行业标准《镍铝金属间化合物烧结多孔材料管状过滤元件》-送审稿
烧结铝镍钴检测工艺操作规程
烧结铝镍钴检测工艺操作规程1 适用范围本规程适用于以下方面的检测1.1 成型及烧结热处理后毛坯,制粉后的粒度测试1.2 磨加工后1.3注塑(表面处理)后注:原材料检验见《烧结铝镍钴原材料检验和试验规程》。
产品出厂检验见《铝镍钴产品出厂验收标准》磁性能测试见1《铝镍钴磁性能检验规程》模具加工后按图纸要求检测,检测结果记录《烧结铝镍钴模具检测表》、《夹具检测表》。
2 引用标准/相关文件GB/T2828-87《逐批检验、计数抽样程序及抽样表》3 成型及烧结后毛坯3.1成型及烧结后应进行外观全检,并在烧结铝镍钴外观检测记录》表上记录。
有下列缺陷之一者应判为不合格3.1.1 变形及凹陷明显磨加工无法挽救的;3.1.2 气孔在工作面,且面积超过该截面的0.5%,深度1mm的;3.1.3 掉角掉边超过总体积3%的;3.1.4 重量或非加工尺寸不符合图纸要求的;3.1.5 不符合客户具体协议要求的;3.2烧结后密度检验(单件重大于3g),并记入《密度检测记录》。
3.2.1 测量方法为排水法。
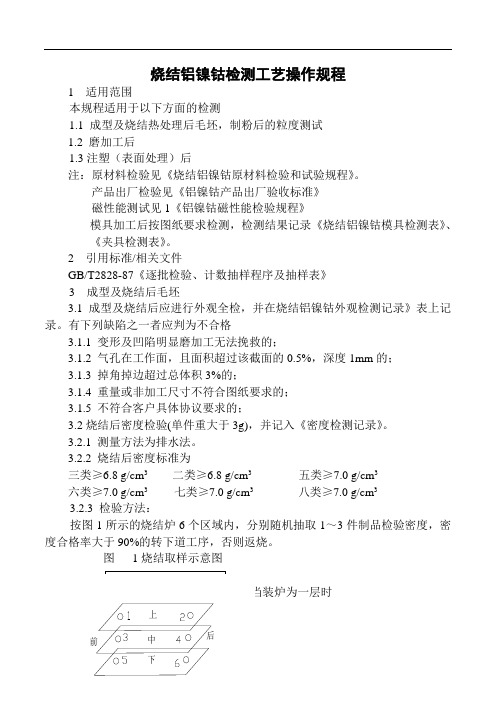
3.2.2 烧结后密度标准为三类≥6.8 g/cm3 二类≥6.8 g/cm3五类≥7.0 g/cm3六类≥7.0 g/cm3 七类≥7.0 g/cm3 八类≥7.0 g/cm33.2.3 检验方法:按图1所示的烧结炉6个区域内,分别随机抽取1~3件制品检验密度,密度合格率大于90%的转下道工序,否则返烧。
图1烧结取样示意图当装炉为多层时3.2.4 制粉后的粒度测试对制粉工序球磨后的粉及混合粉进行粒度测试,过筛按20单位中抽1单位比例进行抽检。
全部过筛流转,否则转重磨或其它处理,并记入《粒度测试记录》。
3.3 磨加工后的外观检验3.3.1接收前的外观检验外观应无明显锈蚀,应清洗干净、无水、无污物,检验方法按GB/T2828-87正常检查一次抽样方案Ⅱ级,按AQL=2.5判定,锈蚀超过2%退回加工方处理;使用毛巾擦拭产品,使毛巾表面明显变黑的退回加工方处理。
工信部关于对338项有色、冶金等行业标准进行公示
工信部对338项有色、冶金等行业标准进行公示
来源:全球铝业网
摘要:工信部发布338项行业标准及35项行业标准样品报批公示,广泛听取社会各界的修改意见。
工信部发布338项行业标准及35项行业标准样品报批公示,广泛听取社会各界的修改意见。
根据行业标准制修订方案,相关标准化技术组织等单位已完成?分散剂N?等338项化工、冶金、有色、石化、黄金、稀土、轻工、包装等行业标准的制修订工作及?不锈钢304标准样品?等35项冶金行业标准样品的研制工作〔标准名称及主要内容、标准样品目录等分别见附件一和附件二〕。
在以上标准及标准样品批准公布之前,为进一步听取社会各界意见,特予以公示,截止日期2021年7月31日。
附件一:
338项行业标准名称及主要内容。
行业标准《铝包镍复合粉》编制说明

铝包镍复合粉编制说明(送审稿)铝包镍复合粉行业标准编制说明一、工作简况1.1 项目来源根据工业和信息化部《关于印发2011年第二批行业标准制修订计划的通知》(工信厅科[2011]134号)的要求,由北京矿冶研究总院负责修订《铝包镍复合粉》有色行业标准,项目计划编号为2011-0900T-YS,计划完成年限2012年。
1.2 本标准所涉及的产品简况铝包镍复合粉是热喷涂技术所需喷涂材料之一,属于放热型包覆粉末,适用于火焰喷涂和等离子喷涂,与基体结合强度高。
涂层具有较强的抗氧化性,可用作各种零部件的表面修复与强化的工作层,也可用于打底过渡层的制备。
与普通碳钢、合金钢、不锈钢、氮化钢、铸铁、铸钢、镍、镁、锆、钛等均能实现良好的微冶金结合。
铝包镍复合粉产品要求满足一定的松装密度、粒度范围和具有一定的流动性,主要元素镍和铝有一定的化学成分要求。
