UG标准件调用讲解
ug直线导轨标准件
ug直线导轨标准件UG直线导轨标准件。
UG直线导轨标准件是一种用于机械设备上的重要零部件,它能够有效地支撑和引导机械运动部件,保证其在工作过程中的准确性和稳定性。
UG直线导轨标准件的质量和性能直接影响着整个机械设备的运行效果,因此选择和使用UG直线导轨标准件时需要格外注意。
首先,选择适合的材质是保证UG直线导轨标准件性能的关键。
通常情况下,UG直线导轨标准件的材质主要有铝合金、不锈钢和碳钢等。
不同的材质具有不同的特点,选择时需要根据具体的使用环境和要求来进行综合考虑。
铝合金轻巧耐腐蚀,适合一些对重量有要求的场合;不锈钢具有良好的耐腐蚀性能,适合潮湿或腐蚀性较大的环境;碳钢具有较高的强度和硬度,适合一些对强度要求较高的场合。
其次,安装和使用UG直线导轨标准件时需要严格按照相关标准和要求进行。
在安装过程中,需要确保UG直线导轨标准件与机械设备的其他部件配合良好,安装牢固,避免出现松动或者偏移现象。
在使用过程中,需要定期对UG直线导轨标准件进行检查和维护,保证其表面光滑度和精度,延长使用寿命。
另外,选择合适的型号和规格也是使用UG直线导轨标准件时需要考虑的因素之一。
不同的机械设备对UG直线导轨标准件的要求各不相同,需要根据具体的使用要求选择合适的型号和规格。
一般来说,UG直线导轨标准件的型号和规格会直接影响到机械设备的运行速度和精度,因此选择时需要慎重考虑。
最后,对于UG直线导轨标准件的品牌和供应商也需要进行认真的选择和考量。
选择知名品牌和有良好信誉的供应商能够保证产品的质量和售后服务,避免因为产品质量问题导致的不必要的损失和麻烦。
总的来说,UG直线导轨标准件作为机械设备上的重要零部件,其质量和性能直接关系到整个机械设备的运行效果。
在选择和使用UG直线导轨标准件时,需要综合考虑材质、安装和使用要求、型号和规格以及品牌和供应商等因素,确保选择到合适的产品,并严格按照相关要求进行安装和使用,以保证机械设备的稳定运行和使用寿命。
ug标准件怎么调用
ug标准件怎么调用UG标准件怎么调用。
UG标准件是一种常用的机械零件,在工程设计和制造中起到了非常重要的作用。
它们可以帮助工程师在设计过程中快速、准确地实现零件的组装和连接。
接下来,我将向大家介绍UG标准件的调用方法,希望能够帮助大家更好地应用这些标准件。
首先,打开UG软件,并创建一个新的零件文件。
在零件文件中,选择“插入”菜单中的“标准件”选项。
在弹出的对话框中,可以看到各种类型的标准件,如螺栓、螺母、垫圈、销轴等。
根据实际需要,选择相应的标准件类型。
接下来,选择需要的标准件尺寸和规格。
在对话框中,可以设置标准件的直径、长度、螺纹规格等参数。
根据设计要求,输入相应的数值,并确认选择。
在零件文件中,将标准件放置到需要的位置。
可以通过拖拽、旋转等操作,将标准件放置到设计图纸中的合适位置。
确保标准件与其他零件的连接位置和方式符合设计要求。
在放置标准件的过程中,可以根据需要进行多次调整和修改。
通过UG软件提供的各种工具和功能,可以实现对标准件的精确控制和调整。
确保标准件的位置、方向和尺寸都符合设计要求。
最后,在设计完成后,对整个零件进行检查和验证。
确保标准件的位置和连接方式都符合设计要求,并且与其他零件之间没有冲突和干涉。
在确认无误后,保存并提交设计文件。
总的来说,UG标准件的调用并不复杂,但需要工程师具备一定的操作技能和对标准件的理解。
通过上述步骤,可以帮助工程师更好地应用UG标准件,提高设计效率和精度。
希望本文介绍的内容能够对大家有所帮助,谢谢阅读!。
UG模架调取与经验(精品)
模架选取原则模架一般采用标准模架和标准配件,这对缩短制造周期、降低制造成本是非常有利的。
在国内大部分公司及厂家采用的标准模架有“富得巴(FUTABA)”、“龙记(LKM)”、“明利(Minglee)”、“天祥(Skylucky)”等.一般来说,中、小型模胚可选取“富得巴”,较大型模胚则常选取“龙记”、“明利”或“天祥”等。
但实际生产中,往往根据模具的价格、结构以及模架加工的复杂程度来决定。
遇到特殊情况或者客户指定要求时,可以对模架的部分形状、尺寸和材料做出更改,也可以完全重新设计模架,这种情况下,订购模架时,需向模架供应商提供详细模架图,并注明所订购模架与标准模架不同之处。
1 模架与镶件尺寸的确定模具的大小主要取决于塑料制品的大小和结构,对于模具面言,在保证足够强度的前提下,结构越紧凑越好。
根据产品的外形尺寸(平面投影面积与高度)以及产品本身结构如(侧向分型滑块等结构),可以确定镶件的外形尺寸,确定好镶件的大小后,可大致确定模架的大小了。
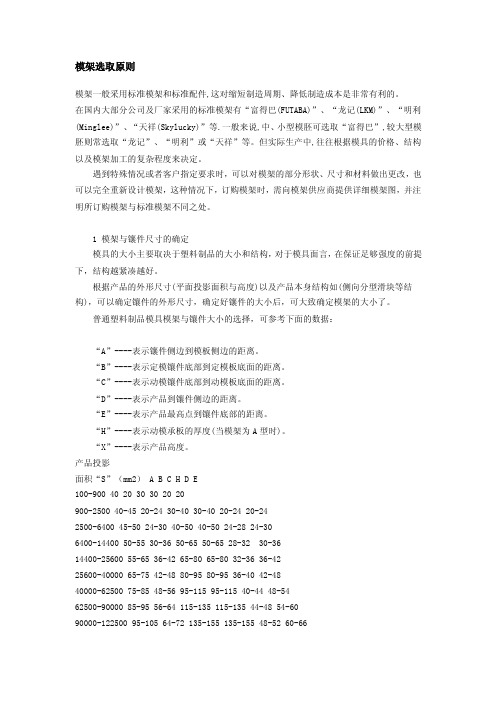
普通塑料制品模具模架与镶件大小的选择,可参考下面的数据:“A”----表示镶件侧边到模板侧边的距离。
“B”----表示定模镶件底部到定模板底面的距离。
“C”----表示动模镶件底部到动模板底面的距离。
“D”----表示产品到镶件侧边的距离。
“E”----表示产品最高点到镶件底部的距离。
“H”----表示动模承板的厚度(当模架为A型时)。
“X”----表示产品高度。
