能够对钢包进行全程加揭盖的装置的制作流程
炼钢厂 钢包加盖操作规程
山西建邦集团有限公司钢包加揭盖操作规程编制:审核:批准:版次:受控状态:发放编号:2015年4月09日发布2015年4月10日实施山西建邦集团有限公司炼钢厂1目的为了规范钢包加揭盖设备的操作,使操作人员掌握设备操作原理及生产技术参数,以确保操作规范化、标准化,特制定本规程。
2适用范围本规程适用于通才炼钢厂钢包加揭盖设备的生产操作。
3术语/定义3.1术语:技术术语使用公司技术文件规定的标准术语3.2定义4工作内容及要求钢包加揭盖装置采用平行四边形“”操作手法,其中上下平行边为钢包车及钢包加揭盖装置执行小车水平运动轨迹,左右平行边为钢包加揭盖装置执行小车升降运动轨迹。
4.1钢包揭盖操作4.1.1带有钢包盖的钢包,由钢包车运送,前往炉前等待出钢,此时钢包加盖装置的吊钩处于最上位且平移液压缸活塞杆处于全伸出状态。
4.1.2待要出钢时,开动钢包车到钢包加盖装置斜下方(中心偏西约100mm)“收回”按钮至活塞杆动作完成,既执行该操作方法的上斜线边轨迹。
4.1.3收回,此时吊钩位置处于下限状态,既执行该操作方法的右竖线边轨迹。
4.1.4操作钢包车控制手柄“返回”按钮,使揭盖装置的吊钩完全进入耳轴停止操作,点动钢包车控制手柄“返回”按钮,使揭盖装置吊钩处于斜拉状态(约20°),既执行该操作方法的下斜线边轨迹。
4.1.5脱离钢包车,既执行该操作方法的左竖线边轨迹。
4.1.6禁止起吊包盖,应立即联系当班维修工处理,以防设备故障扩大化。
4.2钢包加盖操作钢包加盖操作过程为逆向揭盖过程,即按照过程的镜像过程。
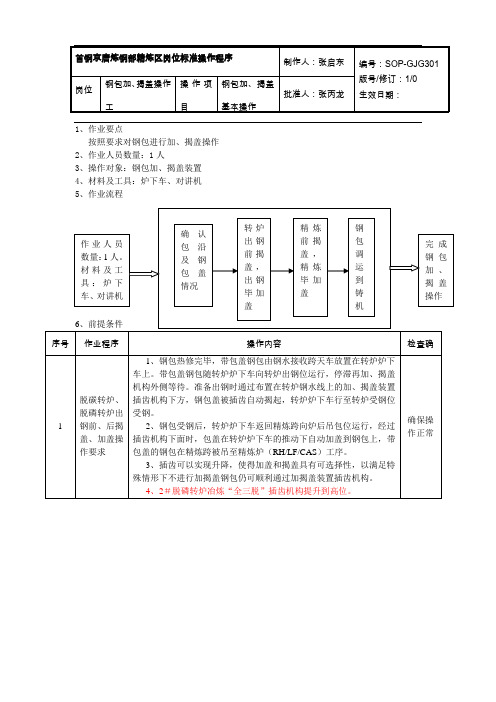
SOP-GJG301钢包加、揭盖基本操作
8
钢包下线修复前操作要求
当钢包内衬或包沿需要清理时,起重机将钢包吊到钢包盖存放架处,将钢包翻转90°,将钢包盖放在立式钢包盖存放架,实现钢包和钢包盖的自动分离,将无盖钢包转运至钢包修理作业区域进行相应修理操作。
确保操作正常
9
钢水LF-RH操作要求
LF精炼结束,钢包进行加盖操作,插齿机构提升到高位。精炼炉下车开到精炼跨。
2、铸余回下包操作:出完钢的钢包车从转炉炉下车开出,在通过加揭盖装置前,悬挂着钢包盖的插齿机构通过液压系统将钢包盖提升到高位,满足钢包车通过加揭盖装置插齿机构时钢包盖不能盖上钢包。带着未加盖的钢包的钢包车进入吊装工位,完成铸余钢回下包操作。回完铸余钢的钢包车再开回转炉炉下区域,加揭盖装置斜插齿机构带着钢包盖下降到低位,钢包车再次通过加揭盖装置插齿机构,钢包盖按加盖程序完成加盖操作。
2)、插齿机构提升到高位。
3)、过跨车行驶到精炼跨适当位置停车。
确保操作正常
5
新钢包使用前(烘烤后)的加盖操作要求
在钢包盖修砌区经砌筑烘烤达到使用要求后,通过在钢水接收跨的钢包盖存放架或者专用吊具将钢包盖加到钢包上,带盖钢包经热修准备后通过480/80t(480/80t)铸造起重机吊至转炉受包位的钢包车上投入正常周转
确保操作正常
4
480t过跨车钢加揭盖操作要求
1、揭盖操作
1)、在精炼跨,将加好钢包盖的钢包(空包)座驶。
2)、过跨车通过高位插齿机构下方后,在适当位置停下。
3)、插齿机构降到低位,过跨车反向行驶揭盖。过跨车经过插齿机构时,钢包盖上的提升机构逐渐插进插齿。测试钢包盖提升机构与插孔对位、与销轴接触情况。测试借用过跨车前进的动力,钢包盖进入插齿机构,自动完成揭盖动作情况。
钢包全程加盖技术

钢包全程加盖技术近年来,由于金融危机钢铁企业产能过剩,大型钢铁企业利润逐渐减少,甚至出现逐年亏损的局面,随着连铸工艺发展,生产工艺的结构优化及节能降耗成为发展趋势,如何提高操作水平、减少钢包浇注过程温降(降低出钢温度),成为各个钢企近来研究的重要课题。
