ALIGN T-REX 450L DOMINATOR组装介绍
新手必读教材,亚拓450组装到调试全套图文详细讲解

亚拓450从零安装调试到完工,新手必读教材,全套图文详细讲解T REX 450 SE-组装方式/调整/设定参考第1步:首先将机身固定柱和主轴固定座及电池固定座左侧两颗螺丝拆下,方便服务器安装第2步:将第一颗服务器由内往外安装第3步:同样的由内往外安装第二颗服务器,并将讯号线排列整齐用速线带固定,切记,1.速线带头在机身内侧2.在固定于册版的地方用透明胶带包覆两圈,防止组装时讯号线破损第4步:将伺服机讯号线由内侧版经沟槽穿往机身外侧第5步,将服务器的讯号线整理后,再用蛇管包覆第6步:将机身固定柱和主轴固定座及电池固定座左侧两颗螺丝装回原来位置记得要上螺丝胶喔第7步:将中间的侧版固定柱套入,并对准螺丝孔.将马达固定座装上下侧版第8步:1.利用马达固定座将上.下侧版组合2.将中侧版固定柱锁上螺丝第9步:将服务器讯号线穿过上.下侧版并将左侧三颗螺丝锁上第10步:右侧版先锁上1的螺丝,其它两颗先不锁第11步:将所需的马达同齿固定后,在将马达固定在马达坐上第12步:将马达线穿过机身底板和组装好的脚架,并将脚架固定第13步:将皮带穿过尾管(注意皮带的方向性)并将尾服务器座套入尾管,然后跟机身组合,并将垂直/水平/支撑架装上,调整皮带的松紧度后上紧尾管固定座的螺丝第14步:金属尾传动轮座组固定前,需确认与尾管固定座呈平行状态第15步:陀螺仪的整线后用蛇管包覆第16步:将陀螺仪用双面胶固定在尾管固定座上后,将包覆好的讯号线穿过上.下侧版后再将右侧版的两颗螺丝上紧(陀螺仪安装在尾固定座的下方,以防炸机时被副翼打到)第17步:先抓出尾服务器的中点,并将球头固定在服务器的摆臂上(上下两个圈是行程终点),并将服务器固定在尾伺服座上第18步:装好尾服务器时,套上连杆后,注意,这是重点1,尾舵控制组需在尾主轴中央2.调整尾服务器座让连杆跟尾管平行3.尾服务器摆臂球头需在中点4. 尾连杆和尾管尽量跟尾管呈平行以上确定后在固定尾伺服座螺丝第19步:1.将主轴上的连杆按说明书上的长度组装,并套上摆臂平衡杆先量好两边相等长度后套入平衡杆重垂在装上平衡翼2.将主轴和机身组合第20步:组合好后请注意大齿盘于机身的间隙,不能摩擦到机身或尾传动轮第21步:调整马达铜齿的高度并将铜齿固定螺丝上紧,调整马达与大齿盘的间隙后再将马达固定螺丝上紧第22步:1.用2mm钻尾将欲锁球头的摆臂扩孔2.将球头利用螺母固定在摆臂上3.将多余的摆臂去掉.以免摆动时干涉4.将服务器连杆依说明书长度组装好第23步:将组装好的摆臂套上服务器,先不上服务器螺丝,以便调整时需拆下,此时连杆都是呈垂直状态第24步:接收的整理1.用热缩套管或由机的油管将接收线的前端包覆,以防接收线和侧版接触而出现干扰现象,相信很多人有这个经验2.用1mm的泡棉将接受包覆并用透明胶带在包覆,以防日久泡棉脱落,这可以防止摔机后的碰撞以以多一层的防干扰的作用第25步:1.用双面胶将接收固定在底板2.将讯号线接上接收第26步:1.用打火机熏烤将热缩套管定型你要的角度2.在用热缩套管将整理的接收线固定在线管上第27步:将电子变速器的讯号线穿过脚架和底板之间并接上接收(马达线先不要接,以便遥控器设定和调机)-----------------------------------以上是机械及电子部件的安装--------------------------第28步:控的设置,打开遥控器进入SWASH TYP,打开选项选择120度第29步:接上电池,将摆臂尽量以90度脚平行装上,并推油门游戏杆以确认伺服机的方向正确,如有反向,可进入REV.SW个别调整正确方向第30步:如摆臂有微些差距,可进入sub trim个别微调至所有摆臂至平行,调整好后记得看看十字盘是否平行,如没平行,调整十字盘连杆使起平行既可第31步:接下来先将主旋翼做好静态平衡后,装上直升机,并将服务器螺丝锁上第32步:进入遥控器选项里的PIT.CURV.1.并将油门游戏杆推至中点2.在NORM设定页面3.将EXP显至ON 的位置,这可以自行调整曲线较为顺畅第33步:已有贴配重贴纸的桨为主1.将螺距规套上,并以螺距规的上沿跟平衡杆呈平行2.此时应为0度,如没0度,可依差距大小调整连杆使其成为O度第34步:将油门游戏杆推至最高并记下为+11度第35步:将油门推至最低,并记下为-11度,对高手来说,这个螺距应该是可以的第36步:如想减少螺距行程,可进入swash mix的PIT降低%数(5%为一度左右),所以我降了10%,此时螺距为(-9 0 +9)这应该适合一般飞友第37步:接下来是在进入PIT. CURV设定NORM的螺距,第一点位置设定为-2度,此时数据为38%第38步:接着将油门游戏杆推至中点3的位置(约是停悬点),为+5度,此时该点数据为75%第39步:在来是将刚刚设定的38%和75%以及最高的100%三点中的曲线,设定调整一条顺畅的拋物线,这样一来,在操控的过程会顺畅许多,不会又高高低低的情况发生第40步:接下来进入THRO CHRV的NORM页面设定油门曲线,首先在第3点(中点)位置将数据设定为68%第41步:接下来是一般人常遇到也是最让你头痛的尾巴设定,如果你刚刚再组装的时候有按照图示安装,基本上尾服务器的中立点已经抓好了,所以不会有偏的问题发生,只要了解陀螺一的功能和调整就可以了,A.接上电源如果灯恒亮,就表示锁头模式,1数字/模拟的切换开关,如果你用的尾舵机不是数码的,必须将开关切至OFF的位置,如果是数码舵机择切换至ON的位置2.陀螺仪反向开关3.延迟开关,如果是数字服务器这个开关可以不用管他,在O的位置.如是用模拟服务器,感度以将很低仍有追踪现象,可调整此开关改善4.陀螺仪行程开关,如行程太大会产生操控尾舵时,定点会有抖几下的情况,可降低此行程来改善第42步:确认方向舵方向,通常尾舵控制组跟方向游戏杆是反方向移动,这才是正确的第43步:确认好后接下来进入遥控器GYRO SENS AUTO页面设定陀螺仪感度POS.0为一般飞行感度设定POS.1为3D飞行感度设定设定好感度后不要忘了也要进入由上角将POS.0和POS.1个别设定好如此一来,感度才会跟着你切换的飞行模式而改变第44步:设定好后,将电子变速器和马达的线依颜色接上,并将固定第45步:设定的过程中,有些飞友会利用这个页面调整服务器的行程,来达到所需的螺距,这是错误的,就算调整好了,+-数据不相等,这会产生打动作时,左右的速度不均现象第46步:还有一种错误的调整螺距的方式,如图示,降低/提高螺距曲线的%数来迎合所需的螺距,这也会让你在操控时,游戏杆上下不均匀,也缩短了螺距变化的空间,所谓一步错步步错!第47步:接下来是调整双桨,以量螺距的桨为机准桨(贴配重贴纸的桨),此桨不动视另一只桨高低作调整就可以了,完工!资料来源:亚拓台湾官网论坛编辑制作:5IMX之dtjj(欢迎传播,功德无量)。
欧洲太阳机器450 EL W O Four Gas 安装指南说明书
INSTALLATION OVERVIEW:_____________________________________________The Installation Instructions listed are for the SUN MACHINE 450 EL W/O Four Gas. The unit is shipped as a fully assembled unit with the exception of the items as listed in the PARTS & ACCESSORIES LIST.To ensure that the most recent release of operating software is received, the software will be added to the unit before it is shipped to the customer.NOTE: There are several upgrade kits that are available for the Sun Machine 450 EL W/O Four Gas.The Sun Machine 450 EL W/O Four Gas must be completely setup and verified for proper operation before installing any of these kits. Install the kits one at a time verifying proper operation of the unit and upgrade prior to installing the next upgrade kit.PARTS & ACCESSORIES:_______________________________________________PART NUMBERDESCRIPTION QTY 0002-0133-15Test Lead Assembly, Jumper 10528-1088-01Paper, Printer 10552-0043Adapter, Thexton Gm/Ford Coil Terminal 10552-0103-01Pad, Mouse 10552-0120-01Adapter, Thexton Chry/Jeep/Eagle 10552-0130-02Mouse, 3 Button Black PS/210672-0035-01Test Clip, Wire Piercing 10682-1049-01Labels, Stickers 40692-1834-01Quality Control Questionnaire SEL 1403C 10692-2291-01Warranty Registration Form 11-2385Cover, Keyboard 11747-0101Test Adapter Assembly, Pat Pickup 11747-0102Test Adapter Assembly, Hei Pickup 14100-5016-01Screw, Shoulder, 5/16-18 x 3/8” LG 36002-0346Test Lead Assembly, Jumper W/Probe 16004-0544-02Test Lead Assembly, Pattern Dual Hd 26004-0763-02Test Lead Assembly, Pattern Conventional 16004-0775-02Cable, Secondary “Y” Adapter 16004-0819-01Adapter, Universal Pattern Pickup 16005-0171-03Test Lead Assembly, Current Pickup 16005-0182-02Test Lead Assembly, Universal 17009-2325-02Test Lead Assembly, Trigger Pickup 18-2663Software License1EAW0058C00A Test Lead Assembly, Volt/Ohm Pinpoint 1Model:EEOS133A Sun Machine 450 EL 220VW/O Four Gas Unit SetupPage: 1 of 6Installation InstructionsPART NUMBER DESCRIPTION QTYEAW0060C00A Cable, Adapto1SS1495POP (Point Of Purchase) Kit1TEEOS133A Installation Instructions1ZEE0S140A Operators Manual1 REQUIRED TOOLS:____________________________________________________•Complete Tool KitINSTALLATION INSTRUCTIONS:_________________________________________ NOTE:Steps 1 through 5 will require two or more people.1. Cut and remove the straps. Carefully slide the unit carton off the shipping pallet. Remove the topof the shipping carton.2. Remove the carton by sliding the carton over top of the unit.3. Remove foam packing from around the sides of the unit.4. Lean the Sun Machine 450 EL so that half of the foam base can be removed.5. Lean the Sun Machine 450 EL so that other half of the foam base can be removed.6. Remove tape from ALL drawers and covers.7. Remove bubble wrap from Keyboard, located in the keyboard drawer.8. Inventory all items using the Parts & Accessories List and inspect for damage. The UnitAccessories are located in the bottom drawer of the unit. The Literature Kit is also located in the bottom drawer of the unit.NOTE:Any software or hardware owners’ manuals and pre-loaded software that come with the computer, such as Microsoft® Windows® 98 and the Sun Machine 450 ELoperating Software Package, are located in the bottom drawer of the unit.NOTE:Any REGISTRATION CARDS for the installed software such as Microsoft® Windows®98 must be filled out and sent in by the customer to ensure compliance with anysoftware licensing agreements.9. The boom is shipped in the lower position and will need to be raised to proper height.10. Open the back cover of the unit, locate the boom journal and remove the stop bolt on the boom.Raise the boom approximately 7 inches to expose new stop bolt hole; place the stop bolt into the new hole.11. Locate the shoulder screws (4100-5016-01), install the shoulder screws in the three holes at thebottom of the boom journal. The shoulder screw heads must be on the inside of the journal.12. The monitor is shipped separately from the unit. Remove the monitor from the box and inspectthe monitor for damage.13. Remove the swivel base of the monitor if attached.NOTE: If you are MOUNTING a 15” Sampo monitor, the Back Mounting bracket must be turned around as shown in Figure 1.BACKFigure 1, Monitor Base Plate for 15” Sampo Monitor.14. Place the monitor into the monitor base plate with the back of the monitor pushed snug againstthe back bracket. Slide the front bracket snug up to the front of the monitor and tighten the nuts of the brackets.15. Fasten the Velcro straps over the top of the monitor and snug down.16. Discard the A.C. Cable supplied with the monitor. Use the A.C. Cable found attached to the topof the unit.17. Connect monitor power, data, mic and audio cables to the unit.18. Locate the Mouse (0552-0130-02) and install the Mouse cable to the mouse connector of theconnector plate on the left side of the unit.19. Locate the printer paper (0528-1088-01) in the bottom storage drawer. Load printer paper intopaper cassette of the Printer (100 Sheets maximum). A portion of the remaining paper can be placed under the Printer.20. Connect all Test Leads to the respective connectors located on the boom of the Sun Machine 450EL. Store any unused leads and accessories in the lower storage drawer.Starting Windows 98 for the first time21. Turn on the analyzer. Windows will boot.22. When prompted: Enter the shop owner’s name in the Name: field, and the shop name in theCompany: field, then select Next >.23. The end-user (customer) must select I accept the agreement to accept the LicenseAgreement, then select Next >.24. Enter the Product Key number from the Certificate of Authenticity found on the GettingStarted Microsoft Windows 98 book that came with the analyzer, then select Next >.25. Select Finish.26. Enter the shop owner’s name in the User Name: field, then select OK. Do Not Enter APassword.27. Date/Time Properties: Select your time zone, set the date and time, select Apply, then selectOK.28. Enter the validation code and select OK.29. You will be prompted to insert the Initial Install Floppy disk into the unit. Place the Sun MachineInitial Installation disk in the floppy drive then select OK.30. You will be prompted to insert the Software Installation Floppy disk into the unit. Place the SunMachine Software Installation disk in the floppy drive then select OK.31. Deselect the Show this screen each time Windows starts box on the Welcome window.32. Close the Welcome window by pressing the X in the upper right corner of the Welcome window. Configure the Modem33. Double-click the RapidComm Voice desktop icon.34. Select Next > on the RapidComm Voice Setup Wizard window.35. Select I Agree on the RapidComm Voice Setup Wizard window.36. Complete the requested information and select Next > on the next two RapidComm VoiceSetup Wizard windows.37. Complete the requested information and select Close on the Location Information window.38. Select Next > on the RapidComm Voice Setup Wizard window.39. Select Finish on the RapidComm Voice Setup Wizard window.40. Select View on the RapidComm Voice window.41. Select Speakerphone on the drop-down menu.42. Select View on the RapidComm Voice window.43. Select Speed Dial on the drop-down menu.44. Set the Speaker Volume to maximum using the slide bar.45. Set the Microphone Volume to about one third maximum using the slide bar.46. Close the RapidComm Voice window by pressing the X in the upper right corner of the window.Monitor Display Position Adjustment (DOS Mode)When entering or leaving the Sun Machine program, if the monitor screen jumps to the right or left,perform steps 48 through 56 to correct.47. Perform the following steps only while in the Sun Machine program.48. Using the front buttons on the monitor, select the OSD button. This will bring up a monitoradjustment window.49. Using the Select "+" or "–" buttons on the front of the monitor, highlight Horizontal Positionsymbol, as shown in figure 2 below.50. Using the Adjust "+" or "–" buttons on the front of the monitor, adjust the horizontal position tothe center of the monitor screen.51. Using the Select "+" or "–" buttons on the front of the monitor, highlight Horizontal Sizingsymbol, as shown in figure 1 below.52. Using the Adjust "+" or "–" buttons on the front of the monitor, adjust the horizontal size to thedesired size on the monitor screen.53. Using the Select "+" or "–" buttons on the front of the monitor, highlight Vertical Positionsymbol, as shown in figure 1 below.54. Using the Adjust "+" or "–" buttons on the front of the monitor, adjust the vertical position to thecenter of the monitor screen.55. Using the Select "+" or "–" buttons on the front of the monitor, highlight Vertical Sizing symbol,as shown in figure 1 below.56. Using the Adjust "+" or "–" buttons on the front of the monitor, adjust the vertical to the desiredsize on the monitor screen.Figure 2, Monitor Adjustment SymbolsCheck Printer Selection57. Select Start ⇒ Settings ⇒ Printers . Using Table 1. Printer Setup, is the correct printer selectedfor the installed printer? If printer is correct go to step 65.58. Select the Add Printer Wizard , select Next >.59. Select the printer Manufacturer and Printer from the following list then select Next >.M odel of Installed Printer S elect Manufacturer from list S elect Printer from listO kidata OL600E H P L aserJet II PO kiPage 6E H PL aserJet 4 PT able 1, Printer Setup 60. Select LPT1: Printer Port , from the Available Ports window then select Next >.61. Do not change the “Printer Name” that is currently listed, select Yes for “Make this printer yourdefault printer” then select Next >.62. Select “Yes” for print test page, select Finish .63. Wait for printer to print page. If the printer printed the page, select “Yes”. If the page did notprint select “No” and troubleshoot accordingly.HorizontalPosition Vertical Position Horizontal Sizing Vertical SizingSetting Printer Properties64. Select the Start ⇒ Settings ⇒ Printers.65. Press the right mouse button over the printer icon for the installed printer on the Printers page.66. Select Properties on the dialog.67. Select the Details tab.68. Select the Port Settings… button.69. Verify that there is no check mark on Spool MS-DOS print jobs, then select OK.70. Select the OK button on the printer properties dialog.71. Close the Printers window by pressing the X in the upper right corner of the window.Setting Network Adapter PropertiesNOTE: Perform this procedure only if this unit is not being attached to a network.72. Select the Start ⇒ Settings ⇒ Control Panel ⇒System.73. Select the Device Manager Tab from the System Properties Window.74. Select the plus sign (+) to the left of Network Adapters to expand the list.75. Highlight Intel 82558-Based… adapter then select Properties in the Device Manager Tab.76. Under the General tab in the Intel 82558-Based… dialog box place a check mark in the box nextto Disable in this hardware profile. Select OK ⇒ OK.77. Select Start ⇒ Shut Down ⇒ Restart ⇒ OK, this will restart the computer so the changes willtake effect.Check CD-ROM Properties78. Select the Start ⇒ Settings ⇒ Control Panel ⇒System.79. Select the Device Manager Tab from the System Properties Window.80. Select the plus sign (+) to the left of CD-ROM to expand the list.81. Select a CD-ROM drive.82. Select Properties on the Device Manager tab.83. Select Settings on the CD-ROM Properties dialog.84. Verify that there is no check mark on Auto insert notification on the Settings tab.85. Select the OK button on the CD-ROM Properties dialog.86. Repeat steps 61 through 65 for each CD-ROM installed.87. Select the OK button on the System Properties dialog.Check Power Properties88. Select Start ⇒ Settings ⇒ Control Panel.89. Double-click the Power Management icon.90. Set Turn off monitor and Turn off hard disks to Never.91. Select the OK button on the Power Management Properties dialog.92. Close the Control Panel window by pressing the X in the upper right corner of the window.INSTALLATION COMPLETE。
2021+猛禽空气增压器安装说明说明书

2021+ Bronco Air Induction KitInstallation InstructionsP/N: 422233 (1521-9600)12170 Globe St., Livonia, MI 48150 | 800.59.ROUSH1521-9600IM-AA 10202021 1800.59.ROUSH2021+ Bronco Air Induction KitInstallation InstructionsP/N: 422233 (1521-9600)Application: 2021+ Bronco 2.3/2.7L Important Note:Before installing your ROUSH Performance Product(s), read through the entire installation procedure and check to make sure all items are present. Contact ROUSH Customer Service at 1-800-59-ROUSH, weekdays from 9:00 AM to 5:00 PM EST, with any questions regarding fit, missing parts or instructions that are unclear to you.TABLE OF CONTENTSPacking List for 2021+ Bronco Air Induction Kit (3)Equipment and Supplies Required (3)Limit of Liability Statement (3)Safety Precautions (4)Work Safely! (4)Section A – Removal (5)Section B – Installation (6)1521-9600IM-AA 10202021 2800.59.ROUSH1521-9600IM-AA 10202021 3800.59.ROUSHPACKING LIST FOR 2021+ BRONCO AIR INDUCTION KITEQUIPMENT AND SUPPLIES REQUIRED• Metric Socket Set (Deep and Shallow)• Trim Removal Tool• General Automotive Tools (Pliers, Needle Nose, etc.)If you are missing any items, please call us toll free at 800-597-6274.LIMIT OF LIABILITY STATEMENTThe information contained in this publication was accurate and in effect at the time the publication was approved for printing and is subject to change without notice or liability. ROUSH Performance Products (RPP) reserves the right to revise the information presented herein or to discontinue the production of parts described at any time.1521-9600IM-AA 10202021 4800.59.ROUSHSAFETY PRECAUTIONSCAREFULL Y READ THE IMPORTANT SAFETY PRECAUTIONS AND WARNINGS BEFORE PROCEEDING WITH THE INSTALLATION!Appropriate disassembly, assembly methods and procedures are essential to ensure the personal safety of the individual performing the kit installation. Improper installation due to the failure to correctly follow these instructions could cause personal injury or death. Read each step of the installation manual carefully before starting the installation.• Always wear safety glasses for eye protection.• Place ignition switch in the OFF position.• Always apply the parking brake when working on a vehicle.• Block the front and rear tire surface to prevent unexpected vehicle movement.• If working with a lift, always consult vehicle manual for correct lifting specifications. • Operate the engine only in well-ventilated areas to avoid exposure to carbon monoxide.• Do not smoke or use flammable items near or around the fuel system.•Use chemicals and cleaners in well-ventilated areas.• Batteries produce explosive gases, which can cause personal injury. Therefore, do not allow flames, sparks or flammable substances to come near the battery.• Keeps hands and any other objects away from the radiator fan blades.• Keep yourself and your clothing away from moving parts when the engine is running.• Do not wear loose clothing or jewelry that can get caught in rotating parts or scratch surface finishes.• Allow the engine, cooling system, brakes and exhaust to cool before working on a vehicle.WORK SAFELY!Perform this installation on a good clean level surface for maximum safety and with the engine turned off.1521-9600IM-AA 10202021 5800.59.ROUSH4. Remove the factory lid by using a small screwdriveror non-marring tool by inserting it here and twisting to release tension clips.5. Remove the lid from the vehicle.6. Remove the factory air filter by lifting up on thefilter. There are no clamps to loosen.SECTION A – REMOVALThe following section will guide you through the disassembly of the stock components. Special care should be taken to label fasteners and parts that are taken off during this procedure since many will be reused.1. Cover both fenders with fender covers to protectthe vehicle finish.2. Open the hood of the vehicle and locate factory airbox on passenger side.3. Remove the four (4) screws that hold on the airintake lid using an 8 mm socket.1521-9600IM-AA 10202021 6800.59.ROUSHSECTION B – INSTALLATION1. Insert the new ROUSH high-capacity air filter(PT00041970) on the air tube and the factory lower air box tray. Prior to installation, the prefilter can be applied for extra dirt protection.2. Install the cord seal (FS00057647) onto the air boxlid by pressing into the retaining groove. Trimming with a razor blade is necessary to fit the inner portion of the seal. Make sure there no gaps.3. Wipe the lid with alcohol and install the ROUSHBadge (PT00041667) onto the air box lid byremoving the backing tape and applying as shown.4. Snap the new air box lid (PT00041966) onto therubber snorkel inlet.1521-9600IM-AA 10202021 7800.59.ROUSH5. Install the lid onto the lower air box tray using thefour (4) screws removed previously. Torque to 3 Nm .6. Start the vehicle and check for any leaks aroundair box lid. Make sure that the seal has not been distorted during installation.。
Lorex L15LD400系列快速安装指南说明书

W W W.L O R E X C C T V.C O M information in tHis document is suBject to cHange witHout notice. as our products are suBject to continuous improvement, Lorex tecHnoLogy and our suBsidiaries reserve tHe rigHt to modify product design, specificationsand prices, witHout notice and witHout incurring any oBLigation. e&oe © 2007 Lorex. aLL rigHts reserved.L15LD400 SeriesQuick start guidePACKAGE CONTENTS AND INSTALLATION GUIDE:System Contents:1 - 15” 4 Channel LCD Monitor with 160GB HDD 1 - 10 ft Ethernet Cable 1 - Remote Control Skills - IntermediateSkills - AdvancedSTEP 1 - SET UP YOUR MONITOR FIRSTCongratulations! You have completed Step 1 successfully. You can now view, recordand playback images on your monitor.connect the first camera to the cH1 input. follow the same steps to connect theadditional cameras.CONNECT CAMERAS TO THE MONITOR:connect one end of the ethernet cable to one of the router’s (not included) Lanports and the other end to monitor’s network port located at the bottom of themonitor. see picture below showing a generic Lan/wan connection.CONNECT ETHERNET CABLE:connect the 6 pin end of the mouse included with your system to the ps2 port ofthe monitor.CONNECT THE MOUSE:WAN (WIDEAREA NETWORK)LAN (LOCAL AREA NETWORK)TO YOUR COMPUTERTO YOUR MONITORBACK OF THE ROUTER SHOWNMOUSE CONTROLAVAILABLE1. Connect the Female BNC end of the supplied 60’ extension cable to the camera.Connect the male Power end of the extension cable to the camera.2. Connect the Female end of the supplied 60’ extension cable to an open BNCcamera input on the back of the System. Connect the female Power end of theextension cable to one of end of the 4 in one power adaptor.123connect one end of the power adaptor to the monitor, the other end to an electricaloutlet. this unit powers on once it is plugged in to the power outlet.** after you see all four (4) camera images on your monitor screen, remove theprotective film from camera(s) and monitor screen.CONNECT POWER CABLE:41. press the menu button from the front panel of the monitor (or remote control), or use themouse and click the menu icon located at the bottom of the monitor screen (show andhide screen becomes available when the mouse pointer is placed at the bottom of the monitor).2. dvr Log in screen appears soon after the menu button is pressed asking for a password.note: user id By defauLt is admin. password is numeric and not necessarily needed forinitial menu setup. press enter to enter the main menu.3. on the menu screen select configuration and click enter.4. select time and date setup to change or alter the factory default settings and press esc toexit this menu.SET THE TIME AND DATE:5Make sure thatthe Date and Timeare set prior torecording.IMPORTANT NOTE: The ends of the extension cable are NOTthe same - one end has a Male power port, and the other hasa Female power port. Before permanently running the CameraExtension Cable, make sure that the cable has been orientedbetween the Camera and the unit correctly1. access the main menu setup screens, and navigate to the systemmenu - externaL device - tcp/ip setup - ip setup option.2. record the mac address of your system. this information is necessaryfor the ddns setup process.3. confirm that the dHcp mode is set to automatic. this will allow yoursystem to lease an ip address from your router. if the system not set toautomatic, change the setting and click ip detect - the system willobtain an ip address.4. the ip port is 50000 by default. the ip address, gateway and subnet areassigned to your system by your router. if the settings are not displayed,and the unit is set to dHcp mode: automatic, you may need to click ipdetect - the system will obtain an ip address.STEP 2 - SET UP LOCAL VIEWING ON YOUR PCRETRIEVE SYSTEM INFORMATION:RECORD THE IP AND MAC ADDRESSES IN THE SECTION BELOW:insert the Lorex client 2.0 software cd into your local computer’scd rom drive and proceed with the installation.INSTALL SOFTWARE:(on your local computer)12software installation.3close the cd menu screen. a Lorex client icon will appear on yourdesktop.LOREX CLIENT 2.0 SOFTWARE:(on your local computer)4*your oBservation system mustBe connected to a router prior topowering it on.for Lorex client softwarerequirements, please refer topage 9 of this guide.12345double-click the Lorex client 2.0 software icon on your desktop to run theprogram.RUN THE LOREX CLIENT 2.0 SOFTWARE:(on your local computer)note: the system will lease networkinginformation from your router. if you wishto set your information manually, thenset the dHcp mode to manuaL. pleaseconsult your Hardware manual for furthermenu options.STEP 2 - SET UP LOCAL VIEWING ON YOUR PCCONTINUEDbutton from the Lorex client 2.0 software screen.1. select the ip/port tab.2. click manuaL (for local viewing).3. name: enter a name for the system. e.g. office4. address: add the ip address recorded earlier at step 2 - 15. port: By default is set to 500006. user id : By default is admin7. password : Leave it blank8. press save to add the system name you have created.LOREX CLIENT 2.0 REMOTE ACCESS SETUP(on your local computer for local viewing):567Congratulations! You have completed Step successfully. You can now view and playback images on your local computer over the Local Area Network (LAN).STEP 3 - SET UP INTERNET REMOTE SECURITY MONITORINGPORT FORWARD YOUR ROUTER:open your web browser (internet explorer by default) and enter in the address bar.DDNS SET-UP:12port forward your router first before proceeding with the set-up (port 50000).all routers are different. to port forward your router, please refer to your router’s user manual.a router configuration guide is available on your Lorex client software cd and also on /support in the consumer’s guide section.3complete the new user fields with your personal information:• user name - enter the desired user name for connection.