主要用于飞机发动机零部件、坦克传动部件、内燃机传动机械、汽车曲轴、机床导轨、冶金风机叶片以及喷涂陶瓷涂层前的打底层等。
1.3 承担单位情况及主要工作过程1.3.1 承担单位情况北京矿冶研究总院是隶属于国务院国资委管理的中央企业,属国家首批创新型企业,是我国以金属矿产资源综合开发利用为核心主业的规模最大的综合性研究与设计机构,在有色金属采矿、选矿、冶炼和金属粉体材料等研究领域可代表国家水平,在国内外同行中有较大的影响。
1.3.2 主要工作过程北京矿冶研究总院接到《铝包镍复合粉》编写任务后,组织相关的技术人员,成立了标准编制小组。
通过收集和整理国内外铝包镍复合粉信息,对国内生产加工和质量水平进行了充分论证,于2012年6月形成有色行业标准《铝包镍复合粉》讨论初稿。
本草稿完成后,以电子文本形式征求国内相关生产单位的意见。
使用情况反馈结果表明铝包镍复合粉抗氧化性能好,与基体结合强度高,达到了零件涂层的使用要求。
2012年7月25日,由全国有色金属标准化技术委员会主持,在新疆乌鲁木齐召开标准讨论会,来自全国有色金属标准化技术委员会、株洲硬质合金集团有限公司、有研亿金新材料股份有限公司、西安宝德粉末冶金有色责任公司、广州有色金属研究院、钢铁研究总院、深圳市格林美高新技术股份有限公司、西部超导材料科技有限公司、郴州钻石钨制品有限责任公司、西北有色金属研究院赛特公司等10家单位的14位专家代表参会,对本标准(讨论稿)进行了认真、细致的讨论,并提出了对本标准的修改意见和建议。
《铝及铝合金熔体净化用泡沫陶瓷过滤板》行业标准编制说明
《铝及铝合金熔体净化用泡沫陶瓷过滤板》行业标准编制说明(送审稿),2007-06-301、工作简况1、1任务来源随着我国国民经济的迅猛发展,我国对铝及铝合金类产品的需求量越来越大,对该类产品质量的要求也越来越高,与之生产配套使用的泡沫陶瓷过滤板的消耗量也随之越来越大。
为了适应市场的需要,同时确保泡沫陶瓷过滤板的生产和使用企业在生产、检验及使用过程中有章可循,我们根据全国有色轻金属标准化委员会长沙会议的安排,起草了该产品的有色金属行业标准。
本标准主要是根据我国一般工业用铝及铝合金生产的需要和西南铝(集团)有限责任公司和西南铝重庆渝西化工厂十多年使用和生产泡沫陶瓷过滤板的经验以及西南铝重庆渝西化工厂企业标准《铝及铝合金熔体净化用泡沫陶瓷过滤板》(Q/YF103-2000)编制。
1、2编制组情况本标准在2004年11月2~5号在长沙由全国有色标准化技术委员会年会上成立编制组,主编单位为西南铝重庆渝西化工厂,参加单位为福州麦特新高温材料有限公司。
1、3主要工作过程1、3、1 本标准于2005年4月提出《初稿》,于2005年4月10日在江西省景德镇市召开的铝镁标准工作会议上,与会代表对该标准的初稿进行了认真细致的讨论,并提出了一系列修改意见和建议。
该标准起草工作小组经过慎重考虑,采纳和部分采纳了与会专家的意见,并严格按照讨论会的会议纪要对初稿进行了修改,提出了标准的《征求意见稿》。
1、3、22006年7月11日,在全国有色金属标准化技术委员会在山西省太原市召开了《冰晶石》等十四项国家标准工作会议,与会代表对《意见征求稿》进行了认真细致的讨论,并提出了一系列修改意见和建议。
现根据太原预审会精神和对《征求意见稿》的讨论意见,提出本标准的《送审稿》。
2、标准的主要修改部分2、1 征求意见稿表1中的型号以p表示,本送审稿中将其改为国际上通用的ppi表示,英文字母ppi 前面的数字代表产品的孔密度,且与孔隙均匀度相对应。
烧结金属多孔滤材技术综述
图 2 烧结金属滤材的倒锥形结构示意
311 烧结金属丝网的结构特点 金属微孔工作网层是烧结金属丝网滤材的关
键结构 ,它直接影响着金属滤材的的分离及整体 运行效果 。选择滤网本身要比表面看起来复杂得 多 ,这涉及多种金属丝尺寸 、孔隙尺寸 、空洞面积 、