控制钢水在运输,精炼及浇注过程温降,已越来越成为近阶段炼钢行业革新的关键因素。
钢包热状态变化也是转炉制定钢水温度补偿制度的重要因素之一。
钢包在运输、精炼、浇注过程中,主要热损耗有两个途径:一是通过钢包内衬材料的热传导,二是上部钢水与空接触的热传导和热辐射。
钢包在周转使用过程中加上钢包盖后,对于钢包的散热起到很好的保护作用,也是钢包周转过程中的热状态更加趋于稳定,为准确控制钢包温度和温降创造条件,同时也进一步降低了钢包在周转过程的热损失。
从上世纪九十年代开始,轻质浇注料就开始兴起,早期的轻质浇注料主要是用粉煤灰、漂珠、陶粒纤维、高铝轻质骨料等作为骨料粉料生产轻质浇注料,但在使用过程中,其使用温度较低、热震稳定性较差、强度较低制约了他们的发展。
我们研发的轻质高强浇注料以矾土基刚玉空心球为轻质骨料,高温水泥为结合剂,均化矾土细粉为基质,引入功能添加剂,增强了浇注料的抗热震稳定性,增强了浇注料的高中低温的抗折抗压强度,其相关的技术指标如下:由于其良好的抗热震稳定性及隔热性能,该浇注料适用于钢包永久层保温,钢包包盖保温等。
耐火纤维板的性能指标耐火纤维棉的性能指标对三钢钢包包盖的使用温度、使用环境详细了解以后,结合轻质高强浇注料的特点和性能,将钢包盖衬里结构确定为易损部位(钢水辐射较强的包盖中心部位,直径大约为1.5米)使用120mm的轻质高强浇注料,20mm的耐火纤维板;其他部分采用纤维毯50mm或者20mm的纤维板加上90mm轻质高强浇注料,其中,热面为轻质高强浇注料、冷面采用纤维毯或纤维板。
锚固件多采用角Y型结构形式,材质选用1Cr18Ni9Ti,分布间距为200mm,锚固件总高度不同部分分别为70mm、50mm。
钢包全程加盖工艺技术实施与运用

钢包全程加盖工艺技术实施与运用摘要:钢包全程加盖技术的有效应用,更好的解决了钢渣不能够有效复位的这一难题,对相关的钢包引流棒进行科学合理的设计,以此能够更好的提高自流水的引流效率,对于相关钢包盖固定件的焊接进行良好的优化促进,使其能够展现出良好的耐腐蚀性,耐酸性和耐火性,以此呈现出性能最佳的包盖烤漆设备,将会对其后期的使用寿命更好的促进,对于钢包全程加盖技术,能够进行全方位的有效利用应用。
此技术的良好应用,使得整个系统钢水变得更加的可靠稳定,同时还能够有效的降低转炉出钢温度,对于相关的钢包,公益艺术进行有效的完善,使得整个的作业工作效率得到不断的完善和改进,同时相应的能耗以此能够更好的得到降低,使得整体的钢铸生产在制造方面不断的加强提升。
关键词:钢包全程;加盖工艺技术;实施与运用引言:本文主要对钢包全程自动加盖机构,表现出的良好工艺艺术特征特性,进行全方位的阐述分析。
钢包全程自动加盖技术对整个钢铁企业生产制造提供良好的发展前景,在整个的生产制造过程中,越来越凸显出不可替代的作用。
以此能够更好的适应国家当下发展技术创造革新模式,对相应的节能减排措施的执行起到到良好的促进作用,以此能够科学合理有效地降低使用成本,为实现绿色环保发展提供充分有利的条件。
一、此项技术的主要组成以及重要工作流程(一)设备的主要组成成分其中主要包括摆钩机件,由符合标准耐火材质材料构成的钢包盖、充分焊接的钢包铰链、能够展现出良好应用的液压系统,此外还要配置相应的存放装置。
图一为钢包盖的主要结构展示。
图一钢包结构展示图(二)重要的工艺设计流程在钢包车上放上一定量的钢包带盖,然后送至吹氩平台结构当中进行相应的流砂引入,下一步采取相应的钢包揭盖工作,在钢包有效的运行到相应的转炉预定位置后接收一定的钢水,同时在钢包底部进行吹氩处理,在吹氩完成结束后进行相应的钢包盖紧,在有效的运行到吊包的具体位置后,采取一定的浇筑注浇措施,各个工序完成后进入下一阶段的循环使用中[1]。
钢包加盖装置总布置及其转动方式的设计

摘要钢包加盖装置通常设置在钢包回转台上,为到达回转台的盛有钢水的钢包加保温盖的装置。
