手车图纸说明资料
(完整版)车工教学图纸
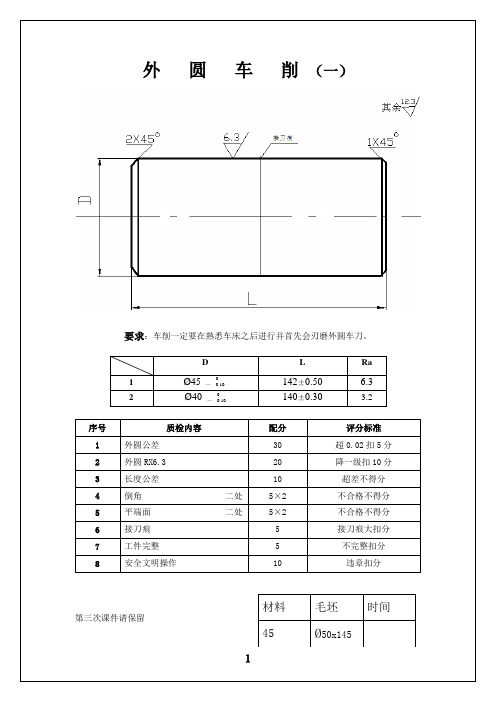
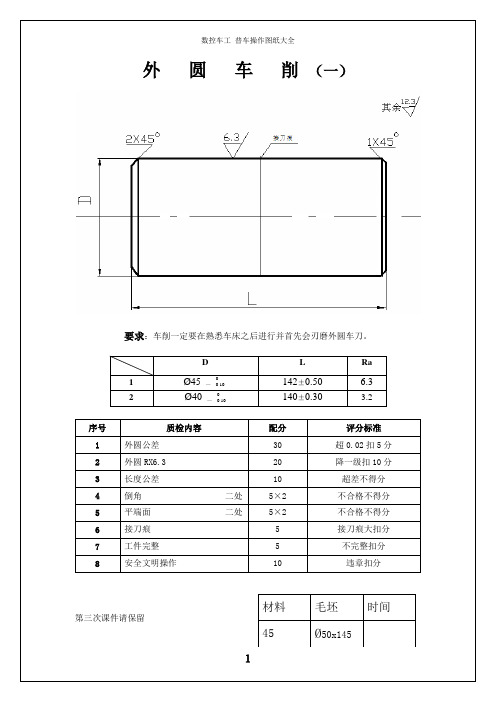
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
手推车轴碗冲压模具设计_带CAD图纸
xxxx学院毕业设计系 部: 指导老师: 专 业:模具设计与制造 班 级: 小 组 号: 组 长: 同 组 人:日 期: 年 月 日目录引言一、 工艺分析二、 工艺方案的确定三、 制件排样图的设计及材料利用率的计算四、 确定总冲压力和选用压力机及计算压力中心五、 凸、凹模刃口尺寸计算六、模具结构形式的确定七、 模具零件的结构设计(一)、拉伸凸模的设计(二)、拉伸凸凹模的设计(三)、落料凹模的设计八、 模具的总装配小结参考文献摘要随着模具制造的技能化逐步向科学化发展,逐渐由以前手动方式发展为利用软件等高科技方式来辅助设计的完成。
冷冲模是其中的一种。
毕业设计是在模具专业理论教学之后进行的实践性教学环节。
是对所学知识的一次总检验,是走向工作岗位前的一次实战演习。
其目的是,综合运用所学课程的理论和实践知识,设计一副完整的模具训练、培养和提高自己的工作能力。
巩固和扩充模具专业课程所学内容,掌握模具设计与制造的方法、步骤和相关技术规范。
熟练查阅相关技术资料。
掌握模具设计与制造的基本技能,如制件工艺性分析、模具工艺方案论证、工艺计算、加工设备选定、制造工艺、收集和查阅设计资料,绘图及编写设计技术文件等。
冲压工艺与模具设计应结合工厂的设备、人员等实际情况,从零件的质量、生产效率、生产成本、劳动强度、环境的保护以及生产的安全性各个方面综合考虑,选择技术先进、经济合理、使用安全可靠的工艺方案和模具,以使冲压件的生产在保证达到设计图样上的各项技术要求,尽可能降低冲压的工艺成本和保证安全生产。
关键词:工艺性分析、模具工艺方案论证、工艺计算、加工设备选定、制造工艺、收集和查阅设计资料,绘图及编写设计技术文件等。
1.引言模具行业的发展现状及市场前景现代模具工业有“不衰亡工业”之称。
世界模具市场总体上供不应求,市场需求量维持在700亿至850亿美元,同时,我国的模具产业也迎来了新一轮的发展机遇。
近几年,我国模具产业总产值保持15%的年增长率(据不完全统计,2005年国内模具进口总值达到700多亿,同时,有近250个亿的出口),到2007年模具产值预计为700亿元,模具及模具标准件出口将从现在的每年9000多万美元增长到2006年的2亿美元左右。
六自由度机械手重载搬运机器人本体结构设计(全套CAD图纸)
全套设计通过答辩优秀CAD图纸QQ 36396305XX学院毕业设计说明书(论文)作者: 学号:学院(系):专业:题目: 重载搬运机器人本体结构设计【六自由度机械手】2015 年5月全套设计通过答辩优秀CAD图纸QQ 36396305毕业设计说明书(论文)中文摘要机械手是一种典型的机电一体化产品,搬运机械手是机械手研究领域的热点。
研究搬运机械手需要结合机械、电子、信息论、人工智能、生物学以及计算机等诸多学科知识,同时其自身的发展也促进了这些学科的发展。
本文对一种使用在搬运机械手的结构进行设计,并完成总装配图和零件图的绘制。
要求对机械手模型进行力学分析,估算各关节所需转矩和功率,完成电机和减速器的选型。
其次从电机和减速器的连接和固定出发,设计关节结构,并对机构中的重要连接件进行强度校核。
关键词:结构设计,机器臂,关节型机械手,结构分析毕业设计说明书(论文)外文摘要目录1 绪论 (1)1.1 引言 (2)1.2 搬运机械手研究概况 (3)1.2.1 国外研究现状 (3)1.2.2 国内研究现状 (4)1.4 搬运机械手的总体结构 (5)1.5 主要内容 (5)2 总体方案设计 (6)2.1 机械手工程概述 (6)2.2 工业机械手总体设计方案论述 (7)2.3 机械手机械传动原理 (8)2.4 机械手总体方案设计 (8)2.5 本章小结 (10)3 机械手大臂结构设计 (1)3.1 大臂部结构设计的基本要求 (1)3.2 大臂部结构设计 (2)3.3 大臂电机及减速器选型 (2)3.4 减速器参数的计算 (3)3.5承载能力的计算 (7)3.5.1 柔轮齿面的接触强度的计算 (7)3.5.2 柔轮疲劳强度的计算 (7)3.6 轴的计算校核 (8)3.7 大臂的平衡设计 (11)3.7.1 弹簧的受力分析 (11)3.7.2 弹簧的设计计算 (14)4机械手小臂结构设计 (18)4.1 腕部设计 (18)4.2 小臂部结构设计 (31)4.3 小臂电机及减速器选型 (31)4.3.1.传动结构形式的选择 (32)4.3.2.几何参数的计算 (32)4.4 凸轮波发生器及其薄壁轴承的计算 (33)4.4.1柔轮齿面的接触强度的计算 (34)4.4.2柔轮疲劳强度的计算 (35)4.5 轴结构尺寸设计 (36)4.6 轴的受力分析及计算 (36)4.7 轴承的寿命校核 (37)5机械手机身结构设计.......................................................................... 错误!未定义书签。
曲轴搬运机械手含全套图纸

摘要机械手也被称为自动手。
工业机械手是近代自动控制领域中出现的一项新技术,并已渐成为现代机械制造系统中的一个重要组成部分。
这种新技术发展很快,逐渐形成一门新兴的学科一机械手工程。
随着科学技术的发展,机械手也越来越多的地被应用。
在机械工业中,铸、焊、铆、冲、压、热处理、机械加工、装配、检验、喷漆、电镀等工种都有应用的实理。
其他部门,如轻工业、建筑业、国防工业等工作中也均有所应用。
本文将设计一台四自由度的曲轴搬运上线机械手,目的是为了提高曲轴加工过程中的劳动生产率,实现机械加工的自动化。
根据机械手的工作要求和结构特点,进行了机械手的总体设计,确定了机械手的外形尺寸和工作空间,拟定了机械手各关节的总体传动方案。
除此之外,本设计的另一重要工作是对UG制图软件的简单学习,利用UG软件进行三维的仿真设计,使其的结构清晰明了。
除此之外,还要对本设计进行二维的平面设计,通过制图软件AutoCAD的学习,绘制出相应的总装图以及零件图。
