压力容器产品合格证产品数据表及产品铭牌
法规、规范关于压力容器出厂资料的规定

国家法规、规范关于压力容器出厂资料的规定
一、《中华人民共和国特种设备安全法》
第二十一条特种设备出厂时,应当随附安全技术规范要求的设计文件、产品质量合格证明、安装及使用维护保养说明、监督检验证明等相关技术资料和文件,并在特种设备显著位置设置产品铭牌、安全警示标志及其说明。
二、《特种设备安全监察条例》
第十五条特种设备出厂时,应当附有安全技术规范要求的设计文件、产品质量合格证明、安装及使用维修说明、监督检验证明等文件。
三、《固定式压力容器安全技术监察规程》
4.1.4.1 产品出厂资料通用要求
压力容器出厂时,制造单位应当向用户至少提供以下技术文件和资料:
(1)竣工图样,竣工图样上应当有设计单位许可印章(复印章无效),并且加盖竣工图章(竣工图章上标准制造单位名称、制造许可证编号、审核人的签字和“竣工图”字样);如果制造中发生了材料代用、无损检测方法改变、加工尺寸变更等,制造单位按照设计单位书面批准文件的要求在竣工图样上作出清晰标注,标注处有修改人的签字及修改日期;
(2)压力容器产品合格证(含产品数据表,式样见附件B)、产品质量证明文件(包括主要受压部件材质证明书、材料清单、质量计划或者检验计划、结构尺寸检查报告、焊接记录、无损检测报告、热处理报告及自动记录曲线、耐压试验报告及泄漏试验报告等)和产品铭牌的拓印件或者复印件;
(3)特种设备制造监督检验证书(适用于实施监督检验的产品);
(4)设计单位提供的压力容器设计文件。
2020年6月9日整理。
压力容器产品数据表
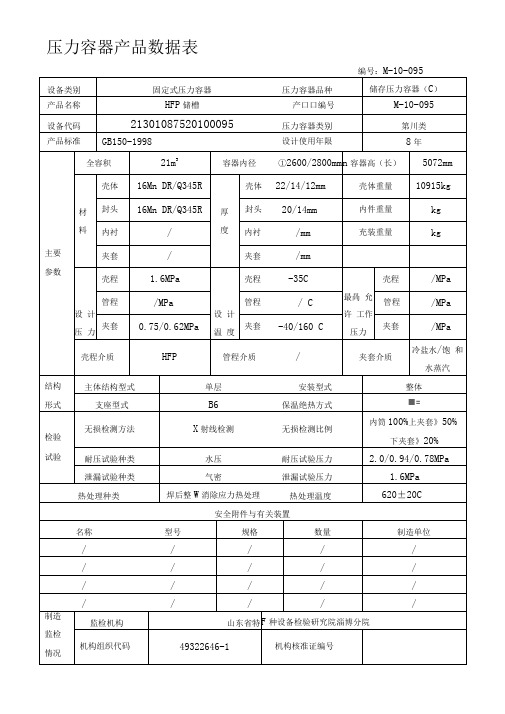
编号:M-10-095
设备类别
固定式压力容器
压力容器品种
储存压力容器(C)
产品名称
HFP储槽
产口口编号
M-10-095
设备代码
21301087520100095
压力容器类别
第川类
产品标准
GB150-1998
设计使用年限
8年
主要
参数
全容积
21m3
容器内径
①2600/2800mm
n容器高(长)
管程
/C
管程
/MPa
夹套
0.75/0.62MPa
夹套
-40/160 C
夹套
/MPa
壳程介质
HFP
管程介质
/
夹套介质
冷盐水/饱 和水蒸汽
结构
形式
主体结构型式
单层
安装型式
整体
支座型式
B6
保温绝热方式
■=
检验
试验
无损检测方法
X射线检测
无损检测比例
内筒100%上夹套》50%
下夹套》20%
耐压试验种类
水压
耐压试验压力
5072mm
材
料
壳体
16Mn DR/Q345R
厚
度
壳体915kg
封头
16Mn DR/Q345R
封头
20/14mm
内件重量
kg
内衬
/
内衬
/mm
充装重量
kg
夹套
/
夹套
/mm
设 计 压 力
壳程
1.6MPa
设 计 温 度
壳程
-35C
TSG_R0004-2009新容规2009版
1总则
1.1目的
为了保障固定式压力容器的安全运行,保护人民生命和财产的安全,促进国民经济的发展,根据《特种设备安全监察条例》,制定本规程。
1.2固定式压力容器
固定式压力容器是指安装在固定位置使用的压力容器(以下简称压力容器,注1-1)。
注1-1:对于为了某一特定用途、仅在装置或者场区内部搬动、使用的压力容器,以及移动式空气压缩机的储气罐按照固定式压力容器进行监督管理。
2.3.2压力容器专用钢中的碳素钢和低合金钢
压力容器专用钢中的碳素钢和低合金钢钢材(钢板、钢管和钢锻件),其磷、硫含量应当符合以下要求:
(1)碳素钢和低合金钢钢材基本要求,P≤0.030%、S≤0.020%;
