三维激光扫描检测报告的解读
三维激光扫描总结汇报

三维激光扫描总结汇报近年来,随着科技的不断进步,三维激光扫描技术逐渐应用于各个领域,对于测量和模型重建提供了有效的解决方案。
本文将对三维激光扫描的原理、应用和发展进行总结汇报,以便更好地了解该技术的优势和潜力。
首先,三维激光扫描是一种用激光束扫描目标物体并测量其几何形状和表面细节的技术。
它利用相机和激光器等装置,通过扫描目标物体并记录点云数据,再对数据进行处理和分析,得到物体的三维几何信息。
相比传统的测量方法,三维激光扫描具有非接触、高效率、高精度和全自动化等优势,被广泛应用于工业设计、文化遗产保护、建筑测量等领域。
在工业设计领域,三维激光扫描技术可以帮助设计师准确地获取产品的三维模型和表面细节,从而实现数字化设计和模拟分析。
例如,在汽车制造过程中,三维激光扫描可以用于汽车外观设计和零部件测量,大大提高了设计和生产的效率。
此外,三维激光扫描还可以应用于逆向工程,通过扫描物体的表面,获取其几何信息,再利用相关软件进行模型重建和优化设计。
在文化遗产保护方面,三维激光扫描技术可以帮助保存和记录重要文化遗产的三维模型和细节信息。
例如,在古建筑保护中,三维激光扫描可以实现对建筑的全面测量,帮助修复和保护古建筑的结构和装饰。
同时,三维激光扫描还可以实现文物数字化展示,通过虚拟现实技术,让观众可以身临其境地感受历史文化。
在建筑测量领域,三维激光扫描技术可以替代传统的测量方法,提高测量精度和工作效率。
无论是建筑物的室内还是室外,都可以利用激光扫描仪进行快速而准确的测量。
同时,三维激光扫描还可以实现建筑模型的建立和管理,在建筑设计和施工过程中提供参考和支持。
尽管三维激光扫描技术在各个领域都取得了一定的应用成果,但仍然存在一些挑战和需改进之处。
首先,目前的三维激光扫描设备仍然较为昂贵,对于中小型企业来说成本较高。
其次,对于大型物体的扫描和处理,需要更强大的计算能力和存储容量。
此外,目前的三维扫描技术对于非刚性物体(如软纸张、织物等)的扫描准确性还有待提高。
三维激光扫描测量系统的应用及解析
三维激光扫描测量系统的应用及解析三维激光扫描测量系统是一种高精度、高效率的三维形态测量技术,广泛应用于产品设计、制造与检测领域。
该系统可通过激光光束的扫描获取物体表面的三维形态信息,并将其转化为数字化的点云数据,实现了对物体表面形态的高精度测量。
本文将从应用和解析两个方面对其进行介绍。
应用1. 工业生产领域:三维激光扫描测量系统能够在产品设计、制造过程中对零件精度进行非接触式的三维形态测量,提高了生产效率和产品质量。
此外,该系统还可用于机械零件测量、金属铸造制造、飞机、汽车等大型机械设备制造中。
2. 文物修复与保护:三维激光扫描测量系统可实现文物的非接触式数字化录入、形态比对及精细修复,保护和传承文化遗产。
3. 建筑、城市景观:三维激光扫描测量系统可实现对建筑物、城市景观等大型场景的三维模型数字化采集和重建,为设计和规划提供依据。
解析三维激光扫描测量系统的核心部分是激光扫描仪,其主要包括光源、光电转换器、扫描反射镜、控制系统等组成部分。
其测量过程主要分为以下几个步骤:1. 选定扫描区域:在进行测量前需确定测量区域的大小、形状及表面材质等参数。
2. 安装扫描仪:将扫描仪固定在预定位置,并调整好其光束的角度和扫描速度等参数。
3. 扫描:启动扫描仪,开始扫描物体表面,通过控制系统将采集到的点云数据实时显示在电脑屏幕上。
4. 后处理:通过三维建模软件对采集到的点云数据进行后处理和分析,以得到精确的三维模型。
需要注意的是,三维激光扫描测量系统在应用过程中需要注意以下几个方面:1. 测量环境:应选择光线稳定、环境干净且不过于复杂的测量环境。
2. 测量精度:应根据具体需求选择不同精度的扫描仪,以满足不同的测量需求。
3. 加工精度:其精度也受到被测对象、设备的状况以及操作者的经验等诸多因素的影响。
总之,三维激光扫描测量系统已成为一种重要的现代化、高校、高效的测量技术,在很多领域的应用中得到了广泛的推广和应用。
但是,它仍需要在不断的实践与研究中不断完善,以更好地发挥其在生产、研究、文物修复等领域的作用。
地面三维激光扫描仪的检校与精度评估

地面三维激光扫描仪的检校与精度评估摘要:本文针对地面三维激光仪的各项指标提出系统的检校方法,并据此得到地面三维激光扫描仪器精度评估结果,为后期的工程应用提供精度依据和质量控制。
为此,首先针对激光扫描仪的特点,建立各种误差源的误差模型,围绕常规工程关心的精度指标,完成对仪器整体的检校和精度评定。
关键词:地面三维激光扫描仪;检校;精度评估引言在地面三维激光的应用中,扫描仪的测量精度起着重要的角色,尤其在一些工程建设和变形监测中,为了使点云数据达到最大精度,必须进行扫描仪的检校。
若因使用时的外力碰撞和其他未知因素造成仪器内部构造发生变化,则扫描结果可能含有系统性误差。
1、概述三维激光扫描测量系统,也称为三维激光成图系统,主要由三维激光扫描仪和系统软件组成,其工作目标就是快速、方便、准确地获取近距离静态物体的空间三维模型,以便对模型进行分析和处理。
激光扫描仪所获得的数据是由离散的三维点构成的点云。
点云的每一个像素包含有一个距离值和一个角度值。
三维激光扫描技术获取的点云数据,可以达到毫米级的采样间隔,从而激光扫描技术可以应用于工程测量、古建筑和文物保护、数字城市等领域,并已有许多成功例子。
然而,三维激光扫描仪在使用过程中,对于仪器的精度和指标都有严格的研究。
事实上,三维激光扫描仪的分辨率、回波、时间和大气影响等都是影响点云精度的误差来源。
通常情况,仪器与被测点的距离越近,激光光斑越小,分辨率越高,回波信号越强,相应的测量精度就越高,反之,则测量精度越低。