该装置具有回转、升降等功能。
回转和升降运动可用液压方式,也有用电动机械方式的。
可在回转台的两侧设置两套装置,对浇注的钢包和等待浇注的钢包同时加盖,亦可设一套装置,只在浇注时加盖。
它在连铸设备中的作用非常大,是重要的冶金设备之一。
本文主要解决钢包加盖装置的总体布置及转动机构的设计问题。
钢包加盖装置要实现的功能主要包括:操作臂水平的旋转运动和垂直的升降运动,以及加盖和揭盖动作。
采用液压缸驱动来完成加盖和揭盖动作,采用电机驱动来完成操作臂的转动,为了实现钢包加盖装置的自动控制,增加了接近开关装置和电气滑环装置。
本文是依据钢包加盖装置生产过程和工作原理,首先选定合适的方案,根据方案设计操作臂和支撑柱体,同时选择相应的液压缸并进行校核;然后根据相应的条件设计计算转动机构;最后对传动轴和其他零件进行强度校核,最终完成设计。
关键词:冶金;钢包加盖装置;转动机构AbstractLadle stamping device usually set the stage in the ladle turret,turret to reach the ladle containing molten steel covered with thermal devices.The device has a rotating,lifting and other function.Hydraulic rotary and down movement means can also be useful way of electric machinery.Both sides of the rotary table can be set two devices,on the casting ladle and pouring ladle while waiting for stamping,a device can be set only when stamped in the casting.It's role in the continuous casting equipment is very large,is one of the important metallurgical equipment.In this paper,stamped with the device address ladle overall layout and design of rotating dle stamped device to achieve the main functions include:operating arm of the level of vertical lift rotary motion and movement,as well as stamped and Uncovery action. Driven by hydraulic cylinders to complete the seal and expose cover actions to complete the operation with motor-driven rotating arm,ladle stamped in order to achieve the automatic control device,an increase of nearly switchgear and electrical slip ring device.This article is a stamp device according to the ladle and working principle of the production process,first select the appropriate