• user password / confirm password - enter and confirm a password for the connection.note: the username and password provided are not the same as the admin/password on the observation system. these credentials are used for your specific connection to your unit.• emaiL - enter your email address.press the oK button to save the settings.a successful registration window will appear.CREATE NEW USER INFORMATION:4STEP 3 - SET UP INTERNET REMOTE SECURITY MONITORINGonce the account has been created, you will need to login using your credentials (as set in step 4).once the username and password have been entered, press the Log in button to access the configuration menu.LOGIN:5select the add dvr link from the top of the page.ADD DVR:67STEP 3 - SET UP INTERNET REMOTE SECURITYMONITORING • set the ddns enaBLe to on • click on registerthe following will automatically complete after clicking the register option:• dns server - confirm that the ip address is set to 202.133.244.128• intervaL - set an interval for the dvr to auto-update its ip address to ddns server (d- days / H- hours / m- minutes).• register - connect to the ddns server and register the dvr information to ddns database • dns status - indicates the current status of ddns connection.• ip address - indicates the local ip address assigned by the router (the internal ip address of your system).• ip port - indicates the current port number in the system (50000 by default).• remain time - indicate the remaining time until the system next updates the ip address with the ddns service.• Last registration date - indicates the last successful date and time that an update occurred. save the changes, and exit from the menu.ENABLE DDNS SETTINGS:8CONTINUEDthe remote connection information needs to be added to the Lorex client software to allow for a remote connection (using ddns).LOREX CLIENT 2.0 REMOTE ACCESS SETUP:91. Load the Lorex client2.0 software . click on setup to add the configuration.2. the remote viewer setup window will load to the ip/port tab. click on the ddns option (all settings will be greyed out).3. enter your ddns information as follows:• user name - enter the user name you configured on the ddns website (default is set to group as an example, and can be deleted).• dvr name - enter the dvr name you configured on the ddns website.4. click the save Button to accept the settings.5. click on the get ip button to retrieve the ip address and port number from the ddns server.6. enter the user id and password for the observation system:• user id - admin (default)• password - leave blank (default)note: it is highly recommended that you change the system password. please refer to your Hardware manual for menu settings.7. press oK to save the settings, and close the configuration window.video from the observation system can be viewed using theCongratulations! You have completed Step successfully. You can now view and playback images on your remote computer over the Internet.10MyBusinessRECOMMENDED TIPSptZ1234fuLL screen cH 1 ~4Quad modemenuto pan/tiLt/Zoomcamerato view image in picturein picture modeZoompLay in seQuenceopens searcH win-dowQuicK pLayBacKtilt the monitor up to loacte yourmonitor’s connections.LOCATE MONITOR CONNECTIONS:FUNCTION ICONS - AVAILABE FOR USEONLY THROUGH A MOUSELOREX CLIENT 2.0 SOFTWARE REQUIREMENTS:the Lorex client 2.0 software (included with theobservation system) has the following installationrequirements:MiniMuM SySteM RequiReMentS:operating system: windows 2000, windows xpHome edition, windows xp professionalprocessor: pentium 4 - 1.5 gHz processor (orequivalent)memory: 256 mB ramHard drive: 50 mB - installation space required.* additional Hard drive space required for recording.recorded file size will vary depending on recordingquality settingsRecoMMended SySteM RequiReMentS:operating system: windows xp Home edition,windows xp professionalprocessor: pentium 4 / 3 gHz processor (orequivalent)memory: 1024 mB ramHard drive: 50 mB - installation space required* additional Hard drive space required for recording.recorded file size will vary depending on recordingquality settings** requires a high speed internet connection(minimum upload speed: 256Kb/s, download speed512Kb/s) and a broadband router – not included.typical network remote viewing at 1-2 fps.please refer to the Lorex client v2 softwareuser guide included with your observationsystem for further details.visit the Lorex support website at http://www. for information on windowsvista compatibility.function icons can be located at thebottom of the monitor screen (asshown above). a show and Hidescreen readily becomes availablewhen the mouse pointer is pointed tothe bottom of the monitor.formatting tHe new Hard drive:the new Hard drive must be formatted. if a new Hard drive is detected, the system will prompt you to format the drive. please refer to the system’s user manual for Hdd installation.HDD INSTALLATION:the system comes with a pre-installed Hard drive, however the unit will work with a replacement single Hard drive (up to 400gB).note: make sure that the system is off and the power cable has been disconnected before changing the Hard drive. for detailed instructions, check your user’s manual included with the system.TIP ON CAMERA MOUNTING:note: test the cameras prior to selecting a permanent mounting location by temporarily connecting the cameras and cables toyour L15Ld400 dvr combo system.setting tHe new drive to master:• refer to the general jumper pin setting on Hdd surface (generally located on a sticker on the top of the drive).• set the jumper pin set to master (1 drive). note: use a Hard drive model with a power supply rated udma66 or higher.connecting tHe ide caBLe:• confirm the ide cable is securely connected within the system.RECOMMENDED TIPS CONTINUEDnote: you must have an active internet connection to the observation system to be able to perform remote viewing or playback. remote access is dependant on your connection speed, internet traffic and other network factors - the speed is normally 1~2 fps (frames per second).for faster playback, it is recommended to download previously recorded video using the backup function and play it back using Backup player 2.0 software - refer to the user manual for details. regardless of the network playback speed, video is being recorded on your system in real time, and can be viewed when you are at the system or through the backup player.TIP ON REMOTE VIEWING AND PLAYBACK:page intentionally left blankL15LD400 Series Quick Set-Up Guide R21 It’s all on the Web for detailed setup information, please refer to your user’s manual. for additional information about determining your ip address, configuring your router, and port forwarding, please visit our website /support and click consumer guides section or view guides from the Lorex client 2.0 software cd included with your system.emailsupport:*********************toll free technical support - north america: 1-888-42 Lorex (1-888-425-6739)toll free technical support - international (outside of north america): 00-800-425-6739-0Lorex international website - PRODUCT SUPPORT QUICK SET-UP GUIDE USER’S MANUALFAQ Specification Sheet User’s Manual Lorex Client Software Manual Quick Start Guide Port forwarding GuideBasics of Remote VideoAccess GuidePRODUCT SUPPORT。
亚拓安装调试图解

亚拓450从零安装调试详细讲解T-REX 450 SE-组装方式/调整/设定参考第1步:首先将机身固定柱和主轴固定座及电池固定座左侧两颗螺丝拆下,方便服务器安装第2步:将第一颗服务器由内往外安装第3步:同样的由内往外安装第二颗服务器,并将讯号线排列整齐用速线带固定,切记(1.速线带头在机身内侧2.在固定于册版的地方用透明胶带包覆两圈,防止组装时讯号线破损)第4步:将伺服机讯号线由内侧版经沟槽穿往机身外侧第5步,将服务器的讯号线整理后,再用蛇管包覆第6步:将机身固定柱和主轴固定座及电池固定座左侧两颗螺丝装回原来位置记得要上螺丝胶喔第7步:将中间的侧版固定柱套入,并对准螺丝孔.将马达固定座装上下侧版第8步:1.利用马达固定座将上.下侧版组合2.将中侧版固定柱锁上螺丝第9步:将服务器讯号线穿过上.下侧版并将左侧三颗螺丝锁上第10步:右侧版先锁上1的螺丝,其它两颗先不锁第11步:将所需的马达同齿固定后,在将马达固定在马达坐上第12步:将马达线穿过机身底板和组装好的脚架,并将脚架固定第13步:将皮带穿过尾管(注意皮带的方向性)并将尾服务器座套入尾管,然后跟机身组合,并将垂直/水平/支撑架装上,调整皮带的松紧度后上紧尾管固定座的螺丝第14步:金属尾传动轮座组固定前,需确认与尾管固定座呈平行状态第15步:陀螺仪的整线后用蛇管包覆第16步:将陀螺仪用双面胶固定在尾管固定座上后,将包覆好的讯号线穿过上.下侧版后再将右侧版的两颗螺丝上紧(陀螺仪安装在尾固定座的下方,以防炸机时被副翼打到)第17步:先抓出尾服务器的中点,并将球头固定在服务器的摆臂上(上下两个圈是行程终点),并将服务器固定在尾伺服座上第18步:装好尾服务器时,套上连杆后,注意,这是重点1,尾舵控制组需在尾主轴中央2.调整尾服务器座让连杆跟尾管平行3.尾服务器摆臂球头需在中点4. 尾连杆和尾管尽量跟尾管呈平行以上确定后在固定尾伺服座螺丝第19步:1.将主轴上的连杆按说明书上的长度组装,并套上摆臂平衡杆先量好两边相等长度后套入平衡杆重垂在装上平衡翼2.将主轴和机身组合第20步:组合好后请注意大齿盘于机身的间隙,不能摩擦到机身或尾传动轮第21步:调整马达铜齿的高度并将铜齿固定螺丝上紧,调整马达与大齿盘的间隙后再将马达固定螺丝上紧第22步:1.用2mm钻尾将欲锁球头的摆臂扩孔2.将球头利用螺母固定在摆臂上3.将多余的摆臂去掉.以免摆动时干涉4.将服务器连杆依说明书长度组装好第23步:将组装好的摆臂套上服务器,先不上服务器螺丝,以便调整时需拆下,此时连杆都是呈垂直状态第24步:接收的整理1.用热缩套管或由机的油管将接收线的前端包覆,以防接收线和侧版接触而出现干扰现象,相信很多人有这个经验2.用1mm的泡棉将接受包覆并用透明胶带在包覆,以防日久泡棉脱落,这可以防止摔机后的碰撞以以多一层的防干扰的作用第25步:1.用双面胶将接收固定在底板2.将讯号线接上接收第26步:1.用打火机熏烤将热缩套管定型你要的角度2.在用热缩套管将整理的接收线固定在线管上第27步:将电子变速器的讯号线穿过脚架和底板之间并接上接收(马达线先不要接,以便遥控器设定和调机)------------------以上是机械及电子部件的安装---------------第28步:控的设置,打开遥控器进入SW ASH TYP,打开选项选择120度第29步:接上电池,将摆臂尽量以90度脚平行装上,并推油门游戏杆以确认伺服机的方向正确,如有反向,可进入REV.SW个别调整正确方向第30步:如摆臂有微些差距,可进入sub trim个别微调至所有摆臂至平行,调整好后记得看看十字盘是否平行,如没平行,调整十字盘连杆使起平行既可第31步:接下来先将主旋翼做好静态平衡后,装上直升机,并将服务器螺丝锁上第32步:进入遥控器选项里的PIT.CURV.1.并将油门游戏杆推至中点2.在NORM设定页面3.将EXP显至ON的位置,这可以自行调整曲线较为顺畅第33步:已有贴配重贴纸的桨为主1.将螺距规套上,并以螺距规的上沿跟平衡杆呈平行2.此时应为0度,如没0度,可依差距大小调整连杆使其成为0度第34步:将油门游戏杆推至最高并记下为+11度第35步:将油门推至最低,并记下为-11度,对高手来说,这个螺距应该是可以的第36步:如想减少螺距行程,可进入swash mix的PIT降低%数(5%为一度左右),所以我降了10%,此时螺距为(-9 0 +9)这应该适合一般飞友第37步:接下来是在进入PIT. CURV设定NORM的螺距,第一点位置设定为-2度,此时数据为38%第38步:接着将油门游戏杆推至中点3的位置(约是停悬点),为+5度,此时该点数据为75%第39步:在来是将刚刚设定的38%和75%以及最高的100%三点中的曲线,设定调整一条顺畅的拋物线,这样一来,在操控的过程会顺畅许多,不会又高高低低的情况发生第40步:接下来进入THRO CHRV的NORM页面设定油门曲线,首先在第3点(中点)位置将数据设定为68%第41步:接下来是一般人常遇到也是最让你头痛的尾巴设定,如果你刚刚再组装的时候有按照图示安装,基本上尾服务器的中立点已经抓好了,所以不会有偏的问题发生,只要了解陀螺一的功能和调整就可以了,A.接上电源如果灯恒亮,就表示锁头模式,1数字/模拟的切换开关,如果你用的尾舵机不是数码的,必须将开关切至OFF的位置,如果是数码舵机择切换至ON的位置2.陀螺仪反向开关3.延迟开关,如果是数字服务器这个开关可以不用管他,在O的位置.如是用模拟服务器,感度以将很低仍有追踪现象,可调整此开关改善4.陀螺仪行程开关,如行程太大会产生操控尾舵时,定点会有抖几下的情况,可降低此行程来改善第42步:确认方向舵方向,通常尾舵控制组跟方向游戏杆是反方向移动,这才是正确的第43步:确认好后接下来进入遥控器GYRO SENS AUTO页面设定陀螺仪感度POS.0为一般飞行感度设定POS.1为3D飞行感度设定设定好感度后不要忘了也要进入由上角将POS.0和POS.1个别设定好,如此一来,感度才会跟着你切换的飞行模式而改变资料来源:亚拓台湾官网论坛第44步:设定好后,将电子变速器和马达的线依颜色接上,并将固定第45步:设定的过程中,有些飞友会利用这个页面调整服务器的行程,来达到所需的螺距,这是错误的,就算调整好了,+-数据不相等,这会产生打动作时,左右的速度不均现象第46步:还有一种错误的调整螺距的方式,如图示,降低/提高螺距曲线的%数来迎合所需的螺距,这也会让你在操控时,游戏杆上下不均匀,也缩短了螺距变化的空间,所谓一步错步步错!第47步:接下来是调整双桨,以量螺距的桨为机准桨(贴配重贴纸的桨),此桨不动视另一只桨高低作调整就可以了,完工!。
莫勒控制器系统安装手册说明书
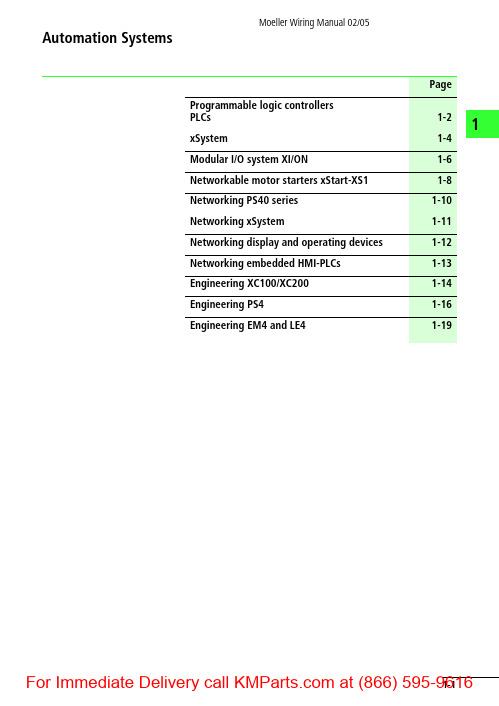