此外,回波还受目标材质的反射率和边缘效应影响。
而温度的变化也可令某种激光扫描仪测距结果在x,y方向产生偏移。
现有关于地面三维激光扫描技术的研究较多集中在逆向工程中的应用及数据处理,然而地面三维激光扫描技术的精度以及对工程应用的影响是实际工程中需要面对的重要问题,激光扫描测量仪器的精度也影响三维点云模型的建立和应用,因此地面三维激光扫描仪的检校与精度评估对于三维激光扫描仪的有效应用是十分必要的。
地面三维激光扫描总结报告
地面三维激光扫描总结报告
地面三维激光扫描技术是一种以激光为载体进行的三维数据采集技术。
它通过利用激光发射器发射激光束,经过地面反射,激光能量被地物吸收,再由接收器接收反射回来的激光能量,根据时间差值、频率差值或相位差值来确定目标物的三维空间坐标,并将数据传输到计算机进行处理。
与传统的测量手段相比,地面三维激光扫描技术具有以下优点:
1. 高精度:激光扫描仪能够以非常高的精度和准确度获取地面数据,精度可达毫米级别,可为后续工程提供高质量的数据支持。
2. 实时性:通过激光扫描仪可以在很短的时间内获取目标地面的三维数据,采样速度最高可达每秒数十万个数据点,非常适合现场测量需求。
3. 安全性:激光扫描仪可以远距离获取地面数据,不需要人员接触目标地面,有效保障了现场工作的安全性,减少了工作人员的伤害风险。
4. 灵活性:激光扫描技术可以适应不同地形和地貌的测量需求,可快速实现点云数据采集和处理,方便数据的应用和进一步处理。
在工程应用方面,地面三维激光扫描技术具有广泛的应用价值。
它可用于建筑物立面测量、道路桥梁设计、隧道施工监测、城市规划与设计、水利工程巡查等多种领域,并得到了广泛的应用和推广。
随着科学技术的不断发展,地面三维激光扫描技术也在不断改进和提升。
目前,新型的激光扫描仪不仅扫描速度更快、精度更高,而且可以应用于更加复杂的地形和地貌。
未来,随着激光扫描技术的不断发展和普及,我们相信地面三维激光扫描技术将会在更加广泛的领域得到应用,为我们的科技进步和社会发展注入新的动力。
三维扫描服务监测数据成果报告

通过上图可视化图表,可以直观的看出在此阶段激光传感器数据并无明显变化,说明此阶段形变量未达到激光传感器的分辨率内,位移传感器在此阶段有数据浮动,下图为选取的位移传感器变化图表。
通过位移传感器的细节图可以看出该阶段和初始状态相比,过程中最大形变量为0.63mm,在双梁架设完毕,后期数据趋于平稳。
工况一和工况二两阶段三维扫描仪点云数据对比
通过位移传感器的数值可以看出和初始状态还是有变化的,但和上个工况相比变化不大,并在197#两侧箱梁架设完毕后差值稳定。
工况一、工况二、工况三、数据点云数据对比
拓测科技座位中国结构安全监测的先锋,采用基于云服务的自动化监测与物联网体系、云计算、局域网、便携式采集等多方式无缝连接技术,建立了一套铁路安全监测系统。
铁路安全监测健康监测系统适用于高铁、地铁等铁路在施工期及运营期的铁轨路床、区间隧道、区间桥梁、铁路路基、车站基坑等结构及环境测量。
通过铁路长期监测数据,评估结构的稳定性和安全性,从而为判定结构寿命周期及更经济的铁路维护提供数据参考。
三维激光扫描技术在建筑物变形监测中的实际应用与操作指南

三维激光扫描技术在建筑物变形监测中的实际应用与操作指南I. 引言随着现代建筑的快速发展和城市化进程的加快,建筑物的安全性和稳定性成为首要问题。
任何建筑物都会遭受自然因素和外界环境的影响,这可能导致建筑物的形状和结构发生变化。
为了及时发现和解决潜在的问题,三维激光扫描技术应运而生。
本文将介绍三维激光扫描技术在建筑物变形监测中的实际应用以及操作指南。
II. 三维激光扫描技术的原理与优势三维激光扫描技术是一种非接触式的测量方法,通过激光仪器扫描建筑物表面,以获取高精度的三维点云数据。
该技术具有以下优势:1. 高精度:三维激光扫描技术能够提供高精度的测量数据,误差通常在几毫米以内。
这使得监测和分析建筑物的变形变得更加准确和可靠。
2. 快速:相比传统的测量方法,三维激光扫描技术可以在较短的时间内完成扫描,大大提高了工作效率。
这对于大型建筑物的监测尤为重要。
3. 非接触式:三维激光扫描技术不需要直接接触建筑物表面,减少了对建筑物本身的干扰。
同时,该技术还可以在较远的距离上完成扫描,使得监测工作更加安全和便捷。
III. 三维激光扫描技术在建筑物变形监测中的应用1. 建筑物裂缝监测:三维激光扫描技术可以实时监测建筑物表面的裂缝变化情况,帮助工程师识别并及时处理潜在的结构问题。
通过对扫描数据的分析,可以了解裂缝的变化趋势和扩展情况,为修复和维护工作提供依据。
2. 建筑物形变检测:通过三维激光扫描技术,可以对建筑物的形状和结构进行全面的监测。
该技术可以精确测量建筑物的各个关键点的坐标位置,包括楼板、墙体、柱子等。
通过对这些点的监测和比对,可以及时发现并定位建筑物的形变问题,为工程修复提供准确的信息。
3. 建筑物变形分析:三维激光扫描技术还可以将多次扫描的数据进行对比和分析,生成建筑物的形变图。
这些图像可以直观地显示出建筑物在时间上的演化过程,帮助工程师更好地了解建筑物的变形情况,并采取相应的措施。
IV. 三维激光扫描技术在建筑物变形监测中的操作指南1. 设计扫描方案:在进行激光扫描前,需要根据具体的建筑物情况制定合理的扫描方案。
工程中三维激光扫描仪实习报告

工程中三维激光扫描仪实习报告一、实习背景及目的随着科技的不断发展,测绘技术也在不断进步。
三维激光扫描仪作为一种新兴的测绘仪器,已经在众多领域得到广泛应用。
本次实习旨在让我深入了解并掌握三维激光扫描仪的操作技巧及其在工程中的应用,提高我的实际操作能力。