option,based on program design,operation and support arm cylinder,and select the appropriate hydraulic cylinders and the check;then calculated according to the corresponding rotating body design conditions;the final drive shaft and other parts of the strength check,the final design completion.Key words:Metallurgy;Ladle stamped device;Slewing mechanism目录绪论 (1)1概述 (2)1.1钢包加盖装置简介 (2)1.2设计方案选择 (4)1.2.1钢包加盖装置方案介绍 (4)1.2.2转动机构的方案选择 (7)2钢包加盖装置的总体设计 (8)2.1初定数值 (8)2.1.1已知数据 (8)2.1.2所需数据 (8)2.2铰点的确定 (9)2.2.1液压缸支撑点位置的确定 (9)2.3箱型梁的计算 (10)2.4悬臂梁上进、退钩液压缸的选择与计算 (13)2.4.1液压缸的安装方式 (13)2.4.2液压缸性能参数 (13)2.5接近开关的选择 (14)3钢包加盖装置转动机构设计 (15)3.1回转支承的计算与选择 (15)3.1.1回转支承载荷计算 (15)3.1.2回转支承的结构形式 (17)3.1.3计算回转支承的当量载荷 (18)3.2减速机的计算与选择 (19)3.3减速齿轮的计算 (19)3.3.1选精度等级、材料及齿数 (19)3.3.2齿轮设计 (20)3.3.3几何尺寸计算 (22)3.3.4大齿轮结构参数 (23)3.4主传动轴的设计 (24)3.4.1轴的结构设计 (24)3.4.2校核轴的疲劳强度 (25)3.5轴承和键的选择 (27)3.6电气滑环 (27)结束语 (28)参考文献 (29)致谢 (30)绪论随着我国市场经济的不断发展,人们对钢材质量提出了越来越高的要求。
【CN109702178A】一种用于钢包全程加盖的改进型加揭盖装置及方法【专利】
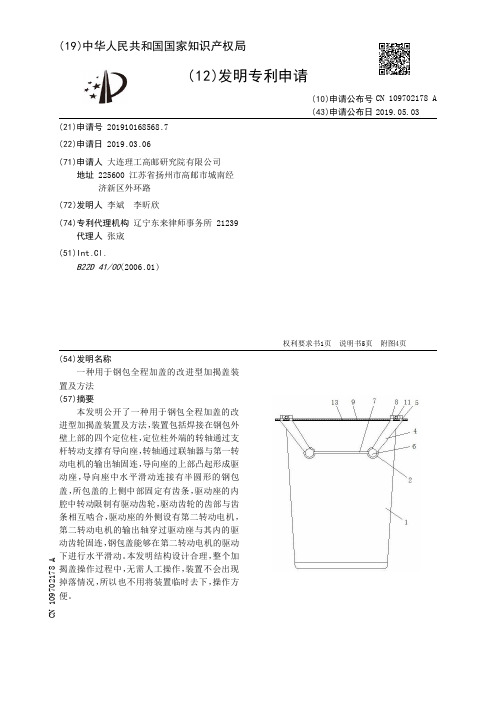
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910168568.7(22)申请日 2019.03.06(71)申请人 大连理工高邮研究院有限公司地址 225600 江苏省扬州市高邮市城南经济新区外环路(72)发明人 李斌 李昕欣 (74)专利代理机构 辽宁东来律师事务所 21239代理人 张宬(51)Int.Cl.B22D 41/00(2006.01)(54)发明名称一种用于钢包全程加盖的改进型加揭盖装置及方法(57)摘要本发明公开了一种用于钢包全程加盖的改进型加揭盖装置及方法,装置包括焊接在钢包外壁上部的四个定位柱,定位柱外端的转轴通过支杆转动支撑有导向座,转轴通过联轴器与第一转动电机的输出轴固连,导向座的上部凸起形成驱动座,导向座中水平滑动连接有半圆形的钢包盖,所包盖的上侧中部固定有齿条,驱动座的内腔中转动限制有驱动齿轮,驱动齿轮的齿部与齿条相互啮合,驱动座的外侧设有第二转动电机,第二转动电机的输出轴穿过驱动座与其内的驱动齿轮固连,钢包盖能够在第二转动电机的驱动下进行水平滑动。
本发明结构设计合理,整个加揭盖操作过程中,无需人工操作,装置不会出现掉落情况,所以也不用将装置临时去下,操作方便。