32 流 体 机 械 2002 年第 30 卷第 2 期
The Revie w on Sinter Metal Porous Filter Element Gu Lin Qiu Shiting Zhao Yang
Abstract : The character of sinter metal porous materials was studied , the metal filter element market of china and some new develop2 ments of sinter metal technology was introduced. Some suggestion are pointed out too. Keywords : Sinter metal porous materials ;filter elements ;filter and separation
烧结金属多孔材料具有以下特点 : (1) 优良的透过性能 , 适于制作催化剂 、流体 的分布与渗透装置等 ; (2) 金属微孔孔径与孔隙易于控制 ,用于过滤 时的过滤精度高 ; (3) 比表面积大 ,可以为化学反应提供理想的 大面积接触材料 ; (4) 可有效地吸收 、传播能量 ; (5) 保持一定的金属与合金本身的特性 ;
烧结金属粉末滤材最高精度 > 烧结金属毡滤
层 、工作层 (过滤层) 、保护层 。在滤材过滤面工作 层一般采用倒锥形微孔结构设计 。采用这种结构 可以完成多级过滤效果 , 使杂质颗粒不会过快地 在滤材的拦截表面堆积 , 从而有利于提高滤材的 容尘性 ,延长滤材的工作周期 。倒锥形结构示意 图如图 2 。
《烧结金属过滤元件》国家标准编制说明
《烧结金属过滤元件》国家标准编制说明一、工作简况1.1任务来源根据“国标委综合[2016]76号”文的要求,西部宝德科技股份有限公司负责修订国家标准GB/T6887—2007。
该项目计划编号为:201161672—T-610,按计划要求,本标准应在2018年完成。
1。
2烧结金属过滤元件简介烧结金属过滤元件是烧结金属钛、镍及镍合金过滤元件的总称,它是烧结金属多孔材料的一大类。
是将金属末经过压制、轧制和烧结制备而成的一种金属多孔材料,常用于过滤与分离系统.烧结金属过滤元件具备耐腐蚀(钛)、耐高温(镍及镍合金)、可焊接、强度好的优点,其厚度范围宽、孔尺寸可控,是一种用途广泛的过滤材料。
作为过滤材料能够满足不同工况的使用要求,近年来随着国家核工业的快速发展以及各类制药、食品项目的增加,其产量急剧增大。
1.3承担单位情况西安宝德粉末冶金有限责任公司前身是西北有色金属研究院粉末冶金厂(所),于2003年6月通过整体转制,资产重组成立。
其经营范围是金属粉末产品、烧结金属多孔材料及元件、烧结金属致密材料及制品,过滤和分离设备,金属制品的研制、开发、生产、销售及技术咨询、服务、转让。
公司成立秉承了西北有色金属研究院在粉末冶金方面的研究方向,并把技术创新作为企业稳健发展的基础。
因此公司十分重视人才吸收与培训,以宽松的工作环境和严格约束机制,为人才施展才华提供一个没有天花板的平台。
经公司研发人员的努力完成了全钛大输液过滤器的研发与推广应用,以及《不锈钢烧结滤片》和《SHELL煤气化专用通气布料过滤设备》的设计与制作,并获得了SHELL专用产品生产许可证。
经过全体员工的共同努力,公司生产经营了7年,连续保持30%左右的增长.几年来,公司承担了多项国家“863”、“火炬计划”、“重点新产品”等新研发和攻关项目。
与西北有色金属研究院一起建立了“国家金属多孔材料重点实验室”,主要任务是开展行业前沿技术研究、共性关键技术研究,促进基础研究成果的转化和科研成果的产业化.2015年由于发展需要,西安宝德粉末冶金有限责任公司实现股份制改造,更名为西部宝德科技股份有限公司,整体在新三板上市。