产品投影面积“S”(mm2) A B C H D E100-900 40 20 30 30 20 20900-2500 40-45 20-24 30-40 30-40 20-24 20-242500-6400 45-50 24-30 40-50 40-50 24-28 24-306400-14400 50-55 30-36 50-65 50-65 28-32 30-36014400-25600 55-65 36-42 65-80 65-80 32-36 36-4225600-40000 65-75 42-48 80-95 80-95 36-40 42-4840000-62500 75-85 48-56 95-115 95-115 40-44 48-5462500-90000 85-95 56-64 115-135 115-135 44-48 54-6090000-122500 95-105 64-72 135-155 135-155 48-52 60-66122500-160000 105-115 72-80 155-175 155-175 52-56 66-72160000-202500 115-120 80-88 175-195 175-195 56-60 72-78202500-250000 120-130 88-96 195-205 195-205 60-64 78-840以上数据,仅作为一般性结构塑料制品模架参考,对于特殊的塑料制品,应注意以下几点:(1)当产品高度过高时(产品高度X≥D),应适当加大“D”,加大值△D=(X-D)/2。
UG标准件客制化教程
装配
不定
编辑数据库
() :属性,于下所列出的参数
规格信息(对话框及其内信息) 描述 供应商 材料 模具向导(母模侧),(母模侧) 模具向导组立名称
的一般设置格式: (属性名) (属性值) (标准件项目名)<><> 或<><>
编辑数据库
() :用来指定子标准件的外数据库数据位置及其需要读取的子标准 件数据库中定义的可变主控参数的取值,以更新相应规格的子 标准件。
件夹
于:\\\\\下增加一个目录
于目录下增加一个标准件系列文件夹 于目录下增加三个目录 . :放置标准零件对话框图档 . :放置标准零件的参数数据 . : 放置标准零件模型文件
.注册企业标准件的开发项目项目注册
于:\\\\\\下新建一个命名为的标准开发项目注册文本文档,并在文 本中添加如下内容:
.建立企业的标准件注册电子表格文件
步骤.启用标准件管理器的,检查右图相 关参数
步骤.检查所调用的标准件的属性值是否检查调用的的工程图是否正确。 至此,完成了一个简单实例的开发流程
介绍。
.资料库的管理
编辑注册器
编辑数据库
编辑数据库
编辑数据库
(1) 父组件—既是建立零件时所参考的组件位置:
注意:最顶端的主控参数名称要与标准件的模板部件中的表达式名称一致。 但“”“”等用于定义标准件形状分类或者供应商标准件规格的目录, 可以不受此规则影响。
编辑数据库
() (参数)项:续 其中,第栏数值在同一列中,并用逗号分隔
第二栏位的数值分别写在不同列 空白栏会去抓同行往上栏位有数值 的栏位,不需要每一栏都填写。 表中栏位颜色在模具向导 里不起作用,仅起着重标识。
UG二次开发技术在机床夹具标准件中的应用

图如图5所示。
图5工作台工程图4结语本文研究并提出了对SolidWorks 焊件工程图中的不同类型构件进行处理的方法,并通过实例进行了阐述。
利用此方法能够快速生成符合实际工程需要的焊件工程图尤其对于大型复杂的焊件能够显著提高设计效率,提高生产率。
该方法具有较大的通用性,便于在企业实际推广应用。
参考文献:[1]赵风雷.基于Solidworks 的焊管轧辊三维参数化造型系统开发[J ].煤矿机械,2006,27(8):81-83.[2]李大磊,赵玉奇,张志林.SolidWorks 高级功能与工程应用[M ].北京:北京邮电大学出版社,2009.[3]邢邦圣.机械工程制图[M ].南京:东南大学出版社,2003.[4]大连海运学院制图研究室.画法几何及机械制图[M ].南京:人民交通出版社,1986.[5]孙开元,赵德龙.机械识图[M ].北京:化学工业出版社,2005.[6]郭健.应用SolidWorks 进行焊接结构设计[J ].CAD/CAM 与制造业信息化,2008(7):64-67.[7]马玉峰,张蔚,李辉.SolidWorks2008钣金与焊接从入门到精通[M ].北京:机械工业出版社,2008.[8]詹迪维.SolidWorks 钣金件与焊件教程[M ].北京:机械工业出版社,2008.作者简介:王小庆(1988-),河南焦作人,在读本生,主要研究对象:机械工程及自动化,电子信箱:wangxiaoqing5068@.责任编辑:于淑清收稿日期:2010-04-13煤矿机械Coal Mine MachineryVol.31No.09Sep.2010第31卷第09期2010年09月!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!1系统总体设计UG/Open 是一系列UG 开发工具的总称,主要有UG/Open API 、UG/Open GRIP 、UG/Open MenuScript 和UG/Open UIStyler 四部分组成。
UG工程图边框、标题栏及调用
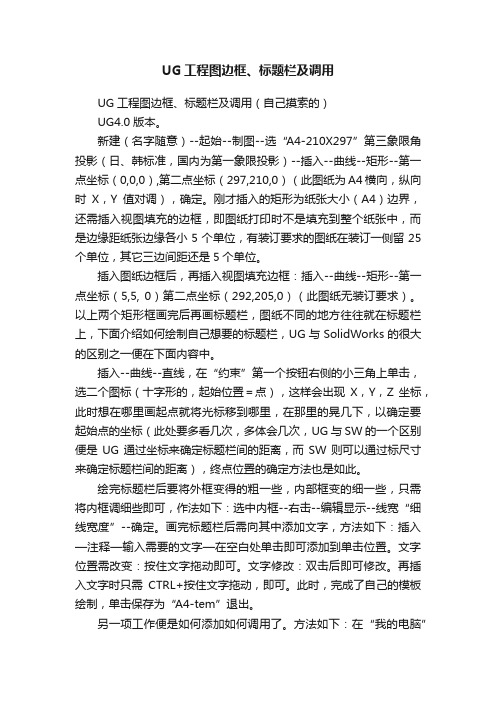