最后,本设计对搬运机械手的自身结构进行大胆的创新与设计,其结构的实践性仍需进行改进与研究,因此,对其的研究与创新仍需很大的努力。
关键词:机械手;结构;仿真;制图AbstractManipulator is also know as automatic manipulator, Modern industrial manipulator is a new technology in automatic control field, and has gradually become the modern machinery. Manufacturing is an important component part of the system. The new technology develops very fast. Gradually formed an emerging discipline——Gradually formed an emerging discipline. With the development of science and technology, robots are also more and more applications. In the mechanical industry, casting, welding, riveting, punching, pressing, heat treatment, machining, assembly, inspection, painting, electroplating and other type of work has applied the real reason. Other departments, such as light industry, construction industry, national defense industry also have been used in our work.This paper will design a crankshaft handling online four degrees of freedom manipulator, The purpose is to improve the labor productivity in the process of crankshaft machining,to realize the automation of mechanical processing. According to the job requirements and structure characteristics of the manipulator, determine the overall dimensions of the manipulator and working space, and determine the overall dimensions of the manipulator and working space.in addition to this.This design is another important job of UG graphics software is simple to learn. Using the UG software for 3 d simulation design, make the structure clearly. Through the study of drawing software AutoCAD, draw the corresponding assembly drawing and part drawing.Finally, the design of carrying manipulator itself structure and bold innovation and design. The structure of the practice still need to improve and research, therefore, the research and innovation still needs great efforts.Keywords:manipulator;Structure;The simulation;Drawing目录摘要 (I)Abstract (II)1 绪论.....................................................................................................................................错误!未定义书签。
某通用型号断路器手车式设备电气原理设计平面CAD图纸

数控车工 普车操作图纸大全

序号
质检内容
1
外圆公差
四处
2
外圆 Ra3.2
四处
3
长度公差
四处
4
倒角
二处
5
清角
二处
6
平端面
二处
7
中心孔
配分
评分标准
8x4
超 0.01 扣 2 分,超 0.02 不得分
4x4
降一级扣 2 分
3x4
超差不得分
3x2
不合格不得分
2x3
不合格不得分
3x2
不合格不得分
5
不合格不得分
精品资料
______________________________________________________________________________________________________________
4x2
四处
2x4
5
10
超差不得分 不合格不得分 不合格不得分 不合格不得分 不完整扣分
违章扣分
材料 毛坯
时间
45
Ø50x150
多 阶 台 车 削 (三)
精品资料
______________________________________________________________________________________________________________
______________________________________________________________________________________________________________
3
车床上下料机械手的设计(含全套CAD图纸)