过滤板(孔隙)标准名称
ICS铝及铝合金熔体净化用泡沫陶瓷过滤板Ceramic foam filters for molten aluminum alloy(送审稿,2007-06-30)中国有色金属工业协会 发布YSYS/T ××××—××××前言本标准由全国有色金属标准化技术委员会提出。
本标准由全国有色金属标准化技术委员会解释和归口。
本标准的附录A、附录B、附录C、附录D、附录E均为规范性附录。
本标准起草单位:西南铝重庆渝西化工厂、福州麦特新高温材料有限公司。
本标准主要起草人:肖继先、罗开明、李瑞山、柯东杰。
IYS/T ××××—××××铝及铝合金熔体净化用泡沫陶瓷过滤板1 范围本标准规定了铝及铝合金熔体净化用泡沫陶瓷过滤板的要求、试验方法、检验规则、标志、包装、运输、贮存及合同内容。
本标准适用于铝及铝合金熔体净化用泡沫陶瓷过滤板。
2 要求2.1 产品分类2.1.1 产品的型号及规格如表1所示。
表12.1.2 标记示例产品标志按产品的型号、规格及标准编号的顺序表示。
标记示例如下:型号为20ppi,孔密度为17~23孔,长230mm、宽230mm、厚50mm的泡沫陶瓷过滤板,标记为:泡沫陶瓷过滤板 20ppi 230×230×50 YS/T ××××—××××2.2 尺寸偏差过滤板的外形尺寸及允许偏差应符合表2的规定。
表22.3 物理及力学性能1YS/T ××××—××××2 过滤板的物理及力学性能应符合表3的规定。
2.4 外观质量2.4.1 过滤板应平整、平直,不允许有裂纹、直孔和影响使用的掉渣等缺陷。
烧结金属多孔材料的过滤精度_董领峰
表 2 烧结不锈钢粉末多孔材料过滤效率
标准
ISO4572 (过滤效率 98%时的
颗 粒 尺 寸 ,μm )
SG006
6
SG010
10
SG016
16
ISO16889 (过滤效率 98%时的
颗 粒 尺 寸 ,μm )
30.0
37.3
2016 Vol.26 No.2
过滤与分离 Journal of Filtration & Separation
· 33 ·
由 表 1 看 出 ,与 ISO4572 相 比 ,按 ISO16889 测试 10 μm 的过滤比检 测结果比 较 接 近 , 大 于 10 μm 的颗粒偏小, 而小于 10 μm 的颗粒偏大。 由于以上差别的存在着,过滤比的表征方法也不 同 ,ISO4572 过 滤 比 表 征 为 βx,ISO16889 过 滤 比 表征为 βx(c)。 如果测定方法使用 ISO4572,试验 粉尘为 ACFTD,5 μm 颗粒的 β 值 为 20, 可理解 为对于 5 μm 颗粒的过滤效率为 95%,标注为 β5= 20; 如 果 测 定 方 法 使 用 ISO16889, 试 验 粉 尘 为 ISO MTD,测定 5 μm 颗 粒 β 值 为 200,则 标 注 为 β5(c)=200,其过滤效率理解为 99.5%;假如 β10(c) =2000,则理解为 10 μm 颗粒的过滤效率为99.95%, 使用标准为 ISO 16889,试验粉末为 ISO MTD。
渐增大,直至通过多孔试样的压降增加到给定值 为止。 通过颗粒计数器对上下游同种粒子数进行 监测统计,计算出滤芯上游液体单位体积中大于 或等于某一给定尺寸的污染物颗粒数与下游液 体单位体积中大于或等于同一给定尺寸的污染 物颗粒数之比,即β过滤比。
粉末冶金分标委会审定和讨论的标准项目
审定
7.
金属粉末 高温时松装密度和流速的测定 第1部分:高温时松装密度的测定
国标委发函〔2018〕83号
-T-610
中南大学粉末冶金研究院、西安赛隆金属材料有限责任公司、江苏威拉里新材料科技有限公司、西北有色金属研究院、西安欧中材料科技有限公司、广东省工业分析检测中心、北矿检测技术有限公司
讨论
8.