UG工程图边框、标题栏及调用UG工程图边框、标题栏及调用(自己摸索的)UG4.0版本。
新建(名字随意)--起始--制图--选“A4-210X297”第三象限角投影(日、韩标准,国内为第一象限投影)--插入--曲线--矩形--第一点坐标(0,0,0),第二点坐标(297,210,0)(此图纸为A4横向,纵向时X,Y值对调),确定。
刚才插入的矩形为纸张大小(A4)边界,还需插入视图填充的边框,即图纸打印时不是填充到整个纸张中,而是边缘距纸张边缘各小5个单位,有装订要求的图纸在装订一侧留25个单位,其它三边间距还是5个单位。
插入图纸边框后,再插入视图填充边框:插入--曲线--矩形--第一点坐标(5,5, 0)第二点坐标(292,205,0)(此图纸无装订要求)。
以上两个矩形框画完后再画标题栏,图纸不同的地方往往就在标题栏上,下面介绍如何绘制自己想要的标题栏,UG与SolidWorks的很大的区别之一便在下面内容中。
插入--曲线--直线,在“约束”第一个按钮右侧的小三角上单击,选二个图标(十字形的,起始位置=点),这样会出现X,Y,Z坐标,此时想在哪里画起点就将光标移到哪里,在那里的晃几下,以确定要起始点的坐标(此处要多看几次,多体会几次,UG与SW的一个区别便是UG通过坐标来确定标题栏间的距离,而SW则可以通过标尺寸来确定标题栏间的距离),终点位置的确定方法也是如此。
绘完标题栏后要将外框变得的粗一些,内部框变的细一些,只需将内框调细些即可,作法如下:选中内框--右击--编辑显示--线宽“细线宽度”--确定。
画完标题栏后需向其中添加文字,方法如下:插入—注释—输入需要的文字—在空白处单击即可添加到单击位置。
文字位置需改变:按住文字拖动即可。
文字修改:双击后即可修改。
再插入文字时只需CTRL+按住文字拖动,即可。
此时,完成了自己的模板绘制,单击保存为“A4-tem”退出。
另一项工作便是如何添加如何调用了。
ug 标准件
ug 标准件UG标准件。
UG标准件是一种常用的机械零部件,它们通常用于连接、固定或支撑机械设备的各个部件。
UG标准件的种类繁多,包括螺栓、螺母、螺钉、销钉、垫圈等,它们在机械制造和装配中起着重要的作用。
本文将对UG标准件的相关知识进行介绍,包括其分类、特点、应用范围以及选型注意事项。
UG标准件根据其用途和形状特点可以分为多种类型,其中最常见的包括螺栓、螺母和螺钉。
螺栓是一种带有螺纹的连接件,通常用于将两个或多个零部件连接在一起。
螺母则是一种与螺栓配合使用的零件,它通过内部螺纹与螺栓外部螺纹相配合,起着加固连接的作用。
螺钉是一种带有螺纹的固定件,通常用于将零部件固定在机械设备上。
除此之外,还有销钉、垫圈等类型的UG标准件,它们各自在机械制造和装配中发挥着重要的作用。
UG标准件具有规格统一、尺寸精确、安装方便等特点,因此在机械制造和装配中得到了广泛的应用。
在选择UG标准件时,需要根据具体的使用要求和工作环境来进行合理的选型。
首先要考虑的是UG标准件的材质和强度等机械性能参数,以确保其在使用过程中能够承受相应的载荷和力学作用。
其次要考虑其尺寸和螺纹规格是否与所需连接件匹配,以确保连接的牢固和稳定。
另外,还需要考虑UG标准件的防腐性能和耐磨性能,以确保其在恶劣环境下能够长期稳定工作。
总的来说,UG标准件是机械制造和装配中不可或缺的重要零部件,它们的种类繁多,应用范围广泛。
在选择和使用UG标准件时,需要根据具体的使用要求和工作环境来进行合理的选型,以确保机械设备的安全、稳定和高效运行。
希望本文的介绍能够对UG标准件的相关知识有所帮助,同时也希望读者能够在实际工作中加以应用和总结,以提高自身的机械制造和装配水平。
UG加工零件的说明书
UG加工零件的说明书目录第一章 UG软件的功能简介 (3)1.1 UG含义 (3)1.2 UG/Modeling模块 (4)1.3 UG/Manufacturing模块 (5)1.4 UG其它模块 (7)第二章零件的工艺分析 (7)2.1 该零件的技术要求 (7)2.2毛坯的选择 (8)2.3 零件的加工工艺路线 (8)2.4 刀具的选择 (9)2.5切削用量的确定原则 (9)2. 6 工艺方案分析 (11)第三章基于UG的三维造型设计 (12)2.1零件结构形状分析 (12)2.2三维实体造型 (13)第四章基于UG的数控模拟加工 (16)3.1 CAM编程的一般步骤 (17)3.2 建立毛坯 (17)3.3 创建刀具和几何体父节点组 (17)3.4 创建刀具轨迹 (19)第五章实训体会 (28)参考文献 (29)第一章 UG软件的功能简介1.1UG含义模块UG的基本模块,包括打开、创建、存储等文件操作;着色、消隐、缩放等视图操作;视图布局;图层管理;绘图及绘图机队列管理;空间漫游,可以定义漫游路径,生成电影文件;表达式查询;特征查询;模型信息查询、坐标查询、距离测量;曲线曲率分析;曲面光顺分析;实体物理特性自动计算;用于定义标准化零件族的电子表格功能;按可用于互联网主页的图片文件格式生成UG零件或装配模型的图片文件,这些格式包括:CGM、VRML、TIFF、MPEG、GIF和JPEG;输入、输出CGM、UG/Parasolid等几何数据;Macro宏命令自动记录、回放功能;UserTools用户自定义菜单功能,使用户可以快速访问其常用功能或二次开发的功能1.2 UG/Modeling模块1.2.1 UG实体建模UG实体建模提供了草图设计、各种曲线生成、编辑、布尔运算、扫掠实体、旋转实体、沿导轨扫掠、尺寸驱动、定义、编辑变量及其表达式、非参数化模型后参数化等工具。