(2)标准抗拉强度下限值大于或者等于540MPa的钢材,P≤0.025%、S≤0.015%;
(2)冲击试验每组取3个标准试样(宽度为10mm),允许1个试样的冲击功数值低于表列数值,但不得低于表列数值的70%;
(3)当钢材尺寸无法制备标准试样时,则应依次制备宽度为7.5mm和5mm的小尺寸冲击试样,其冲击功指标分别为标准试样冲击功指标的75%和50%;
(4)对钢材标准中冲击功指标高于表2-1规定的钢材,还需要符合相应钢材标准的规定。
1.4.3只需要满足总则和制造许可要求的压力容器
容积小于或者等于1L的压力容器,只需要满足本规程总则和4.1.1的规定,其设计、制造按相应产品标准的要求。
1.5不适用范围
本规程不适用下列压力容器:
(1)移动式压力容器、气瓶、氧舱;
(2)锅炉安全技术监察规程适用范围内的余热锅炉;
(3)正常运行最高工作压力小于0.1MPa的容器(包括在进料或出料过程中需要瞬时承受压力大于或者等于0.1MPa的容器);
TSG07-2019压力管道产品质量证明书-合格证+检验记录

MR3.10-04 压力容器
产
品
质
量
证
明
书
湖北·仙桃市XXXXXX有限公司
目录
压力容器
产品质量证明书产品名称
产品编号
质量保证工程师(签章)
单位法定代表人(签章)
质量检验专用(公章)
产品合格证
制造单位
制造许可证编号
产品名称类别
设计单位设计批准书编号
图号订货单位
产品编号制造编号
制造完成日期年月日
本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求
质量总检验员签字年月日
质量检验专用(公章)年月日
产品技术特性
产品编号
年月日
产品主要受压元件使用材料一览表
产品编号:
注:含焊接材料审核人:填表人:年月日
年月日
产品焊接试板力学和弯曲性能检验报告
理化责任师:填表人:年月日
压力容器外观及几何尺寸检验报告
检验责任师:检验员:年月
焊缝射线检查报告
渗透检测报告
焊缝超声波检测报告产品编号
钢板、锻件超声波检测报告产品编号
热处理检验报告
产品编号
审核人:检查员:年月日
压 力 试 验 检 验 报 告
水压
产品制造变更报告
产品质量信息反馈单
电话:。
压力容器表格1

压力容器表格1压力容器产品出厂质量证明文件目次6压力容器产品出厂质量证明文件目次(续)8压力容器产品质量证明书10压力容器产品合格证12产品技术特性14产品焊接试板力学和弯曲性能检验报告16压力容器外观及几何尺寸检验报告18焊缝射线检测报告20焊缝射线检测底片评定表22检测部位示意图24焊缝超声检测报告26焊缝超声检测评定表28磁粉检测报告30渗透检测报告32钢板、锻件超声检测报告34热处理检验报告36液压试验报告38气压试验报告40气密性试验报告42不承诺打钢印产品焊工代号分布图44受压元件(封头)产品质量证明书46封头产品合格证48封头质量检验报告49受压元件(锻件)产品质量证明书51锻件产品合格证53锻件质量检验报告54产品制造变更报告56安全附件合格证58压力容器产品工艺文件60压力容器工艺文件目次表62压力容器图样、技术文件发放记录64压力容器图样设计、工艺性审查记录66压力容器工艺流程图68压力容器壳体排版图70_______工艺过程卡71_______工艺过程卡(续页)74热处理工艺卡76成型工艺卡78锻造工艺卡80压力容器材料工艺消耗定额明细表82压力容器外购件明细表84技术联系单86压力容器工艺装备验证卡88压力容器工艺流程图90焊接工艺规程92焊接工艺规程94压力容器工艺流程图错误!未定义书签。