金属粉末 高温时松装密度和流速的测定 第2部分:高温时流速的测定
国标委发函〔2018〕83号
-T-610
中南大学粉末冶金研究院、西安赛隆金属材料有限责任公司、江苏威拉里新材料科技有限公司、西北有色金属研究院、西安欧中材料科技有限公司、广东省工业分析检测中心
讨论
9.
烧结金属材料(不包括硬质合金) 表面粗糙度的测定
国标委发函〔2018〕83号
-T-610
深圳市注成科技股份有限公司、中南大学、广东省工业分析检测中心、西安瑞福莱钨钼有限公司、西安赛隆金属材料有限责任公司、国合通用(青岛)测试评价有限公司、西北有色金属研究院、西安欧中材料科技有限公司
讨论
15.
钴铬钨系合金粉末化学分析方法 第2部分:铬含量的测定 ቤተ መጻሕፍቲ ባይዱ酸亚铁铵滴定法
工信厅科〔2018〕73号2018-2043T-YS
广东省工业分析检测中心、中金岭南有色金属股份有限公司、广西分析测试研究中心、北矿检测技术有限公司、国标(北京)检验认证有限公司、北矿新材科技有限公司、清远佳致新材料研究院有限公司
烧结金属多孔材料压缩性能的测定

烧结金属多孔材料压缩性能的测定编制说明(送审稿)烧结金属多孔材料压缩性能的测定行业标准编制说明一、工作简况1.1任务来源根据工业和信息化部《关于印发2014年第三批行业标准制(修)订计划的通知》(工信厅科[2014]628号)及全国有色金属标准化技术委员会“《关于转发2014年第一批有色金属国家、行业标准制(修)订项目计划的通知》”(有色标委[2014]29号)的文件精神,西北有色金属研究院负责制订有色金属行业标准《烧结金属多孔材料压缩性能的测定》,该项目计划编号为:2014-1470T-YS。
按计划要求,本标准应在2015年完成。
1.2 方法简介压缩性能是表征烧结金属多孔材料力学性能的指标之一,是衡量烧结金属多孔材料抵抗压缩变形的能力,抗压强度是材料在静压缩条件下的极限承载能力,即材料抵抗外界压力破坏的最大能力,是表征烧结金属多孔材料强度的指标之一,是衡量烧结金属多孔材料抵抗压缩变形的能力,也是一种特殊的烧结金属多孔材料断裂强度,对于判断用于过滤和分离的烧结金属多孔材料及元件的可靠性和寿命有指导作用。
烧结金属多孔材料力学性能受孔结构的影响很大,应力应变的传递呈现出梯度效应,由于裂纹扩展的不连续性,呈现出与致密材料显著不同的奇异现象和特异性规律,其压缩性能也有别于致密材料。
对于有一定塑性的烧结金属多孔材料,在压力的作用下会产生小量的塑性变形,孔隙度也将发生变化,由于孔隙度较高的材料塑性变形很小,在很小的塑性变形后即发生断裂。
一般用压力压缩试样,测试抗压强度、压缩屈服强度以及压缩弹性模量即可表征。
1.3承担单位情况西北有色金属研究院是我国重要的稀有金属材料研究基地和行业技术开发中心,也是稀有金属材料加工国家工程研究中心、金属多孔材料国家重点实验室、中国有色金属工业西北质量监督检验中心等的依托单位。
经过四十多年的不懈努力,西北有色金属研究院已成为一个由具有较强综合科技实力的国家级重点研究院、工程研究中心和若干产业化公司组成的大型科技集团,形成了基础研究、工程化和产业化并举的发展模式。
行业标准《铁铝金属间化合物多孔材料》-编制说明

FeAl金属间化合物烧结多孔材料过滤元件编制说明书1 任务由来及说明近年来,大气污染日益严重,空气环境质量日益恶化;因此,本单位提出了将环保理念前置到工业前沿过程中,本单位自主研发的FeAl金属间化合物烧结多孔材料作为一种新型的高温气体除尘过滤材料,综合金属和陶瓷多孔材料的性能优点,经过本单位历年的不断研发、完善,已广泛应用于高温气体过滤领域,适用于铁合金、煤化工、煤制油、钢铁行业、火法电厂等行业高温苛刻环境的长期稳定过滤,保证了客户生产体系正常运行,提升了生产效率;实现了贵重金属回收、产品提纯及副产品利用,并有利于解决大气污染PM2.5问题。