1.2.2 UG特征建模UG特征建模模块提供了各种标准设计特征的生成和编辑、各种孔、键槽、凹腔-- 方形、圆形、异形、方形凸台、圆形凸台、异形凸台、圆柱、方块、圆锥、球体、管道、杆、倒圆、倒角、模型抽空产生薄壁实体、模型简化(Simplify),用于压铸模设计等、实体线、面提取,用于砂型设计等、拔锥、特征编辑:删除、压缩、复制、粘贴等、特征引用,阵列、特征顺序调整、特征树等工具。
UG重用库GB标准件名称注释
Hex Head:六角头螺钉 GB/T 838-88 六角头不脱出螺钉
Knurled Head:滚花头螺钉 GB/T 835-88 滚花平头螺钉
Pan Head: 平头螺钉 GB/T 67-2000 开槽盘头螺钉 GB/T 818-2000 十字槽盘头螺钉 (H/Z)
普通垫圈平垫圈gbt952002平垫圈c级gbt9612002大垫圈a级gbt9622002大垫圈c级gbt9712002平垫圈a级gbt9722002平垫圈倒角型a级33bearing轴承angularball径向止推滚珠轴承角接触球轴承ball球轴承滚球轴承深沟球轴承cylindrical圆柱滚子轴承needle冲压外圈滚针轴承rolling滚动轴承外球面球轴承thrustball推力球轴承thrustcombined组合式推力轴承thrustcylindrical推力圆柱滚子轴承34profile型材bar条形棒形型材channelsection槽钢ibeam工字钢pipetube管形空心型材35
GB/T 5282-85 开槽盘头自攻螺钉 (C/F)
Pan Head: 平头螺钉 GB/T 828-88 开槽盘头定位螺钉
GB/T 837-88 开槽盘头不脱出螺钉
GB/T 845-85 十字槽盘头自攻螺钉 (C/F/H/Z)
Round Head: 圆头螺钉 GB/T 99-86 开槽圆头木螺钉 Set Screw: 固定[定位]螺丝 GB/T 77-2000 内六角平端紧定螺钉 GB/T 78-2000 内六角锥端紧定螺钉
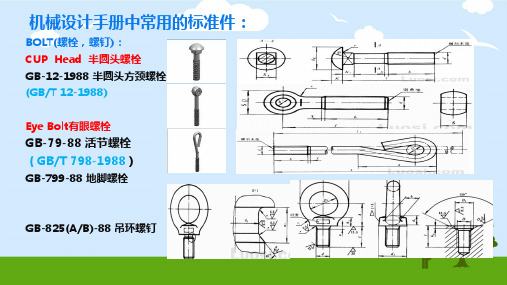
机械设计手册中常用的标准件:
BOLT(螺栓,螺钉): CUP Head 半圆头螺栓 GB-12-1988 半圆头方颈螺栓 (GB/T 12-1988)
ug自动生成明细及标注件号操作说明
自动生成明细及标注件号操作说明
使用要求:
1.从规定的标准件库中调用带有属性的标准件
2.使用带有明细表模板的模具模板
3.安装标准件要使用装配(Assembies)方式,不能使用导入(Import)方式
4.装入所需的标准件后要进入该标准件的Displayed Part状态下修改件号、页次等属性的值5.应该分别在上模、下模、压边圈(压料芯)部件的Drafting状态下生成部件明细
6.操作应在消参之前进行
7.在操作前应该将各部件的装配关系、图层设置整理好
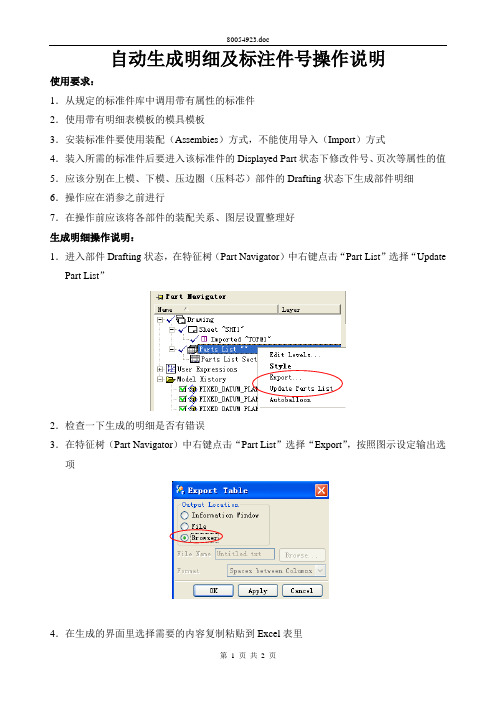
生成明细操作说明:
1.进入部件Drafting状态,在特征树(Part Navigator)中右键点击“Part List”选择“Update Part List”
2.检查一下生成的明细是否有错误
3.在特征树(Part Navigator)中右键点击“Part List”选择“Export”,按照图示设定输出选项
4.在生成的界面里选择需要的内容复制粘贴到Excel表里
5.删掉“PC NO”等多余的内容,把所需内容复制到明细表中
6.进入其他部件重复上述操作,完成明细表的生成
标注件号操作说明:
1.进入装配文件的Drafting状态,在特征树(Part Navigator)中右键点击“Part List”选择“Update Part List”,然后再选择“Autoballoon”,选择要标注件号的视图
2.调整自动标注件号的位置,删除多余的标注。
UG标准件调用讲解

浇口直径大小
第二讲:入水口和流道调用
(2.4): 2穴流道的主要参数的解释
2穴的流道
流道的垂直长度 流道直径 分流道长度 流道分别绕X, Y,Z的旋转角度 分流道的偏移距离
第二讲:入水口和流道调用
(2.5): 4穴流道的主要参数的解释
4穴的流道
流道的垂直长度
流道直径 吸盘开关 分流道的长度
第二讲:入水口和流道调用
第二讲:入水口和流道调用
(2.2):潜浇口主要参数的解释
流道直 径 浇口直径 浇口长 度 浇口角 度
潜伏角 度
第二讲:入水口和流道调用
(2.3): 牛角主要参数的解释
流道直 径 浇口直径 浇口头部长度长度 控制浇口与PL的Z向距离 控制平衡浇口的参 数
头部球大小 控制牛角的长 度 控制牛角的R大小
斜边钉顶面到A板底面距离。
第三讲:行位调用
(3.7) 斜边钉更改方法:
第二种:如图X值变小变大改动方法:把Slide_A部分变为显示 件,在对话框(OFFSET_591_W)后输入(-)负值X值就会 变大输入(+)正值X值就会变小!