1PageProgrammable logic controllersPLCs 1-2xSystem 1-4Modular I/O system XI/ON1-6Networkable motor starters xStart-XS1 1-8Networking PS40 series 1-10Networking xSystem1-11Networking display and operating devices 1-12Networking embedded HMI-PLCs 1-13Engineering XC100/XC200 1-14Engineering PS4 1-16Engineering EM4 and LE41-191Programmable logic controllersThe programmable (logic) controller (PLC) is anelectronic device for machine or process control.The PLC receives signals via inputs, processesthem according to the instructions of a program,and transfers signals to the outputs.The program is created using programmingsoftware which is able to link inputs and outputsin any required sequence, to measure time, oreven carry out arithmetic operations.The most important specifications of a PLC are itsmaximum number of inputs/outputs, its memorysize and its processing speed.The PS40 Series and the new xSystem are the twoautomation systems offered by Moeller. These aredescribed below.PS40 SeriesCompact PLCsThe PS4 compact PLCs have the following systemcharacteristics:•Standard programming•Remote and local expansion options•Integrated fieldbus interface (Suconet)•Plug-in screw terminals•Small, compact in sizeThe controllers in this range are very versatile witha wide range of features, such as integratedsetpoint potentiometers, analog inputs/outputs ormemory expansion modules (from PS4-150).Moellers' entire PLC range is described in the MainCatalogue for Automation Systems and Drives, aswell as in the Product overview for automation.Modular PLCsThe PS416 modular PLC has the following keyfeatures:•High processing speed•Compact size•Wide range of networking options•Extensive memorySucosoft programming softwareSucosoft is the name of the software forprogramming the PS40 PLCs.Program examples are provided in the PLCBeginners' Guide “Automation withProgrammable Logic Controllers” (FB2700-017).1PS4/EM4:Compact PLC or expansion module LE4:Local expansionPS416: Modular PLC1xSystemxSystem is Moeller's latest modular automationsystem. It can be configured for the individualrequirements of small or large applications.xSystem reduces the hardware and softwareinterfaces required. The system features ITfunctions that are already integrated.The XSoft software combines programming,configuring, testing, commissioning andvisualization functions in a single tool designed forthe entire xSystem product range.1System components •Modular PLCs –XC100 h8 DI, 6 DO, CANopen, RS 232, 4interrupt inputsSlot for multimedia memory card,64–256KByte program/data memory, 4/8KByte for retentive data, 0.5ms/1000instructions –XC200 g8DI,6DO, CANopen, RS 232, Ethernet, 2counters, 2 interrupt inputs, WEB/OPC server, USB, locally expandable with XI/OC I/O modules, 256–512 KByte program/data memory, 0.05 ms/1000 instructions •Text display PLCs–Modular text display PLCs aConsisting of XC100, up to 3XI/OC modules and LCD text display with 4 x 20 or 8x 40lines/characters–Compact text display PLC bMinimum mounting dimensions and high interface integration density (10DI, 8DO, 8DIO, 2AI, 2AO, 2 counter inputs, 2interrupt inputs, 1 encoder input)•XI/OC input/output modules c –Can be fitted to the XC100/200 (max.15modules)–Plug-in terminals with screw or springloaded terminal •XSoft–Programming, configuring,testing/commissioning in a single toolRefer to the following product overview and manuals for further information:–Automation product overview (AWB2700-7546)–XC100 hardware and engineering (AWB2724-1453)–XC200 hardware and engineering (AWB2724-1491)–XI/OC hardware and engineering (AWB2725-1452)–XV100 hardware and engineering (AWB2726-1461)–xStart-XS1 hardware and engineering (AWB2700-1426)–XSoft PLC programming (AWB2700-1437)–Function blocks for XSoft (AWB2786-1456); including data handling function blocks for text display PLCs The latest edition is available from/support : Enter the numbers shown in brackets, e.g.“AWB2725-1452G”, as a search term.1XI/ON – the conceptXI/ON is a modular I/O system for use in industrialautomation applications. It links sensors andactuators on the field level with the higher-levelcontroller. Fieldbus protocols PROFIBUS-DP,CANopen and DeviceNet are supported.XI/ON offers modules for virtually everyapplication:•Digital input and output modules•Analog input and output modules•Technology modulesA XI/ON station consists of a gateway, powersupply modules and I/O modules.A complete XI/ON structure counts as a single busstation in any fieldbus structure and therefore onlyrequires one bus address. The individual XI/ONperipheral modules are therefore independent ofthe higher-level fieldbus.The I/O modules consist of a combination of abase module designed as a terminal block, and aplug-in electronics module.The XI/ON peripheral modules are linked to thefieldbus via the XI/ON gateway. This is used forthe communication between the XI/ON stationand the other fieldbus stations.a Gatewayb Power supply modulec Electronics module in block designd Electronics module in slice designe End platef Base module in slice designg Base module in block designbadefcg1FlexibilityEach XI/ON station can be adapted exactly for the required number of channels since the modules are available in different levels of granularity.For example, digital input modules with 2, 4, 16 or 32 channels are available in slice or block design.A XI/ON station can contain modules in any combination. This enables the system to be adapted to virtually any application in industrial automation.Compact designThe narrow mounting width of the XI/ON modules (gateway 50.4 mm; slice 12.6 mm, block100.8mm) and the low mounting height make the system ideal for use in applications where space is at a premium.Simple handlingApart from the gateway, all XI/ON modules consist of a base module and an electronics module.The gateway and the base modules can be snap-fitted on mounting rails. The electronicsmodules can then be plugged simply onto the assigned base module.The base modules are available as terminal blocks. They are wired either with spring-loaded or screw terminals. The electronic modules can be fitted or removed during commissioning or for maintenance without disturbing the wiring.A design coding feature ensures that theelectronic modules can only be fitted at the correct locations provided.I/Oassistant diagnostics and engineering softwareThe I/Oassistant provides support during the entire planning and implementation phase of an I/O system. It provides help for engineering the stations, the configuration and for setting the parameters. The software is used forcommissioning systems and carrying out tests and diagnostics on the stations.The entire documentation for the station, including a parts list for ordering, can begenerated after the engineering phase.1xStart-XS1xStart-XS1 is the modular, networkable version ofthe tried and tested motor starter from Moeller. Itconnects the motors with the XI/ON system andthus ensures flexible availability between systems,irrespective of the fieldbus in use.xStart-XS1 offers DOL and reversing starters indifferent ratings and available with or without atrip-indicating auxiliary contact (AGM).The xStart-XS1 modules consist of a base moduleand a power module that contains the tried andtested PKZM0 motor-protective circuit-breakerand one or two DILEM contactors. They enable theconnection of assigned motor ratings up to 4.0 kWat a rated operational voltage U e of 400V AC.FlexibilityYou can adapt xStart-XS1 exactly to therequirements of the system used.xStart-XS1 can be used at any position on a XI/ONstation so that you can organise your stationconveniently into system areas.The motor can be disconnected at the machine byusing the rotary handle.MountingThe complete module is mounted by simplysnap-fitting it onto two top-hat rails. You can alsosimply mount the base module and add the powersection at a later time. Mounting and removal arecarried out without any tools.a XI/ON gatewayb Supply modulec XI/ON I/O modulesd xStart-XS1 DOLstarter modulee xStart-XS1 reversingstarter moduleab c cbd e d1Power supply accessories are available for reducing wiring costs. If several xStart-XS1 modules are mounted next to each other, the power can be fed via a distribution system. This power distribution is available for an operating current of up to 63 A.a Incoming terminal forthree-phase commoning linkb Three-phase commoning link forup to 4 DOL starters withouttrip-indicating auxiliary contactAGMc DOL starter without AGMtrip-indicating auxiliary contact c1Networking PS40 SeriesP R O F I B U S -F M SS u c o n e t P R O F I B U S -D P PS4-141-MM1PS4-151-MM1PS4-201-MM1PS4-271-MM1PS4-341-MM1PS416-BGT...PS416-CPU...PS416-POW...PS416-INP ...PS416-OUT...PS416-AIN...PS416-AIO...PS416-CNT-200PS416-TCS-200PS416-NET...PS416-COM-200PS416-MOD-200EM4-101-...EM4-111-...EM4-201-DX2LE4-104-XP1LE4-108-...LE4-116-...LE4-206-...LE4-308-...LE4-622-CX1LE4-501-BS1LE4-503-BS1CM4-504-GS1CM4-505-GS1ZB4-501-UM4S40Suconet K + RS 232Suconet K + RS 232Suconet K + RS 232Suconet K + RS 232Suconet K + RS 232Suconet K (M/S)Modbus(SI)Suconet K/K1Suconet K/K1Suconet K EM4-204-DX1PROFIBUS-DPSuconet KLE4-633-CX1PROFIBUS-FMS (Slave)Suconet K, PROFIBUS-DP GatewayM o d b u s 64 kByte 64 kByte64 kByte 64 kByte 512 kBytePart No.Interfaceserial interface interface converter Programming softwareMemory2 x3 counter3 x 3 path measurement1Networking xSystemXC200+ XIOCXC100+ XIOCXC100-XV + XV100A N o p e n x S y s t e mt h e r n e tR O F I B U S -D P u c o n e t K o d b u s XC6001Networking Display and Operator Devices120 X 321119C A N o p e n S u c o n e t E t h e r n e tP R O F I B U S -D P D e v i c e N e t 120 X 32120 X 64240 X 64240 X 64120 X 323527320 X 2405656 320 X 240640 X 480504646320 X 240––320 X 240640 X 480640 X 480320 X 240–––1024 X 768800 X 600––320 X 240–Part no DisplayResolution Code LCD monochrome LCD monochrome LCD monochrome LCD monochrome LCD monochrome LCD monochromeMonochrome STN colour TFTMonochrome STN colour TFT colour Monochrome TFT TFT TFThMonochrome H M I (D i s p l a y a n d o p e r a t i n g d e v i c e )1Networking Embedded HMI-PLCNote: The XVH- ... devices are also availablewith RS 232 or MPI interface.320 X 240C A N o p e n S u c o n e t E t h e r n e tP R O F I B U S -D P D e v i c e N e t 640 X 480320 X 240320 X 240320 X 240640 X 480640 X 480800 X 600800 X 6001024 X 7681024 X 768320 X 240Part no Infra-red DisplayResolution Touch Infra-redInfra-red Resistive Resistive Infra-red Resistive Infra-red Resistive Infra-red ResistiveInfra-red STN colour TFTSTN colour STN colourSTN colour TFT TFT TFT TFT TFT TFTSTN colour1Device arrangementInstall the rack and the PLC horizontally in thecontrol cabinet – as shown in the following figure.Terminal assignmentThe terminals for the power supply and the localI/O have the following assignment:Wiring example of power supply unitThe voltage terminal 0VQ/24VQ is only used forthe power supply of the local 8 inputs and 6outputs, and is potentially isolated from the bus.The outputs 0 to 3 can be loaded with 500mAand the outputs 4 and 5 with 1A, each with a100% duty factor (DF) and a simultaneity factorof 1.The wiring example shows the wiring with aseparate power supply for the PLC and the IOterminals. If only one power supply is used, thefollowing terminals must be connected:24 V to 24VQ and 0 V to 0VQ.a Clearance > 50 mmb Clearance > 75 mm fromactive elementsc Cable duct%IX 0.0%IX 0.1%IX 0.2%IX 0.3%IX 0.4%IX 0.5%IX 0.6%IX 0.7%QX 0.1%QX 0.3%QX 0.524 V Q0 V Q0 V24 V1RS 232 serial interfaceThis interface is used by the XC100 to communicate with the PC. The physicalconnection is implemented via an RJ 45 interface. The interface is not isolated. The connector has the following assignment:You can use the COM1 or COM2 interface on the PC.You use the XT-SUB-D/RJ45 programming cable for the physical connection.CANopen interfacewith the following properties:•Surge impedance 108 to 132 O•Capacitance per unit length < 50 pF/mPinDesignation Description4GND Ground 5TxD Transmit Data 7GND Ground 8RxDReceive DataH 0 V H Q H 0 V Q H87654321B a u d r a t e [K b i t /s ]L e n g t h [m ]C a b l e c r o s s s e c t i o n [m m 2]L o o p r e s i s t a n c e [O /k m ]2010000.75 – 0.8016 1255000.50 – 0.6040 2502500.50 – 0.6040 5001000.34 – 0.6060 1000400.25 – 0.3470CAN_H CAN_GNDCAN_L1PS4-151-MM1 compact PLC•Wiring for a 230 V AC supply circuit•Relay contacts with different potentials: 230 VAC and 24 V DC•24 V DC inputs from an external power supplyunit, earthed operation*Insulation monitoring must be providedwhere the control circuits are not earthed.(EN60204-1 and VDE0100-725)**IEC/EN 60204-1 specifies that a controltransformer is required.1PS4-201-MM1 compact PLC •Shared power supply for PLC and inputs/outputs •Non-earthed operation with insulation monitoring*For operation without insulation monitoring, 0 V must be linked with the PE potential in the control circuits.N1PS4-341-MM1 compact PLC•Shared power supply for PLC andinputs/outputs•Non-earthed operation with insulationmonitoring*For operation without insulationmonitoring, 0 V must be linked with the PEpotential in the control circuits.N1Engineering EM4 and LE4EM4-201-DX2 expansion module and LE4-116-XD1 local expansion •Inputs and outputs have a separate power supply•Earthed operation*Insulation monitoring must be provided where the control circuits are not earthed.Notes 1。