Abstract..........................................................................................................................................................2
5 PLC 控制系统设计........................................................................................................................ 32
结 论..........................................................................................................................................................34
2 工业机械手的总体设计方案...................................................................................................... 5
2.1 工业机械手传动方案设计............................................................................................................ 5 2.2 工业机械手运动方案设计............................................................................................................ 5
数控车工普车操作图纸大全
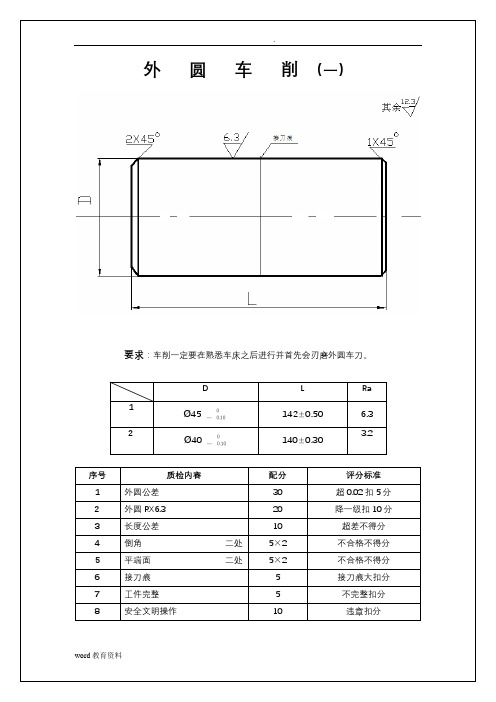
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1Ø45—00.10142±0.50 6.32Ø40—00.10140±0.303.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x145材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
(完整版)数控车工普车操作图纸大全

外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45—00.10142±0.50 6.32 Ø40—00.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留材料毛坯时间45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
数控车中级工图纸

数控加工编程与操作
z5g73u35r5g73p10q20u05w0f015n10g01g42x3155f05z0g03z420r700f006g01w50f008n20g40x400f05g28u0w0m05m00g97s1000m03t0101g00x400z50g70p10q20g28u0w0m05m00g97s600m03t0404g00x155z50g71u10r03g71p30q40u05w0f008n30g01g41x300f05z0x280z10f006z105x220z175z280g03x160z33745r70f004g01z430f006n40g40x155f05g28u0w0m05m00g97s800m03t0404g00x155z50g70p30q40g28u0w0m05m00g97s400m03t0202g00x420z44975g01x150f003g01x450f1g28u0w0m05m30外形刀割槽刀镗刀螺纹刀刀号刀具类型加工时毛坯尺寸毛坯材料分钟钢铝其余数控数控加工编程与操作第六章数控车床的编程数控其余刀具类型螺纹刀镗刀割槽刀外形刀刀号钢铝分钟毛坯材料毛坯尺寸加工时数控加工编程与操作第六章数控车床的编程数控全部刀具类型刀号螺纹刀镗刀割槽刀外形刀加工时毛坯尺寸毛坯材料分钟钢铝数控加工编程与操作第六章数控车床的编程加工时毛坯尺寸毛坯材料分钟钢铝外形刀割槽刀镗刀螺纹刀刀号刀具类型其余数控数控加工编程与操作第六章数控车床的编程数控其余刀具类型外形刀刀号毛坯尺寸加工时镗刀割槽刀分钟螺纹刀钢铝毛坯材料数控加工编程与操作第六章数控车床的编程数控钢铝分钟毛坯材料毛坯尺寸加工时刀号螺纹刀刀具类型外形刀割槽刀镗刀数控加工编程与操作第六章数控车床的编程数控其余钢铝分钟毛坯材料毛坯尺寸加工时外形刀割槽刀镗刀螺纹刀刀号刀具类型g97s450m03t0303g00x420z5g92x352z320f30x346x342x3405x3405g28u0w0m05m00g97s450m03t0303g00x420z65g92x352z320f30x346x342x3405x3405数控加工编程与操作第六章数控车床的编程加工时毛坯尺寸毛坯材料分钟钢铝割槽刀刀号外形刀螺纹刀镗刀刀具类型数控数控加工编程与操作第六章数控车床的编程数控镗刀割槽刀螺纹刀刀具类型刀号外形刀毛坯尺寸加工时毛坯材料钢铝分钟数控加工编程与操作第六章数控车床的编程数
数控车工 普车操作图纸大全讲解
序号质检内容配分评分标准
1 外圆公差四处6x4 超0.01扣2分,超0.02不得分
序号质检内容配分评分标准
1 外圆公差二处5x
2 超0.01扣2分
序号质检内容配分评分标准
说明: 1.此件用课题(一)改制。
序号质检内容配分评分标准
序
质检内容配
评分标准
序号质检内容配分评分标准
1 外圆公差三处5x3 超0.01扣2分
2 外圆 Ra3.2 三处3x
3 降一级扣3分
3 三角螺纹二处14x2 超差乱牙牙不正扣分
4 螺纹 Ra3.2 二处7x2 降一级扣4分
5 螺纹长度二处4x2 超差不得分
序号质检内容配分评分标准
1 外圆公差三处4x3 超0.01扣2分
项目内容配分评分标准150.05
序号质检内容配分评分标准
1 Ø40 Ra3.
