拉深工艺与拉深模设计课件.pptx
第四章 拉深工艺及模具设计PPT课件

屈强比 s 小b ,板料不容易起皱。
23.09.2020
18
拉深过程中起皱条件
平端面凹模拉深时,毛坯首次拉深不起皱的条件:
t 0.09~0.071d
D
D
锥形凹模首次拉深时,材料不起皱的条件:
t 0.031 d
D
D
采用或不采用压边圈的条件
拉深方法
用压边圈 可用可不用 不用压边圈
23.09.2020
28
【例】如图所示的圆筒形拉深件,材料为08钢,料厚为2 mm,求其毛
坯尺寸。
解: h200t 2001199 2
d90t 90288
因该零件相对高度
h /d 1/9 8 9 8 2 .26
而高度 h19 195 ~2 000
查表4-3可知,修边余量 8mm,因而毛坯直径为 d1 82 mm
23.09.2020
22
筒壁的拉裂
主要取决于: 一方面是筒壁传力区中的拉应力;另一方面是筒壁传力区 的抗拉强度。
当筒壁拉应力超过筒壁材料的抗拉强度时,拉深件就会在底部圆 角与筒壁相切处——“危险断面”产生破裂。
防止拉裂的措施:
根据板材的成形性能,采用适当的拉深比和压边力,增加凸模 的表面粗糙度,改善凸缘部分变形材料的润滑条件,合理设计模具
它是冲压基本工序之一。可以加工旋转体零件,还可加 工盒形零件及其它形状复杂的薄壁零件。
23.09.2020
3
拉深工艺分类:
不变薄拉深: 把毛坯拉压成空心体,或者把空心体拉压成外
形更小而板厚没有明显变化的空心体的冲压工序。
变薄拉深: 是指凸、凹模之间间隙小于空心毛坯壁厚,把
空心毛坯加工成侧壁厚度小于毛坯壁厚的薄壁制件 的冲压工序。
拉深工艺设计课件
为:
1max1.1AVlnRrt
在变形区外边缘处压应力最大,其值为:
3 max1.1AV
PPT学习交流
25
7.1.2 拉深过程中板料的应力应变状态
凸缘外边向内边 1 由低到高变化, 3 则由高到低变化,在凸缘中间必有一交 点存在(如右图所示),在此点处有 1 3
RR RR 所以:
1 . 1 A l Vt n 1 . 1 A 1 V lt n
• 拉深所用的模具主要由凸模、凹模和压边圈三部分组成。 凸模、凹模有一定圆角半径。
PPT学习交流
11
7.1 拉深变形过程分析
• 直径为D、厚度为t的圆形板料被拉入凹模,形成外径为d、高度 为H的开口圆筒形工件。
凸模 压边圈
凹模
制件
PPT学习交流
12
7.1.1 拉深的变形过程
PPT学习交流
13
7.1.1 拉深的变形过程
得:
Rd 1(13)d R 0
塑性变形时需满足的塑1性方3程为:m
PPT学习交流
24
7.1.2 拉深过程中板料的应力应变状态
由上述两式,并考虑边界条件(当R Rt 时,1 0 ),经数学 推导就可以求出径向拉应力,和切向压应力的大小为:
1 1.1AVlnRRt
3 1.1AV1-lnRRt
在变形区的内边缘(即Rr 处)径向拉应力最大,其值
4.拉深模典型结构与拉深模工作零件设计 。
PPT学习交流
4
概述
• 拉深:
• 又称拉延、引伸、延伸等,是利用模具在压力机的压力作用 下,将平板坯料制成开口空心零件的冲压加工方法。
• 它是冲压基本工序之一。可以加工旋转体零件,还可加工盒 形零件及其它形状复杂的薄壁零件。
模具设计5拉深工艺与模具
•(二)有压边圈装置的简单拉深模
•
正装拉深模
•凸模较长,行程不大。
PPT文档演模板
•
倒装拉深模
•锥形压边圈将毛坯压成锥形有 利于拉深变形。
模具设计5拉深工艺与模具