图解Intel电脑组装全过程

图解Intel电脑组装全过程图解Intel电脑组装全过程DIY攒机第一步:安装CPU处理器当前市场中,英特尔处理器主要有32位与64位的赛扬与奔腾两种(酷睿目前已经上市,酷睿处理器是英特尔采用0.65制作工艺的全新处理器,采用了最新的架构,同样采用LGA775接口,在今后一段时间内,英特尔将全面主推酷睿处理器。
由于同样采用LGA775接口,因此安装方法与英特尔64位奔腾赛扬完全相同)。
32位的处理器采用了478针脚结构,而64位的则全部统一到LGA775平台。
由于两者价格差距已不再明显,因此小编推荐新装机用户选择64位的LGA775平台,32位的478针脚已不再是主流,不值得购买。
上图中我们可以看到,LGA 775接口的英特尔处理器全部采用了触点式设计,与478针管式设计相比,最大的优势是不用再去担心针脚折断的问题,但对处理器的插座要求则更高。
这是主板上的LGA775处理器的插座,大家可以看到,与针管设计的插座区别相当的大。
在安装CPU之前,我们要先打开插座,方法是:用适当的力向下微压固定CPU 的压杆,同时用力往外推压杆,使其脱离固定卡扣。
压杆脱离卡扣后,我们便可以顺利的将压杆拉起。
接下来,我们将固定处理器的盖子与压杆反方向提起。
LGA 775插座展现在我们的眼前。
在安装处理器时,需要特别注意。
大家可以仔细观察,在CPU处理器的一角上有一个三角形的标识,另外仔细观察主板上的CPU插座,同样会发现一个三角形的标识。
在安装时,处理器上印有三角标识的那个角要与主板上印有三角标识的那个角对齐,然后慢慢的将处理器轻压到位。
这不仅适用于英特尔的处理器,而且适用于目前所有的处理器,特别是对于采用针脚设计的处理器而言,如果方向不对则无法将CPU安装到全部位,大家在安装时要特别的注意。
将CPU安放到位以后,盖好扣盖,并反方向微用力扣下处理器的压杆。
至此CPU便被稳稳的安装到主板上,安装过程结束。
DIY攒机第二步:安装散热器由于CPU发热量较大,选择一款散热性能出色的散热器特别关键,但如果散热器安装不当,对散热的效果也会大打折扣。
克罗韦尔 Armor Compact GuardLogix 控制器安装指南 说明书
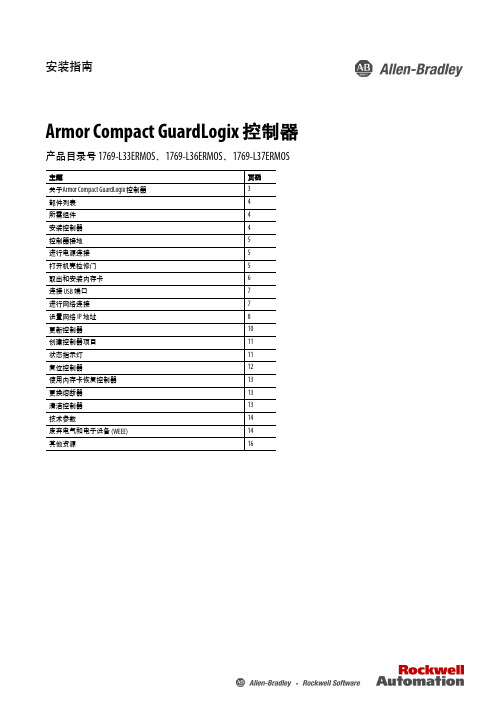
安装指南Armor Compact GuardLogix 控制器产品目录号 1769-L33ERMOS、1769-L36ERMOS、1769-L37ERMOS 主题页码关于Armor Compact GuardLogix 控制器3部件列表4所需组件4安装控制器4控制器接地5进行电源连接5打开机壳检修门5取出和安装内存卡6连接 USB 端口7进行网络连接7设置网络 IP 地址8更新控制器10创建控制器项目11状态指示灯11复位控制器12使用内存卡恢复控制器13更换熔断器13清洁控制器13技术参数14废弃电气和电子设备 (WEEE)14其他资源16Armor Compact GuardLogix 控制器ATTENTION:Read this document and the documents listed in the Additional Resources section about installation, configuration and operation of this equipment before you install, configure, operate ormaintain this product. Users are required to familiarize themselves with installation and wiring instructions in addition to requirements of all applicable codes, laws, and standards.Activities including installation, adjustments, putting into service, use, assembly, disassembly, and maintenance are required to be carried out by suitably trained personnel in accordance with applicable code of practice.If this equipment is used in a manner not specified by the manufacturer, the protection provided by the equipment may be impaired.注意:在安装、配置、操作和维护本产品前,请阅读本文档以及“其他资源”部分列出的有关设备安装、配置和操作的相应文档。
亚拓T-REX 450 舵机调整

CCPM T-REX 450 CCPM简易设置可能有许多飞友未曾接触过CCPM的控制系统,,也常听许多人说CCPM的设定很复杂,由于CCPM版本的小暴龙已经正式上市了,特别开一个讨论让未曾亲自设定过CCPM的飞友能够轻松上手…在设定伺服机的时候必须考虑行程量是否足够,由于CCPM系统下控制十字盘的3个伺服机需要较大的行程来完成动作,所以在设定CCPM的第一个步骤就是先将遥控器内AIL,ELE,PIT的行程设定到最大,然后选择满足所有动作行程的最小伺服机摇臂孔位,如此一来不但伺服机的负载可以降至最低解析度也可以提高...接着确认伺服机的插接位置是否正确,十字盘上面左右的两点接在AIL及PIT的孔位上,后方那点接在ELE上.以上动作请在设定前确实检查....前期步骤打开遥控器,选择一个模型,设定成直升机模式,进入十字盘选项选择CCPM模式,将所有设定归零(RESET)...1. 上下推动油门摇杆,如果十字盘不是平行的上下移动,请利用遥控器内REV(正反转功能)将动作方向错误的伺服机改过来,让十字盘是往上下方向移动,而不会左右倾斜(如果上下方向跟油门摇杆方向相反没有关系,稍后会有修正设定).2. 进入遥控器十字盘选项,里面会有AIL,ELE,PIT,3个项目可以设定动作的方向(+,-),以及动作大小比例(%). 这个时候AIL,ELE,PIT并不是代表那3个伺服机,而是代表直升机的动作. 左右移动AIL摇杆,看十字盘左右倾斜是否跟摇杆相同,如果相反请将AIL的数值改成负值,ELE和PIT也请依相同方法设定.至于动作大小先不必考虑,不同的遥控器品牌会有不同的起始值.3. 将所有摇杆置中(包含油门),把伺服机舵角片拔起来,然后以最接近下图的上下垂直位置重新插入伺服机,然后进入遥控器内部的中立点设定,分别将3个伺服机的舵角片调整到上下垂直(如图).4. 按照下图红线和蓝线,调整所有相关拉杆的长度,让所有摆臂及十字盘不是水平就是垂直,调整PITCH为0度.(因为遥控器已经RESET过,这个位置PITCH设定值为50%,所以刚好是0度)只要按照上方叙述的步骤做调整,接下去的所有设定都跟传统方式相同......图一以上的设定步骤相当的重要,会影响到飞行的辟性..比方说:伺服机行程量必须相同,否则会让十字盘离开中立点以后倾斜,3个控制点的速率不同.REV的设定必须在中立点设定之前完成,否则中立点会跟着反向飘移.中立点设定完成后,不可以再改变行程量的设定,否则中立点也会飘移.(大九动针对这点设计了一个叫做AFR的功能,弥补A TV改变后中立点以及微调量的改变)伺服器舵角片如果没有上下垂直,会造成十字盘在不同高度下偏斜角度不同,而且动作会有辟性,比如pitch上下的时候机体会有左右或前后的位移.正确调整舵机和连杆许多爱好者在调整飞机时,特别是初学者,往往会忽略了舵机和连杆调整的细节,尤其是采用高档遥控器,认为只要连杆和舵机连接上了,后面就全用遥控器来调整,最后舵面上下能“停”在要求的位置就可以了。
VS450 安装摆动站设置与操作说明书

VS450 Mounting StandSetup and Operation InstructionsThe VS450 mounting stand is designed to allow easy and accurate height adjustment of the VS450 non-contact benchtop spectrophotometer, accommodating measurements on samples of varying heights and shapes. The stand can accommodate samples ranging in height up to 8.125” (20.6 cm).Height adjustment wheel(relocatable)VS450 platformSample platformCable pass through holeHolding pinHex driver (suppliedHolding pinSetup1.Insert the USB cable and power plug through one of the cable pass through holes at the back of theVS450 platform.2.Plug the USB cable and power plug into the bottom of the instrument. Refer to the VS450 operationmanual for additional information.3.Seat the instrument onto the holding pins in the VS450 platform. The pins will align with the holesat the bottom back right and bottom front left of the feet.Holding pinCable pass through holesNote: if you would like to relocate the height adjustment wheel to the left side of the stand, refer to the last page of this document for details.Operation1. Insert the hex driver through the front hole and then the back hole located in the left side of thebase casting. Extreme care should be taken not to contact the lens with the tip of the hex driver.2. Position the sample on the sample platform using the target center as a guide.3.Turn the height adjustment wheel to position the sample rail of the VS450 close to the sample.Sample railHoles in base castingHex driverNote: The hex driver is included with the VS450 instrument.4. Make sure that you exit out of any application that is communicating with the VS450.Launch the VS450 Stand Adjustment Utility (Programs > X-Rite > VS450 Stand Adjustment Utility) to turn on the illuminating lamp in the VS450.Note: This utility was installed when the VS450 USB driver was installed.If you are having a hard time viewing the hex driver shadow over the targeting ring, you canincrease the lamp intensity by adjusting the control on the dialog.5. Turn the height adjustment wheel until the shadow of the hex driver precisely bisects the center ofthe illuminating target ring. This indicates the correct measurement distance.6. Hold the height adjustment wheel steady and tighten the wheel lock on the stand.7. Click the Done button on the VS450 Stand Adjustment dialog and remove the hex driver from thebase casting holes. 8. The instrument is now properly adjusted to take measurements.Targeting ringIlluminating lampHeight Adjustment Wheel RelocationThe height adjustment wheel can be relocated to the left side of the stand if desired. This procedure is performed using the 3/32” hex wrench that was supplied with your instrument.1. Loosen the set screw located in the wheel lock and unscrew the wheel lock from the threaded sleeve.2. Loosen the set screw in the threaded sleeve below the wheel lock and remove the sleeve andwasher from the shaft. 3. Loosen the set screw in the height adjustment wheel and remove the wheel from the shaft.4. Install the washer and threaded sleeve on the right side of the shaft. Make sure the sleeve isinstalled with the set screw on the outside and over the flat spot of the shaft. Tighten the set screw.5. Install the height adjustment wheel onto the left side of the shaft making sure that the set screw islocated on the flat spot of the shaft. Tighten the set screw. 6. Thread the locking wheel back onto the sleeve until the set screw is located over the non-threadedarea of the sleeve. Tighten the set screw until it touches the sleeve, and then back off the set screwso that it is just off the sleeve.P/N VS450-800-500 Rev. AWasherWasherThreaded sleeveSet screwHeight adjustment wheel。
新手必读教材,亚拓450组装到调试全套图文详细讲解

新⼿必读教材,亚拓450组装到调试全套图⽂详细讲解亚拓450从零安装调试到完⼯,新⼿必读教材,全套图⽂详细讲解T REX 450 SE-组装⽅式/调整/设定参考第1步:⾸先将机⾝固定柱和主轴固定座及电池固定座左侧两颗螺丝拆下,⽅便服务器安装第2步:将第⼀颗服务器由内往外安装第3步:同样的由内往外安装第⼆颗服务器,并将讯号线排列整齐⽤速线带固定,切记,1.速线带头在机⾝内侧2.在固定于册版的地⽅⽤透明胶带包覆两圈,防⽌组装时讯号线破损第4步:将伺服机讯号线由内侧版经沟槽穿往机⾝外侧第5步,将服务器的讯号线整理后,再⽤蛇管包覆第6步:将机⾝固定柱和主轴固定座及电池固定座左侧两颗螺丝装回原来位置记得要上螺丝胶喔第7步:将中间的侧版固定柱套⼊,并对准螺丝孔.将马达固定座装上下侧版第8步:1.利⽤马达固定座将上.下侧版组合2.将中侧版固定柱锁上螺丝第9步:将服务器讯号线穿过上.下侧版并将左侧三颗螺丝锁上第10步:右侧版先锁上1的螺丝,其它两颗先不锁第11步:将所需的马达同齿固定后,在将马达固定在马达坐上第12步:将马达线穿过机⾝底板和组装好的脚架,并将脚架固定第13步:将⽪带穿过尾管(注意⽪带的⽅向性)并将尾服务器座套⼊尾管,然后跟机⾝组合,并将垂直/⽔平/⽀撑架装上,调整⽪带的松紧度后上紧尾管固定座的螺丝第14步:⾦属尾传动轮座组固定前,需确认与尾管固定座呈平⾏状态第15步:陀螺仪的整线后⽤蛇管包覆第16步:将陀螺仪⽤双⾯胶固定在尾管固定座上后,将包覆好的讯号线穿过上.下侧版后再将右侧版的两颗螺丝上紧(陀螺仪安装在尾固定座的下⽅,以防炸机时被副翼打到)第17步:先抓出尾服务器的中点,并将球头固定在服务器的摆臂上(上下两个圈是⾏程终点),并将服务器固定在尾伺服座上第18步:装好尾服务器时,套上连杆后,注意,这是重点1,尾舵控制组需在尾主轴中央2.调整尾服务器座让连杆跟尾管平⾏3.尾服务器摆臂球头需在中点4. 尾连杆和尾管尽量跟尾管呈平⾏以上确定后在固定尾伺服座螺丝第19步:1.将主轴上的连杆按说明书上的长度组装,并套上摆臂平衡杆先量好两边相等长度后套⼊平衡杆重垂在装上平衡翼2.将主轴和机⾝组合第20步:组合好后请注意⼤齿盘于机⾝的间隙,不能摩擦到机⾝或尾传动轮第21步:调整马达铜齿的⾼度并将铜齿固定螺丝上紧,调整马达与⼤齿盘的间隙后再将马达固定螺丝上紧第22步:1.⽤2mm钻尾将欲锁球头的摆臂扩孔2.将球头利⽤螺母固定在摆臂上3.将多余的摆臂去掉.以免摆动时⼲涉4.将服务器连杆依说明书长度组装好第23步:将组装好的摆臂套上服务器,先不上服务器螺丝,以便调整时需拆下,此时连杆都是呈垂直状态第24步:接收的整理1.⽤热缩套管或由机的油管将接收线的前端包覆,以防接收线和侧版接触⽽出现⼲扰现象,相信很多⼈有这个经验2.⽤1mm的泡棉将接受包覆并⽤透明胶带在包覆,以防⽇久泡棉脱落,这可以防⽌摔机后的碰撞以以多⼀层的防⼲扰的作⽤第25步:1.⽤双⾯胶将接收固定在底板2.将讯号线接上接收第26步:1.⽤打⽕机熏烤将热缩套管定型你要的⾓度2.在⽤热缩套管将整理的接收线固定在线管上第27步:将电⼦变速器的讯号线穿过脚架和底板之间并接上接收(马达线先不要接,以便遥控器设定和调机)-----------------------------------以上是机械及电⼦部件的安装--------------------------第28步:控的设置,打开遥控器进⼊SWASH TYP,打开选项选择120度第29步:接上电池,将摆臂尽量以90度脚平⾏装上,并推油门游戏杆以确认伺服机的⽅向正确,如有反向,可进⼊REV.SW个别调整正确⽅向⼗字盘连杆使起平⾏既可第31步:接下来先将主旋翼做好静态平衡后,装上直升机,并将服务器螺丝锁上第32步:进⼊遥控器选项⾥的PIT.CURV.1.并将油门游戏杆推⾄中点2.在NORM设定页⾯3.将EXP显⾄ON 的位置,这可以⾃⾏调整曲线较为顺畅第33步:已有贴配重贴纸的桨为主1.将螺距规套上,并以螺距规的上沿跟平衡杆呈平⾏2.此时应为0度,如没0度,可依差距⼤⼩调整连杆使其成为O度第34步:将油门游戏杆推⾄最⾼并记下为+11度。
亚拓 ALIGN T-REX 700 安装参考(大量图片)7-5

取下单向滚针要取下这一组单向滚针之前要注意方向性等一下要装回去时要以相同的方向装入会导致运作方向相反由于单向滚针已经涂满了润滑油取下后要避免沾染灰尘我是放在卫生纸上先摆一旁去~现在要取下单向轴承的外钢环原厂说徒手可取下但我拔了半天拔不下来索性拿出拆引擎轴承的本领准备了钳子、高温火枪(或者瓦斯炉也可以)拿火先将铝合金座的部分烤一烤利用冷缩热胀的原理让外壳膨胀外壳膨胀后钢环很轻松的就可取下冷却后!!用去渍油将钢环、铝座内部的润滑油清洗干净用绿色的R48缺氧胶在钢环外围涂上一层并且用手指将R48涂抹均匀取出钢环时要用火烤但装入时只要平顺就可以顺顺的将钢环推入铝座中这表示铝座的加工很精准一有偏差就会装不进去我想,如果取出钢环时力道平均、笔直不用火烤应该也可以取的下来将钢环推入后外围会挤出多余的R48用卫生纸擦干净这些残胶然后将单向滚针装入、将钢套套入、然后盖上上盖、上锁一定要先将钢套先套入这样上锁上盖时可以获得最佳的精准度锁紧上盖后可以确保钢套与单向轴承能有最顺畅的运作!将上下齿轮组装回去检查看看单向轴承运作的方向是否正确如果错误~请拆下单向滚针,反转后重新安装下齿盘到时候有一根螺丝贯穿齿盘、钢套、主轴的螺丝届时会有一颗螺帽埋入通常我会用瞬间胶将这颗螺帽固定住以方便日后拆卸的便利性单向轴承与主轴的组装完成!……………………………………………………………主轴的安装700N的主轴设计也是首创取消了固定环的设计在主轴上有一道凸出的环用这个来取代原本十字盘下方的固定环为了不让主轴承与主轴做直接的摩擦原厂特别设计高碳钢主轴垫片我拿到的尺寸有三个分别是0.8mm、1.0mm、1.2mm厚度先套入0.8mm高碳钢主轴垫片尝试看看此时主轴承座与侧板固定的螺丝应该是松的让主轴先装入后再来锁这主轴承座的螺丝这样可以达到较精准的精确度将主轴穿过齿盘组将底下的螺丝贯穿后锁紧拉拉看主轴与轴承座之间是不是有间隙产生如果有的话请更换较厚的垫片吧!以我为例我使用0.8mm高碳钢垫片的尺寸是刚刚好的主轴的安装完成!……………………………………………………十字盘控制臂组ECCPM十字盘的控制组与600N相同采用共轴设计不同的是取消了十字盘导轨改用铝合金A臂来固定十字盘相位这样一来没有导轨磨损与极限点干涉的问题整体看起来也干净许多这组控制臂组在先前已经先将球头组装好接着拆掉连动杆的螺丝依照原厂假组装的顺序装入机身中这组零件包中有一个3X5.5X0.3mm的华司这是用来调节左右控制摇臂在组装后的间隙这设计在600N身上就有了这不是一定要装但以我的700N为例两片华司要分别装在左、右两侧才可以达到完全无间隙、运作又顺畅的目的上紧螺丝来回拉动看看左右控制臂是不是有间隙也摇动看看控制臂是不是可以很顺畅的运转如果没间隙,但运转不顺利那么干脆取消一片华司宁可有间隙也不愿意运转不顺畅!这必须要有取舍的!搞定左右控制臂之后接着就是中央的A臂虽然在连动杆上有一个D切平面要固定A臂的位置但范围很大该如何才能够正确的将A臂固定在正中央呢?我用了很多种方式最后让我发现到启动头是个最好的治具!将A臂靠在启动头上这样就可以很自然的将A臂定位在正中央!左手按住A臂与启动头定位右手用L型六角扳手将A臂固定螺丝给锁紧!简单~又准确的完成任务!尾管、尾齿轮箱、尾旋翼组组装先来看看尾管座、尾齿轮箱等部件尾管座设计上与600N相同但与侧板结合的部分精减至8颗螺丝并改用四根铝柱做结合同时可以看到伞齿轮轴加粗了不少!金属尾齿轮箱设计上看似与600N pro相同但是做了一些小修改~待会儿向各位说明!尾管选手版套件里头有着两个尾管分别是铝合金、碳纤铝合金复合尾管两者乍看之下是材质的分别其实外表是碳纤维的尾管也是有奥秘的!外表碳纤维、内在有一层薄铝管这样的结合有着轻量化高强度的优点印象中只要是碳纤维尾管有时锁尾管支撑座时要是尺寸稍有不对锁紧时会听到"啪"一声那表示碳纤维结构破裂啦!700N的碳纤铝合金复合材料就不会有这样的问题啦!而且万一倒霉轻轻敲到~也不会因为一道裂痕而使整个碳纤维尾管报销!结合碳纤维与铝合金~重量会比较重吗?好问题~咱们实际来测量看看便知晓~这是铝合金尾管,重量84.5g这是碳纤铝合金复合尾管,重量79.2g 重量比铝合金尾管稍微轻一些!传动轴、尾管、尾齿轮箱组装全金属螃蟹爪~设计上改用两片夹式这样可以紧紧的束缚住中央的滑套将螃蟹爪装上尾旋翼轴螃蟹爪上的球头要先锁上然后来回的拉动螃蟹爪看顺不顺畅如果不顺畅有可能有灰尘等异物卡住清洁一下再重复假组装、检查锁上尾旋翼组这组尾旋翼与600N相同尾旋翼轴上有个D切面沈头螺丝要对准这个平面点上T43锁紧这颗沈头螺丝!将螃蟹爪与尾旋翼锁上结合原则上先锁紧这颗螺丝并检查顺畅度若有不顺畅将螃蟹爪两边的螺丝同时放开5度直到顺畅为止尾舵控制L臂的球头有一个M2六角螺帽建议先将这个螺帽塞入定位会比较好组装。
Velare BTM System安装指南说明书
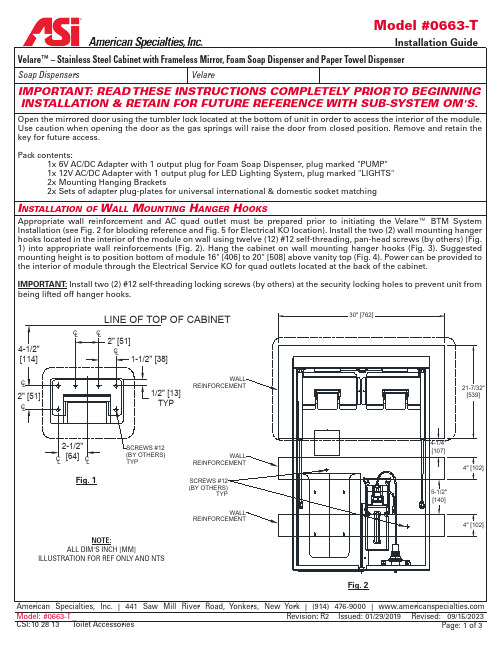
IMPORTANT: Install two (2) #12 self-threading locking screws (by others) at the security locking holes to prevent unit from being lifted off hanger hooks.