二、实习内容与过程1. 三维激光扫描仪的基本原理三维激光扫描仪是利用激光测量原理,通过扫描被测对象表面,获取大量空间点位信息,从而重建被测对象三维模型的设备。
其工作原理是通过激光发射器发射激光脉冲,经过被测对象表面反射后由接收器接收,计算出激光脉冲从发射到接收的时间,从而得到被测对象表面的空间位置。
2. 三维激光扫描仪的操作与使用在实习过程中,我学习了三维激光扫描仪的操作方法。
首先,要确保扫描仪与电脑正确连接,安装并启动相应的扫描软件。
然后,对扫描仪进行校准,以保证扫描数据的准确性。
在扫描过程中,要保证扫描仪与被测对象保持适当的距离和角度,以获得最佳的扫描效果。
扫描过程中,要遵循由远及近、由外及里的原则,确保扫描数据的完整性。
最后,通过软件处理扫描数据,生成三维模型。
3. 三维激光扫描仪在工程中的应用实习期间,我参与了工程项目中的三维激光扫描工作。
我们针对一个建筑群进行了全面扫描,获取了建筑物的三维模型。
通过三维激光扫描,我们能够精确地获取建筑物的尺寸、结构和形态,为后续的设计、施工和运维提供了重要依据。
此外,我们还对一些复杂的工程部位进行了扫描,如隧道、桥梁等,通过三维激光扫描,我们能够直观地了解这些部位的结构和状况,为工程的改进和维护提供了有力支持。
三、实习收获与体会通过本次实习,我对三维激光扫描仪有了更深入的了解,掌握了其基本操作方法,并在实际工程中得到了应用。
我认识到三维激光扫描技术在工程中的重要作用,它能够提高工程测量的精度和效率,为工程的设计、施工和运维提供有力支持。
同时,我也意识到三维激光扫描技术在不断发展,我需要不断学习和进步,以跟上科技的发展步伐。
三维激光扫描测量与数据建模技术实验报告

《三维激光扫描测量与数据建模技术》实验报告班级:测研12级姓名:樊鹏昊学号:11081602120032012-2013学年第一学期北京建筑工程学院测绘与城市空间信息学院实验1 图像配准实验一、实验目的和要求1、把不同方位条件下获取的同一物体的多处点云数据进行配准,形成物体的精确三维立体点云数据。
2、熟悉Cyclone软件的功能和基本操作;3、掌握Cyclone软件把不同位置同一物体的点云数据配准的步骤和操作方法;4、通过实验加深对课堂知识的理解,提高实际操作技能。
二、实验内容1.了解Cyclone软件的功能和基本操作。
2.掌握利用Cyclone软件对点云数据进行配准的操作方法。
三、图像配准过程及操作方法1、打开Cyclone软件,在SEVERS文件夹下建立一个数据库,导入要配准的点云数据。
如下图1。
图12、点击数据库下Project1文件夹中S1的Modelspace,打开Modelspace:S1 1:S1 1 View1窗口,把点云模型旋转缩放点到合适位置。
如图2(1)。
3、再打开S3的Modelspace,打开Modelspace:S3 1:S3 1 View1窗口,把点云模型旋转缩放点到合适位置。
如图2(2)。
图2(1) 图2(2)4、在左右窗口中分别选择相同位置的比较规则的点云数据(如铁牛基座的长方体面),进行规则化处理,使用规则化后的面替换原来对应位置的点云数据。
本实验中用到了长方体铁牛基座的上表面和侧面。
5、把规则化后的面进行命名,左右窗口相同位置的点云命名相同。
本实验中长方体的上表面命名为P1,侧面命名为P2。
如图3。
图3(1) 图3(2)6、创建Registration 1,打开Registration窗口,导入各站处理后的数据,在Cloud Constraints Wizard窗口中建立各站之间的约束关系7、在S1和S3点云数据中选择至少3对同名点,进行配准。
8、按Cloud/Mesh-->Cloud Constraint-->Optimize Cloud Aligment顺序进行操作,弹出配准结果,根据结果检验配准精度四、心得和体会通过本实验,学习了Cyclone软件对点云数据进行配准的基本操作。
三维扫描仪的使用实验报告
三维扫描仪的使用实验报告近年来,随着技术的不断发展,三维扫描仪在各个领域中的应用越来越广泛。
本次实验旨在探究三维扫描仪的使用方法和原理,以及在实际应用中的一些注意事项。
一、三维扫描仪的使用方法1. 准备工作在使用三维扫描仪之前,需要先准备好扫描仪本身、电源线、USB 连接线等设备。
同时,还需要安装扫描软件,并在电脑上进行相应的设置。
2. 扫描操作将待扫描的物体放置在扫描仪的扫描区域内,然后打开扫描软件,在软件界面中选择相应的扫描模式和参数。
接下来,按下扫描键,扫描仪会自动进行扫描,直到扫描完成。
扫描结束后,可以对扫描后的数据进行处理和编辑,生成需要的三维模型。
二、三维扫描仪的原理三维扫描仪是一种通过光学、激光等技术,将物体表面的三维形状信息转换成数字信号的设备。
在扫描过程中,扫描仪通过对物体进行光、电信号的检测和处理,最终生成三维模型数据。
三维扫描仪的原理主要包括以下几个方面:1. 光学成像光学成像是三维扫描仪的核心技术之一。
在扫描过程中,扫描仪会发射激光或光线,经过物体表面的反射、散射、吸收等过程后,返回扫描仪,通过光学传感器转换成数字信号。
2. 三角测量三角测量是三维扫描仪的另一个重要原理。
在扫描过程中,通过对物体表面的点云数据进行三角化计算,可以得到物体表面的三角形网格模型。
3. 反射率计算在扫描过程中,物体表面的反射率会对扫描结果产生影响。
因此,扫描仪需要计算物体表面的反射率,并对扫描结果进行校正,以保证扫描结果的准确性和稳定性。
三、三维扫描仪的应用注意事项1. 物体表面应平整在进行扫描之前,需要确保待扫描的物体表面平整、无遮挡物,以保证扫描结果的准确性。