焊接工艺规程98焊接工艺规格100设备档案102设备文件名目104设备卡片106随机附件记录108备件一览表110设备定期检查与鉴定记录112设备检修记录114记事栏116记事栏118压力容器质量信息反馈单120压力容器质量信息处理回执单122压力容器质量信息反馈治理台账124辽A7—1共页第页压力容器产品出厂质量证明文件产品名称:__________________产品编号:__________________电话_____________________________电挂_____________________________传真_____________________________电子信箱_____________________________网址_____________________________邮政编码_____________________________地址_____________________________制造单位_____________________________压力容器产品出厂质量证明文件目次DCMC.PV.辽A7—2.1共页第页共页第页压力容器产品出厂质量证明文件目次(续)辽A7—2.2共页第页共页第页辽A7—5共页第页压力容器产品质量证明书产品名称:__________________产品编号:__________________质量保证工程师(签章)________________________单位法定代表人(签章)________________________质量检验专用章(签章)________________________共页第页辽A7—3共页第页压力容器产品合格证制造单位______________________________________________ ________________制造许可证编号______________________________________________ ________________产品名称__________________________ 容器类不_____ ________________设计单位__________________________ 设计批准书编号_____ ________________图号__________________________ 产品编号_____ ________________订货单位__________________________ 合同号_____ ________________制造完成日期年月日本压力容器产品经质量检验,符合《压力容器安全技术监察规程》、设计图样和技术条件及合同的要求。
TSG R0005-2011《移动式压力容器安全技术监察规程》(2014版)

TSG特种设备安全技术规范 TSG R0005-2011移动式压力容器安全技术监察规程Supervision Regulation on Safety Technology for Transportable Pressure Vessel中华人民共和国国家质量监督检验检疫总局颁布2011 年 11月15日前言2007年11月,国家质量监督检验检疫总局(以下简称国家质检总局)特种设备安全监察局(以下简称特种设备局)下达制(修)订《移动式压力容器安全技术监察规程》(以下简称《移动容规》)的任务书。
2008年3月,中国特种设备检测研究院(以下简称中国特检院)和全国锅炉压力容器标准化技术委员会移动式压力容器分技术委员会(以下简称移动分会)组织专家成立制(修)订工作组,在北京召开第一次工作组会议,讨论《移动容规》制(修)订的原则、重点内容及主要问题、结构(章节)框架,并且就起草工作进行分工,制定了起草工作时间表,同时确定了《移动容规》编制大纲。