•(三)压边圈装置分析 •1、弹性压边装置(用于普通单动压力机)
•a)橡皮压边装置
b)弹簧压边装置
c)气垫压边装置
PPT文档演模板
模具设计5拉深工艺与模具
模具设计5拉深工艺与模 具
PPT文档演模板
2020/11/20
模具设计5拉深工艺与模具
概述
• 拉深是将平面板料变成各种开口空心件的冲压工序。
•拉深件的分类:
• 圆筒形零件 • 曲面形零件 • 盒形零件 • 复杂形零件
•拉深件特点:
•效率高,精度高,材料消 耗少,强度刚度高。
•拉深压力机:
•单动、双动、三动压力机 和液压压力机。
模具设计5拉深工艺与模具
二、阶梯形件的拉深特点
• 1、判断能否一(t/D×100>1),而阶梯
之间直径之差和零件的高度较
小时,可一次拉出。
•判断条件:
• 上式中h/d是表6-9中拉深次数为1时的值
PPT文档演模板
模具设计5拉深工艺与模具
• 2、多次拉深时的拉深方法
PPT文档演模板
•负间隙拉深
模具设计5拉深工艺与模具
三、拉深凸凹模工作部分的尺寸及其制造公差
•1、最后一道工序: •拉深模工作部分尺寸及公差应按工件要求确定。
•工件要求外形尺寸时:
•工件要求内形尺寸时:
•2、中间各道工序:•凸凹模尺寸取毛坯过渡尺寸
•若以凹模为基准:
PPT文档演模板
拉伸工艺与拉深模具设计

1.凸缘变形区的起皱 拉深过程中,凸缘区变形区的材料在切向压应力 σ 的作用下,可能会产生失稳起皱,如图 4.2.6 所示。 凸缘区会不会起皱,主要决定于两个方面:一方面是切向压应力 σ 的大小,越大越容易失稳起皱;另一方面 是凸缘区板料本身的抵抗失 稳的能力,凸缘宽度越大,厚度越薄,材料弹性模量和硬化模量越小,抵抗失稳 能力越小。这类似于材料力学中的压杆稳定问题。压杆是否稳定不仅 取决于压力而且取决于压杆的粗细。在 拉深过程中 是随着拉深的进行而增加的,但凸缘变形区的相对厚度 也在增大。这说明拉深过程中失稳起皱的 因素在增加而抗失稳起皱的能力也在增加。
图 4.2.4
在厚度方向,由于压料圈的作用,产生压应力 ,通常 和 的绝对值比 大得多。厚度方向上材料的的变形 情况取决于径向拉应力 和切向压应力 之间比例关系,一般在材料产生切向压缩和径向伸长的同时,厚度有所 增厚,越接近于外缘,板料增厚越多。如果不压料( =0),或压料力较小( 小),这时板料增厚比较大。当 拉深变形程度较大,板料又比较薄时,则在坯料的凸缘部分,特别是外缘部分,在切向压应力 作用下可能失 稳而拱起,产生起皱现象。
此外,影响极限拉深系数的因素还有拉深方法、拉深次数、拉深速度、拉深件的形状等。 采用反拉深、软模拉深等可以降低极限拉深系数;首次拉深极限拉深系数比后次拉深极限拉深 系数小;拉深速度慢,有利于拉深工作的正常进行,盒形件角部拉深系数比相应的圆筒形件的
拉深系数小。 3.极限拉深系数的确定 由于影响极限拉深系数的因素很多,目前仍难采用理论计算方法准确确定极限拉深系数。
拉深工艺及拉深模设计
拉深工艺及拉深模设计本章内容简介:本章在分析拉深变形过程及拉深件质量影响因素的基础上,介绍拉深工艺计算、工艺方案制定和拉深模设计。
涉及拉深变形过程分析、拉深件质量分析、圆筒形件的工艺计算、其它形状零件的拉深变形特点、拉深工艺性分析与工艺方案确定、拉深模典型结构、拉深模工作零件设计、拉深辅助工序等。
学习目的与要求:1.了解拉深变形规律、掌握拉深变形程度的表示;2.掌握影响拉深件质量的因素;3.掌握拉深工艺性分析。
重点:1. 拉深变形特点及拉深变形程度的表示;2.影响拉深件质量的因素;3.拉深工艺性分析。