2. 扫描速度控制在进行扫描过程中,扫描速度过快会导致数据丢失或质量下降,因此需要根据实际情况控制扫描速度。
3. 光线干扰在光线强烈的环境下,扫描结果可能会受到光线干扰而产生误差,因此需要避免在强光环境下进行扫描。
4. 数据处理在扫描结束后,需要对扫描结果进行数据处理和编辑,以满足实际应用的需求。
三维激光扫描成果数据的处理与展示技巧

三维激光扫描成果数据的处理与展示技巧三维激光扫描技术近年来在各个领域得到了广泛应用,其高精度和高效率使得数据采集和处理变得更加简便。
然而,仅仅采集到数据并不足以发挥其真正的价值,对于三维激光扫描成果数据的处理与展示技巧也显得至关重要。
在处理三维激光扫描数据时,首要任务是对原始数据进行滤波和拟合。
原始数据往往存在一定的噪声和离群点,这些干扰因素会对后续的处理和显示造成困扰。
因此,在处理之前,必须对数据进行滤波处理,例如高斯滤波、中值滤波或基于统计的滤波方法。
同时,拟合算法的选择也十分重要,可以选择曲线拟合、平面拟合或更复杂的曲面拟合等方法,以获得更好的数据拟合结果。
处理完数据后,接下来是对三维激光扫描成果数据的可视化展示。
展示的方式多种多样,可以根据不同的需求选择合适的方法。
常用的展示方式包括点云展示、体素化展示和面片展示等。
点云展示是最简单的方式,它直接将三维激光扫描数据以点的形式呈现出来。
体素化展示则是将点云数据转化为体素模型,并在模型中进行显示。
面片展示则是通过对点云数据进行表面重建,生成三角面片模型,并将模型进行展示。
选择合适的展示方式可以更好地展示扫描数据的特征和细节。
除了基本的可视化展示外,为了更好地理解和分析扫描数据,还可以对数据进行进一步的分析和处理。
例如,可以进行空间分析,对扫描数据进行分类、聚类或分割,以便更好地理解和利用数据。
此外,还可以进行形状识别和物体识别,将扫描数据与模型进行匹配,并提取出物体的形状和特征。
这些进一步的分析和处理可以为后续的应用提供更多的信息和便利。
在三维激光扫描数据的处理与展示过程中,还需考虑处理与展示的效率和性能。
三维激光扫描数据往往非常庞大,处理和展示时间较长,因此需要采用高效的算法和技术。
同时,在展示过程中还需保证数据的精度和质量,以确保结果的可靠性和准确性。
因此,在选择处理和展示技巧时,需要兼顾效率和准确性,以提高数据处理和展示的效果。
总之,三维激光扫描成果数据的处理与展示技巧是保证数据能够充分发挥价值的重要环节。
三维激光扫描技术在测绘中的数据处理方法

三维激光扫描技术在测绘中的数据处理方法随着科技的不断进步,三维激光扫描技术逐渐成为测绘领域中一种重要的数据获取方法。
与传统的测绘方法相比,三维激光扫描技术具有快速、高精度、无接触等优势,能够大大提高测量数据的准确性和工作效率。
然而,在实际应用过程中,三维激光扫描技术所获取的海量原始数据也给数据处理带来了一定的挑战。
本文将从数据获取、数据处理和数据应用三个方面来探讨三维激光扫描技术在测绘中的数据处理方法。
一、数据获取三维激光扫描技术通过激光器发射一束激光,利用物体表面反射回来的激光信号进行测量。
激光扫描仪通过旋转、扫描等方式,可以获取周围环境的三维坐标信息。
在进行数据获取时,我们需要考虑以下几个因素。
首先,扫描仪的参数设置。
扫描仪的分辨率、扫描速度、扫描模式等参数的选择会直接影响到数据的质量。
较高的分辨率可以获取到更为精细的点云数据,但同时也会增加数据的存储和处理负担。
因此,在实际操作过程中需要根据具体需求来选择参数设置。
其次,扫描环境的光照情况。
光照情况会对扫描效果产生影响,强烈的光照或逆光环境下,扫描仪可能无法正常工作。
因此,在实际操作中需注意选择适合的光照条件,或者通过调整扫描仪的参数来获得更好的扫描效果。
最后,扫描对象的表面材质。
不同的材质对于激光的反射特性不同,可能会影响扫描数据的质量。
对于反光性较强的表面,需要进行补光或使用适当的滤光镜来进行处理,以减少数据误差。
二、数据处理获取到的三维激光扫描数据通常以点云形式呈现。
点云数据是由大量的点坐标组成的,可以表示物体的三维形状和空间位置。
在进行数据处理时,我们通常需要对点云数据进行滤波、配准和重建等操作。
首先,数据滤波。
由于数据获取过程中的噪声或环境因素,点云数据往往会存在一定程度的噪声。
数据滤波可以通过一系列的算法对数据进行平滑处理,减少噪声的干扰,提高数据的精度。
常用的数据滤波算法包括高斯滤波、中值滤波和线性滤波等。
其次,数据配准。
在实际扫描过程中,我们通常需要将多个扫描场景的数据配准到同一个坐标系下,以获得完整的三维模型。
三维激光扫描测量系统的应用及解析
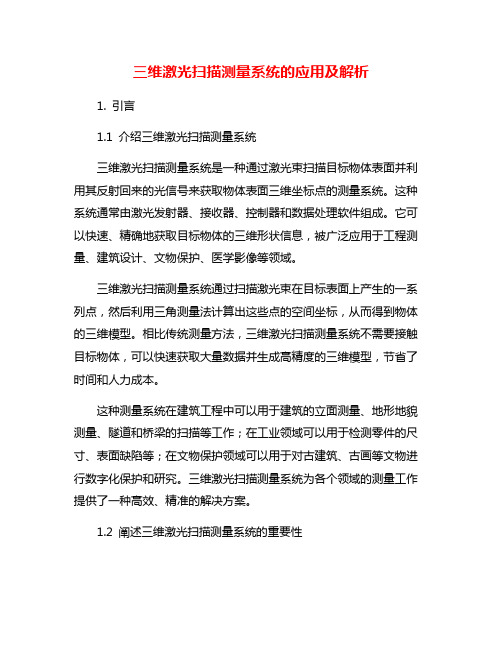
三维激光扫描测量系统的应用及解析1. 引言1.1 介绍三维激光扫描测量系统三维激光扫描测量系统是一种通过激光束扫描目标物体表面并利用其反射回来的光信号来获取物体表面三维坐标点的测量系统。
这种系统通常由激光发射器、接收器、控制器和数据处理软件组成。
它可以快速、精确地获取目标物体的三维形状信息,被广泛应用于工程测量、建筑设计、文物保护、医学影像等领域。
三维激光扫描测量系统通过扫描激光束在目标表面上产生的一系列点,然后利用三角测量法计算出这些点的空间坐标,从而得到物体的三维模型。
相比传统测量方法,三维激光扫描测量系统不需要接触目标物体,可以快速获取大量数据并生成高精度的三维模型,节省了时间和人力成本。
这种测量系统在建筑工程中可以用于建筑的立面测量、地形地貌测量、隧道和桥梁的扫描等工作;在工业领域可以用于检测零件的尺寸、表面缺陷等;在文物保护领域可以用于对古建筑、古画等文物进行数字化保护和研究。