第三讲:行位调用
(3.8)
斜边钉更改方法:
第三种:如图X值和Y值的更改: 改动Y值在斜边钉(1)配对里面如 图:在距离-点-基准平面 :距离运 算式更改:等之斜边钉(2)与斜边钉 (1)改动方法相同。
第三讲:行位调用
(3.3)
Scale:行位本体拖把的高度比例 Slider_561_Extend:底部耐磨 块的延伸长度! Slider_Angle:斜导柱的角度+2! Slider_W:滑块的宽度(是自动生 成的) Slider_Weight:滑调用
(3.4)
UG标准件库的使用方法
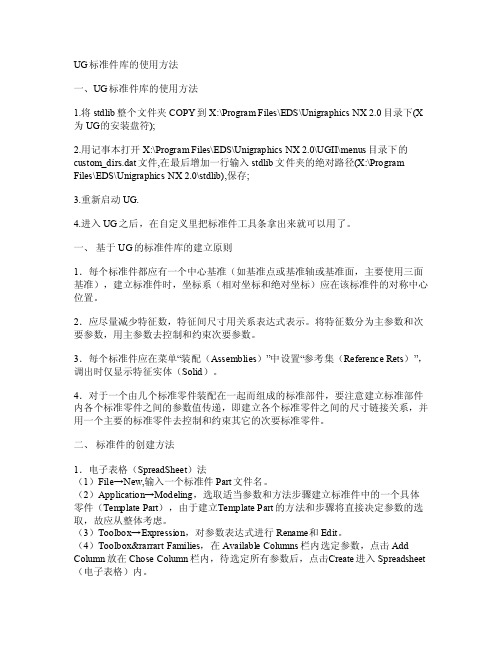
UG标准件库的使用方法一、UG标准件库的使用方法1.将stdl ib整个文件夹COP Y到X:\Progr am Fi les\E DS\Un igrap hicsNX 2.0目录下(X 为UG的安装盘符);2.用记事本打开X:\P rogra m Fil es\ED S\Uni graph ics N X 2.0\UGII\menu s目录下的custo m_dir s.dat文件,在最后增加一行输入std lib文件夹的绝对路径(X:\Progr amFi les\E DS\Un igrap hicsNX 2.0\std lib),保存;3.重新启动UG.4.进入UG之后,在自定义里把标准件工具条拿出来就可以用了。
一、基于UG的标准件库的建立原则1.每个标准件都应有一个中心基准(如基准点或基准轴或基准面,主要使用三面基准),建立标准件时,坐标系(相对坐标和绝对坐标)应在该标准件的对称中心位置。
2.应尽量减少特征数,特征间尺寸用关系表达式表示。
将特征数分为主参数和次要参数,用主参数去控制和约束次要参数。
3.每个标准件应在菜单“装配(Asse mblie s)”中设置“参考集(Refe rence Rets)”,调出时仅显示特征实体(S olid)。
4.对于一个由几个标准零件装配在一起而组成的标准部件,要注意建立标准部件内各个标准零件之间的参数值传递,即建立各个标准零件之间的尺寸链接关系,并用一个主要的标准零件去控制和约束其它的次要标准零件。
二、标准件的创建方法1.电子表格(S pread Sheet)法(1)File→New,输入一个标准件Par t文件名。
UG使用技巧及常见问题详解
UG使⽤技巧及常见问题详解UG使⽤技巧及常见问题详解1.UG的正确卸载⽅法2.如何创建UG快捷⽅式3.UGNX2快捷键的设定;4. 如何使UG英⽂改成中⽂5. 如何恢复NX死机或跳出后的⾃动存挡6. 如何将NX4模型树改成以前⼀样7. 当⽂件较⼤时,在旋转或缩放时如何取消显⽰成⼀个⼤的块8.当你的图形太⼤时,显⽰会不完全如何设置9.在“特性操作”中抽取曲线与在“编辑”“曲线”中“抽取曲线”的区别10.在列表中必须保证原来的实体特证完成布尔操作11. 部件间建模默认设置(ug4.0不需要设置)12. 如何⾃顶向下装配13 如何对逆向数据进⾏建模14.ug 公英制转换15.如何能在装配时,加载不同⽬录下的零件16 .如何定位球与锥⾯的配合17. 在NX3中如何找到WAVE Geometry Linker 命令?18. 如何在⼀图中既有装配图⼜有零件图19、将UG-Drafting⽆缝转换成DXF⽂件的具体步骤20. UG3D到UG2D的单个转换21.UG转PROE22. PROE转UG23. IGS转PROE或UG24.将JPG格式导⼊UG中25、出⼯程图时,如何屏蔽掉多余的轮廓线?26、如何调整标注尺⼨与尺⼨线之间的间隙,如何调整名义尺⼨与公差值之间的间隙27.尺⼨交叉进如何断开28.如何将剖⾯线断开29、如何不剖轴30.如何作剖视图31.在UG制图中怎样画产品的断⾯图(⾮剖⾯图)32.如何修改UG制图局部放⼤视图符号的线型(粗改细)33.如何使标注与视图关联34.如何在产⽣剖⾯图前先“预览”⼀下35.装配中重量值是怎么显⽰出来的?36.明细表质量设置,由G→KG,总重量也为KG37.如何设置图框中材料、名称、图号等属性38.如何将做好的电⼦表格导⼊到UG中39.如何控制打印线宽40.如在UG中设置图幅⼤⼩为加长(或加宽)图框41.⼩操作1.UG的正确卸载⽅法1、在开始的设置后⾯的控制⾯板,在跳出的⽂件夹找添加或删除程序,然后⽤⿏标双击打开添加或删除程序。
应用UG建立模具标准件库的几种方法

然后 点 0 k ,在 P o i n t S u b f t mc t i o n内指 定 加 人
零件 位置 【 如( 0 , 0 , 0 ) 】 后, 点击 o k , 这 样销 钉 的基准实 体即在指 定点处 生成 ; 6 )选 主 菜单 F i l e  ̄ S a v e :7 )将 该零件 变成 工作零 件, 再修改参 数 , 使之符合设计要 求 ;8 ) 选 主菜单 F i l e  ̄ S a v e 后, 装 配 图 中此 零 件 跟着 改变 。 此方法优点是 简单 、 直接 , 是 下面两种
用。
3 . 保用 电子表格 : 1 — 4步骤同上 ; 5 )
T o o l b 0 x — S p I) 【 t mc t Ex -