权利要求书1页 说明书5页 附图4页CN 109702178 A 2019.05.03C N 109702178A权 利 要 求 书1/1页CN 109702178 A1.一种用于钢包全程加盖的改进型加揭盖装置,其特征在于:包括焊接在钢包外壁上部的四个定位柱,位于同侧的两个所述定位柱的轴线相互重合,所述定位柱的外端转动限制有转轴,所述转轴的外侧固定有支杆,位于同侧的两个所述支杆共同支撑有导向座,每侧中的一个所述转轴的外端通过联轴器与第一转动电机的输出轴固连,所述第一转动电机通过电机支架固定于钢包的外壁上部;所述导向座的上部凸起形成驱动座,所述导向座中水平滑动连接有半圆形的钢包盖,所述钢包盖的上侧中部固定有与直边垂直的齿条,所述驱动座的内腔中转动限制有驱动齿轮,所述驱动齿轮的齿部与齿条相互啮合,所述驱动座的外侧设有第二转动电机,所述第二转动电机的下侧固定在导向座上,其输出轴穿过驱动座与其内的驱动齿轮固连,所述钢包盖能够在第二转动电机的驱动下进行水平滑动。
钢包加盖施工方案
钢包加盖施工方案1. 引言钢包是在钢铁冶炼过程中常用的设备,用于盛装熔融的炼钢渣和炼钢液。
在长时间运行后,钢包本身会出现磨损和损坏,需要进行维修和加固。
本文档将介绍钢包加盖的施工方案。
2. 施工前准备在进行钢包加盖施工前,需要进行以下准备工作:2.1 施工方案制定制定施工方案是施工前的首要任务。
根据钢包的具体情况,包括钢包使用年限、损坏程度、维修需求等等,确定最适合的加盖施工方案。
2.2 材料准备钢包加盖所需的材料主要包括耐火材料、钢板、螺栓等。
根据施工方案确定所需的材料种类和数量,提前准备好。
2.3 设备准备在施工现场准备好所需的设备,包括吊车、起重机、焊接设备等。
确保设备在施工过程中的运行安全和高效性。
2.4 安全措施在施工前,应制定详细的安全措施和施工标准,确保施工人员的安全和施工质量。
必要时,应进行培训和安全演习。
3. 施工步骤本节将介绍钢包加盖的具体施工步骤。
3.1 清理加盖区域在施工前,首先需要清理钢包加盖的区域。
移除旧有的加盖材料和残留物,确保施工区域干净整洁。
3.2 安装辅助支撑结构在进行加盖施工时,可能需要安装辅助支撑结构,以确保施工过程中的稳定性和安全性。
根据施工方案的设计,安装辅助支撑结构,并进行调整和固定。
3.3 固定钢板根据施工方案,将预先准备好的钢板放置在加盖区域。
使用螺栓等固定材料将钢板牢固地安装在钢包上。
3.4 进行焊接在固定好钢板后,使用焊接设备进行焊接。
焊接的目的是确保钢板与钢包之间的连接紧密和牢固。
施工人员应熟悉焊接安全操作规程,并使用适当的焊接材料和技术。
3.5 防火处理钢包是在高温环境下工作的设备,加盖施工后应进行防火处理。
选择适当的耐火材料,将其安装在钢板上,以增强钢包的耐火性能。
确保选择的耐火材料具有良好的耐高温、耐热震和抗渣蚀等性能。
3.6 检查和测试在施工完成后,进行钢包加盖的检查和测试工作。
检查加盖部分的固定性和连续性,并进行耐火性能测试,以确保施工质量和安全性。
能够对钢包进行全程加揭盖的装置的制作流程
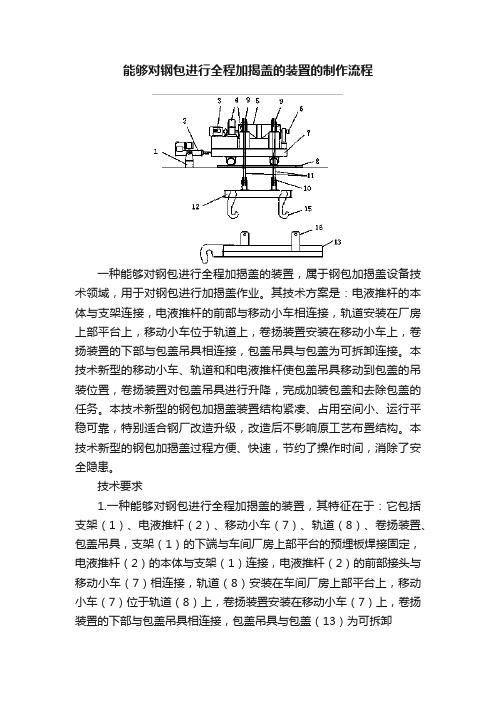
能够对钢包进行全程加揭盖的装置的制作流程一种能够对钢包进行全程加揭盖的装置,属于钢包加揭盖设备技术领域,用于对钢包进行加揭盖作业。
其技术方案是:电液推杆的本体与支架连接,电液推杆的前部与移动小车相连接,轨道安装在厂房上部平台上,移动小车位于轨道上,卷扬装置安装在移动小车上,卷扬装置的下部与包盖吊具相连接,包盖吊具与包盖为可拆卸连接。
本技术新型的移动小车、轨道和和电液推杆使包盖吊具移动到包盖的吊装位置,卷扬装置对包盖吊具进行升降,完成加装包盖和去除包盖的任务。
本技术新型的钢包加揭盖装置结构紧凑、占用空间小、运行平稳可靠,特别适合钢厂改造升级,改造后不影响原工艺布置结构。
本技术新型的钢包加揭盖过程方便、快速,节约了操作时间,消除了安全隐患。