难点:1.拉深变形规律及拉深变形特点;2.拉深件质量分析;3.拉深件工艺分析。
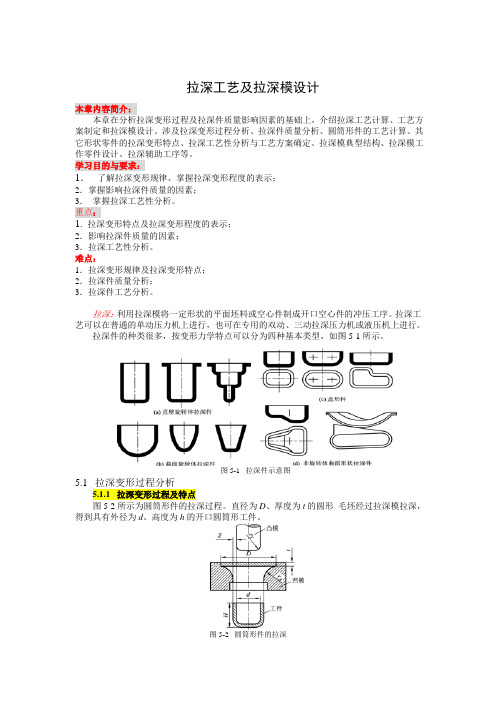
拉深:利用拉深模将一定形状的平面坯料或空心件制成开口空心件的冲压工序。
拉深工艺可以在普通的单动压力机上进行,也可在专用的双动、三动拉深压力机或液压机上进行。
拉深件的种类很多,按变形力学特点可以分为四种基本类型,如图5-1所示。
图5-1 拉深件示意图5.1 拉深变形过程分析5.1.1 拉深变形过程及特点图5-2所示为圆筒形件的拉深过程。
直径为D、厚度为t的圆形毛坯经过拉深模拉深,得到具有外径为d、高度为h的开口圆筒形工件。
图5-2 圆筒形件的拉深1.在拉深过程中,坯料的中心部分成为筒形件的底部,基本不变形,是不变形区,坯料的凸缘部分(即D-d的环形部分)是主要变形区。
拉深过程实质上就是将坯料的凸缘部分材料逐渐转移到筒壁的过程。
2.在转移过程中,凸缘部分材料由于拉深力的作用,径向产生拉应力,切向产生压应力。
在和的共同作用下,凸缘部分金属材料产生塑性变形,其“多余的三角形”材料沿径向伸长,切向压缩,且不断被拉入凹模中变为筒壁,成为圆筒形开口空心件。
3.圆筒形件拉深的变形程度,通常以筒形件直径d与坯料直径D的比值来表示,即m=d/D(5-1)其中m称为拉深系数,m越小,拉深变形程度越大;相反,m越大,拉深变形程度就越小。
5.1.2 拉深过程中坯料内的应力与应变状态拉深过程是一个复杂的塑性变形过程,其变形区比较大,金属流动大,拉深过程中容易发生凸缘变形区的起皱和传力区的拉裂而使工件报废。
模具设计第五章 拉深工艺及拉深模
七、拉深模制造特点
4)由于拉深过程中材料厚度变化及回弹变形等原因,复杂拉深件 坯料形状和尺寸设计值与实际值往往存在误差,坯料形状和尺寸 最终是在试模后确定。 2.拉深模凸、凹模的加工方法
26627D
七、拉深模制造特点
表5-4 拉深凸模常用加工方法
26627D
七、拉深模制造特点
表5-5 拉深凹模常用加工方法
一、拉深变形分析
26627D
图5-3 拉深件的网格变化
二、拉深件的主要质量问题
1.起皱
26627D
图5-4 起皱破坏
二、拉深件的主要质量问题
(1)影响起皱的主要因素 1)坯料的相对厚度t/D。 2)拉深系数m。 (2)起皱的判断 在分析拉深件的成形工艺时,必须判断该冲件 在拉深过程中是否会发生起皱,如果不起皱,则可以采用无压边 圈的模具;否则,应该采用带压边装置的模具,如图5-5所示。
26627D
图5-10 圆筒形件
三、圆筒形件的拉深
解 由于t=2mm>1mm,所以按中线尺寸计算。 1)确定修边余量。 2)计算坯料展开直径。 3)确定是否用压边圈。 4)确定拉深次数。 5)确定各次拉深直径。 6)求各工序件高度。 7)画出工序图,如图5-11所示。
26627D
四、拉深模的典型结构
26627D
图5-9 多次拉深时筒形件直径的变化
三、圆筒形件的拉深
2.拉深系数
表5-3 圆筒形件带压边圈时的极限拉深系数
3.拉深次数 4.圆筒形件拉深各次工序尺寸的计算
(1)工序件直径 从前面介绍中已知,各次工序件直径可根据各 次的拉深系数算出。
Hale Waihona Puke 26627D三、圆筒形件的拉深
第08章--拉深模具设计PPT课件
以由弹簧或橡皮产生,也可以由气垫产生。
5
带凸缘零 件的拉深模结 构,毛坯用定 位板定位,在 下模座上安装 了定距垫块, 用来控制拉深 深度,以保证 制件的拉深高 度和凸缘直径。