2009年4月,工作组在北京召开第二次工作组会议,经过讨论,形成了《移动容规》征求意见稿初稿。
2009年11月,工作组在上海召开第三次工作组会议,经过讨论,形成了《移动容规》征求意见稿,特种设备局以质检特函[2010]10号文征求基层部门、有关单位、专家及公民的意见,修改形成送审稿。
2010年7月,特种设备局将送审稿提交给国家质检总局特种设备安全技术委员会审议,修改形成了报批稿。
2011年5月,《移动容规》的报批稿由国家质检总局通过世界贸易组织(WTO)向其成员进行了通报。
2011年11月15日,《移动容规》由国家质检总局批准颁布。
本次修订,是以《液化气体汽车罐车安全监察规程》(以下简称《汽规》)为基础,同时将1999年版《压力容器安全技术监察规程》(以下简称原《容规》)中有关移动式压力容器的相关安全技术要求和规定,以及铁路罐车、长管拖车、罐式集装箱和管束式集装箱一并纳入到《移动容规》中。
压力容器产品出厂质量证明文件tsgr00042020《固定式压力容器安全技术监察规程》

》
•
4.1.4产品出厂资料
4.1.4.1通用要求
压力容器出厂时,制造单位应当向使用单 位至少提供以下技术文件和资料。
(1)竣工图样,竣工图样上应当有设计单位许可 印章(复印章无效),并且加盖竣工图章(竣 工图章上标注制造单位名称、制造许可证编号 、审核人签字和“竣工图”字样);如果制造中 发生了材料代用、无损检测方法改变、加工尺 寸变更等,制造单位按照设计单位书面批准文 件的要求在竣工图样上作出清晰标注,标注处 有修改人的签字及修改日期。
•
(4)本规程3.4规定的压力容器设计文件。
3.4.1(设计文件)通用要求
(1)第Ⅲ类压力容器的强度计算书或者应 力分析报告、风险评价报告,设计单位认 为有必要时,还应当包括安装与使用维修 说明。
(2)装有安全阀、爆破片装置的压力容器 ,设计文件还应当包括压力容器安全排放 量、安全阀排量和爆破片泄放面积的计算 书;无法计算时,设计单位应当会同设计 委托单位或者使用单位,协商选用超压泄 放装置。
标准抗拉强度下限值σb>540MPa的
钢材以及Cr-Mo低合金钢钢材
其他钢材
单面坡口
双面坡口
单面坡口Biblioteka 双面坡口е10~10%δs 且≤3
е2
≤1.5
е1
0~10%δ1 且≤3
е2
0~10%δ2 且≤3
е1
0~15%δs 且≤4
е2
≤1.5
е1
0~15%δ1 且≤4
е2
0~15%δ2 且≤4
•
TSG R0004—2009(4.5.3.1)无损检测方法的选择 (1)压力容器的对接接头应当采用射线检测或者超声检测, 超声检测包括衍射时差法超声检测(TOFD)、可记录的脉冲反 射法超声检测和不可记录的脉冲反射法超声检测;当采用不可 记录的脉冲反射法超声检测时,应当采用射线检测或者衍射时 差法超声检测做为附加局部监测。 (2)有色金属制压力容器对接接头应当优先采用X射线检测。 (3)管座角焊缝、管子管板焊接接头、异种钢焊接接头、具 有再热裂纹倾向或者延迟裂纹倾向的焊接接头应当进行表面检 测。 (4)铁磁性材料制压力容器焊接接头的表面检测应当优先采 用磁粉检测。
压力容器出厂资料有哪些
压力容器出厂资料有哪些?
1.压力容器出厂时,制造单位应当向使用单位至少提供以下技术文件和资料(1)竣工图样,竣工图样上应当有设计单位许可印章(复印章无效),并且加盖竣工图章(竣工图章上标注制造单位名称、制造许可证编号、审核人的签字和“竣工图”字样);如果制造中发生了材料代用、无损检测方法改变、加工尺寸变更等,制造单位按照设计单位书面批准文件的要求在竣工图样上作出清晰标注,标注处有修改人的签字及修改日期;