2 二处10/4 超0.02 或Ra>3.2不得分
2 Ø58 Ra3.2 1/1 超差或Ra>3.2不得分
牙型角:30°螺距:P 牙顶间隙:a c
螺距1.5~5间隙0.25
序号质检内容配分评分标准
序号质检内容配分评分标准
35 Ra1.6
检测内容配分
技术要求:。
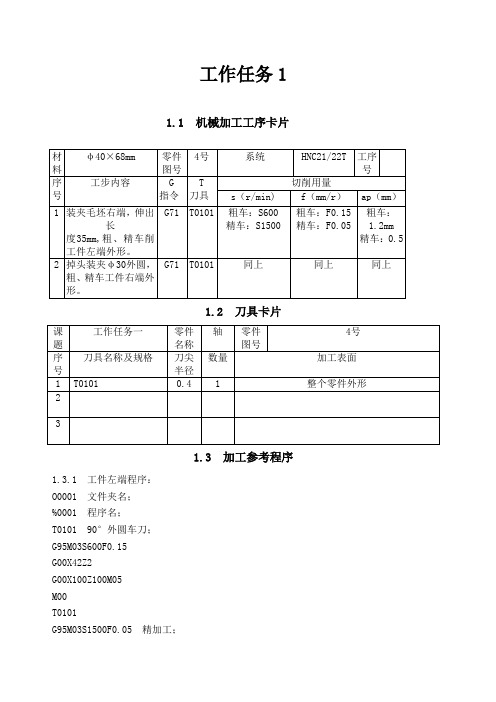
华中数控车床实训图纸及参考程序
工作任务11.1 机械加工工序卡片1.2 刀具卡片1.3 加工参考程序1.3.1 工件左端程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X42Z2G00X100Z100M05M00T0101G95M03S1500F0.05 精加工;G00X42Z2N10G00X27G01Z0Z-20X35X36W-0.5Z-68N20X42G00X100Z100M05M301.3.2 工件右端程序;O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X42Z2G00X100Z100M05M00T0101G95M03S1500F0.05G00X42Z2N10G00X19G01Z0X20Z-0.5Z-10X23X24W-0.5Z-25X34.5X36W-15X35X36W-0.5N20X40G00X100Z100M05M30工作任务2 2.1 机械加工工序卡片2.2 刀具卡片2.3 加工程序2.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G0X37.99G1Z0N20Z-22G0X100Z100M5M302.3.2 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G0X6G1Z0X10W-2Z-10G02X20Z-15R5G1Z-25G03X28W-4R4G1Z-42N20X37.99Z-52G00X100Z100M5M30工作任务33.1 机械加工工序卡片3.2 刀具卡片3.3 加工程序3.3.1 工件右端加工程序:O0002 文件夹名;%0022 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X32Z2G00X100Z100M05M00T0101G95M03S1500F0.06G00X32Z2N10G00X0G01Z0X18.98G03X24.98Z-3R3G1Z-25G00X100Z100M05M303.3.2 工件右端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M03S600F0.15G00X32Z2G00X100Z100M05M00T0101G95M03S1500F0.06G00X32Z2N10G00X0G01Z0G03X12Z-6R6G01Z-13X15.8W-2Z-33X18X20Z-43W-5G02X24Z-50R2G1X24.98G00X100Z100M05M00T0202 4mm宽的切槽车刀;G95M03S450F0.03G00X18Z-33G01X12G04P2G0X18X100Z100M05M00T0303 60°螺纹刀;G95M03S450G00X18Z-10G82X15Z-29F1.5X14.6Z-29X14.2Z-29X14Z-29X13.85Z-29X13.85Z-29G00X100Z100M05M30工作任务44.1 机械加工工序卡片4.2 刀具卡片4.3 加工程序4.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G00X32Z2G0X100Z100M05M00T0101G95M03S1500F0.05 精加工;G0X32Z2N10G00X16G01Z0G03X24Z-4R4Z-20X26X28W-1Z-32N10X32G00X100Z100M05M304.3.2 工件左端加工程序:O0002 文件夹名;%0002 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00X4.68G01Z0G03X10.58Z-2.48R3G01X14.98Z-8Z-12X16X20W-2Z-27X26X28W-1N20X32G00X100Z100M05M00T0202 4mm切槽刀G95M3S500F0.03G00X32Z2Z-27G01X16.1X21W1X16G04P2W-1G00X22W3G01X16W-2G00X32G00X100Z100M05M00T0303 60°螺纹车刀G95M03S400G00X22Z-10G82X19.2Z-23F1.5X18.6Z-23X18.2Z-23X18.04Z-23X18.04Z-23G00X100Z100M05M30工作任务55.1 机械加工工序卡片5.2 刀具卡片5.3加工程序5.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0X14X28Z-12N20W-30G00X100Z100M5M00T0202 3mm的切槽刀;G95M03S500F0.03G0X32Z2Z-34G01X24.1X30W3X24W-3X30W8X24.1X30W3X24W-3X30G00X100Z100M5M3025.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G0X100Z100M5M0T0101G95M3S1500F0.05G00X32Z2N10G00X0G01ZX12X16Z-2Z-20X16.45G03X20.45X-21.94R2N20G02X28Z-41R60G0X100Z100M5M00T0202 3mm的切槽刀;G95M3S500F0.03G00X20Z2Z20G01X12X18W1X12W-1X20G00X100Z100M5M00T0303 60度螺纹刀;G95M3S500G00X20Z2G82X25.6Z-18F1X25.4Z-18X25.3Z-18X25.2Z-18X25.1Z-18X24.99Z-18X24.99Z-18G00X100Z100M5M30工作任务66.1 机械加工工序卡片6.2 刀具卡片6.