三维激光扫描测量系统为各个领域的测量工作提供了一种高效、精准的解决方案。
1.2 阐述三维激光扫描测量系统的重要性三维激光扫描测量系统是一种先进的测量技术,具有重要的应用和价值。
其重要性体现在以下几个方面:三维激光扫描测量系统可以精确快速地获取物体的三维形状和表面信息。
传统的测量方法往往需要耗费大量的时间和人力,而且存在一定的误差。
而利用激光扫描测量系统,可以实现高效准确地获取物体的三维数据,为工程设计和制造提供了重要的支持。
三维激光扫描测量系统具有非接触性测量的特点,可以避免对物体的破坏和变形。
这对于某些对物体表面要求高、需要保持原样的物体来说尤为重要。
通过激光扫描测量系统,可以实现对物体的精确测量而不改变其原有状态,保证了测量的准确性和可靠性。
三维激光扫描测量系统还具有高度自动化和数字化的特点,可以将测量数据直接输出到计算机中进行处理和分析。
这为工程测量和品质控制提供了便利,可以快速地获取大量的数据并进行分析,帮助工程师快速做出决策,提高工作效率和质量。
三维激光扫描技术分析及测绘应用

三维激光扫描技术分析及测绘应用摘要:三维激光扫描技术可直接对地球表面、地物形态、建筑轮廓,进行三维密集采样。
随着三维激光扫描仪在工程领域的广泛应用,通过激光测距原理,瞬时测得空间三维坐标值。
成为数字化时代描绘复杂现实世界,最为直接和重要的技术手段。
利用三维激光扫描技术获取的空间点云数据,可快速建立结构复杂、外形不规则物体得三维可视化模型。
本文从三维激光扫描技术的概况和应用,总结了三维激光扫描技术的现状以及在测绘地理信息等领域的典型应用。
关键词:三维激光扫描;点云;波形处理;测绘应用引言随着信息技术的不断发展,以及深入的研究。
当前社会在数字地球,智慧城市、虚拟现实等领域不断的进行探索和发展。
人们对现实世界向网络虚拟现实的模拟表现出了极大的渴望。
这就导致空间三维信息数据获取和表达需求更加迫切。
三维激光测量技术的出现和发展为空间三维信息的获取提供了全新的技术手段,为信息数字化发展提供了硬件支持。
在多行业、多领域成为研究的热点,应用领域不断扩展,逐步成为快速获取空间实体三维模型的主要方式之一。
1 三维激光扫描技术的兴起传统测绘数据的获取依靠解析测量方式,在理论、设备和应用等诸多方面都无法满足实现虚拟现实的要求。
随着传感器、电子、光学、计算机等技术的发展,基于计算机视觉理论获取物体表面三维信息的摄影测量与遥感技术成为主流[1],但它们在由三维真实世界转换为二维成果影像的过程中,不可避免地会丧失部分几何信息和属性信息,所以从二维影像出发理解三维客观世界,存在自身的局限性。
因此,上述获取空间三维信息的技术手段难以满足应用的需求,如何快速、有效地将现实世界的三维信息数字化并输入计算机成为解决这一问题的瓶颈。
当此之时,三维激光测量技术弥补了这些不足。
成为了获取三维客观世界数据信息的主流。
2 三维激光扫描技术的特点三维激光扫描测量技术作为一种新兴的测绘技术,推动空间数据的采集方式向实时、高精度、数字化和智能化的方向发展。
三维激光扫描测量系统的应用及解析

三维激光扫描测量系统的应用及解析三维激光扫描测量系统是一种高精度、高效率的测量技术,常应用于制造业、建筑、文物保护等领域。
其工作原理为利用激光发射器发出的激光束对目标物体进行快速扫描,通过接收器接收反射回来的激光束,并将其转化成数字信号,在计算机上处理后,可以实现对目标物体形状、尺寸、表面轮廓等多种参数的测量。
1. 制造业:三维激光扫描测量系统可以用于零部件的检测和测量,以确保产品符合质量标准。
例如,可以对汽车零部件、机器零部件等进行三维测量,通过与CAD设计进行比较,可以发现任何偏差。
2. 建筑:三维激光扫描测量系统可以用于建筑物内部和外部的扫描,以获取建筑物的尺寸、形状、结构和状态信息。
这对于维护、改造和重建旧建筑非常有帮助。
例如,在重建古老建筑时,可以使用三维激光扫描测量系统进行准确的测量,并生成3D模型以供设计和施工使用。
3. 文物保护:三维激光扫描测量系统可用于文物保护和修复。
通过扫描文物表面,可以测量其形状和尺寸,帮助修复员进行复原工作。
1. 高精度:三维激光扫描测量系统的测量精度非常高,可达到毫米级或亚毫米级。
这种高精度可以满足许多应用的要求。
2. 高效率:相对于传统的测量方法(例如手动测量或测量仪器),三维激光扫描测量系统可在短时间内完成大量测量任务。
3. 非接触性:三维激光扫描测量系统是一种非接触性的测量方法,没有物理接触,不会对被测物体造成损伤。
4. 全方位测量:三维激光扫描测量系统可以实现对物体的全方位测量,无需搬动被测物体。
总之,三维激光扫描测量系统在制造业、建筑和文物保护等领域具有广泛应用。
它具有高精度、高效率、非接触性和全方位测量等优点,能够提高测量精度和速度,促进工作效率和质量。
三维激光扫描仪单点精度的检验与分析

析 。本 文 实验 以距离 为 1 0 m 的单点 测量 为例 , 研 究 三 维激 光 扫描仪 的测量单 点精 度 。 2 . 2 试 验 场 地
本次试 验在 某大 学试 验场 中进行 , 试验 场 内光 线 良好 , 室温 约为 2 5℃ 。试 验场 地 各条 件 稳 定 , 试 验 时 无人 员走 动 。
设全 站仪 , 对 中整 平 , 对平 板 上 的 1 2个 靶 标 点 以及 墙
面上 的 6个 基准点 进行 观测 , 盘左盘 右各 观测一 次 , 在 手簿 上记 录下 1 8个点 的靶心 坐标 。
( 6 ) 核 对 地 面 三 维 激 光 扫 描 仪 和全 站 仪 的测 量
结果 。
三维激光扫描仪单 点精度 的检验与分析 : 韩三琪