(2)压力容器产品合格证(含产品数据表,式样见附件B)、产品质量证明文件(包括主要受压元件材质证明书、材料清单、质量计划或者检验计划、结构尺寸检查报告、焊接记录、无损检测报告、热处理报告及自动记录曲线、耐压试验报告及泄漏试验报告等)和产品铭牌的拓印件或者复印件;
(3)特种设备制造监督检验证书(适用于实施监督检验的产品);
(4)本规程3.4规定的压力容器设计文件。
2. 封头、锻件的产品出厂资料
封头、锻件等压力容器受压元件的制造单位,应当向订购单位提供受压元件的质量证明文件。
3.现场组焊竣工资料
现场组焊的压力容器竣工、验收后,施工单位除提供本规程4.1.4.1和4.1.4.2要求的技术文件和资料外,还应当将组焊和质量检验的技术资料提供给使用单位。
压力容器产品数据表

编号:
设备类型
压力容器品种
产品名称
产品编号
设备代码
压力容器类别
产品标准
设计使用年限
主要参数
容器容积
m3
容器内径
mm
容器高(长)
mm
材料
壳体
厚度
壳体
mm
壳体重量
kg
封头
封头
mm
内件重量
kg
内衬
内衬
mm
充装重量
kg
夹套
夹套
mm
设计
压力
壳程
MPa
设计
温度
壳程
℃
最高允许工作压力
壳程
管程
MPa
管程
℃
管程
夹套
MPa
夹套
℃
夹套
壳程介质
管程介质
夹套介质
结构
型式
主体结构型式
安装型式
支座型式
保温绝热方式
(有填方式、无划“—”)
检验
试验
无损检测方法
无损检测比例
%
耐压试验种类
耐压试验压力
MPa
泄漏试验种类
泄漏试验压力
MPa
热处理种类
热处理温度
℃
安全附件与有关装置名称型号来自规格数量制造单位
制造
监检
情况
监检机构
机构组织代码
机构核准证编号
压力容器产品出厂质量证明文件TSGR00042009《固定式压力容器安全技术监察规程》

压力容器产品出厂质量证明文件《固定式压力容器安全技术监察规程固定式压力容器安全技术监察规程》》TSG R0004--2009www.ai47.net www.docin.com/tomhart4.1.4产品出厂资料4.1.4.1通用要求压力容器出厂时压力容器出厂时,,制造单位应当向使用单位至少提供以下技术文件和资料位至少提供以下技术文件和资料。
(1)竣工图样竣工图样,,竣工图样上应当有设计单位许可印章(复印章无效复印章无效),),),并且加盖竣工图章并且加盖竣工图章并且加盖竣工图章((竣工图章上标注制造单位名称图章上标注制造单位名称、、制造许可证编号制造许可证编号、、审核人签字和“竣工图”字样字样);););如果制造中发如果制造中发生了材料代用生了材料代用、、无损检测方法改变无损检测方法改变、、加工尺寸变更等变更等,,制造单位按照设计单位书面批准文件的要求在竣工图样上作出清晰标注的要求在竣工图样上作出清晰标注,,标注处有修改人的签字及修改日期修改人的签字及修改日期。
www.ai47.net www.docin.com/tomhart释义释义::竣工图是应该表征压力容器制造的最终信息竣工图是应该表征压力容器制造的最终信息,,竣工图可以由原设计图样根据实际制造情况修改而成原设计图样根据实际制造情况修改而成,,也可以根据实际制造情况重新绘制况重新绘制;;竣工图样上应当有设计单位许可印章竣工图样上应当有设计单位许可印章((复印章无效复印章无效))并且加盖竣工图章并且加盖竣工图章,,竣工图章上还应当有制造单位名称竣工图章上还应当有制造单位名称、、制造许可证编号可证编号、、审核人签字和审核人签字和““竣工图竣工图””字样字样。