技术要求1.一种能够对钢包进行全程加揭盖的装置,其特征在于:它包括支架(1)、电液推杆(2)、移动小车(7)、轨道(8)、卷扬装置、包盖吊具,支架(1)的下端与车间厂房上部平台的预埋板焊接固定,电液推杆(2)的本体与支架(1)连接,电液推杆(2)的前部接头与移动小车(7)相连接,轨道(8)安装在车间厂房上部平台上,移动小车(7)位于轨道(8)上,卷扬装置安装在移动小车(7)上,卷扬装置的下部与包盖吊具相连接,包盖吊具与包盖(13)为可拆卸连接。
2.根据权利要求1所述的能够对钢包进行全程加揭盖的装置,其特征在于:所述卷扬装置包括电机(3)、减速机(4)、卷筒(5)、限位器(6)、钢丝绳(11),电机(3)、减速机(4)和卷筒(5)固定在移动小车(7)的车体平面上,电机(3)与减速机(4)相连接,减速机(4)与卷筒(5)相连接,钢丝绳(11)的一端固定在移动小车(7)的底面上,钢丝绳(11)的另一端通过包盖吊具后固定在卷筒(5)上,在卷筒(5)的一端安装有限位器(6)。
3.根据权利要求2所述的能够对钢包进行全程加揭盖的装置,其特征在于:所述包盖吊具包括定滑轮组(9)、动滑轮组(10)、吊架(12)、吊钩(15),定滑轮组(9)安装在移动小车(7)上,动滑轮组(10)固定在吊架(12)的上部,钢丝绳(11)的一端固定连接在移动小车(7)的定滑轮组(9)的底座上,钢丝绳(11)的另一端通过动滑轮组(10)、定滑轮组(9)与卷筒(5)固定连接,吊架(12)为钢制平面框架,动滑轮组(10)与吊架(12)的上部相连接,吊架(12)下底面安装吊钩(15),吊钩(15)与包盖(13)的挂钩(16)相匹配。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一种能够对钢包进行全程加揭盖的装置,属于钢包加揭盖设备技术领域,用于对钢包进行加揭盖作业。
其技术方案是:电液推杆的本体与支架连接,电液推杆的前部与移动小车相连接,轨道安装在厂房上部平台上,移动小车位于轨道上,卷扬装置安装在移动小车上,卷扬装置的下部与包盖吊具相连接,包盖吊具与包盖为可拆卸连接。
本技术新型的移动小车、轨道和和电液推杆使包盖吊具移动到包盖的吊装位置,卷扬装置对包盖吊具进行升降,完成加装包盖和去除包盖的任务。
本技术新型的钢包加揭盖装置结构紧凑、占用空间小、运行平稳可靠,特别适合钢厂改造升级,改造后不影响原工艺布置结构。
本技术新型的钢包加揭盖过程方便、快速,节约了操作时间,消除了安全隐患。
技术要求1.一种能够对钢包进行全程加揭盖的装置,其特征在于:它包括支架(1)、电液推杆(2)、移动小车(7)、轨道(8)、卷扬装置、包盖吊具,支架(1)的下端与车间厂房上部平台的预埋板焊接固定,电液推杆(2)的本体与支架(1)连接,电液推杆(2)的前部接头与移动小车(7)相连接,轨道(8)安装在车间厂房上部平台上,移动小车(7)位于轨道(8)上,卷扬装置安装在移动小车(7)上,卷扬装置的下部与包盖吊具相连接,包盖吊具与包盖(13)为可拆卸连接。
2.根据权利要求1所述的能够对钢包进行全程加揭盖的装置,其特征在于:所述卷扬装置包括电机(3)、减速机(4)、卷筒(5)、限位器(6)、钢丝绳(11),电机(3)、减速机(4)和卷筒(5)固定在移动小车(7)的车体平面上,电机(3)与减速机(4)相连接,减速机(4)与卷筒(5)相连接,钢丝绳(11)的一端固定在移动小车(7)的底面上,钢丝绳(11)的另一端通过包盖吊具后固定在卷筒(5)上,在卷筒(5)的一端安装有限位器(6)。