9
文章 编号 : 1 6 7 2— 7 4 7 9 ( 2 0 1 3 ) 0 6— 0 0 0 9—0 3
三 维 激 光 扫 描 仪 单 点 精 度 的检 验 与 分 析
韩 三琪
( 宁波市轨道交通集团有限公司 , 浙 江宁波 3 1 5 0 0 0 )
地 面 三维激 光扫 描仪 的精 度进 行评 定 。
关键 词 三 维激 光扫描 仪
中图分 类号 : P 2 2 5 . 2
单 点精 度
检 验 试验
文献标 识 码 : A
1 概 述
地 面三维 激光 扫描 技术 是 三维数 据 获取 与场景 建
量精度 做进 一步 研 究 实验 。此外 , 一些 涉及 到 单 点 精 度 的研 究更 多是 利 用 扫 描 仪 易 识 别 的反 光 片 进 行 试 验, 与 实 际应 用 中 的一 般扫 描对 象存 在较大 差别 , 从 而 导致试 验 的数据 与实 际不 符 J 。 利 用 与实际应 用 中反光 强度 相 当的纸 片代 替反光 片进行 扫描试 验 , 将 扫描 仪 的单点 定 位 坐 标 数据 和
三维激光扫描实践报告(2篇)
第1篇一、引言随着科技的发展,三维激光扫描技术作为一种高效、精确的测量手段,在工程测量、文物保护、建筑测绘等领域得到了广泛应用。
本报告旨在通过一次三维激光扫描实践,探讨三维激光扫描技术的操作流程、数据采集、处理及成果应用等方面,以期为相关领域提供参考。
二、实践背景本次实践项目为一座历史建筑的保护性修复工程。
该建筑年代久远,结构复杂,存在较多安全隐患。
为了确保修复工程的顺利进行,需要对建筑进行精确的测量,以便了解其结构特点、变形情况等。
三维激光扫描技术因其非接触、高精度、快速等特点,成为本次工程测量的首选方法。
三、实践过程1. 数据采集(1)设备选型:本次实践采用我国某品牌的三维激光扫描仪,该设备具备较高的扫描精度和扫描范围,适合本次工程测量。
(2)扫描参数设置:根据现场实际情况,设置扫描参数,包括扫描距离、扫描角度、扫描速度等。
(3)扫描过程:按照既定方案,对建筑进行全方位扫描,确保数据采集的全面性和准确性。
2. 数据处理(1)数据预处理:对采集到的原始数据进行预处理,包括去噪、去误点、配准等,以提高数据质量。
(2)点云重建:利用专业软件对预处理后的数据进行点云重建,得到建筑的三维模型。
(3)模型优化:对重建后的三维模型进行优化,包括剔除冗余点、修复破损区域等,以提高模型精度。
3. 成果应用(1)结构分析:通过三维模型,分析建筑的结构特点、变形情况等,为修复工程提供依据。
(2)碰撞检测:在三维模型的基础上,进行碰撞检测,确保修复工程的顺利进行。
(3)可视化展示:将三维模型进行可视化展示,为相关部门提供直观的参考。
四、实践结果与分析本次实践结果表明,三维激光扫描技术在历史建筑保护性修复工程中具有显著优势。
1. 数据采集效率高三维激光扫描技术能够快速、高效地采集大量数据,大大缩短了测量周期,提高了工程效率。
2. 数据精度高三维激光扫描技术具有较高的测量精度,为修复工程提供了可靠的数据支持。
3. 成果应用广泛三维激光扫描技术生成的三维模型可以应用于结构分析、碰撞检测、可视化展示等多个方面,为工程提供了全方位的支持。
三维激光扫描测量系统的应用及解析

三维激光扫描测量系统的应用及解析
三维激光扫描测量系统是一种基于激光点云数据进行三维物体快速测量和建模的高精
度测量技术。
它具有非接触式、高精度、高效率、全面性等优点,被广泛应用于航空航天、汽车制造、电子、建筑、文物保护等领域。
本文将从原理、应用、优缺点三个方面进行解析。
三维激光扫描测量系统的原理是利用激光发射器发射的激光束对被测物体进行扫描,
通过光学或机械系统收集物体反射或散射的激光点云数据,并进行数据处理和分析,最终
生成三维模型或测量结果。
由于采用非接触式测量,可以直接获取物体表面几何形态特征,避免了由接触式测量引起的变形和干扰,能够实现非常高的测量精度。
三维激光扫描测量系统的应用非常广泛。
在航空航天领域,可以利用该系统对机体、
发动机、附属设备等进行快速测量和检测,保证飞行安全和性能。
在汽车制造领域,该系
统可以用于车身、底盘等零件的测量和尺寸检测,提高汽车的生产质量。
在建筑领域,可
以利用该系统对建筑物进行三维测绘,生成建筑模型,为建筑设计和施工提供依据。
在文
物保护领域,可以用该系统对古建筑、彩塑等文物进行三维测量和数字化保护,为文化遗
产保护和传承提供支持。
同时,三维激光扫描测量系统也存在一些缺点,如设备成本高、数据处理时间长、无
法测量透明物体等。
针对这些问题,需要合理利用系统特点,减少成本和测量误差,加快
数据处理速度。
3D—MRA光波共振扫描仪检测报告-4页精选文档
3D—MRA光波共振扫描仪检测报告姓名:陈洁年龄:47岁检测日期:2012年8月4日3D仪器介绍3D—MRA光波共振断层扫描分析仪,通过探听细胞的声音,来达到预防疾病的目的,身体的每一个细胞都有它特定的音律,一旦音律有所偏差,身体将会受到影响导致生病;这台仪器研发于前苏联,为宇航员检查身体专用,众所周知,宇航员的身体健康状况的要求是相当严格的。
它是通过人体的光波、声波及量波来探听细胞的声音,从耳神经到脑神经再到脊髓神经然后传导到身体的各部位,从而来检查身体的健康状况;在检测模拟图中,会有六种不同的讯号来显示身体的健康状况,上图所示,号属于正常状态,号代表轻度亚健康,号代表重度亚健康,号代表病理状态,要着重关注的是号和号。
左大脑动脉检测分析图左大脑动脉检测结果数值分析图检测分析:大脑供血处于中度亚健康,在未来一段时间发生疾病的机率在60%-70%,慢性大脑动脉缺血缺氧,加快、加重脑动脉硬化的速度,脑动脉硬化可引起脑血栓及脑出血,长期的脑缺血,可引起脑细胞的营养障碍,引起脑细胞轻度萎缩,可诱发脑功能障碍。