图8.6 凸缘件拉深模(定距垫块) 6
图8.7 凸缘件拉深模(打料块定距)
毛坯用固定挡料销定位,打料块同时起定距垫块的作用, 作用同样是控制拉深高度和凸缘直径。
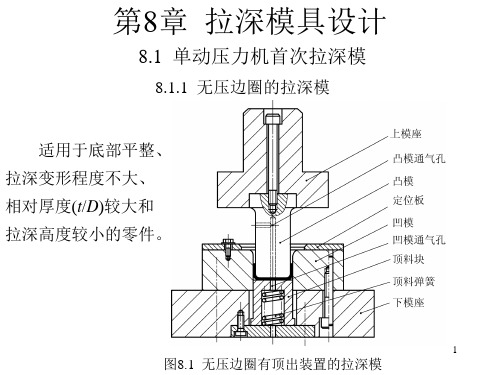
第8章 拉深模具设计
8.1 单动压力机首次拉深模
8.1.1 无压边圈的拉深模
适用于底部平整、 拉深变形程度不大、 相对厚度(t/D)较大和 拉深高度较小的零件。
1
图8.1 无压边圈有顶出装置的拉深模
8.1.2 带压边圈的拉深模
板料毛坯 被拉入凹模。 在拉簧力的作 用下,刮件环 又紧贴凸模, 在凸模上行时 可以将制件脱 出,由下模座 孔中落下。
下止点
30°
60°
曲轴转角α
90° 23
8.6.4 模具工作部分尺寸的计算
1. 凸、凹模间隙 2. 凸、凹模圆角半径 3. 凸、凹模工作尺寸及公差 4. 凸模通气孔
24
8.6.5 模具的总体设计
模具的总装图如 图8.26所示。
采用正装式结构, 落料拉深凸凹模安装 在上模;
刚性卸料板卸去 废料,也起导尺作用,
线,
若落料拉深力曲线处于许用负荷曲线之下,则所选设备符合
工作要求;
若落料拉深力曲线超出许可范围(见图8.25),则需选择标称
压力更大型号的压力机,继续以上校核过程。
26
图8.25 许用负荷与实际负荷
27
用导尺和固定挡 料销定位;
打料块将卡在凸 凹模内的工件推出。
图8.26 落料首次拉深复合模 25
第四章 拉深工艺与模具设计
t D
Ky (1
m1 )
以后各次拉深中制件不起皱的条件是: 实践证明:
t di1
K
y
(
1 m1
1)
直壁圆筒形件的首次拉深中起皱最易发生的时刻:拉深的初期
(二)拉裂 当筒壁拉应力超过筒壁材料的抗拉强度时,拉深件就会在底部圆角与 筒壁相切处——“危险断面”产生破裂。
为防止拉裂,可以从以下几方面考虑: (1)根据板材成形性能,采用适当的拉深比和压边力; (2)增加凸模表面粗糙度;改善凸缘部分的润滑条件; (3)合理设计模具工作部分形状;选用拉深性能好的材料等。
第四章 拉深工艺与模具设计
拉深变形过程分析
直壁旋转体零件拉深 工艺计算
非直壁旋转体零件拉深 成形方法
盒形件的拉深
拉深工艺设计 拉深模具的类型与结构
其他拉深方法 拉深模工作部分的设计
返回
拉伸:
拉深是利用拉深模具将冲裁好的平板毛坯压制成各种开口的空心工 件,或将已制成的开口空心件加工成其它形状空心件的一种冲压加 工方法。拉深也叫拉延。
(二)筒壁传力区的受力分析
1.压边力Q引起的摩擦力:
m
2Q dt
2.材料流过凹模圆角半径产生弯曲变形的阻力
w
1 4
b
rd
t t
/
2
3.材料流过凹模圆角后又被拉直成筒壁的反向弯曲w 力 仍按上式进行计
算,拉深初期凸模圆角处的弯曲应力也按上式计算
w
w
1 4
b
rd
t t
2)筒底圆角半径rn
筒底圆角半径rn即是本道拉深凸模的圆角半径rp,确定方法如下:
r r 一般情况下,除末道拉深工序外,可取 pi = di。 对于末道拉深工序:
拉深工艺与拉深模设计

82449 9(76 3.8)6.2 87.584 87.52 20.572 20m8m
案例分析(毛坯尺寸计算) 电容器外壳 由图4-2可得:
d1=17.6mm d2=21.2mm h1=26.8mm h=28.6mm r=1.8mm h/d=28.6÷21.2=1.35
r
y
α
O
y
a)
b)
圆心重心位置
a)圆弧与水平线相交
b)圆弧与垂直线相交
O