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X32Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0X20X24Z-2Z-20X27.4X28Z-20.3N20Z-45G00X100Z100M05M00T0202 3mm的切槽刀;G95M3S500F0.03G00X32Z2Z-20G01X18.1X25W2X18W-2X25G00X100Z100M5M0T0303 60度螺纹刀;G95M3S500G00X26Z2G82X23.2Z-17F2X22.8Z-17X22.6Z-17X22.4Z-17X22.2Z-17X21.84Z-17X21.84Z-17G00X100Z100M5M306.3.2 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;G95M3S500F0.15G0X32Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X32Z2N10G00ZX0G01Z0G03X9Z-2.03R6X17.44Z-35.51R30N20G02X28Z-55R14G00X100Z100M5M30工作任务77.1 机械加工工序卡片7.2 刀具卡片7.3 加工程序7.3.1 工件左端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X37.38G01Z0X37.98Z-0.3Z-25N20X42G00X100Z100M05M00T0202 5mm切槽刀;G95M3S500F0.03G00X42Z2Z-14G01X34G04P2G00X42G00X100Z100M05M307.3.2工件右端加工程序:O0002%0002T0101 90°外圆车刀;G95M3S600F0.15G00X42Z2G00X100Z100M05M00T0101G95M3S1500F0.05G00X42Z2N10G00X0G01Z0G03X16Z-8R8G01X18X20W-1Z-28X20.08X24.98Z-48Z-52X37.38X37.98W-0.3N20X42G00X100Z100M05M00T0404 4mm切槽刀;.G95M03S500F0.03G00X22Z2Z-28G01X18G04P2G00X22W1G01X18W-1G00X42G00X100Z100M05M00T0303 60°螺纹车刀;G95M03S400G00X22Z-6G82X19.2Z-25F1.5X18.6Z-25X18.2Z-25X18.04Z-25X18.04Z-25G00X100Z100M05M30工作任务88.2 刀8.1 机械加工工序卡片具卡片8.3 加工程序8.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 35°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00ZX0G01Z0X31.4X32Z-0.3Z-20G02X32Z-35R12N20G01W-5G00X100Z100M5M308.3.2 工件右端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00ZX0G01Z0X22X26Z-2Z-5G03X26Z-20R15G01Z-30X28N20X32Z-50G00X100Z100M5M00T0202 60度螺纹刀;G95M3S500G00X34Z-29G82X31.2Z-51I2.1F2X30.6Z-51X30.2Z-51X29.8Z-51X29.4Z-51X29.4Z-51G00X100Z100M5M30工作任务99.1 机械加工工序卡片9.2 刀具卡片9.3 加工程序9.3.1 工件左端加工程序:O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X26X30-2Z-19X41.4X42Z-19.3Z-31 加了4毫米;X47.4X48Z-37.3N20Z-55G00X100Z100M05M00T0202 3mm的切槽刀;G95M3S500F0.03G00X52Z2Z-19G01X26.1X32W1X26W-1G00X52Z-38G01X32.1X50W2X32W-2X50W5X48X32W-3X50W-5X48X32W3X50G00X100Z100M5M00T0303 60度的螺纹刀;G95M3S500G82X28.9Z-17F2X28.3Z-17X27.7Z-17X27.3Z-17X27.2Z-17X27.2Z-17G00X100Z100M5M308.3.2 工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X45Z-30R37.5X32Z-51.11R37.5G01W-5.89X48W-3N20X50G00X100Z100M5M30工作任务1010.1 机械加工工序卡片10.2 刀具卡片10.3 加工程序10.3.1 工件左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X62Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X62Z2N10G00X49.4G01Z0X50Z-0.3Z-22N20X62G00X100Z100M05M3010.3.2 工件左端内孔加工程序:O0002 文件夹名;%0002 程序名;T0202 内孔车刀;G95M3S400F0.15G0X22Z2G71U1R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0202G95M3S800F0.05G0X22Z2N10G00X34.4G01Z0X30.4Z-2Z-20X25.42X26.02W-0.3Z-31N20X22Z2G00X100Z100M05M00T0303 5mm内孔切槽刀;G95M03S500F0.03G00X22Z2Z-20G01X28.4X22W2X28.4W-2G00X22Z2G00X100Z100M05M00T0404 60°内螺纹车刀;G95M03S400G00X22Z2G82X30Z-16F1.5X30.6Z-16X31Z-16X31.8Z-16X32Z-16X32Z-16G00X100Z100M05M3010.3.3 工件右端外圆加工程序:O0003 文件夹名;%0003 程序名;T0101 35°尖刀;G95M3S500F0.15G0X62Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X62Z2N10G00X56G01Z0G03X45.73Z-16.16R28G02X50Z-50R27G00X62G00X100Z100M05M3010.3.4 工件右端内孔加工程序:O0004 文件夹名;%0004 程序名;T0202 内孔车刀;G95M3S400F0.15G0X22Z2G71U1R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0202G95M3S800F0.05G0X22Z2N10G0050G01Z0G03X28.02Z-20.71R25G01Z-40.71X23.42X24.02W-0.3N20X22Z2G00X100Z100M05M30工作任务1111.1 