NOTE: ALL DIM'S INCH [MM] ILLUSTRATION FOR REF ONLY AND NTS
WALL REINFORCEMENT
SCREWS #12 (BY OTHERS)
TYP
WALL REINFORCEMENT
4-1/4" [107]
4" [102]
5-1/2" [140]
Paper Towel Dispenser
Paper towels can be loaded in place. For Z-Fold or Multi-Fold towels use the adapter MFTA-2 (provided). For C-Fold towels do not use the MFTA-2 adapter and store it inside the cabinet for use at a later time when towel style may change.
C-FOLD & MULTI-FOLD (Z-FOLD) PAPER
TOWEL DISPENSER TUMBLER LOCK
FOAM SOAP DISPENSER
SOAP TANK 0.4 GAL [1.5 LITERS]
NOZZLE HEIGHT ADJUSTMENT SCREW TYP 2
Omega 货架组装指南说明书

Assembly and users manual Pallet racking OmegaAssembling tools13 mm Hex socket16 mm Hex socket17 mm Hex socket18 mm Hex socket19 mm (Upright protector, Frame protector)6 mm Hex head bit (Upright reinforce, Frame protector)T25 T orx bit (Vertical drive through protector)T30 T orx bit (Pallet support bar)10 mm Concrete drill bit12 mm Concrete drill bit (Upright protector, Frame protector)Driver/Impact wrench (with adjustable torque)Level alt. LaserlinerRotary Hammer alt. Hammer-drillHammerConcrete floorThe concrete grade shall be minimum C 25/30Construction joints must not pass through the rack, because a movement in the joint can cause unpredictable forces in the rack. Construction joints shall be placed between the racks.Purchaser/User is responsible that the floor is designed for the actual loads.EAB can by request provide information about floor loads from the rack.Maximum height tolerancesMeasure Measure length T oleranceFlatness 0,25 m ± 1,2 mmFlatness 2,0 m ± 5 mmLutning 1/600All points, regarding both flatness and slope, shall be within ±20 mm of the horizontal datum.If the floor is not made of concrete, please contact EABTightening T orqueScrew M10 8.8 Max. tightening torque 47 NmT aptite M6 Max. tightening torque 5 NmT aptite M8 Max. tightening torque 15 NmScrew B31K 5,5x20 Max. tightening torque 5 NmSkruvförbanden ska dras till god anliggning.Lock nut M10 class 8Tighten screw joints for good contact.Max. tightening torque must not be exceeded.For assembly of bracing in frameScrew M8x75/12 Max. tightening torque 8-12 NmLock nut M8 class 8Use driver with adjustable torqueCalibrate the driver with a torque wrenchExpansion anchorsM10x90 Hilti HSTDrill hole Ø10 - 80 mmMin. mounting depth 69 mmMax. thickness fastened 10 mmM12x100 Hilti HSADrill hole Ø12 - 95 mmMin. mounting depth 65 mmMax. thickness fastened 20 mmSee Hiltis instructions on the package.If the distance between the anchor and the concrete edge is less than 9x anchor diameter, please contact EAB.ASSEMBLING OF FRAMES1. Fasten sleeve to fotplate2. Place braces according to frame views page 5ABAB3. Place a spacer at free side of horizontal brace4. Fasten all bracesTightening moment Max 8-12 NmSpacerCC5. Level the floor to find the highest spot. The spot will determine by how much the rack needs to be leveled. Raise the first section and fit twosafety pins per horizontal beam.6. If the floor is uneven, the footplate shall be adjusted with leveling plates to attain a horizontal level. Max leveling: 25mmFootplate anchors with 2 pcs expansion anchors M10x90.If leveling exceeds 5 mm then use expansion anchors M10x110.Frame setup Alternativ frame setupSafety pinMax. 3 mm/mMax. 3 mm/mDimensions - 800 mm framesBrace type Rise per brace Length of brace (90 upright) Length of brace (110 uprigt) 0747 733 1 500 906 895 2 750 1071 1061 3100012651257Dimensions - 900 mm framesBrace type Rise per brace Length of brace (90 upright) Length of brace (110 uprigt) 0847 833 1 500 989 977 2 750 1142 1131 3100013251316Dimensions - 1100 mm framesBrace type Rise per brace Length of brace (90 upright) Length of brace (110 uprigt) 01047 1033 1 500 1164 1152 2 750 1296 1284 3100014591449Dimensions - 500 mm framesBrace type Rise per brace Length of brace (90 upright) Length of brace (110 uprigt) 0447 433 1 500 685 676 275089388711641000 1500 2000 2500 3000 3500 4000 4500 5000 5500 6000 6500 7000 7500 80001000 1500 2000 2500 3000 3500 4000 4500 5000UPRIGHT PROTECTOR/REINFORCEUPRIGHT PROTECTOR HEIGHT 400 MMUPRIGHT REINFORCEMENT HIGHExpansion anchor M12x100Expansion anchor M10x9010Screw M10x25 round socket + locking nutExpansion anchorM10x902 pcs. washers 4 pcs. M10x25+ locking nut4 pcs. spacers betweenupright reinforce and sleeve footplate at assembling of 90 uprightFRAME PROTECTOR HEIGHT 400 MM2 pcs. screw M10x25 round socket + locking nutMax c/c 1100 mmFRAME PROTECTOR HEIGHT 180 MM4 pcs. screw M10x25round socket + locking nutSPLICE8 pcs. screw M10x25round socket +locking nut2 pcs. screw M10x25round socket +locking nutSplicing plateMOUNTING FEET WITH PU-SPRING IN CONCRETE FLOOR1. Screwing down a nut 20 mm on a M12 expansion anchor.2. Hammer down and tighten the expansion anchor.3. Unscrew the nut and provide 2 pcs expansion anchor with pu-spring, washer and locking nut. Tighten the locking nut to good contact to the washer.20For mounting frameprotection on asphalt, please see page 14.ACCESSORIESCROSSBEAM FOR BEAM 3600 MMHORIZONTALLY DRIVE THROUGH PROTECTORHALF PALLET SUPPORTPALLET SUPPORT BARJOINT SLEEVEScrew taptite M6x12H4 pcs. screw tap-tite M6x12H6 pcs. screw M10x25 + locking nutVERTICAL DRIVE THROUGH PROTECTORAABCBCOUTER PALLET SUPPORT B=100If the distance between pallet support and upright > 50 mmbolt these with 1+1 screw taptite M16x12HPre-drill Ø5,5 mm in beamOUTER SUPPORT B=100If the distance between support and upright >50mm fix it with 1+1 screw taptite M6x12H.Pre-drill Ø5,5 mm in beam.INNER SUPPORT B=100 Fix to beam with 1+1 Screw T aptite M6x12H / support. Pre-drill Ø5,5 mm in beam.All pallet supportU42x48 bolts with 2 pcs screw taptite M6x12H.PALLET SUPPORT B=1001081x910 mm 500 kg/m²MESH PANELPLACING OF NET SUPPORTSASSEMBL Y JIG NET SUPPORT3 + 3 pcs. screw 5x351081x910 mm 1000 kg/m²782x1312 mm 500 kg/m²782x1312 mm 1000 kg/m²1 pcs. taptite M6x12/support beamMESH PANEL BOLTS TO BEAM2+2 screw B31K 5,5x20 in the 2outer net supports in the 2 innermesh panel1+1 screw B31K 5,5x20 in the 2outer net supports in the innermesh panels1+1 screw B31K 5,5x20 in the2 inner net supports275018503600Screw B31K 5,5x20ASPHALT PLATEASSEMBL Y OF PALLET RACKING ON ASPHALTAsphalt plate 200x200x5Asphalt plate250x250x8Leveling plateMax 10 mm levelingPlaced between sleeve footplate and Asphalt plate. Concrete bolt in asphalt+ asphalt glue ”Häftprimer EP”Before use, read the operating instructionsand safety instructions on the packaging forHäftprimer EP . For complete product data,see www.hagmans.se.Drill hole shall be filled with asphalt glueHäftprimer EP before bolt is fitted.Hilti HUS3-H 8x65Drill hole Ø8 - 70 mmMin. mounting depth 50 mmMax. thickness fastened 15 mmTighten carefully.Allowed loads Asphalt plate 200x200x5: Max 3 ton/footMax. section load 6 ton/sectionAsphalt plate 250x250x8Max 5 ton /foot Max section load 10 ton /section Max loads apply provided that asphalt and bearings are of such good quality that the permissible surface pressure on asphalt for long-term loads is min 0.8 Mpa. For more information on loads see Load plate Omega 90-1 / 90-2 asphalt.For higher foot loads than allowed or for asphalt of wor-se quality require larger and thicker Asphalt plates,which is dimensioned by project. The client / user shall approve calculated surface pressure on asphalt.ASSEMBL Y OF FRAME PROTECTION ON ASPAHLTMounting1. Mount the frame protection (see Assembly instruction Upright and frame protector).2. Screw the asphalt plates onto the feet with 3 M12x16 + Washer 13x24x2 / Foot.3. Place the frame protection in place and drill Ø10 holes in the asphalt through the plate’s Ø13 hole.4. After drilling, remove and clean protection and asphalt.5. Return the frame protection, fill the drill holes and the 6 oval holes with asphalt glue.6. Tighten the frame protection with Hilti HUS3-H 10x70 (YD 12.5)7. Pour glue into rounds in the oval holes until the glue runs out to the edge of the plate.Concrete bolt in asphalt + asphalt glue ”Häftprimer EP”Before Use, Read the Operating Instructions and Safety Instructions on the Packaging for Häftprimer EP. For complete product data, see www.hagmans.seDrill hole shall be filled with asphalt glue Häftprimer EP before bolt is fitted.Hilti HUS3-H 10x70Drill holes Ø10-75 mmMin mounting depth 55 mmMax thickness fastened 15 mmTighten carefully.NOTE! When installing frame protectionfor asphalt, the requirement for energy absorption is not metaccording to SS-EN 15512.SAFETY IN WAREHOUSESAssembly/modificationT o ensure safety, it is important that pallet racking are always assembled in accordance with the instructions given here. Thediagram on the outside back cover shows how the frames are affected by changes in the positions of the beam levels. The height from the floor to the first beam level affects the load-carrying capacity of the frame, as does the distance between levels. MarkingThe uprights are stamped with their maximum load-carrying capacity per section, while the horizontal beams are stamped with their maximum load-carrying capacity per level. The rating platessupplied with the frames must be fitted in clearly visible positions, and it is theresponsibility of management to see that loading information given on them is complied with.MaintenanceAny damage caused by trucks etc. colliding with the racking frames must be rectified immediately, as such damage can often affect the load-carrying capacity of the frames. An upright member that has been hit is always a safety risk, and must be replaced.EAB’s pallet racking employ a proven design, with maximum emphasis on safety and performance.The Pallet racking fulfil all safety requirements in the European Standards, SS-EN 15512,SS-EN 15620, SS-EN 15629 and SS-EN 15635 which includes rules for static design, testing,assembly and marking.AccessoriesAn effective way of improving safety is to complement the frames with protectors,pallet stop, half-pallet support bars etc. InspectionErections inspectionBefore starting to use the pallet racking, it must be inspected in accordance with these instructions and in any special erection drawings.Regular inspectionPallet racing must be regularly inspected in respect of locking devices, bracing, damage by vehicles etc. and anything else that could affect their strength.Periodic inspectionPallet racking must be inspected at least every twelve months to ensure that they continue to comply with these instructions and with any special erection drawings. Re-inspectionMust always be performed if the positions of the horizontal pallet support beams are moved or if the frames are altered in any other way.The purchaser or user is responsible for ensuring that the above inspections are performed.SE- 333 33 SMÅLANDSSTENAR r t .n r 170000101。