2 标准制定的目的和意义为了将FeAl金属间化合物烧结多孔材料管状过滤元件应用于高温苛刻环境的长期稳定过滤,保证客户生产体系正常运行,提升生产效率,实现技术的广泛传播及改善环境,需要规范该产品的结构尺寸、技术性能要求、相关检验方法,使产品在使用过程中具有通用性、互换性,实现污染环境治理,解决环境污染问题。
但目前由于我国具有自主知识产权的FeAl金属间化合物烧结多孔材料过滤元件是一种新型高温气体过滤产品,没有相关标准,存在产品规格、型号不统一,产品互换性差;产品性能、质量指标、产品的使用工况不清晰,用户无选型依据;无产品相关的检验、储存、包装、运输及维护等方法;给用户使用和政府主管部门的管理带来不便,因此有必要对我国自主研发的新型FeAl金属间化合物烧结多孔材料管状过滤元件进行标准化。
3编制过程本标准的编制工作从2013年3月开始,由成都易态科技有限公司研发部具体承担。
本标准制定严格按GB/T1.1《标准化工作导则第1部分:标准的结构和编写规则》,GB/T1.2《标准化工作导则第2部分:标准中规范性技术要素内容的确定方法》要求进行。
从接到标准的编制任务开始,参加编写的人员就开始收集国内外有关金属多孔材料滤芯、陶瓷滤芯的资料,随后召集了国内部分滤芯生产企业和使用企业的代表共同讨论,结合工况实际应用状态,制定了本标准中需要检测的各项指标。
车间空气中镍及其无机化合物卫生标准的研究

车间空气中镍及其无机化合物卫生标准的研究
刚葆琪;李树森
【期刊名称】《工业卫生与职业病》
【年(卷),期】1993(19)5
【摘要】在充分利用国内外既有毒理学、流行病学和镍卫生标准制订依据资料的基础上,对四个镍生产厂矿进行了劳动卫生和工人健康状况调查。
综合分析所获资料,以镍的一般毒性为主要依据,根据可溶性不同分别规定其职业接触限值。
建议车间空气中镍及其无机化合物的最高容许浓度:金属镍与难溶性镍化合物为
1mg/m^3(按Ni计),可溶性镍化合物为0.5mg/m^3(按Ni计)。
本建议标准不能保护感受性高的人员免受镍的致敏作用。
【总页数】5页(P281-285)
【关键词】镍;卫生标准;职业接触;车间;空气
【作者】刚葆琪;李树森
【作者单位】哈尔滨医科大学公共卫生学院;甘肃省卫生防疫站
【正文语种】中文
【中图分类】R134.4
【相关文献】
1.车间空气中尿素卫生标准的研究 [J], 吴立仁;陈秀凤;吴加罗;顾学林;余延山;俞永旦
2.车间空气中锡及其无机化合物的火焰原子吸收光谱测定法 [J], 武皋绪;赵承礼
3.车间空气中乙酰甲胺磷卫生标准研究 [J], 陈秀凤;吴立仁;吴加罗;吴晓东;曹婉娟;俞永旦
4.车间空气中聚氯乙烯粉尘卫生标准的研究 [J], 张涛;赵志刚;王自齐
5.车间空气中奥克托今卫生标准研究 [J], 王延琦;严川信;夏宝清;唐虹
因版权原因,仅展示原文概要,查看原文内容请购买。
烧结不锈钢过滤元件-中国有色金属标准质量信息网

《烧结不锈钢过滤元件》国家标准编制说明国家标准GB/T 6886-2001于2001年发布,标准采用了液压传动—过滤器—测定过滤特性的多次通过法,对烧结不锈钢过滤元件牌号进行划分。
目前ISO4572已经有了新的测试标准ISO16889。
资料报道ISO4572与ISO16889的测试方法虽然相同,但是由于试验用标准粉尘的变化,以及粉尘颗粒标定方法的变化对测试结果有一定的影响。
因此,按新的国际标准方法ISO16889重新测试过滤元件的过滤精度,进行标准修订是必要的。
1、工作简况GB/T 6886-2001“烧结不锈钢过滤元件”的修订任务由国家质量技术监督局下达,中国有色金属工业标准计量质量研究所归口,西北有色金属研究院、西安宝德粉末冶金有限责任公司负责修订,计划完成时间为2007年10月。