机械加工工序卡片11.2 刀具卡片11.2 加工程序11.3.1工件左端加工程序O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X42.4X43Z-0.4N20Z-35G00X100Z100M5M3011.3.2工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0X42.4X43Z-0.3N20Z-12G00X100Z100M5M3011.3.3工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00ZX0G01Z0N20G02X43Z10R9G00X100Z100M5M3011.3.4 工件左端加工程序;O0001 文件夹名;%0021 程序名;T0101G95M3S500F0.15G0X10Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S1500F0.05G0X10Z2N10G00X43G01Z0G02X27.57Z-4.91R9G0X10Z2X100Z100M5M30工作任务1212.1 机械加工工序卡片12.2 刀具卡片12.3 加工程序12.3.1 件2左端外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X25.98G01Z0X29.98Z-2Z-25N20X42G00X100Z100M05M00T0202 4mm切槽刀;G95M03S500F0.03G00X35Z2Z-25G1X26X35G00X100Z100M05M30件2 右端程序:0002 文件名;%0002 程序名;T0101 90°外圆车刀;G95M3S600F0.15G0X42Z2G00X100Z100M05M00T0101G95M3S1500F0.05G0X42Z2N10G0X0G1Z0N20G03X30Z-30.66R19G0X100Z100M5M3012.3.2 件1左端外圆程序: 0003 文件名;%0003 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G0X47.99N20Z-15G00X100Z100M5M30T0303 内孔车刀;G95M3S400F0.15G0X242G71U1.2R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0303G95M3S550F0.08G0X24Z2N10G03X38Z-[SQRT19*19-15*15]R19 G1X24N20Z2G00X100Z100M5M30件1 右端程序:0003 文件名;%0003 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G00X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N20G00X36G1Z0X40W-2X40Z-25N20X48W-15G00X100Z100M5M00T0303 内孔车刀;G95M3S450F0.15G0X24Z2G71U1.2R1P10Q20X-0.5Z0.1G0X100Z100M5M0T0303G95M3S550F0.08G0X24Z2N10G0X34G1Z0X30W-2Z-40N20X28G0Z2G00X100Z100M5M30工作任务1313.1 机械加工工序卡片13.2 刀具卡片13.3 加工程序13.3.1 件2外圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00X0G01Z0X47.4X48Z-0.3N20Z-32:G00X100Z100M5M3013.3.2 件1左端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X52Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X52Z2N10G00X0X46X48Z-1N20Z-25G00X100Z100M5M3013.3.3 件1 右端加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X5Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X5Z2N10G00X0G01Z0X30X36Z-30N20X50G00X100Z100M5M3013.3.1 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;G95M3S500F0.15G0X26G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0G95M3S800F0.05G0X26Z2N10G00X36G01Z0N20Z-30G0X28Z2X100Z100M5M30工作任务1414.1 机械加工工序卡片14.2 刀具卡片14.3 加工程序14.3.1 件2外圆加工程序:O0001 文件夹名;%000 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X37.4X38Z-0.3N20Z-35G00X100Z100M5M3014.3.2 件1左端圆加工程序:O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X34X38Z-2Z-25N20X40G00X100Z100M5M3014.3.3 件1右端外圆加工程序;O0001 文件夹名;%0001 程序名;T0101 90°外圆车刀;G95M3S500F0.15G0X42Z2:G0X100Z100M5M0T0101G95M3S1500F0.05G0X42Z2N10G00X0G01Z0X26X30Z-2Z-30N20X40G00X100Z100M5M00T0202 3mm刀宽切槽刀;G95M3S500F0.03G00X42Z2Z-30G01X26.1X32W2X26.1X32W2X30X26W-2W-2X32G00X100Z100M5M00T0303 60°螺纹刀;G95M3S500G00X38Z2G82X29.2Z-25F1.5X28.8Z-25X28.4Z-25X28.2Z-25X27.83Z-25X27.83Z-25G000X100Z100M5M3014.3.3 件2内孔加工程序;O0001 文件夹名;%0001 程序名;T0101 内孔车刀;G95M3S400F0.15G0X26Z2G71U1.2R1P10Q20X-0.5Z0.1 G0X100Z100M5M0T0101G95M3S800F0.05G0X26Z2N10G00X31.83G01Z0X27.83Z-2N20Z-32G0X24Z2X100Z100M5M00T0202 60度内孔螺纹刀;G95M3S400G00X28Z2G82X28.6X-32F1.5X29Z-32X29.4Z-32X29.8Z-32X29.9Z-32X30Z-32X30Z-32G00X100Z100M5M30工作任务1515.1 机械加工工序卡片。