p f , 将 销钉参数 自动 取到 电子表格 中 ; 6 ) 将 销 钉 所有 系列对 应参数 值 输 人到 电子 表 格 中, 一 般将驱动参数按行 排列 , 型号按列 排 列 ;7 ) F i l e  ̄ S a v e ;8 ) 调用 时 , 打开 x d . p f t 文 件 ,接着 进人 电子表格 ,关掉 o p t l o n - - " U s e F i x e d U p d a t e R a n g e按 钮 , 激活欲选 择型号对 应 的列 , 用T o o l s 菜单 中 U p d a t e U G p a r t 选 项 更 新 模 型 即 可 。此 方 法 前 期 工 作 量 大 , 但 电 子 表格 建好 后 ,调用标 准 件更快 ,效 率 更
模具 设计周期 , 所 以必须建立标 准件 库 。 U G 是美国 U G S公 司 开发 一 个 C A D/0L h l /C A E 集成 软件 , 它为用户提 供了强大 的二次开发 工具 , 对提 高产 品的设计 效率 , 缩短产 品设 计周期 具有 重 大意义 。下 面 以销钉 ( 直 径
UG自带螺丝标准件修改成可调出下图效果方法

文件名是对应的
2012.06.27
Page3/9
INMOULD LIMITED
打开文件后编辑螺丝草图。
TEL:+86 769 8560 9963 FAX:+86 769 8560 9863
如下图以3点画弧 画出3/4弧。
2012.06.27
Page4/9
INMOULD LIMITED
标好刚画好8560 9963 FAX:+86 769 8560 9863
按钮选择公式
2012.06.27
Page5/9
INMOULD LIMITED
TEL:+86 769 8560 9963 FAX:+86 769 8560 9863
TEL:+86 769 8560 9963 FAX:+86 769 8560 9863
美制螺丝路径
公制螺丝路径
2012.06.27
Page2/9
INMOULD LIMITED
下面我们以“SHCS(Auto)”为例
TEL:+86 769 8560 9963 FAX:+86 769 8560 9863
INMOULD LIMITED
TEL:+86 769 8560 9963 FAX:+86 769 8560 9863
UG自带螺丝标准件修改成可调出下图效果方法
2012.06.27
Page1/9
INMOULD LIMITED
首先如下图路径找到UG标准件的原始文件
弹出表达式对话框。 选择螺丝直径的表达式“SCREW_DIA”
2012.06.27
Page6/9
INMOULD LIMITED
ug 0 标准件

ug 0 标准件UG 0 标准件。
UG 0 标准件是一种常用的机械零部件,广泛应用于各种机械设备中。
本文将对UG 0 标准件的特点、应用范围、选型注意事项等进行详细介绍,以便用户更好地了解和选择适合自己需求的标准件。
UG 0 标准件的特点。
UG 0 标准件具有尺寸精度高、质量稳定、安装方便等特点。
其材质一般采用优质合金钢或不锈钢,经过精密加工而成,具有较高的强度和耐磨性,能够满足各种复杂工况下的使用要求。
此外,UG 0 标准件的表面通常经过防锈处理,能够在恶劣环境下长时间使用而不易生锈,具有较长的使用寿命。
UG 0 标准件的应用范围。
UG 0 标准件广泛应用于机械制造、汽车制造、航空航天、船舶制造等领域。
在机械制造中,UG 0 标准件常用于连接、传动、定位等方面,如螺栓、螺母、轴承等;在汽车制造中,UG 0 标准件常用于发动机、底盘、车身等部件的装配;在航空航天领域,UG 0 标准件则承担着飞机、火箭等飞行器的重要连接和支撑作用;在船舶制造中,UG 0 标准件则常用于船体结构、动力系统等方面。
UG 0 标准件的选型注意事项。
在选择UG 0 标准件时,首先需要根据具体的使用要求和工作环境来确定标准件的材质和尺寸。
其次,需要考虑标准件的质量和生产厂家的信誉度,以确保所选标准件的质量和可靠性。
此外,还需要注意标准件的安装和使用方法,以避免因错误使用而导致的故障和事故。
最后,需要根据实际需求和预算来选择合适的标准件,以达到性价比最优的效果。
总结。
UG 0 标准件作为机械设备中不可或缺的零部件,具有尺寸精度高、质量稳定、安装方便等特点,广泛应用于机械制造、汽车制造、航空航天、船舶制造等领域。
在选择UG 0 标准件时,需要考虑其材质、尺寸、质量、生产厂家信誉度、安装和使用方法等因素,以确保所选标准件能够满足实际需求并具有较长的使用寿命。
希望本文能够帮助用户更好地了解和选择适合自己需求的UG 0 标准件。
UG标准件客制化教程

SHEHT2
其中: SHEET1是标准件数据库中定义的可变主控参数,而SHEET2是用于 装配节点下的子标准件可变主控参数,其不需要视图的显示,只 需要相关的可变参数即可。
编辑数据库
(5) EXPRESSIONS(表达式)项:该项大多用于设置标准件自动装配或定位 到目标位置。最多4个表达式 比如:offset=<UM_MOLDBASE>::TCP_TOP,意思即将定位圈的offset偏 置值链接到模架的定模安装板的顶面。在调用标准件时,读取标准件 数据库电子表格文件中的expression项的部件间表达式,并以之取代 UG模板部件的参数offset=100为offset=<UM_MOLDBASE>::TCP_TOP来 实现自动定位。
于F:\NX7\MOLDWIZARD\standard\metric\下增加一个目录tony
企业或标 准件供应 商的标准 件项目文 件夹
于tony目录下增加一个locatingring标准件系列文件夹 于locatingring目录下增加三个目录 1. bitmap:放置标准零件对话框图档