亚拓 ALIGN T-REX 700 安装参考(大量图片)7-6

将L臂锁上尾旋翼齿轮箱来回摇动L臂若有干涉检查螃蟹爪螺丝、螃蟹爪滑套球头、L臂轴承这三个地方排除干涉直到顺畅为止!尾传动轴的设计与600N相同铝合金十字接头与传动轴结合的部分除了原本就有的固定插稍之外还多了一个塑料护套防止插稍脱落加了护套后插稍肯定是掉不下来了既然这东西也不拆我干脆用瞬间胶给它黏起来!用尺量好轴承的距离700N的传动轴有两颗轴承依照说明书说明两个轴承之间距离应该是26cm而轴承距离两端十字接头的距离应该也是26cm 也就是等长就对了移动好轴承的位置后在轴承与传动轴上先用去渍油擦干净然后将轴承移至定位用瞬间胶先点一些在传动轴要固定轴承的位置然后再将轴承推至定位点这样可以避免你直接拿瞬间胶点轴承一不小心黏住轴承的窘境!用手指刮一点润滑油在尾管的入口处这样可以帮助传动轴组顺利进入尾管塞入传动轴别心急橡胶顶在尾管入口处时用指甲慢慢将橡胶依序慢慢的塞入尾管橡胶边缘都进入之后斟酌力道~慢慢的将传动轴推入如果这样都推不进去的话~那就拿WD40往尾管内稍微喷一下~然后拿卫生纸塞入尾管用传动轴将卫生纸推出虽然WD40被卫生纸吸掉了但是残留的润滑油可以让传动轴顺利的插入尾管~现在要将尾管、传动轴与尾齿轮箱组合尾齿轮箱上有个塑料零件猛一看以为这只是为了要锁垂直尾翼所做的平面但是仔细观察这零件可以用来定位尾管与尾旋翼齿轮箱的角度先将这个定位插稍拆下插入尾管之后观察尾管上的圆孔是否与尾齿轮箱上的圆孔对上如果对上了就装上这个定位插稍零件吧!装上这个定位梢零件发现很难将其压到定位干脆拿起垂直尾翼将螺丝锁紧硬将这个定位梢紧逼至定位吧!锁紧后~唉呦!垂直尾翼怎么歪歪的阿!问题不难因为塑料比较软强迫定位造成有点变形加上两片垫片可以解决这问题看~加了两片垫片之后~垂直尾翼锁紧后就变直了吧!装上水平尾翼与固定座之前先将尾舵拉杆套环给穿入尾管吧!相信很多人都会出现会心一笑,因为忘记先套入而重新拆卸的事情,绝对不只我干过!在锁尾管固定座之前先在尾管上缠一圈胶带防止固定座与碳纤维管磨损也可以固定的更确实暂时锁上水平尾翼螺丝别锁紧锁上支撑杆螺丝同样也别锁紧将组装完成的尾管、尾齿轮组装入尾管座上尾管内有个U字型的定位槽要确实的与尾管座内的定位梢结合并且压到底将夹紧尾管用的四颗螺丝锁紧检查尾旋翼旋转时是否顺畅如果不顺畅请检查传动轴塞入时是不是有跑入异物这组尾管的长度都计算好了只要组装至定位间距应该就是最准确的状态组装至此~暂时先别把这尾管组装入机身上我的习惯是会把电装都装好之后才会装上尾管毕竟家里不是很大一个带着尾管的直升机左晃右晃很占空间不过还是忍不住组装好的兴奋~先将尾管给装起来要装电装时再拆掉吧!机壳组装以600N为例机壳的组装大不了两个橡胶塞、一个扣环700N的设计改用四个橡胶塞取消了扣环的设计令人兴奋的是700N的橡胶塞安装做了很大的改善过去固定机壳的橡胶塞很容易就会破损因为机壳通常很薄容易把橡胶塞给割破所以机壳橡胶塞就成了消耗品!700N的机壳设计多了一个塑料垫环这让橡胶安装的部位增加了接触面积这样一来可以大大的减少橡胶的破损这样的设计真的是佛心来的阿!!强烈建议这塑料垫圈要独立发售的啦!先将塑料垫圈从机壳外朝内安装从内侧点一点瞬间胶固定将橡胶塞入塑料垫圈中你可以用钝的工具来帮助橡胶的塞入安装完成!赞的啦!这东西要是独立发售~我要用在我的所有直升机上!平衡翼都已经快要END了怎么还在写平衡杆呢?其实平衡杆、平衡翼在旋翼头装入机身上之后就要组装了,但我的原厂平衡翼一直都还没到货,所以就把组装杨格Stubz YB4105的图片拿来用了喔!平衡杆的组装重点无非是左右边都得相等,700N的平衡杆特长,有570mm,在旋翼头的设定不变之下,将平衡杆加长会让操舵反应变快,700N的旋翼头设计也利用较长的平衡杆来获得较灵活的操舵反应!一手握住平衡杆方匡,一手将平衡翼锁入,平衡翼的安装位置也要两边等长因为杨格平衡翼重量很轻只有15g,加上平衡杆的长度这么长,其实也担心机体的反应太过灵活,所以我把杨格平衡翼中的重锤给装了上去,这样可以调整出适合自己的灵活度,高速直线飞行也会稳定一些。
亚拓 ALIGN T-REX 700 安装参考(大量图片)7-2

金属稳定控制摇臂(好长的名字),螺丝也是要拆下重新上胶固定锁这组螺丝的同时..我发现700N的金属零件重量都很轻造型上都做了设计,重量感觉都比600N要来的轻!十字盘,体积与600N差不多,但是重量感觉也比较轻!废话少说实际印证一下!700N十字盘53.9g700N剪型臂组24.3g用拔豆钳根不夹住连杆,这样比较省力然后用球头调整扳手将连杆锁入700N的球头比较厚一般市售的连杆扳手插进去会很紧小心的插入后慢慢转,太猛烈的插入可能会造成裂开(打这段文字时,我怎么在冒冷汗?)这次的连杆比较紧,拿出电动工具跟它拼了!不然手真的会起水泡!拿出游标卡尺测量长度连杆通常成双成对,仔细的比对两支连杆的长度吧!调整连杆其实挺烦人的,所以我把烦人的事情一次做完我的习惯是把所有连杆一次全部组装起来,然后成双成对的先用橡皮筋绑好,这样组装到后头会比较顺手这工具是我自己做的,所以买不到我只是比个大概而已,要准确还是用光标卡尺+锐利的双眼比较准!外头有卖铝合金的连杆长度工具,一支不便宜组装平衡翼控制框,依照这样的方式先固定其中一边,到时候组装起来时比较不会歪斜平衡杆上有个平面,平衡翼控制匡上的沈头螺丝先暂时固定在这个平面上将平衡杆与控制匡穿入平衡杆中心座后,分别将平衡杆框上的螺丝点上T43,并且依序逐渐锁紧!测量两边平衡杆的长度达到一致后,将方框上的两个固定螺丝锁紧然后将其中一颗退出、点上T43锁紧,再将另一颗退出点上T43锁紧,这样就完成了平衡杆的长度固定了在装上剪型臂之前,先测试一下剪型臂上的球头是不是顺畅,必要时得用钳子夹一下塑料的部分,让它松一点因为700N的球头比较大一点,所以市售的球头刨刀无法使用这是检查动作,亚拓的球头连杆制作的相当精良,组装时很紧,装入后很松无虚位,真的很棒!省下不少修改的功夫!将十字盘与剪型臂装入主轴(主轴末端有缺口的朝上)然后握住十字盘不动上下滑动剪型臂滑套看看顺不顺一定要保持很顺畅的滑动如果有不顺畅,请拆开剪型臂螺丝之后重新上锁将旋翼头锁上锁的步骤~旋翼头先将上面两根4mm螺丝左右锁入主轴(注意!先不能上紧喔!)再用一根4mm螺丝贯穿主轴,然后以先锁紧上面两颗螺丝再锁紧贯穿主轴螺丝~粉重要的要领!强度一流阿!将平衡翼连杆装入剪型臂中~试试看整个旋翼头的各摆臂摇动是否顺畅喔!旋翼头组装完成!…………………………………………………离合器、定速磁铁组装拆开700NB4零间包,取出离合器组工厂已经假组装完成我们自己必须拆下所有零组件重新上T43防松胶先将离合器组拆解下来可以徒手拆卸,表示这没上胶而且也没锁紧700N中很多零件是这样的假组装是为了便利玩家们了解组装好的模样避免一头雾水摸不着头绪!取下轴承后用去渍油清洗轴承安装面与螺牙的部分插花一下~T43跟R48有啥不同?只要有螺牙的,都是用T43来做为螺丝防松只要没有螺牙,是平面要互相接着的,就是用R48缺氧胶这个轴承随着引擎高达20000rpm 的转速,所以要确实的用R48接着固定在这里我们用绿色的R48缺氧胶先在光滑的安装面点上一部份接着用手指将R48平均的涂抹光滑面(螺牙部分不要涂到喔!!)将轴承确实的装入定位在轴承上方的细螺牙部分点上蓝色的T43防松胶用12mm套筒将铝螺帽锁至定位,然后稍微用点力锁紧即可逆时针旋转离合器齿轮发现这个与离合器接合的部分也没有锁紧一样点上T43后再一次的确实锁紧!将启动杆装上,套上最顶端的小轴承组装好的离合器放入离合器基座中拇指压住启动杆底部,套上启动头,食指或中指轻微压住,锁上沈头螺丝将启动头与启动杆确实固定我的习惯是这样,先将螺丝锁紧,确定各机件运作无误之后,然后退出后点上T43,然后再锁入锁紧这样的作法是因为有些螺丝不是只有锁紧即可,有时会碰到需要细微调整的,提前上螺丝胶,15分钟后螺丝胶硬化,只要重新卸下螺丝后这防松胶就失去效用所以我都是先采取调整好机件,然后再退出螺丝,点上T43防松胶后再锁入离合器基座组合后,先将原本要用来固定在侧板的螺丝先暂时固定在螺丝孔中,避免螺丝遗失往后有这样的单一零组件,我都会先将螺丝暂时固定住,避免遗失安装定速器感应磁铁700N的感应磁铁设计在离合器上,少了离合器打滑的误差,这样的转速感应控制更直接准确!铁汉要建议各位玩家,强烈建议安装定速器,引擎的调整并非一朝一夕可学习透彻(我也还在学),定速器可以避免引擎出现超转现象,也可维持一定的引擎转速,增加引擎寿命(我的意思不是引擎就不用调整,只是好处多多)RCE-G600定速器(另购)的感应磁铁都有做上红色的记号为了让各位看的更清楚,我重新做了记号先将感应磁铁吸取在金属物品上(我用的是剪刀)然后在其中一面涂上记号将划上记号的磁铁取下,把另一颗磁铁朝上的那一面也做上记号做上记号的磁铁是同极性有可能是两个S或两个N总之到最后两颗磁铁安装必须相反就对了!同样先用去渍油+棉花棒将离合器上固定磁铁的孔清洗干净涂上R48缺氧胶之后,用镍子或1.5mm六角起子将磁铁塞入到底固定固定好磁铁之后的样子磁铁一定要装两颗如果只装一颗的话在高速运转下将可能达到将近两公斤左右的偏摆误差!离合器组组装完成!………………………………………………………………………………ECCPM控制组,预先组合拆开700NB1开始组装机身的部分这零件包里头有很多螺丝在组装机身时会陆续使用到找个零件盒把这些螺丝装起来免得弄丢了这零件包里头有一组ECCPM十字盘控制臂依照目前组装进度来说这一组控制臂还没要组装但是看着这么多球头、螺丝等先把这一组控制臂组装起来免得到时候螺丝遗失时欲哭无泪阿!。
ALIGN T-REX 450L DOMINATOR组装介绍

上海FUNFLY回来,拿到了亚拓最新款的450L,开箱贴前面有模友发了不少了,这里就不再啰嗦了,直接装机,并同大家分享一下装机过程。
本人水平有限,如有错误,欢迎大家指正。
以下是装机可能会用到的工具,事先准备好,方便使用。
照片中的工具分别为502胶水,T22螺丝胶,润滑脂,电池(调试电子设备用),舵机测试仪,内六角螺丝刀,简易内六角螺丝刀,十字螺丝刀,小剪刀,数字螺距尺,十字盘调平器,球头钳。
拍完照片,发现忘记了还需要游标卡尺,呵呵呵!其中简易六角螺丝刀,十字螺丝刀,T22螺丝胶为套装内包含,其他需要自备。
打开旋翼头零件包装袋,里面所有零件如下拆散全部零件,照片中为单边桨夹及其零件,为方便大家更换零件,特地标注了一下配件编号,后面的装机照片中,标注了编号的零件都是同现在的450通用的。
没有标注的为450L的专用零件。
这里特别说明一下,亚拓原厂预装的零件全部为假组合,需要自行拆散重新安装打胶将横轴垫圈装入中联将润滑脂均匀的涂抹在止推轴承上组合好止推轴承,两边的垫片上分别标记有 IN和OUT,其中标记IN的那边朝向桨夹内侧安装横轴螺丝套上垫片,打一点T22,注意不要太多,螺丝前面3-4个丝口涂上螺丝胶即可。
新款的横轴螺丝为M2.5*6mm,安装时需要使用2.0mm的螺丝刀将滚珠轴承,止推轴承垫片,止推轴承,依此穿入横轴,并拧入横轴螺丝搞定把安装好轴承的横轴穿入大桨夹,不要遗漏大桨夹和中联之间的那个铝套将横轴穿入中联,在横轴表面涂抹适当润滑油将另一边的桨夹,按照上面的顺序,安装好轴承,并穿入横轴,拧入横轴螺丝。
使用两把螺丝刀,锁紧横轴螺丝将十字盘上的球头拆下,重新打上螺丝胶安装好。
450L的十字盘,主体和450DFC的相同,但是CCPM的3个球头长度不同于450DFC斜盘将DFC连杆打上螺丝胶,拧入大桨夹连杆,请注意DFC连杆的正反,不要装错把DFC球头扣拧入DFC连杆,注意球头扣比较紧,需要慢慢拧入。
诺德士组装手册说明书
(诺德士)本产品符合 CE 认证的适用要求。
组装手册/用户手册2关于安全的重要注意事项 - 组装 3安全警示标签/序列号 4 接地须知 5规格6组装前须知 6零部件 7五金件 8工具 8机构 9移动机器 22校平机器23关于安全的重要注意事项 24特性和功能 25 电子表特性和功能26Bluetooth ® 连接 29 远程心率监测器 30操作 32 启动/空闲模式 32 初始设置 33 快速启动程式 33 用户档案 33 运动程式 35 暂停或停止 39 结果/放松模式 39 目标跟踪统计数据 39电子表设置模式 41维护 42 零部件维护 43故障排除45Nautilus, Inc., - 客服电邮:*********************|Nautilus,Inc.,18225NERiversideParkway,Portland,OR97230 USA | 中国印刷 | © 2013 Nautilus, Inc. | ® 表示美国国内注册商标。
以下商标可能已在其他国家进行了注册或受到通用法律的保护。
Nautilus (诺德士)、Cam logo (鹦鹉螺徽标)、Nautilus Dual Track (诺德士双屏显示系统)、Nautilus Connect 、Bowflex (搏飞)、Schwinn 以及 Universal 均为 Nautilus, Inc.公司所有或授权商标。
Polar®、OwnCode®、Bluetooth®、iTunes® 和 MyFitnessPal® 为其所有者的注册商标。
为确保保修有效,请妥善保管原始购买凭证并记录以下信息:序列号 __________________________购买日期 ____________________要注册产品保修信息,请联系当地经销商。
有关产品保修的详细信息或者对产品有任何疑问或问题,请联系当地 Nautilus (诺德士)经销商。
S2系列钢质铝控制器轴动器安装与运行指南说明书

ContentsInstallation of Actuator (2)Air Supply (2)Lubrication (2)Travel Adjustment (2)Operation (3)Disassembly Procedures (4)Re-assembly Procedures (4)Exploded View/Bill of Materials (5)Spare Parts (7)Installation of ActuatorTriac actuators are mounted directly to valves or mounted to the valve using a bracket and coupler. The coupler adapts the output of the actuator to the valve shaft. Standard mounting kits provide mounting of the actuator in the direction of the pipe. When mounting the actuator to a valve using a mounting kit, the pinion drive, coupling device and valve stem should be centered and concentric to prevent any side loading to the bottom pinion radial bearing and valve stem seal area. After mounting, it may be necessary to adjust the end of travel stop for proper open or closed valve position (See “Travel Adjustment” section). Pneumatically stroke the actuator several times to assure proper operation with no binding of the coupler.Note: Actuators that are not in service for at least a 3 month period should be cycled a minimum of 10 times. This prevents pre-set of seals.Air SupplyPneumatic piping to the actuator and associated accessories should follow the best practices for instrumentpneumatic piping systems, i.e. line free of water, oil, pipe sealant or other contaminants. The operating medium is light hydraulic oil or filtered dry air/inert gas which is filtered to 50 micron particles size or less. It is extremely important that the actuator be powered with the proper air pressure and air volume. Working pressure is 40 -150 psi. The spring housing on spring return actuators, if not piped, will breathe through the right hand port(unless it is reverse acting or purposely tubed to avoid this). It is important that it not be exposed to a corrosive atmosphere. Please contact A-T Controls for possible solutions if this condition exists.LubricationTriac actuators are factory lubricated for life and additional lubrication is not normally required. When replacing grease, use CH-218 grease or comparable grease. However, for actuators performing 100,000 cycles or more, an oil mist lubricator is recommended. Oil mist lubrication requires a mineral oil type ISO VG32 Class 1 for usage in temperature range 15 to 158°F. Oil mist lubricator must be set to the lowest setting. Once begun, the oil mist lubrication cannot be discontinued.Caution: If the actuator is equipped any accessories (i.e. pneumatic positioner or pneumatic controller), oil mist lubricated air cannot be used unless the instrument manufacturer indicates that the instrument is compatible with lubricated air.Travel AdjustmentThe S2 Series Rack & Pinion actuators have travel stop adjustments in both the clockwise and counterclockwise directions. The ± 4° adjustment of the end of the travel stop is accomplished by loosening the travel stop nut (Item 16 in BOM) and adjusting the travel stops (Item 17 in BOM) in either direction. All actuated valves require accurate travel stop adjustments at both ends of the stroke to obtain optimum performance and valve seat life.OperationDouble Acting:CCW:Air is supplied to Port A forcing the pistons awayfrom each other (toward ends) which rotates thedrive pinion counterclockwise and exhausts the airout of Port BCW:Air is supplied to Port B forcing the pistons towardeach other (toward center) which rotates the drivepinion clockwise and exhausts the air out of Port A.Spring Return (Fail CW):CCW:Air is supplied to Port A forcing the pistons awayfrom each other (toward ends), which rotates thedrive pinion counterclockwise, compresses thesprings and exhausts air out of Port B.FAIL CW:Air failure (loss of pressure) allows the compressedsprings to force pistons toward each other (towardcenter), which rotates the drive pinion clockwiseand exhausts air out of Port A.