品从91.4cm以不同的角度堕机致木板上3次检 查.刀头部位不做测试,其它部位不可有破损或带电 裸机跌落 体外露。 文件类型 文件编号 管理部门 品质部 运行时间 负载放电 起动特性 产品依充电器标示电压下测试 性能 防水性 噪音 Ⅲ 工艺及其他 类别 检验项目 技术要求 大小包装安按下表的跌落高度按1角3棱6面跌落于1 寸厚的木板一次。 跌落的质量(KG) 0.45~9.52 9.53~18.59 包装的可 包装跌落试 18.60~27.66 靠性 验 27.67~45.36 外观 结构 耐压 功能 跌落高度(mm) 762 610 457 305 产品无明显的打击伤痕和变 形 结合部位无松弛脱开 依标准测试无闪络与击穿 产品所有功能要正常使用 直接在水龙头下冲洗5min后拆机检查 ≤72dB且无反常声音。 检验文件 文件名称 理发剪BT235B成品检验标准
目测
——— 测力计
目测 拆装 拆装 拆装 拆装 目测
——— ——— 测力计 测力计 卡尺/卷尺
结构
螺钉的使用
目测
———
目测 目测
卡尺
锋利度
以32支棉纱10根或尼龙丝分别放入各齿间进行剪 断测试,不允许根部略带毛现象。
目测
/
转速 性能 功率
3000-4000rpm
将产品放到测 试仪前刀头与 测试仪同步时 记下数据