手车图纸说明
结束语
• 手车接线图涉及到我们设计室每一个电器工程师的工 作,因此此项工作需由我们大家共同努力将其完善, 如图纸中或此项说明中有任何问题或是任何需要补充 修改的地方,烦请大家及时通知我,以便我及时更正, 希望通过我们现在共同的努力能使今后的工作变得更 加愉快、轻松。谢谢大家的合作与支持!
高压开关柜手车接线图图纸说明
概述
• • • 图纸中所有手车所处状态均为手车处于运行位置,做原理图时需注意,相应的开闭点不要选错。 建议在做原理图时,将手车所处状态标于图纸中,以便用户看图方便。 所有断路器的S8、S9接点我司标准选用5常开接点,如有特殊要求,可改为其他形式,但注意相应计划和 接线需更改。 • • 所有非标手车的S8、S9接点均选用4常开1常闭的接点,注意计划和图纸需保持一致性。 KYN18的接触器手车中只能安装2组行程开关(1NO1NC),所以S8、S9需用继电器接点扩展,选用3常开1 常闭的继电器,相应计划需造在手车中。 • • KYN28的接触器手车中可以安装S8、S9接点,S8、S9接点均选用5常开接点。 KYN18的接触器手车联锁不可靠,为防止接触器联锁未到位便合闸,需在合闸回路串接一个行程开关接点, 即保证只有联锁到位后接触器方可合闸,注意在造手车计划时需增加一行程开关,在此点未形成标准之前, 请及时告知结构工程师。KYN28接触器手车不存在此问题。 • 接触器手车需在合闸回路串接一熔断器熔断用行程开关常闭点,即熔断器熔断后不允许合闸。
• •
2)标准配置只有一个防跳继电器KO,无双防跳继电器,如需要,需特殊说明。 3)厂家只行内部的线,插子上的线需要我们行。
3、VG1(ZN63B) 、 ( ) 1) VG1为我公司生产的断路器,现分交流操作和直流操作两种,直流操作时取消整流桥,交流操作 有整流桥,注意在相应的计划中增减。 2) 操作电源为110V和220V时,接线图有所不同,110V时,需将防跳继电器前电阻RO取消,否则断路器合不 上闸,具体见图纸。 3) 图中110V电源只列入无脱扣器、单防跳和无防跳2种情况,其他情况下如果遇到110V操作电源时,只需在 相应的220V操作电源情况下将防跳继电器前电阻RO取消即可。 4) 过流脱扣器非我公司标准,如需增加,需在相应计划中增添,具体几相可根据用户要求取舍。 5) 我公司标准防跳继电器只有1个,如需双防跳,只需增加此继电器的1个常闭接点,但我司无此线路板,如 需要,车间需手画。所以如无特殊要求,不需加此接点。 6) 6和16接点同VD4断路器,如有需要,可将其串接一断路器工作位置接点,否则,需按图接线。
手车图纸说明

非标手车接线图
• 所有非标手车S8、S9接点均采用4常开1常闭接点,注意计划和图纸需保持一致。 • 所有非标手车图中所示状态均为手车运行位置,注意做原理时相关接点的选用。 • 隔离手车中闭锁电磁铁分交流和直流两种,交流配整流桥,直流无,注意相应图纸的改变。 • 计量手车中计量表计接线只是示意,大多由供电局提供安装。
2
ZN65系列(ZN68A) 1) ZN65只整理了DC220V带防跳和不带防跳两种, AC220V由于不常用,未列入标准中,如有需要时,
可以自己补充进去,用于交流操作时需注意,AC220V无防跳回路,因为整流桥的位置和防跳继电器的 位置冲突,即整流桥德位置取代了防跳继电器的位置,因此如果实际需要,需再进一步协商。 2) ZN65二次插针分为46针和64针两种,本次整理只将46针列入标准,由于64针不常用,未列入标准中, 如果以后合同需要,需扩展相应接点,注意相应计划需一致。
3
KYN28-12断路器手车接线图
• 1、VD4断路器(厦门) • 1)双防跳继电器K1非标准配置,如果需要,要在采购时加以说明。接点47,12,48为转换接点,47和12为
闭点,12和48为开点;我们在遇到合闸回路需串接跳位指示灯的情况下,可以在合闸回路串接断路器的常 闭接点和47和12接点。 • 2)我们车间行线时只行底盘车内部的线(S8和S9),我司标准选用5NO接点,其他插子上的线厂家已经行 好。如果有特殊要求,需在图纸和BOM中做相应更改。 • 3)6和16接点厂家通常接S5的常开接点,如果需要也可以将S5的接点和断路器的工作位置接点串接起来, 由于此种情况不常用,图纸中未串接,如果需要注意相应改动。 • 4)如果我们不需要过流脱扣器和欠压脱扣器,通常43、44和32、42厂家不接到插子上,如果需要,我们可 以在家里加,如果实际应用中S8、S9接点也可以将S8的接点引至此插子。 • 5)如果我们单独采购Y4、Y7回来自己安装,需在采购时注明安装支件(如螺钉、定位销以及连接分闸半轴 上的东西),否则无法安装。我们也需在图纸上注明要将相应插子上的线引出来。 • 6)S5为选配件,厦门标准配置位2NC3NO型,即9和19厦门标准配置为常闭点,当然S5接点在订货时也可以 选择3NC2NO,4NO1NC,5NO,1NO4NC,5NC等,但建议如无特殊要求,全部按标准配置,以确保图纸的一致性。
手车图纸说明
•
• •
3)主要分电保持和机械保持两种,图中只列出直流操作的情况,交流操作接线有所不同,由于不常用,未
列入标准中。 4) 接触器是按6常开6常闭设置的,如需要增加接点请在订货时说明(最多10常开10常闭)。 5) 接触器是按交、直流电压分类。
•
• •
4、V7接触器(ABB)
1)主要适用于KYN28柜型6KV系统。 2)我司通常采购手车式的,即不需要我司行线,但熔断器需要我司自己配。
1)标准情况下为直流操作,只有电动机配整流桥,分合闸线圈均无,如果需交流操作,需在订货时说 明。 2)3AV3适用于老型35KV开关柜,内部无防跳,现在基本不推荐使用。 VG1-40.5(小型化3AV3)
1)此断路器内部接线图同10KV VG1内部接线图,相关说明同10KV VG1,推进机构也同10KV VG1的推进
6)上海西门子在合闸回路有C4接点,德国西门子无,厂家反馈此接点用户测合闸线圈电阻,即检测合闸线圈好
坏,同C3(测分闸线圈电阻)接点。我们也可以考虑此接点用作合位、跳位指示时用,考虑到不常用,已 在图纸中取消,如需要时,可加上。 7)分合闸线圈型号不同,采购前需确认,进口和国产的分合闸线圈及电机型号也不同。
8BK86-12(KYN18-12)手车接线图
• 3AH系列
1)3AH主要分上海西门子和德国西门子,上海西门子主要型号为3AH3和3AH5,无 3AH1型号;