2. Date:放置标准零件的参数数据
次组立 FUTABA S型
标准零件 次组立母模侧 次组立公模侧 标准零件母模侧 标准零件公模侧 冷却水路母模侧 冷却水路公模侧
编辑数据库
(2) POSITION:预设放置方式,放置时指定其位置
<UM_TOP> <UM_LAYOUT> 组立最上层 放置PROD组立
<UM_PROD> <UM_FS>
<UM_MISC> <UM_PROD_SIDE_A> <UM_PROD_SIDE_B> <UM_MISC_A> <UM_MISC_B> <UM_COOL_SIDE_A> <UM_COOL_SIDE_B>
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一讲:镶件调用
一﹕(1.4)镶件界面介绍
挂台的位置
可以旋转整个入子 入子的定位方式,有中点和端点定位
第一讲:镶件调用
一﹕(1.5)模仁入子调用时注意事项
1).要注意选择标准库 2).前模镶件的父级是CAVITY﹐后模镶件的父级是CORE 3).镶件的定位方式是POINT(点) 4).这里的镶件标准件只适合方型入子﹐对不规则的入子要先切再调 入子挂台﹐然后把切的镶件LIKE到挂台上﹐最后加TURE上面去 5).需要调用多个不同的入子时一定要重命名
第一讲:镶件调用
一﹕(1.6)举例讲解入子调用(
(1):选择要调用标 准件的目录(SIEMENS)
以方入子为例 )
(2):选择要调用标准 件的种类(入子部分) (4):选择入子所存放
若所要调出入子尺寸 在目录栏上没有,须
进入尺寸栏修改
(3):选择入子种类 (前模镶件)
的位置(Cavity) (5):选择入子调出 定位的方式(点) (6):若入子须重命 名,此处须勾 选此处
第五讲:模架调用
4﹕主要參數的解釋
1).二板模主要參數的解釋
設定母模板的厚度 設定方鐵的高度 設定GP的位置 設定DP的顯示 注塑机类型 設定公模板的厚度 設定EGP的顯示 設定模架的形狀 模具是否为热流道模 具,(0不是,1是)
2).三板模主要參數的解釋
設定母模板的厚度 設定方鐵的高度 設定GP的位置 設定SP的位置 設定公模板的厚度 設定EGP的顯示 設定模架的形狀 注塑机类型
2
1
第三讲:行位调用
(3.9)
行位本体更改方法:
第一种行位退出方向加长: 如图E值更改方法:把行位本体变 为显示件:在表达式找到名称(WO) 在公式(slider2::Slider_W)后 面输入负值E值会变小反之输入正 值E值会变大。此种更改方法有利 于保証斜边钉到斜面的足够强度。
斜面
第三讲:行位调用
第二讲:入水口和流道调用
(2.2):潜浇口主要参数的解释
流道直 径 浇口直径 浇口长 度 浇口角 度
潜伏角 度
第二讲:入水口和流道调用
(2.3): 牛角主要参数的解释
流道直 径 浇口直径 浇口头部长度长度 控制浇口与PL的Z向距离 控制平衡浇口的参 数
头部球大小 控制牛角的长 度 控制牛角的R大小
浇口直径大小
第二讲:入水口和流道调用
(2.4): 2穴流道的主要参数的解释
2穴的流道
流道的垂直长度 流道直径 分流道长度 流道分别绕X, Y,Z的旋转角度 分流道的偏移距离
第二讲:入水口和流道调用
(2.5): 4穴流道的主要参数的解释
4穴的流道
流道的垂直长度
流道直径 吸盘开关 分流道的长度
第二讲:入水口和流道调用
第三讲:行位调用
(3.18) 行位束块螺丝更改方法:
行位束块螺丝更改方法:在行位束块螺丝1配对 条件距离-点-平面的(距离表达式)(-25)面 里面更改.(16.50)也在距离表达式(-16.50) 里面更改,螺丝2同螺丝1更改方法相同。
第四讲:斜顶调用
(4.1 )
T:斜頂厚度
W:斜頂寬度 H1_72:斜頂座高出上頂出板的值 Rotation_76:导向块旋转角度 H_limiting_Block:限位块位置高度值 Secession_L:斜顶退出行程
(3.10) 行位本体更改方法:
第二种斜面更改: 更改方法:把Slide变为显示件在运算 式名称(Slider_Angle)公式(15)里面 变更角度。
第三讲:行位调用
(3.11) 行位本体更改方法: 第三种行位本体尾部高度更改方法
更改方法:把Slide变为显示件在运算 式名称(Scale)公式(0.4)里面变更系 数。
全部參數區域
編輯注冊檔 編輯標准件
編輯資料檔
旋轉模架
主要參數區域
第五讲:模架调用
3. 模架設定界面的解釋:
1). 目錄區域 : 在目錄區域里可以選擇不同廠商的模架。
2). 類型區域 : 在類型區域里可以選擇不同模架類型。
3). 規格區域 : 在規格區域里可以選擇不同模架規格﹐就是模架的大小。 4). 圖片區域 ﹕每種不同類別模架有對應的圖片。 5). 主要參數區域 ﹕在這個區域里可以修改模架里的一些常用的參數。 6). 全部參數區域 ﹕在這個區域里可以修改模架里的所有的參數。 7). 編輯注冊檔 ﹕在這里可以編輯模架的注冊檔。 8). 編輯資料庫 ﹕在這里可以編輯模架的資料庫。 9). 旋轉模架 ﹕在這里可以旋轉模架﹐每點擊一下就旋轉90度。 10). 編輯元件 ﹕在這里可以編輯模架里的元件﹐也就是模架里的標准件。
斜边钉顶面到A板底面距离。
第三讲:行位调用
(3.7) 斜边钉更改方法:
第二种:如图X值变小变大改动方法:把Slide_A部分变为显示 件,在对话框(OFFSET_591_W)后输入(-)负值X值就会 变大输入(+)正值X值就会变小!