西北有色金属研究院接到任务后,成立了国标修订小组,于2007年4月初开始工作,首先查阅了ISO标准、美国军用标准、俄罗斯国家标准、中国国家标准和军用标准、机械工业部标准等国内外有关不锈钢多孔材料的标准资料,根据资料调研和目前国内生产使用不锈钢多孔材料的状况,提出了主要对过滤元件的过滤精度表征方式按ISO16889修订的意见。
其次,详细审核原标准,整理近几年多孔不锈钢滤材生产中的产品性能数据,并及时按原标准牌号,对多孔材料进行了取样测试,试验样品达50多个,仅过滤效率试验的样品就达20多个。
在试验结果基本稳定的情况下,在航空航天部过滤与分离机械产品监督检测中心进行校核试验,校核结果基本一致。
试验中及时组织专家对试验结果进行分析,调整、完善级别划分办法。
根据产品需求情况,考虑生产难易因素调整了材料规格形状。
在上述工作基础上起草了烧结不锈钢过滤元件修订征求意见稿。
2、主要修订内容2.1规格、型号增加了A4型滤管;对元件规格尺寸及偏差作了适当调整与补充。
2.2牌号或“过滤精度”标准按ISO16889规定的方法测试过滤效率,以过滤效率为98%和99.9%时的阻挡颗粒尺寸值将多孔材料进行分级,并以此作为标准过滤元件牌号的重新划分依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
YS
ICS 77.160 CCS H 72
镍铝金属间化合物烧结多孔材料
管状过滤元件
Tubular filter element made by sintered Ni-Al porous interme
tallic compound
(送审稿)
前言
本文件按照GB/T 1.1-2020《标准化工作导则第1部分:标准化文件的结构和起草规则》的规定起草。
请注意本文件的某些内容可能涉及专利。
本文件的发布机构不承担识别专利的责任。
本文件由全国有色金属标准化技术委员会(SAC/TC243)提出并归口。
本文件起草单位:成都易态科技有限公司。
本文件主要起草人:
I
镍铝金属间化合物烧结多孔材料管状过滤元件
1 范围
本文件规定了镍铝金属间化合物烧结多孔材料管状过滤元件(以下简称过滤元件)的技术要求、试验方法、检验规则、标志、包装、运输、贮存、质量证明书和订货单(或合同)内容。
本文件适用于粉末冶金法生产的液固过滤与分离用镍铝金属间化合物烧结多孔材料管状过滤元件。
2 规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 5249 可渗透性烧结金属材料气泡试验孔径的测定
GB/T 5250 可渗透性烧结金属材料流体渗透性的测定
GB/T 6804 烧结金属衬套径向压溃强度的测定
GB/T 11336 直线度误差检测
YS/T 1133 烧结金属多孔材料拉伸性能的测试
YB/T 5320 金属材料定量相分析X射线衍射K值法
3 术语和定义
本文件没有需要界定的术语和定义。
4 技术要求
4.1 产品分类
4.1.1 产品形状、型号
过滤元件按结构分为单管或套管,其形状见图1和图2。
过滤元件按平均孔径分为7种型号,见表1。
图1 单管过滤元件示意图
2
2
说明:
D—过滤元件直径;
L—过滤元件长度;
δ—过滤元件厚度;
A—过滤元件流道间隙。
图2 套管过滤元件示意图
型号NAG02 NAG04 NAG07 NAG10 NAG15 NAG20 NAG30 注:型号中NA代表镍铝金属间化合物烧结多孔材料,G代表过滤,数字代表过滤元件的平均孔径上限值。
4.1.2 标记示例
示例1:
平均孔径4μm-7μm,公称直径75mm,公称长度500mm,壁厚3.0mm的单管过滤元件标记为:N AG07Φ75×500×3.
示例2:
平均孔径1μm-2μm,公称直径75mm,公称长度1000mm,壁厚3.0mm,流道间隙4.5mm的套管过滤元件标记为:N AG02Φ75×1000×3×4.5.