心脏左边检测分析图心脏左边检测结果数值分析图检测分析:心脏处于中度亚健康,未来一段时间由于冠状动脉狭窄,使冠状动脉供血不足,心肌细胞产生缺血缺氧,心脏功能下降,可产生胸闷、心慌等一系列临床症状。
胃前面内壁检测分析图:胃前面内壁检测结果数值分析图检测分析:胃处于重度亚健康状态,由于胃的运动困难,机械性消化减弱,食物在胃内停留时间过长,可引起胃粘膜急性的卡他性炎症,影响食物的消化和吸引。
子宫管和卵巢检测分析图子宫管和卵巢检测结果数值分析图检测分析:子宫处于重度亚健康状态,未来一段时间子宫颈发生疾病在80%,由于亚健康的影响,内分泌产生紊乱,影响到体内激素水平的平衡,加重、加快子宫的发病机率。
肠道检测分析图肠道检测结果数值分析图检测分析:肠道处于重度亚健康状态,肠管运动困难,运动无力,食物残渣在消化道停留时间过长,可刺激肠道产生轻度炎症,发生肠炎。
三维激光扫描工作汇报

不 同 格 网 宽 度 计 算 结 果
7002703
7005918 7007155
7008742
7008616 7012369
6039
2698 5214
0.0862%
0.0385% 0.0744%
6980609
6979849 6981799
-22094 -0.3155% 7448230 445527
2、通过仪器配套软件RISCAN PRO算得的土 方量和常规测量方法相差较大,哪种方法 算得的结果更准,还有待验证。
3、下一步可以通过改进反射片来提高点云的精度。
点云手动拼接 与反射片标靶拼接 实验报告
一、实验方法
通过在测站周围设置2—3个反射 片标靶,1个用来定向,其余用来检核。 先根据测站坐标和定向标靶坐标将 单站点云数据进行坐标转换,然后通 过对比检核标靶所在位置的扫描坐标 与RTK实测坐标的差值,来评估测站的 单站校正的精度。
-1.9973% -1.9934% -1.9827% -1.9645% -1.9542% -1.9203%
-0.7168% -0.7145% -0.7904% -0.7858% -0.7791% -0.7657%
3m×3m
5m×5m
7m×7m
9m×9m
11m×11m
13m×13m 15m×15m
-1.3184%
四、结论及下一步改进计划:
1、在矿山施工土方量的计算中 外业通过Riegl VZ-1000扫描仪在野外快速 获取点云数据。 内业通过配套RISCAN PRO软 件利用反射片标靶进行点云拼接与数据过滤, 然后通过清华山维EPS软件手动在点云上获取 地形特征点,最后将手动提取的点导入南方 CASS或者清华山维EPS软件建立DTM,利用 三角网算法进行计算,能够满足矿山土方量计 算的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.3a 三维激光扫描测头工作原理
三角形测量法 大数据处理技术
12
2.3b 三维激光扫描测量系统原理
点云数据:仅代表被测物 体表面特定点的位置,无 大小等属性
13
2.4 高精度激光扫描测量技术应用领域
Design 设计
Prototype Verification原型确认 New Part Development 新品开发 Material Variation 材料调整 2D to 3D Model creation 模型建立 Legacy Parts 旧零件 3D Model Verification 三维模型确认 Form Analysis 外形分析 First Article Inspection 首样检测 Functional Dimensional Analysis 功能尺寸分析
最新版本的报告可以选 择输出3D的PDF文件。 点击首页图形,即可激 活3D显示。
注:需要下载最新版本 的Adobe Reader
3.9 检测报告中的统计
报告提供实测数据与理论数 据的整体比较的统计数据
3.10 多样件检测
系统可以完 成多个样件 的检测并统 计,整个流 程可以自动 完成!
3.11 采用三维激光扫描检测的优势
Industrialization 产业化
Process Variation 工艺调整 Tool Move 模具搬迁 Tool Replacement 模具更新 Tooling 模具 Tool Changeover 模具转换 Predictive Tool Wear 预测模具磨损 Tool Repair 模具维修 Capability Study 产能研究
意义 公正:第三方立场,方便SQE与供应商沟通 经济:节约设备、场地、人力及管理等的投入 先进:第三方实验室技术更新更快
36
4.3b SGKS实验室主要业务(面向全球客户)
第三方尺寸测量服务 Third Party Dimensional Measurement Services 传统首件检测 First Article Inspection (FAI) 高精度扫描快速样件检测 Inspection based on laser scanning 第三方尺寸验证及误差分析 3rd party dimensional verification / error analysis 逆向抄数 Digitizing for Reverse Engineering
文件产生和维护所需时间大幅减少
1.2 尺寸检测流程
#1 外形检测 FORM
#2 关键尺寸公差分析 FIT #3 功能测试 FUNCTION
是
测试完成
Form > Fit > Function
整体外观尺
否
寸合格?