*(Unit is capable of failure in counterclockwise direction by reversing pistons inside of housing.)Installation and Operation Manual Disassembly Procedures1.Disconnect air supply and electric accessories to depressurize actuators. Ensure that theactuator is in the failed position if it is a spring return style.2.Remove actuator from valve.3.Loosen the travel stop nut (Item 16 in BOM) and travel stop bolts (Item 17 in BOM).4.Apply air to Port B to ensure that pistons are driven to the center.5.Loosen End Cap Bolts (Item 13 in BOM), remove End Caps (Item 12 in the BOM), and springs(Item 11 in the BOM). If the unit is a spring return unit, use caution when removing springs.6.Remove Snap Ring (Item 3 in BOM).7.Rotate Pinion (Item 23 in BOM) counterclockwise with a wrench to drive Pistons (Item 7 inBOM) out of the actuator Body (Item 6 in BOM). Never use air to accomplish this step.8.Drive Pinion through the bottom of the actuator using a rubber mallet. Ensure that thepinion does not damage the body of the actuator. Remove the Travel Cam Stop (Item 20)taking note of what direction it was installed. It is recommended to mark this item toidentify which direction it was originally installed for ease of reinstallation.9.Remove the Top and Bottom Pinion bearings (Items 21 and 24 in the BOM).Changing from “Spring Closed (FCW)” to “Spring Open (FCCW)”1.Follow “Disassembly Procedures” up to Step 6.2.Rotate pinion 90° clockwise.3.Grease cylinder surface with CH-218 grease or comparable grease.4.Rotate pistons 180° about their axis and reinstall.5.Rotate shaft 90° degrees clockwise to draw pistons in and confirm proper engagement.6.Travel stop adjustment will now occur in the “closed” position of the valve. See “TravelAdjustments” for instructions for travel stop adjustment.Re-assembly Procedures1.Inspect all parts for wear and replace any worn parts as needed. Replace all o-rings (Items8, 11, 22, and 25 in BOM).2.Clean all components and lightly grease cylinder bore, and seals with multi-purpose grease.3.Follow steps in “Disassembly Procedures” in reverse order. Be aware and take care toensure that End Cap O-rings are not pinched. If the Travel Cam Stop was not marked whendisassembling the actuator, reference the “Exploded View/Bill of Materials” section for thecorrect orientation to install. When reinstalling springs, place the springs into the pocketsof the piston and end cap balancing the number of springs shown below:Installation and Operation Manual4.After reassembly, pressurize the actuator gradually using 80-100 psi of compressed air.Check seal areas by applying soapy water and checking for the appearance of bubbles andensure that pinion travel is smooth.5.Follow steps in “Travel Adjustments” for travel stop adjustments.Exploded View/Bill of MaterialsInstallation and Operation ManualInstallation and Operation Manual Spare PartsInstallation and Operation Manual A-T Controls product, when properly selected, is designed to perform its intended function safely during its useful life. However, the purchaser or user of A-T Controls products should be aware that A-T Controls products might be used in numerous applications under a wide variety of industrial service conditions. Although A-T Controls can provide general guidelines, it cannot provide specific dataand warnings for all possible applications. The purchaser / user must therefore assume the ultimate responsibility for the proper sizing and selection, installation, operation, and maintenance of A-T Controls products. The user should read and understand the installation operation maintenance (IOM) instructions included with the product and train its employees and contractors in the safe use of A-TControls products in connection with the specific application.While the information and specifications contained in this literature are believed to be accurate, they are supplied for informative purposes only. Because A-T Controls is continually improving and upgrading its product design, the specifications, dimensions and information contained in this literature are subject to change without notice. Should any question arise concerning these specifications, the purchaser/user should contact A-T Controls.For product specifications go to /A-T Controls, Inc. • 9955 International Boulevard, Cincinnati, OH 45246 • Phone: (513) 530-5175 • Fax: (513) 247-5462 • 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
上海FUNFLY回来,拿到了亚拓最新款的450L,开箱贴前面有模友发了不少了,这里就不再啰嗦了,直接装机,并同大家分享一下装机过程。
本人水平有限,如有错误,欢迎大家指正。
以下是装机可能会用到的工具,事先准备好,方便使用。
照片中的工具分别为502胶水,T22螺丝胶,润滑脂,电池(调试电子设备用),舵机测试仪,内六角螺丝刀,简易内六角螺丝刀,十字螺丝刀,小剪刀,数字螺距尺,十字盘调平器,球头钳。
拍完照片,发现忘记了还需要游标卡尺,呵呵呵!其中简易六角螺丝刀,十字螺丝刀,T22螺丝胶为套装内包含,其他需要自备。
打开旋翼头零件包装袋,里面所有零件如下
拆散全部零件,照片中为单边桨夹及其零件,为方便大家更换零件,特地标注了一下配件编号,后面的装机照片中,标注了编号的零件都是同现在的450通用的。
没有标注的为450L的专用零件。
这里特别说明一下,亚拓原厂预装的零件全部为假组合,需要自行拆散重新安装打胶
将横轴垫圈装入中联
将润滑脂均匀的涂抹在止推轴承上
组合好止推轴承,两边的垫片上分别标记有 IN和OUT,其中标记IN的那边朝向桨夹内侧安装
横轴螺丝套上垫片,打一点T22,注意不要太多,螺丝前面3-4个丝口涂上螺丝胶即可。
新款的横轴螺丝为M2.5*6mm,安装时需要使用2.0mm的螺丝刀
将滚珠轴承,止推轴承垫片,止推轴承,依此穿入横轴,并拧入横轴螺丝
搞定
把安装好轴承的横轴穿入大桨夹,不要遗漏大桨夹和中联之间的那个铝套
将横轴穿入中联,在横轴表面涂抹适当润滑油
将另一边的桨夹,按照上面的顺序,安装好轴承,并穿入横轴,拧入横轴螺丝。
使用两把螺丝刀,锁紧横轴螺丝
将十字盘上的球头拆下,重新打上螺丝胶安装好。
450L的十字盘,主体和450DFC的相同,但是CCPM的3个球头长度不同于450DFC斜盘
将DFC连杆打上螺丝胶,拧入大桨夹连杆,请注意DFC连杆的正反,不要装错
把DFC球头扣拧入DFC连杆,注意球头扣比较紧,需要慢慢拧入。
球头扣的A面朝上。
DFC 连杆和球头扣全部拧入,不要留有丝口,完成如图
2根DFC连杆全部完成
将主轴穿入十字盘,请注意图片中主轴的方向,不要错了
安装中联,那颗固定螺丝在大齿盘的配件包中,找了好半天,呵呵呵
固定螺丝的安装有正反之分,螺帽安装在中联有六角凹槽的一面
安装好螺帽,拧紧固定螺丝,螺丝上记得打螺丝胶
把中联上的两颗加固螺丝拆下打胶,重新上紧
把组装好的DFC连杆总成的球头扣,按入十字盘的球头
装上DFC连杆和大桨夹间的固定螺丝,不要遗忘螺丝上的那个很小的垫片
旋翼头组装完成
开始组装机身,先看看新款的侧板,有左右之分的,有点像缩小的700
新款主轴固定座,两块完全一样,无上下之分
将主轴固定座先安装在侧板上,暂时不锁紧固定螺丝,注意固定座的安装有正反之分,注意看图片中的轴承方向
装上另一半侧板,同样,暂时不锁紧固定螺丝
将装好的旋翼头组,穿入主轴固定座,调整好主轴固定座位置,使得主轴能顺利穿过上下轴承座,无阻力。
然后依次打胶锁紧主轴固定座螺丝
安装好机身上2块陀螺仪固定板
安装亮骚的机身补强片
搞定
新款的DS430M舵机
在家里找出一颗DS415M的舵机,决定把2个舵机进行比较一下
这个角度看似乎DS415M还要大些
侧面对比
仅仅只对比外观肯定是不甘心的,打开看看
换个角度看齿轮
DS430M齿轮特写,箭头所指处为轴承,430M采用了双轴承设计。
根据以前的经验,
DS410M,DS415M炸机扫齿,多半是因为输出轴轻微弯曲,导致输出齿扫齿。
DS430M的双轴承设计从理论上来说,会有效降低输出轴弯曲的概率,能够使输出齿在舵机壳内更加稳固的旋转,提高舵机的耐用性。
但是实际情况还需要实践来检验,预计不久就有这个舵机的客观评
价了。
舵机上盖也有所不同,为了便于区分,我把DS415M的轴承留在了上盖中。
那个轴承也就是现在DS415M的单轴承
开始安装斜盘舵机,舵机安装螺丝上需要穿入黑色的小垫片,垫片在舵臂的配件包中,此处
的螺丝需要打螺丝胶
3个舵机都安装好了
换一边看看
下面是大家比较关心的问题了,看看DS430M安装好后,距离主轴究竟还有多少间隙?答案是1mm左右
450L的设计似乎无法安装其他品牌的舵机,但是这个问题应该不难解决,目前大家公认比较牛逼的舵机高度都高于DS430M,也就是说,直接安装在450L的舵机安装架上,舵机底盖会顶死主轴。
也许可以通过自行制作加装舵机安装垫片解决这个问题,至于说舵机垫出后,
舵机连杆不垂直的问题,可以通过更换稍长一点的球头来解决,以上只是个人思路,相信论坛上高人有更好的解决方案,先试试430M,没准是不错的选择呢?呵呵呵!
新款的460MX,外观几乎和850MX一模一样,非常漂亮
依然是3.5mm轴径
把电机安装到电机座上,锁定螺丝上需要带垫片,不要忘记了,螺丝暂时不要完全锁死
安装电机齿,注意电机齿顶丝安装需要格外小心,顶丝在正常情况下应该是非常轻松拧入,如果感觉手感较重,一般是顶丝没有垂直拧入,需要退出重新安装,如果强行拧入,会造成
齿轮丝口滑丝。
顶丝也暂时不要完全锁死
将电机安装到机身上,为了方便连接电调,电机出线向前
安装舵机摇臂上的球头,球头应安装在舵机摇臂的内孔上
用小套筒扳手将球头背面的锁定螺丝装好,螺丝上记得打螺丝胶
3个舵机臂上的球头装好了,请注意,有一个舵机臂上的球头安装方向不同
使用舵机测试仪,将3个舵机分别回中,当然,使用遥控器回中也是可以的
安装舵机摇臂,舵机摇臂请尽量靠近水平位置安装
3个舵机摇臂都安装好了
开始安装球头连杆,装直升机最痛苦的步骤
按照说明书,将球头连杆拧为10.5mm
都搞好了
大齿盘组和原来的450完全一样,相信大家都很熟悉了,它的配件组成就不再啰嗦了
将先前组装好的旋翼头组穿入主轴固定座,安装上大齿盘组,并上螺丝锁定。
注意锁定螺丝
不要过度锁死,以防止小齿盘变形
箭头处为主轴间隙调节垫片,根据实际情况安装。
原则是上下拉旋翼头,主轴感觉无明显间隙为好
安装球头扣连杆,请注意球头扣的正反
安装十字盘导板,不过事后觉得,这里先安装尾管夹座组可能更为合理,呵呵
用套装内自带的L型内六角螺丝刀,将固定十字盘导板的全丝螺丝拧入,拧入深度为螺丝的
一半即可
装上机头罩固定柱,记得打螺丝胶
松开电机齿的顶丝,调整一下电机齿的高度,使得电机齿的下缘和大齿盘下缘平齐
松开电机固定螺丝,调节电机齿和大齿盘的间隙,正确的间隙是大约一张A4纸的厚度,过
紧或过松都不好。
调整好间隙后,将电机螺丝锁死
450L的前伞齿波箱,或者叫尾管夹座组,看起来黑色的塑料部分和原来450的一样,编号H45043,前伞齿和原来450的通用,黑色的H45G001XXT,不同的是,中间的铝柱比原来的要长些,以配合加宽的机身
为昨天的安装顺序失误付出代价,今天拆除了机头罩固定柱,十字盘导板以及一边侧板上的
后面2颗主轴固定座螺丝,才把尾管夹座组安装进去,夹座组的固定螺丝先暂时不要上
把舵机插头做个记号,方便后面接线,从机尾看去,右手的这个舵机为1,即副翼,左手的为6,即螺距,最后面这个为2,即升降
电调上焊好插头,注意正负极不要反了
准备安装电调,先在电调固定板上粘一块双面胶,防止电调在上面滑动
用扎带将电调固定好,注意箭头处请保留一定的间隙。
一是可以较为方便的拉电池仓固定扣,
二是防止飞行中震动造成电池扣和电调的电容发生摩擦
把电调安装到机身上
注意电调的线和电机外壳间留有一定的间隙,防止摩擦
把电调的出线固定在侧板的里面,注意不要和电机齿以及大齿盘发生摩擦
用扎带将舵机线扎在侧板上
重新装好十字盘导板什么的
准备安装尾舵机,先用透明胶带把舵机线固定一下
将尾舵机安装到舵机架上,很遗憾450L标配的是塑料尾舵机架,可以自行升级为金属的,金属尾舵机架的配件编号为H45132,和原来的450通用
尾舵机加电回中
拿出尾舵机的十字舵臂,在舵机中立状态下,试一下舵臂的四个角,找到一个正好90度安装的那个角
拿下舵臂,在90度的那个角上装上球头,球头应置于舵臂的内孔
球头背面同样要上锁定螺帽
装好了
把尾舵机安装到机身上
拿出3GX,这次450L里面标配的是3GX 4.0版本,按照说明进行接线,因为我将用FUTABA
S.BUS的接收机,所以不使用彩虹线
用套装自带的3M双面贴,把3GX粘在陀螺仪固定板上,把线简单的整理一下
组装脚架,底板。
脚架和原来的450是通用的
组装好了,要注意一下底板是有前后方向的。
底板固定螺丝是两长一短,长的是上脚架的。
侧板固定螺丝是四短两长,四个短的是上在侧板上的,两个长的是后面安装尾撑杆用的
把脚架安装到机身上,注意箭头处的螺丝先不上。
机身搞定了
开始安装尾巴了,尾波箱总成,尾桨夹标配的是后期上市的带止推轴承的尾桨夹,编号H45T002XXT,尾波箱应该和原来一样
全部拆开,打螺丝胶重装
尾桨夹的螺丝重新打胶安装,这里偷了个懒,本来是需要将里面的止推轴承取出涂抹润滑脂,觉得轴承太小了,懒得搞了。
拿一把螺丝刀穿过中联,方便尾桨夹螺丝锁紧。