2)作图解析法 ①将零件按母线分成若干个简单的几何部分;
②求出各简单几何部分的重心至旋转轴的旋转半径r1、r2、 r3……rn;并求出各部分母线长度l1、l2、l3……ln;则其 乘积之和lr= l1r1+l2r2+l3r3+……+lnrn;
当零件尺寸标注在外形时
D dD m a0 x .7 5 0 d
D pD m a0 x.7 5 Z0 p
当零件尺寸标注在内形时
dddm in 0.40 d
dpdm in 0.4Z0 p
D0 -Δ
Z /2
D +Δ 0
Z /2
Dp
dp
Dd
a)
零件尺寸标注
dd
b)
对于多次拉深,工序尺寸无需严格要求,凸、凹
(2)凸模圆角半径的确定 首次拉深,凸模圆角半径
rp1=(0.7~1.0)rd1 最后一次拉深,凸模圆角半径
r—零件圆角半径。
rpn=r
如果r<t时,则rpn≥t,然后整形。
中间各次拉深,凸模圆角半径
rpi-1=0.5(di-1-di-2t)
式中 di-1,di—各工序的外径(mm)。
拉深工艺与拉深模设计(PPT146页)

(3)计算程序 1)选取修边余量; 2)预算毛坯直径D; 3)判断能否一次拉深; 4)计算拉深次数; 5)计算各工序件的拉深直径; 6)合理选配各次拉深的圆角半径; 7)重新修整毛坯直径; 8)计算第一次拉深高度,并校核其相对高度; 9)计算以后各次的拉深高度; 10)画出工序图。
1)1/4凹球环
2 rd 8r2 2 111.3 812 49.48mm2
4
4
2)圆柱
dh 9.3 3.7 108.047mm2
3)1/4凸球环
2rd 8r 2 2 1 7.3 812 42.268mm2
m总——需多次拉深成形制件的总拉深系数。
注意:拉深系数系愈小,表示拉深变形程度愈大。
极限拉深系数:指当拉深系数减小至使拉深件起 皱、断裂或严重变薄超差时的临界拉深系数。
4.4.2 圆筒形拉深件拉深次数及工序尺寸计算
1.拉深次数
当md=d/D>m极限时,可以一次拉深,否则需多 次拉深。
1)推算法:根据极限拉深系数和毛坯直径,从第 一道拉深工序开始逐步向后推算各工序的直径, 一直算到得出的直径小于或等于工件直径,即可 确定所需的拉深次数。
d1=[ m1]D d2=[ m2]d1
。。。。。。
dn=[ mn]dn-1
式中 d1、d2…dn-1、dn—第1、2、…(n-1)、n道工序的直径; [m1]、[m2]…[mn]—第1、2、…n道工序的极限拉深系数; D—毛坯直径。
2)根据工件的相对高度h/d和毛坯的相对厚度 t/D,查表确定拉深次数n。
第4章 拉深工艺与拉深模
2013-7-29
10
面积相等原则:将三角 形阴影部分切除,把留 下的狭条沿直径d的圆周 折弯后竖起来并加以焊 接,就得到一个直径为d, 高度为h=(D-d)/2的圆 筒件,说明被切除的三 角形阴影部分在模具的 作用下发生了塑性流动, 从而使拉深后的工件高 度增加了Δh,所以h> (D-d)/2。
rn rpn 2
42 2013-7-29
(3)半成品高度尺寸的计算
D2 rn h n 0.25 d d n 0.43 d d n 0.32rn n n
4 拉深工艺力的计算 (1)压边力 是否采用压边圈?查表4.6(P125) 压边力过大,会增加坯料拉入凹模的拉力,容易拉 裂工件;过小,则不能防止凸缘起皱。
2013-7-29
30
(2)拉深件毛坯尺寸的确定 根据拉深后工件表面积与拉深前毛坯表面积相等 这一原则来计算
(1)确定修边余量:查表4.1、4.2(P119)查处Δh (2)计算工件表面积,分解成若干简单几何体 (3)求出毛坯尺寸