是
关键尺寸符
否
合公差要求?
是
功能满足要
否
求?
1.3a 传统尺寸检测方法
采用三坐标、影像测量仪、高度尺等,速度慢、综合费用大, 一般用于关键尺寸
3.6 特征数据
特定的特征数据如下图,这些数据可以以图文形式在报告中显示。每个特征的允许偏差可以在软件中设定
特征属性举例。注意:孔边界总共 有22,059个测量点!
标注中特征的测量数据(T)和理论数据(R),同 时显示误差(D)
3.7a 剖面中的二维测量
因被测物体表面不平整等造 成点云厚度约0.008mm,而 理想的平面没有厚度
——更快、更省钱、更科学
7
2.1 高精度三维激光扫描全尺寸检测
精度可达0.02mm的三维激光扫描测量技术,测量速度高达每 秒25,000点以上,单位成本与传统方法相比大幅降低
与三维CAD原始数据直接完成比对并显示误差,检测点数高达 数百万个
采用图形和文字结合的检测报告
快速分辨产品是否合格,并可以对重点区域进行进一步的分析 或确认
面测量,单幅测量精度高、速度 快,但多幅拼接容易产生误差累 积,精度可控性较差
适合测量特征少、平滑(冲压件 等)的小产品或中型产品(配不 同的组件)
对环境和物体表面适应性稍差 预处理和后处理较费事
34
4.2 如何选用非接触扫描检测技术?
精度和速度 市场上多数非接触扫描测量系统精度在0.05‐0.25mm之间。 用于公差在0.05‐0.10mm的产品检测,或要求不高的逆向。 高精度非接触扫描测量精度可达0.01mm,可用于设计公差 在0.03mm左右的尺寸误差检测和高精度逆向工程 测量和数据处理的自动化
可靠性和可维护性 LDI激光扫描测头首次故障在5年以后,非常可靠 LDI激光扫描系统采用模块化,升级容易、维修成本低
35
4.3a 第三方尺寸测量实验室
服务内容 首、末件检验(FAI、LAI) 第三方测量(交付检验、责任判定) 模具及工艺检定(包括不定期抽检确定模具磨损等) 数据处理(三维建模、误差分析)
8
2.2a LDI‐Surveyor高精度三维激光扫描
扫描精度达0.01mm,是目前市场上精度最好的高速线激光三维扫描测量 系统
SLP250或SLP500激光测头
速度达75,000点每秒(第四代激光扫描测头)
可配硬测头兼作三坐标机用,是传统和非传统的最好结合,是快速快样件 检测的最有效工具
检测结果与人为因素关联较大
5
1.4 案例(美国GKS提供)
每个样件711个尺寸,其中2 个超差
从图纸理解、装夹、测量、 数据整理、到完成报告,总 共花费时间96小时
费用USD $9,600(按每小时 USD$100计算),前后共用 了12个工作日!
6
非接触高速三维激光扫描测量技术
在产品开发生产过程中,如 果合理使用高精度激光扫描 测量技术,可以大幅缩短所
需时间
Manufacturing 制造
2D to 3D Model creation 模型建立 Legacy Parts旧零件 3D Model Verification三维模型确认 Part to Part Comparison 零件间比较分析 Multi‐Cavity Analysis 多穴样品分析 Multi‐Tool Analysis 多模具分析 First/Last Article Inspection 首、末件检测
数据处理服务 Data Processing Services 产品设计、开发、改型 Product design, development, modification 建筑、工厂等的三维数字化工程 3D modeling for building, factory, etc
尺寸测量解决方案 Dimensional Measurement Solutions 桥式三维高精度激光扫描系统Surveyor WS/ZS precise laser scanning 关节臂式三维测量系统LDI/SPACE arm and arm laser scanning 三坐标升级改造服务 CMM retrofitting/upgrading services 在线测量方案In‐line gauging solution
对被测物体适应性好,可以直接扫描油泥、塑料、橡胶、金属等(均匀反 射有利于后处理和精度保证),无需预处理
9
2.2b LDI‐Surveyor 超高精度三维激光扫描系统
基于Zeiss CMM测量机 基于Wenzel CMM测量
架的ZS系统
机架的WS系统
10
2.2c LDI‐Surveyor视频
3.2b 基于功能特征的比对检测
.086
点云与CAD模型对齐后,每 一个点云按色谱和与CAD对
应点的误差被赋予颜色
颜色被转换并覆盖到CAD模 型上,经混合后以误差色谱
图形式显示
3.3 标注
颜色代表误差大小,标注 值为所选区域一个指定区 域的平均误差
手动选取
0.5 mm dia
自动选取
3.4 二维剖面分析
中值平均
外侧平均
内侧或外侧平均只选 用高或低点来处理
2D尺寸的测量采用图示所 选测量点(绿色框内)。 “取平均”是测量时缺省 的处理方法
内侧平均
3.7b 剖面中的二维测量
测量类型
左图所示,测量结果同时以 表格形式给出。其中实测值 为Measured、理论值(CAD 值)为Norminal
3.8 检测报告首页
2013.6
1
1.1 品质评估金字塔
影响产品的装配、外形、功能等的 尺寸,需要做详细的公差分析
关键尺寸
在公差分析中影响最大并 在图纸中标出
整体外形与理想模型的误 差分析
外形误差分析
不要求在图纸上标出
其它非几何信息如材 质、表面处理、颜色 等均检测
首件全尺寸检测报告(Full FAIR) 功能测试
通常用表格或 说明形式出现
高精度三维激光扫描尺寸检测
Ultra Precise 3D Laser Scanning Dimensional Inspection
涂成生 Sam C. Tu
SGKS尺寸测量实验室 SGKS Dimensional Labs
无锡Wuxi 东莞Dongguan 宁波Ningbo 桂林Guilin
线测量,精度通过CMM等定位保 证,精度可控性较差
配不同的定位机构可测量不同大 小的产品,对特征多的产品(注 塑件、压铸件等)扫描有优势、 对超过150mm大小的产品的精密 扫描有优势
对环境和物体表面适应性较好
照相测量法Photogrammetry
基于结构光(测量死角较多) 通过特征点定位 间接测量(后处理)
通常需要测量很多尺寸来评估少数几个可能与CAD原始设计不 符的特征;无法评估图纸中未标注的尺寸误差