竣工图上应当标注所有与原设计不一致的地方有与原设计不一致的地方,,包括材料代用包括材料代用、、结构尺寸变化结构尺寸变化、、检测方法比例变化等方法比例变化等,,并且应当有修改并且应当有修改((标注标注))人员的签字及修改日期;修改标注处只需修改修改标注处只需修改((标注标注))人签字及日期即可人签字及日期即可,,在竣工图章上增加审核人签字的要求章上增加审核人签字的要求,,以保证竣工图与实物相符以保证竣工图与实物相符。
证明书表格

造单位制造许可证编号产品名称类别设计单位设计批准书编号图号订货单位产品编号制造编号制造完成日期年月日本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求质量总检验员签字年月日质量检验专用(公章)年月日产品技术特性产品编号设计压力:壳程(壳体) Mpa 管程(夹套) MPa设计温度:壳程(壳体) ℃管程(夹套) ℃技工作介质:壳程(壳体)管程(夹套)术最高工作压力:壳程(壳体) Mpa 管程(夹套)MPa参结构型式:□单层 □多层(□热套□绕带□包扎)数换热面积 m 2容积 m 2重量kg规格:内径 φ㎜ 壁厚㎜ □总长 □总高㎜压 耐压试验:壳程(壳体) MPa 管程(夹套) MPa 力 气密性试验:壳程(壳体) MPa 管程(夹套)MPa试 补强圈焊缝密封试验压力MPa验无损检测方法仪器无 图样规定无损检测比例损 单条焊缝实际检测最小比例检 焊 缝总长: A 类焊缝mB 类焊缝m测实际无损检测长度 A 类焊缝mB 类焊缝m另外拼接焊缝的无损检测符合规定详见无损检测报告施设 计 标 准 工 制 造 标 准(现场组焊标准)依无损检测标准据年 月 日产品编号:主要受压主要受压元件使用的材料元件序入厂材 数据号名 件 规格 生产单供货料标志来源称牌号(㎜)炉批号状态号位供应值复验值供应值复验值 供应值复验值供应值复验值供应值 复验值供应值复验值 供应值复验值供应值复验值供应值 复验值供应值复验值供应值复验值供应值复验值供应值 复验值供应值复验值供应值 复验值注:含焊接材料审核人:年 月日产品主要受压元件使用材料一览表化学 成 份 ( %)力学性 能碳 锰 硅 磷硫 铬 镍 钼 铜 屈服点抗拉强度延长率冲击试验( 钒 σb温度 冲CMnSiPSCrNiMoCuσ aδ 5(%)V( MPa )(℃)功( MPa )填表人: 年产品焊接试板力学和弯曲性能检验报告产品 试 板 母材焊接材料试板代表 试板编号代表部位牌号厚度(㎜)焊条牌号焊丝牌号试板热处理产品编号焊剂牌号态状试验报告力学 性 能弯 曲 试验编号冲击试验( V )抗拉强度 拉伸试样延长度弯轴直径面弯 α = 180°背弯 α= 180°σ bMPaδ 5(%)侧弯 α = 180°断裂位置温度(℃) 冲击( J )(㎜)理化责任师: 填表人: 年 月 日压力容器外观及几何尺寸检验报告产品编号序检查项目标准规定实测结果号1产品□总长□总高㎜2壳体内径㎜3壳体长度㎜4壳体直线度㎜5壳体圆度㎜6冷卷筒节投料的钢材厚度㎜7封头成形后最小厚度㎜8封头内表面形状偏差㎜9封头直边纵向皱折深度㎜10 A 类焊缝最大棱角度㎜11 B 类焊缝最大棱角度㎜12 A 类焊缝最大错边量㎜13 B 类焊缝最大错边量㎜14焊缝最大咬边深度、长度 /连续长度15焊缝单面坡口㎜余高双面坡口㎜16焊缝外观质量符合图样及标准□符合□不符合17角焊缝质量符合图样及标准□符合□不符合18端盖开合及连锁符合图样及标准19法兰面垂直于接管或筒节符合图样及标准□符合□不符合20法兰密封面质量无径向贯穿伤痕□符合□不符合21法兰螺栓孔与设备主轴中心线位□对中□跨中□对中□跨中置22支座位置及地脚螺栓孔间距符合图样及标准□符合□不符合23管口方位及尺寸符合图样及标准□符合□不符合24补强圈符合图样及标准25主要内件位置尺寸符合图样及标准□符合□不符合26容器内外表面质量符合图样及标准□符合□不符合27铭牌安装位置及拓印图符合图样及标准□符合□不符合28标志、油漆、包装符合图样及标准□符合□不符合结论:检查结论□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格□合格□不合格检验责任师:检验员:年月焊缝射线检查报告产品编号:工件材料牌号源种类□ X设备型号焦点尺寸mm胶片牌号检增感方式□ pb胶片规格测冲洗条件□手工及像质计型号工显影液配方显影条件时间min ;湿度℃艺参照相质量等级□ AB底片黑度数焊缝编号板厚mm透照方式L1(焦距)mm能量 KV曝光时间min要求像质指数焊缝长度mm一次透照长度mm合格级别(级) :要求检测比例%实际检测比例%检测标准检测工艺编号A 类焊缝 A 类焊缝相交焊缝Ⅰ级Ⅱ级Ⅲ 级Ⅳ 级合格共计(张)最终(张(张(张)(张(张)(张)(张)片数评定)))结果缺陷及返修情况说明检测结果1、本台产品返修共计处,最高返修次数次。
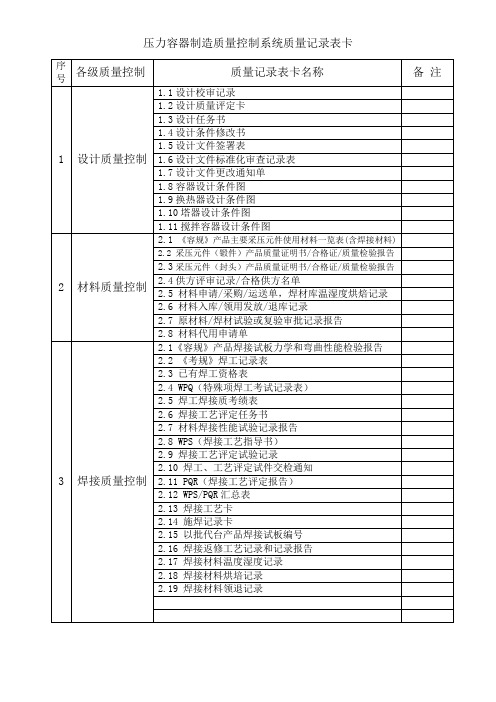
压力容器制造质量记录表
5.9无损检测综合报告
5.10无损检测部位图
5.11无损检测任务单
5.12焊缝返修通知单
5.13无损检测合格通单
6
检验质量控制
6.1材料、焊材、下料、封头、筒体、锻件、机加工、管子、安全附件、多层包捆扎、接管补强、焊接、组装、热处理、酸洗钝化、外观质量、标识、检验状态、不合、最终…原始记录
9.2周期检定/校验计划表
9.3检定/校准证书
9.4检定/校准标志
10
设备质量控制
10.1设备台帐
10.2设备卡片
10.3设备操作记录
10.4设备维护保养记录
10.5设备修理记录10.6设备更 Nhomakorabea改造记录
10.7设备事故报告
10.8设备履历表
11
压力试验
质量控制
10.1《容规》压力试验检验报告(液压、气压、气密性)
2.1《容规》产品主要采压元件使用材料一览表(含焊接材料)
2.2采压元件(锻件)产品质量证明书/合格证/质量检验报告
2.3采压元件(封头)产品质量证明书/合格证/质量检验报告
2.4供方评审记录/合格供方名单
2.5材料申请/采购/运送单,焊材库温湿度烘焙记录
2.6材料入库/领用发放/退库记录
2.7原材料/焊材试验或复验审批记录报告
4.2零件明细表
4.3工艺过程卡
4.4工序流转卡
4.5切割排版图
4.6各类工艺卡
5
无损测测
质量控制
5.1《容规》焊缝RT检测报告
5.2《容规》焊缝UT检测报告
5.3《容规》焊缝PT检测报告
5.4《容规》焊缝MT检测报告
5.5钢板、锻件UT检测报告
特种设备产品数据表(锅炉、压力容器、电梯、叉车等)
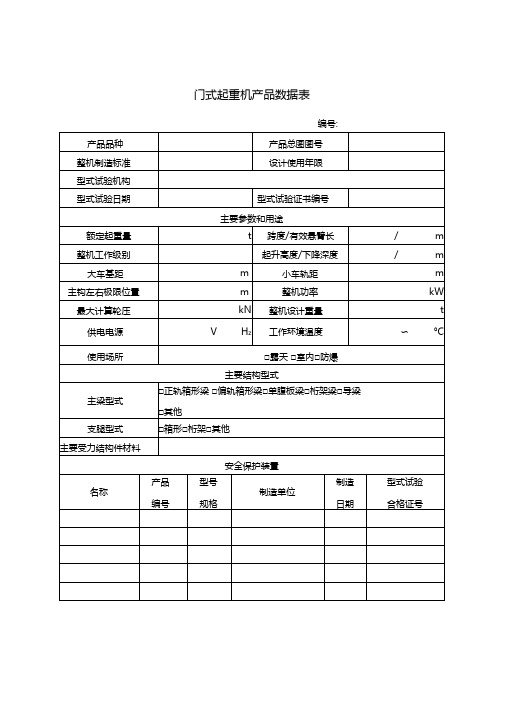
门式起重机产品数据表
编号:
塔式起重机产品数据表
编号:
流动式起重机产品数据表
编号:
门座式起重机产品数据表
编号:
升降机产品数据表
缆索式起重机产品数据表
编号:
桅杆式起重机产品数据表
编号:
机械式停车设备产品数据表
编号:
大型游乐设施产品数据表
编号:
注:乘客束缚装置包括安全带、安全压杠、安全档杆、柔性约束物等。
客运索道产品数据表
编号:
电梯产品数据表(自动扶梯与自动人行道除外)
电梯产品数据表(适用于自动扶梯与自动人行道)