2013-7-29 31
表4.1筒形件的修边余量(mm)
2013-7-29
2013-7-29
24
拉深起皱后,轻者 凸缘变形区材料仍 能被拉进凹模,会 使工件口部产生波 纹,影响工件的质 量。
2013-7-29
25
起皱严重时,起皱的凸缘 材料不能通过凸、凹模间 隙而引起拉深件拉裂。 拉深是否起皱与σ 3大小 有关,也与毛坯的相对厚 度t/D有关,而σ 3与拉深 的变形程度有关。而每次 拉深的变形程度较大而 t/D较小时就会起皱。 防止起皱的方法是压边圈, 或者减小拉深变形程度、 加大毛坯厚度。
2013-7-29
43
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第四章 拉深工艺与拉深模设计
第六节 拉深件的工艺性
二、拉深件的结构工艺性(续)
4.拉深件的底或凸缘上的孔边到侧壁的距离应满足: a≥R+0.5t(或 rd + 0.5t)
5.拉深件的底与壁、 凸缘与壁、矩形件四 角的圆角半径应满足:
rd ≥t,R≥2t,r≥3t。 否则,应增加整形工序。
• 4、All that you do, do with your might; things done by halves are never done right. ----R.H. Stoddard, American poet做一切事都应尽力而为,半途而废永远不行 8.5.20208.5.202011:0311:0311:03:1011:03:10
第七节 拉深模的典型结构
二、后续工序拉深模
1.无压边装置的后续工序拉深模 2.有压边装置的后续工序拉深模
无压边装置反拉深模 3.反拉深模 压边圈在上模的反拉深模
压边圈在下模的反拉深模
第四章 拉深工艺与拉深模设计
第七节 拉深模的典型结构
三、落料拉深复合模
正装落料拉深复合模
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
第六节 拉深件的工艺性
二、拉深件的结构工艺性(续)
6.拉深件不能同时标注内外形尺寸;带台阶的拉深件,其高 度方向的尺寸标注一般应以底部为基准,若以上部为基准,高 度尺寸不易保证。
带台阶拉深件的尺寸标注
第四章 拉深工艺与拉深模设计
第六节 拉深件的工艺性
三、拉深件的材料
用于拉深的材料一般要求具有较好的塑性、低的屈强比、 大的板厚方向性系数 b / t 和小的板平面方向性。
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
பைடு நூலகம்
• 1、Genius only means hard-working all one's life. (Mendeleyer, Russian Chemist) 天才只意味着终身不懈的努力。20.8.58.5.202011:0311:03:10Aug-2011:03
带锥形压边圈的 倒装拉深模
第四章 拉深工艺与拉深模设计
弹性压边装置 a) 橡皮 b) 弹簧 c) 气垫
压边力的变化曲线
第四章 拉深工艺与拉深模设计
压边力的变化曲线
第四章 拉深工艺与拉深模设计
带限位装置的压边圈
第四章 拉深工艺与拉深模设计
1-曲轴 2-凸轮 3-外滑块 4-内滑块 5-拉深凸模 6-压边圈 7-拉深凹模