3.根据权利要求2所述的能够对钢包进行全程加揭盖的装置,其特征在于:所述包盖吊具包括定滑轮组(9)、动滑轮组(10)、吊架(12)、吊钩(15),定滑轮组(9)安装在移动小车(7)上,动滑轮组(10)固定在吊架(12)的上部,钢丝绳(11)的一端固定连接在移动小车(7)的定滑轮组(9)的底座上,钢丝绳(11)的另一端通过动滑轮组(10)、定滑轮组(9)与卷筒(5)固定连接,吊架(12)为钢制平面框架,动滑轮组(10)与吊架(12)的上部相连接,吊架(12)下底面安装吊钩(15),吊钩(15)与包盖(13)的挂钩(16)相匹配。
技术说明书一种能够对钢包进行全程加揭盖的装置技术领域本技术新型涉及一种占用空间小,使钢包能够进行全程加揭盖的装置,属于钢包加揭盖设备技术领域。
背景技术钢包运行状态中的温度直接影响到冶炼工艺操作和钢水冶金质量。
针对炼钢生产过程中钢水温度波动较大的问题,一般采取强化钢包烘烤、提高钢包热周转、优化包衬结构、钢水运转过程加保温剂和浇注过程钢包加盖等手段来减少钢水降温。
在以上手段中,钢包加盖的作用显而易见,研究表明,一台150t钢包空包开始后,前20min内包衬向空气的辐射热损失将导致下一炉钢水温度损失达15℃,而这种热损失的40%发生在空包开始后的前5min,通过在钢包上实现全程加盖,辐射热损失可显著减少。
由于钢包加盖显而易见的节能效果,成为钢铁企业节能降耗的一个重要手段。
钢包全程加盖技术,除了转炉出钢、钢水精炼过程以外,钢包盖可以在钢包在线循环的整个过程中始终盖在钢包上。
可以减少满罐钢水或空钢包的温降,减少环境污染等。
目前,很多钢厂的钢包加揭盖设备为插齿式结构,这种结构对生产现场的空间尺寸要求较高,无法实现真正意义上的全程加盖,并且插齿式结构设备一旦出现故障将直接出现生产停顿事故。
这个问题迄今为止没有得到有效地解决,成为长期困扰设计技术人员和钢厂技术人员的难题,迫切需要加以解决。
实用新型内容本技术新型所要解决的技术问题是提供一种能够对钢包进行全程加揭盖的装置,这种装置可以有效利用钢厂现有生产现场空间,投资低,能够实现真正意义上的全程加盖操作,有效降低生产成本,提高企业的经济效益。
解决上述技术问题的技术方案是:一种能够对钢包进行全程加揭盖的装置,它包括支架、电液推杆、轨道、移动小车、卷扬装置、包盖吊具,支架的下端与车间厂房上部平台的预埋板焊接固定,电液推杆的本体与支架连接,电液推杆的前部接头与移动小车相连接,轨道安装在车间厂房上部平台上,移动小车位于轨道上,卷扬装置安装在移动小车上,卷扬装置的下部与包盖吊具相连接,包盖吊具与包盖为可拆卸连接。
上述能够对钢包进行全程加揭盖的装置,所述卷扬装置包括电机、减速机、卷筒、钢丝绳、限位器,电机、减速机和卷筒固定在移动小车的车体平面上,电机与减速机相连接,减速机与卷筒相连接,钢丝绳的一端固定在移动小车的底面上,钢丝绳的另一端通过包盖吊具后固定在卷筒上,在卷筒的一端安装有限位器。
上述能够对钢包进行全程加揭盖的装置,所述包盖吊具包括定滑轮组、动滑轮组、吊架、吊钩,定滑轮组安装在移动小车上,动滑轮组固定在吊架的上部,钢丝绳的一端固定连接在移动小车的定滑轮组的底座上,钢丝绳的另一端通过动滑轮组、定滑轮组与卷筒固定连接,吊架为钢制平面框架,动滑轮组与吊架的上部相连接,吊架下底面安装吊钩,吊钩与包盖的挂钩相匹配。
本技术新型的有益效果是:本技术新型设计了专用的钢包加揭盖装置,它的移动小车、轨道和和电液推杆可以使包盖吊具移动到包盖的吊装位置,卷扬装置可以对包盖吊具进行升降,完成加装包盖和去除包盖的任务。
本技术新型的钢包加揭盖装置结构紧凑、占用空间小、运行平稳可靠,特别适合在没有钢包加盖装置的钢厂改造升级,改造后不影响原工艺布置结构。
采用本技术新型后,节约了操作时间,消除了安全隐患,可以减少钢包周转过程中的热损失,减少钢包内钢水的温降,可降低转炉出钢温度10~15℃。
本技术新型的钢包加揭盖装置是钢包加盖技术的首创,解决了其他方式加揭盖造成的占用空间大、结构复杂、要求精度过高等一些列问题,非常适合在没有钢包加盖装置的钢厂进行改造升级,在行业内有很好的推广使用价值。