第三讲:行位调用
(3.8)
斜边钉更改方法:
第三种:如图X值和Y值的更改: 改动Y值在斜边钉(1)配对里面如 图:在距离-点-基准平面 :距离运 算式更改:等之斜边钉(2)与斜边钉 (1)改动方法相同。
第三讲:行位调用
(3.14) 行位束块更改方法:
行位束块宽度40更改方法:把行位束块变为显示零件在 运算式名称(WO)公式(40)里面更改.
第三讲:行位调用
(3.15) 行位束块更改方法:
行位束块宽度25更改方法:把行位束块变为显示零件在运算 式名称(W1)公式(25)里面更改.注意更改后总宽40不变。
第四讲:斜顶调用
(4.2 )
第五讲:模架调用
第五讲:模架调用
二板模和熱膠道模架 管理界面介紹
目錄區域
類型區域
圖片區域
重命名對話框 規格區域 編輯注冊檔 旋轉模架 全部參數區域 編輯資料檔 編輯標准件
主要參數區域
第五讲:模架调用
三板模模架管理界面介紹
類型區域 目錄區域 圖片區域
重命名對話框
規格區域
第三讲:行位调用
(3.1) Slider_Type:行位类型,指修改束块的 类型及其螺丝的锁固方式! Slider_L:行位的长度! Slider_H:行位的高度! rotate:行位的方位! insert_block_set:模仁束块的宽度, 主要是控制耐磨块﹑压块﹑导向块 与本体之间的配对关系!
第三讲:行位调用
(3.3)
Scale:行位本体拖把的高度比例 Slider_561_Extend:底部耐磨 块的延伸长度! Slider_Angle:斜导柱的角度+2! Slider_W:滑块的宽度(是自动生 成的) Slider_Weight:滑块的重量(只作 参考用)
第三讲:行位调用
(3.4)
(11):选择入子高出 分型面的距离 (7):选择入子长 宽尺寸 (8):选择入子挂 台方向 (9):选择入子旋 转角度(0)
(12):”确定“或“应 用”
(10):选择入子定 位点的种类 (Middle)
第二讲:入水口和流道调用
(2.1):侧浇口主要参数的解释
流道直 径 控制浇口各距离参数 浇口宽 度 浇口厚 度
任何一个零件的装配关系都可以通过配对 去寻找,并获取其位置关系的距离!
第三讲:行位调用
(3.5)
任何一个零件的形状尺寸都可以 通过点击特征快速查询!
第三讲:行位调用
(3.6)
斜边钉更改方法:
第一种:斜边钉离A板底面距离更改:把Slide_A部分 变为显示件,在对话框更改(Of fset_591_Z)+24为
返回目录
第三讲:行位调用
(3.16) 行位束块更改方法:
行位束块高度56更改方法:把行位束块变为显示零件在运算 式名称(NO)公式(56)里面更改.
第三讲:行位调用
(3.17) 行位束块更改方法:
行位束块高度20更改方法:把行位束块变为显示零件在运算 式名称(NO)公式(20)里面更改.注意更改后总高56不变。
第五讲:模架调用
1﹕模架參數中英文對照表
第五讲:模架调用
第五讲:模架调用
Thanks, The end!
(2.6): 8穴流道的主要参数的解释
8穴的流道
流道直径 主流道的长度
分流道2的长度
分流道3的长度 吸盘开关 分流道1的长度
第二讲:入水口和流道调用
(2.7):分流道的调用注意事项
1).要注意选择标准库 2).要注意父级﹐就是你要把你要调的标准件装配到哪个元件下面 3).要注意位置﹐就是标准件调出的定位方式 4).当你要改数时﹐要注意改完之后要记得敲回车键 5) .调用时需先确定流道位置、类型与大小,减少重复调用的时间.
标准件调用讲解
第一讲:镶件调用 第二讲:入水口和流道调用 第三讲:行位调用 第四讲:斜顶调用 第五讲:模架调用
第一讲:镶件调用
一﹕(1.1)镶件界面介绍
种类区域 选择区域 规格区域 编辑注册档 显示区域 图片区域 编辑资料档 重定位标准件
删除标准件
反向标准件
主要参数区域
第一讲对应产品倒钩的长度( 会自动预留安全余量)
angle_PIN_L:斜边钉长度 D:斜边钉直径
第三讲:行位调用
(3.2)
rotate01:行位的方位(可以输入 任一角度)! Slider_Block_H0:行位束块与模 板配合的高度! SHCS_H_531:行位束块螺丝调节 高度
图片区域
有多张图片时﹐可以前后翻页
全部参数区域
锁定与解开表达式
几何表达式连结
零件间表达式连结
第一讲:镶件调用
一﹕(1.3)镶件界面介绍
父级是表示标准件调出来 后就在这个父级下面 新建元件是表示一次性调 多个元件而且要是不 一样的元件就要点上钩