4.2 物相成分
过滤元件主要物相为NiAl、Ni3Al,含量要求应符合表2的规定。
表2 物相成分%材料类别含量要求
NiAl相≥90
Ni3Al及其他相≤10
4.3 物理性能
过滤元件物理性能指标应符合表3的规定。
4.4 尺寸及允许偏差
单管过滤元件尺寸及允许偏差应符合表4规定,套管过滤元件尺寸及允许偏差应符合表5规定。
单位为毫米
2
单位为毫米
2
4.5 直线度
单管和套管过滤元件直线度均应不大于2mm/m。
4.6 外观质量
过滤元件表面应清洁,无浮粉、无裂纹、斑点及过烧等现象。
4.7 耐腐蚀性能
需方对过滤元件耐腐蚀性能有要求时,由供需双方协商确定,并在订货单(或合同)中注明。
4.8 其他
需方对过滤元件有其他特殊要求时,由供需双方共同商定。
5 试验方法
5.1 过滤元件的主要物相成分的检验按YB/T 5320的规定进行。
5.2过滤元件的最大孔径检验按GB/T 5249的规定进行。
5.3 过滤元件的平均孔径检验按供需双方协商确定的方法进行。
5.4 过滤元件的相对渗透系数检验按GB/T 5250的规定进行。
5.5过滤元件的径向压溃强度检验按GB/T 6804的规定进行。
5.6 过滤元件的抗拉强度检验按YS/T 1133的规定进行。
5.7 过滤元件的尺寸及允许偏差用相应精度的量具测量。
5.8 过滤元件的直线度检验按GB/T 11336规定进行。
5.9过滤元件的外观质量用目视进行检验。
5.10过滤元件耐腐蚀性能的检验方法由供需双方协商确定。
2
6 检验规则
6.1 检查和验收
6.1.1产品应由供方进行检验,保证产品质量符合本文件及订货单(或合同)的规定,并填写质量证明书。
6.1.2 需方可对收到的产品按本文件及订货单(或合同)规定进行检验,如果检验结果与本文件及订货单(或合同)的规定不符时,应在产品收到之日起三个月内向供方提出,由供需双方协商解决。
6.2 组批
产品应成批提交验收,每批由同一批原材料、同一型号、同一规格、按相同工艺生产的产品组成。
每批数量不大于1000支。
6.3 检验项目及取样
过滤元件检验项目及取样应符合表6的规定。
表6 检验项目及取样
6.4 检验结果的判定
6.4.1物相成分检验结果不合格时,则在该批产品中另取双倍试样对该不合格项进行重复检验,若重复检验仍有结果不合格时,则判该批产品为不合格。
6.4.2 最大孔径检验结果不合格时,则在该批产品中另取双倍试样对该不合格项进行重复检验,若重复检验仍有结果不合格时,则判该批产品为不合格。
但允许逐支检验,合格者重新组批。
6.4.3 平均孔径检验结果不合格时,则在该批产品中另取双倍试样对该不合格项进行重复检验,若重复检验仍有结果不合格时,则判该批产品为不合格。
但允许逐支检验,合格者重新组批。
6.4.4 相对渗透系数检验结果不合格时,则在该批产品中另取双倍试样对该不合格项进行重复检验,若重复检验仍有结果不合格时,则判该批产品为不合格。
但允许逐支检验,合格者重新组批。
2
6.4.5 径向压溃强度检验结果不合格时,则在该批产品中另取双倍试样对该不合格项进行重复检验,若重复检验仍有结果不合格时,则判该批产品为不合格。
6.4.6抗拉强度检验结果不合格时,则在该批产品中另取双倍试样对该不合格项进行重复检验,若重复检验仍有结果不合格时,则判该批产品为不合格。
6.4.7 尺寸及允许偏差检验结果不合格,判该支不合格。
6.4.8直线度检验结果不合格,判该支不合格。
6.4.9 外观质量检验结果不合格,判该支不合格。
6.4.10 耐腐蚀性能结果不合格时,则在该批产品中另取双倍试样对该不合格项进行重复检验,若重复检验仍有结果不合格时,则判该批产品为不合格。
7 标志、包装、运输、贮存和质量证明书
7.1 标志
7.1.1 检验合格的产品应有如下标志或标签:
a)产品型号;
b)产品规格;
c)产品批号;
d)生产日期。
7.1.2 包装箱上应注明:
a)供方名称;
b)产品名称;
c)产品数量;
d)防潮、防震等字样或标志。
7.2 包装、运输、贮存
7.2.1 产品以塑料袋包装,包装好的产品置于运输包装箱内,以软质物隔开并填紧。
7.2.2产品运输过程中,不得受潮、撞击和滚动。
7.2.3 产品应存放在阴凉、通风、干燥的库房内。
7.3 质量证明书
每批产品应附有产品质量证明书,注明:
a)供方名称;
b)产品名称;
c)产品型号;
d)产品规格;
e)产品批号;
f)产品数量;
g)各项分析检验结果和质量检验部门检印;
h)本文件编号;
i)出厂日期。
8 订货单(或合同)内容
订购本文件所列产品的订货单(或合同)应包括以下内容:
2
a)产品名称;
b)产品型号;
c)产品规格;
d)产品数量;
e)本文件要求的“应在合同中注明”的事项;
f)本文件编号;
g)其他。
2。