• 5、You have to believe in yourself. That's the secret of success. ----Charles Chaplin人必须相信自己,这是成功的秘诀。-Wednesday, August 5, 2020August 20Wednesday, August 5, 20208/5/2020
据统计,不变薄拉深, 壁的最大增厚量约为(0.2~0.3)t; 最大变薄量约为(0.10~0.18)t (t为板料厚度)
第四章 拉深工艺与拉深模设计
第六节 拉深件的工艺性
二、拉深件的结构工艺性
1.拉深件形状应尽量简单、对称,尽可能一次拉深成形。
2.需多次拉深的零件,在保证必要的表面质量前提下,应允 许内、外表面存在拉深过程中可能产生的痕迹。
双动压力机
第四章 拉深工艺与拉深模设计
带刚性压边装置拉深模
1-固定板 2-拉深凸模 3-刚性压边圈 4-拉深凹模 5-下模板 6-螺钉
第四章 拉深工艺与拉深模设计
无压边装置的后续工序拉深模
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
1-推件板 2-拉深凹模 3-拉深凸模 4-压边圈 5-顶杆 6-弹簧
有压边装置的后续工序拉深模
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
1-顶杆 2-压边圈 3-凸凹模 4-推杆 5-推件板 6-卸料板 7-落料凹模 8-拉深凸模
正装落料拉深复合模
第四章 拉深工艺与拉深模设计
• 2、Our destiny offers not only the cup of despair, but the chalice of opportunity. (Richard Nixon, American President )命运给予我们的不是失望之酒,而是机会之杯。二〇二〇年八月五日2020年8月5 日星期三
1-定位板 2-下模板 3-拉深凸模 4-拉深凹模
无压边装置的 首次拉深模
第四章 拉深工艺与拉深模设计
1-模柄 2-上模座 3-凸模固定板 4-弹簧 5-压边圈 6-定位板 7-凹模 8-下模座 9-卸料螺钉 10-凸模
正装拉深模
第四章 拉深工艺与拉深模设计
第四章 拉深工艺与拉深模设计
1-上模座 2-推杆 3-推件板 4-锥形凹模 5-限位柱 6-锥形压边圈 7-拉深凸模 8-固定板 9-下模座
第四章 拉深工艺与拉深模设计
复习上次课的内容
1.有凸缘圆筒形件的拉深方法? 2.判断所给阶梯形件能否一次拉深成形的方法? 3.曲面形状零件的拉深特点?盒形件的拉深特点?
第四章 拉深工艺与拉深模设计
第六节 拉深件的工艺性
一、拉深件的公差等级
一般:
拉深件的尺寸精度应在IT13级以下,不宜高于IT11级。 拉深件壁厚公差要求一般不应超出拉深工艺壁厚变化规律。
第四章 拉深工艺与拉深模设计
第七节 拉深模的典型结构
一、首次拉深模
1. 无压边装置的简单拉深模
2. 有压边装置的拉深模
(1)正装拉深模
①橡皮压边装置
(2)倒装拉深模
弹性压边装置 ②弹簧压边装置
③气垫式压边装置
压边装置
带限位装置的压边圈
刚性压边装置 带刚性压边装置的拉深模
第四章 拉深工艺与拉深模设计
• 3、Patience is bitter, but its fruit is sweet. (Jean Jacques Rousseau , French thinker)忍耐是痛苦的,但它的果实是甜蜜的。11:038.5.202011:038.5.202011:0311:03:108.5.202011:038.5.2020