德国西门子有3AH1,3AH2,3AH3,3AH4,3AH5几种,但我们主要用3AH1,3AH3两种。 2)德国3AH1和3AH3内部接线相同; 3)上海3AH3和3AH5基本相同,只是3AH3比3AH5多一对储能接点,具体见图纸。 4)德国西门子比上海西门子多S10、S11一对机械防跳位置开关。 5)德国西门子有一个S12(电气闭锁接点)接点,其接点随机械闭锁控制开断,即机械闭锁时,合闸回 路断开,断路器无法合闸。上海西门子此接点非标准配置,如用户无特殊要求,此接点不加。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
需要,车间需手画。所以如无特殊要求,不需加此接点。 6) 6和16接点同VD4断路器,如有需要,可将其串接一断路器工作位置接点,否则,需按图接线。
3、VG1(ZN63B) 1) VG1为我公司生产的断路器,现分交流操作和直流操作两种,直流操作时取消整流桥,交流操作
有整流桥,注意在相应的计划中增减。 2) 操作电源为110V和220V时,接线图有所不同,110V时,需将防跳继电器前电阻RO取消,否则断路器合不
上闸,具体见图纸。 3) 图中110V电源只列入无脱扣器、单防跳和无防跳2种情况,其他情况下如果遇到110V操作电源时,只需在
常闭的继电器,相应计划需造在手车中。 • KYN28的接触器手车中可以安装S8、S9接点,S8、S9接点均选用5常开接点。 • KYN18的接触器手车联锁不可靠,为防止接触器联锁未到位便合闸,需在合闸回路串接一个行程开关接点,
即保证只有联锁到位后接触器方可合闸,注意在造手车计划时需增加一行程开关,在此点未形成标准之前, 请及时告知结构工程师。KYN28接触器手车不存在此问题。 • 接触器手车需在合闸回路串接一熔断器熔断用行程开关常闭点,即熔断器熔断后不允许合闸。
KYN61-40.5手车接线图
VD4-40.5、HD4-40.5KV(厦门和进口VD4) 1)我司在采购时采购的是整车计划,不需我司行线。 2)现我司多选用厦门ABB产品,进口不常用。 3)S5接点为选配件,如需要,最好在采购时说明一下,否则有时商务部采购回来没有。 3AV3(ZN85-40.5KV) 1)标准情况下为直流操作,只有电动机配整流桥,分合闸线圈均无,如果需交流操作,需在订货时说 明。 2)3AV3适用于老型35KV开关柜,内部无防跳,现在基本不推荐使用。 VG1-40.5(小型化3AV3) 1)此断路器内部接线图同10KV VG1内部接线图,相关说明同10KV VG1,推进机构也同10KV VG1的推进 机构。 2)现行35KV开关柜主要配此型断路器。
路断开,断路器无法合闸。上海西门子此接点非标准配置,如用户无特殊要求,此接点不加。 6)上海西门子在合闸回路有C4接点,德国西门子无,厂家反馈此接点用户测合闸线圈电阻,即检测合闸线圈好
坏,同C3(测分闸线圈电阻)接点。我们也可以考虑此接点用作合位、跳位指示时用,考虑到不常用,已 在图纸中取消,如需要时,可加上。 7)分合闸线圈型号不同,采购前需确认,进口和国产的分合闸线圈及电机型号也不同。
高压开关柜手车接线图图纸说明
概述
• 图纸中所有手车所处状态均为手车处于运行位置,做原理图时需注意,相应的开闭点不要选错。 • 建议在做原理图时,将手车所处状态标于图纸中,以便用户看图方便。 • 所有断路器的S8、S9接点我司标准选用5常开接点,如有特殊要求,可改为其他形式,但注意相应计划和
接线需更改。 • 所有非标手车的S8、S9接点均选用4常开1常闭的接点,注意计划和图纸需保持一致性。 • KYN18的接触器手车中只能安装2组行程开关(1NO1NC),所以S8、S9需用继电器接点扩展,选用3常开1
• 2、VD4断路器(进口) • 1)接线基本和厦门VD4同,只是进口的VD4断路器S5接点厂家标准配置为3NO2NC接点,即9和19接常开
接点,厦门的接常闭接点,为达到接线的一致性,将进口VD4S5接点也改为2NO3NC型,即9和19接常闭点, 但需在订货时说明,也可以根据自己合同的要求选择不同的接点形式,但建议按图纸。 • 2)标准配置只有一个防跳继电器KO,无双防跳继电器,如需要,需特殊说明。 • 3)厂家只行内部的线,插子上的线需要我们行。
8BK86-12(KYN18-12)手车接线图
• 3AH系列 1)3AH主要分上海西门子和德国西门子,上海西门子主要型号为3AH3和3AH5,无 3AH1型号;
德国西门子有3AH1,3AH2,3AH3,3AH4,3AH5几种,但我们主要用3AH1,3AH3两种。 2)德国3AH1和3AH3内部接线相同; 3)上海3AH3和3AH5基本相同,只是3AH3比3AH5多一对储能接点,具体见图纸。 4)德国西门子比上海西门子多S10、S11一对机械防跳位置开关。 5)德国西门子有一个S12(电气闭锁接点)接点,其接点随机械闭锁控制开断,即机械闭锁时,合闸回
ZN65系列(ZN68A) 1) ZN65只整理了DC220V带防跳和不带防跳两种, AC220V由于不常用,未列入标准中,如有需要时,
可以自己补充进去,用于交流操作时需注意,AC220V无防跳回路,因为整流桥的位置和防跳继电器的 位置冲突,即整流桥德位置取代了防跳继电器的位置,因此如果实际需要,需再进一步协商。 2) ZN65二次插针分为46针和64针两种,本次整理只将46针列入标准,由于64针不常用,未列入标准中, 如果以后合同需要,需扩展相应接点,注意相应计划需一致。
KYN28-12断路器手车接线图
• 1、VD4断路器(厦门) • 1)双防跳继电器K1非标准配置ห้องสมุดไป่ตู้如果需要,要在采购时加以说明。接点47,12,48为转换接点,47和12为
闭点,12和48为开点;我们在遇到合闸回路需串接跳位指示灯的情况下,可以在合闸回路串接断路器的常 闭接点和47和12接点。 • 2)我们车间行线时只行底盘车内部的线(S8和S9),我司标准选用5NO接点,其他插子上的线厂家已经行 好。如果有特殊要求,需在图纸和BOM中做相应更改。 • 3)6和16接点厂家通常接S5的常开接点,如果需要也可以将S5的接点和断路器的工作位置接点串接起来, 由于此种情况不常用,图纸中未串接,如果需要注意相应改动。 • 4)如果我们不需要过流脱扣器和欠压脱扣器,通常43、44和32、42厂家不接到插子上,如果需要,我们可 以在家里加,如果实际应用中S8、S9接点也可以将S8的接点引至此插子。 • 5)如果我们单独采购Y4、Y7回来自己安装,需在采购时注明安装支件(如螺钉、定位销以及连接分闸半轴 上的东西),否则无法安装。我们也需在图纸上注明要将相应插子上的线引出来。 • 6)S5为选配件,厦门标准配置位2NC3NO型,即9和19厦门标准配置为常闭点,当然S5接点在订货时也可以 选择3NC2NO,4NO1NC,5NO,1NO4NC,5NC等,但建议如无特殊要求,全部按标准配置,以确保图纸的一致性。