附图说明图1是本技术新型的结构示意图;图2是图1的右视图;图3、4、5、6是本技术新型的钢包加盖过程示意图。
图中标记如下:支架1、电液推杆2、电机3、减速机4、卷筒5、限位器6、移动小车7、轨道8、定滑轮组9、动滑轮组10、钢丝绳11、吊架12、包盖13、钢丝绳固定点14、吊钩15、挂钩16、钢包17。
具体实施方式本技术新型提供了一种钢包加揭盖装置,使用该装置可以在运输过程中对钢包进行平稳的加揭盖作业,从而减少钢水过程温降,降低转炉出钢温度。
本技术新型的钢包加揭盖装置由支架1、电液推杆2、电机3、减速机4、卷筒5、限位器6、移动小车7、轨道8、定滑轮组9、动滑轮组10、钢丝绳11、吊架12、钢丝绳固定点14、吊钩15组成。
图1、2显示,支架1的下端与车间厂房上部平台的预埋板焊接固定,电液推杆2的本体与支架1连接,电液推杆2的前部接头与移动小车7相连接。
图1、2显示,轨道8安装在车间厂房上部平台上,移动小车7位于轨道8上。
移动小车7下部安装有4个车轮,移动小车7通过电液推杆2的推拉可以轨道8上行走。
图1、2显示,卷扬装置安装在移动小车7上,卷扬装置由电机3、减速机4、卷筒5、限位器6、钢丝绳11组成。
电机3、减速机4和卷筒5固定在移动小车7的车体平面上,电机3与减速机4相连接,减速机4与卷筒5相连接,钢丝绳11的一端固定在移动小车7的底面上,钢丝绳11的另一端通过包盖吊具后固定在卷筒5上,在卷筒5的轴端装有用于限位的限位器6。
图1、2显示,包盖吊具包括定滑轮组9、动滑轮组10、吊架12、吊钩15,定滑轮组9安装在移动小车7上,动滑轮组10固定在吊架12的上部,钢丝绳11的一端固定连接在移动小车7的定滑轮组9底座下方的钢丝绳固定点14上,钢丝绳11的另一端通过动滑轮组10、定滑轮组9与卷筒5固定连接。
图1、2显示,吊架12为钢制平面框架,动滑轮组10与吊架12的上部相连接,吊架12下底面安装吊钩15,吊钩15与包盖13的挂钩16相匹配。
图1、2显示,定滑轮组9和动滑轮组10分别有四个定滑轮和四个动滑轮。
四个定滑轮的底座分别固定在移动小车7上的车体上,四条钢丝绳11的一端分别固定连接在四个定滑轮组的底座下方的钢丝绳固定点14上,四条钢丝绳11的另一端分别通过四个动滑轮和四个定滑轮与卷筒5固定连接,四个动滑轮的轮轴分别环绕吊架11的周边对称均布连接。
图1、2显示,吊架12下底面安装三个吊钩15,包盖13上安装有三个挂钩16,吊钩15与挂钩16的位置相对应。
包盖13的下部为隔热耐材,其直径略大于钢包上口。
图3、4、5、6显示本技术新型的钢包加盖步骤如下:图3显示,移动小车7的卷扬装置驱动包盖吊具的吊架12移动,使吊架12的吊钩15勾住包盖13的挂钩16,然后卷扬装置通过吊架12将包盖13吊起到加盖高度,电液推杆2推动移动小车7沿着轨道8向前移动到加盖的待机位置。
图3显示,钢包车运送钢包17到加揭盖装置下方的加盖位置后停止。
图4显示,卷扬装置的电机3、减速机4驱动卷筒5进行放松转动,卷筒5放松钢丝绳11,钢丝绳11通过定滑轮组9、动滑轮组10带动吊架12下降,吊架12下降至指定位置后,安装在卷筒5上的限位器6发出停止信号,电机3、减速机4和卷筒5停止转动,包盖13放置在钢包17上,完成对钢包17的加盖动作。
图5显示,电液推杆2推动移动小车7向后移动,使吊架11下部的吊钩15脱离包盖13的挂钩16。
图6显示,卷扬装置的电机3、减速机4驱动卷筒5进行缠绕转动,卷筒5将钢丝绳11缠绕在卷筒5上,钢丝绳11通过定滑轮组9、动滑轮组10带动吊架12上升,吊架12上升至指定位置后,安装在卷筒5上的限位器6发出停止信号,电机3、减速机4和卷筒5停止转动,钢包17的加盖过程完成,钢包车开走。
本技术新型的钢包揭盖过程与上述钢包加盖过程相反。