车用气瓶产品数据表
编号:
锅炉产品数据表
编号:
注:本表的具体项目可以根据锅炉类别编制,主要受压部件只填写锅筒(锅壳)、过热器出口集箱、启动分离器。
其他有关数据应当在产品出厂资料其他要求的内容中提供。
压力容器产品数据表
编号:
场(厂)内专用机动车辆产品数据表
(叉车)
编号: __________________。
压力容器检查表
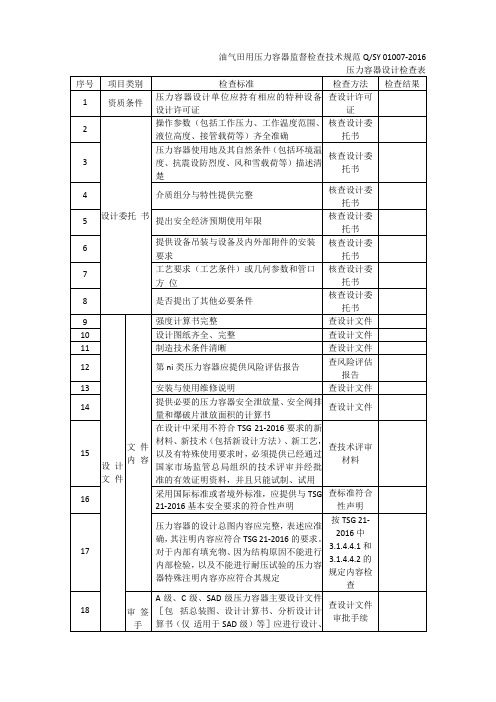
油气田用压力容器监督检查技术规范Q/SY 01007-2016
压力容器安装检查表
压力容器设计文件包括:包括强度计算书或者应力分析报告、设计图样、制造技术条件、风险评估报告(适用于第m 类压力容器)、必要时还包括安装与使用维修说明;压力容器安全泄放量、安全阀排量和爆
破片泄放面积计算书;无法计算时,设计单位应当会同设计委托单位或者使用单位,协商选
用超压泄放装置。
书》。
2.在项目名称后填写“有”或者“无”。
3.本表一式两份,交付单位和接收单位各一份。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日期:)签章(质量保证工程师:
产品质量检验专用章月年日
注:本合格证包括所附的压力容器产品数据表,制造单位应当按照特种设备信息化的要求,将其信息输入特种设备的设备数据库。.
b
附表压力容器产品数据表编号:
设备类别
压力容器品种固定式压力容器
产品名称
产品编号
设备代码
压力容器类别
产品标准
设计使用年限
主要参数
容器容积
3m
mm容器内径
容器高(长)
mm
材料
壳体
厚度
mm壳体
壳体和封头重量
kg
封头
mm封头
内件重量
kg
内衬
mm内衬
充装重量
kg
夹套
mm夹套
设计压力
壳程
MPa
设计温度
℃壳程
最高允许工作压力
壳程
管程
MPa
℃管程
管程
夹套
MPa
℃夹套
夹套
壳程介质
管程介质
夹套介质
结构型式
主体结构型式
设计压力产品编号.
●
壳体壳程()MPa
耐压试验压力容器MPa
MPa
压力类别最高允许MPa月日制造日期MPa
年工作压力
设计温度kg℃容器净重℃
2工作介质换热面积m
折流板间距mm主体材料
制造许可制造许可产品标准证编号级别
制造单位
使用登记证编号设备代码
铭牌的拓印件或者复印件存于压力容器产品质量证明书中
产品名称压力容器产品编号制造日期类别
最高允许耐压试验MPa
MPa设计压力压力工作压力kg℃主体材料设计温度容器净重
3m产品标准工作介质容积
制造许可制造许可证编号级别制造单位使用登记证编号设备代码铭牌的拓印件或者复印件存于压力容器产品质量证明书中
●
日年月MPa
监检标记)(2换热容器产品铭牌
产品名称夹套管程()MPa
压力容器产品合格证、产品数据表及产品铭牌编号:
制造单位
组织机构代码
制造许可证编号
产品名称
制造许可级别
产品编号
设备代码
产品图号
压力容器类别
设计单位
组织机构代码
Hale Waihona Puke 设计许可证编号设计日期日月年
制造日期
日月年
本产品在制造过程中经过质量检验,符合《固定式压力容器安全技术监察规程》及其设计图样、相关技术标准和订货合同的要求。
安装型式
支座型式
保温绝热方式
(有填方式、无划“—”)
检验试验
无损检测方法
无损检测比例
%
耐压试验种类
耐压试验压力
MPa
泄漏试验种类
泄漏试验压力
MPa
热处理种类
热处理温度
℃
安全附件与有关装置
名称
型号
规格
数量
制造单位
制造监检情况
监检机构
机构组织代码
机构核准证编号
C
附件压力容器产品铭牌
(1)压力容器产品铭牌监检标记