钢包全程加盖工艺技术实施与运用
转炉炼钢厂钢包全程加盖技术开发与应用
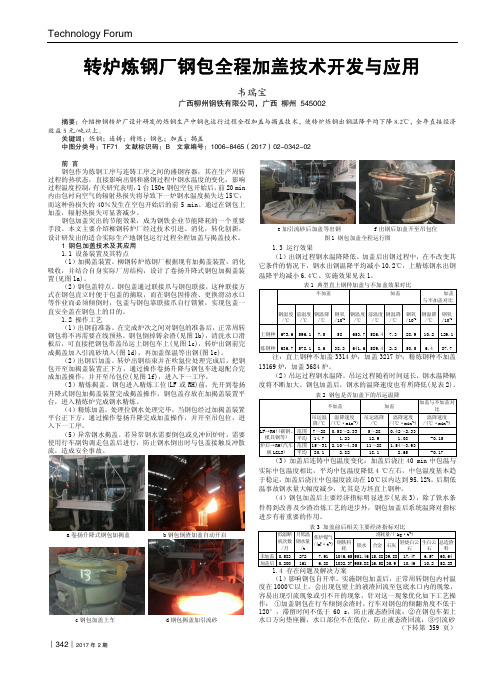
表 1 典型直上钢种加盖与不加盖效果对比
不加盖
加盖
加盖 与不加盖对比
钢温度 前温度 钢温降 钢氧 钢温度 前温度 钢温降 钢氧 钢温降 钢氧 /℃ /℃ /℃ /10-6 /℃ /℃ /℃ /10-6 /℃ /10-6
上钢种 673.6 596.1 7.5 58 653.7 586.4 7.3 28.9 10.2 129.1
a 卷扬升降式钢包加揭盖
b 钢包倒渣加盖自动开启
c 钢包加盖上车
d 钢包揭盖加引流砂
e 加引流砂后加盖等出钢
f 出钢后加盖开至吊包位
图 1 钢包加盖全程运行图
1.3 运行效果
(1)出钢过程钢水温降降低。加盖后出钢过程中,在不改变其
它条件的情况下,钢水出钢温降平均减小 10.2℃,上精炼钢水出钢
温降平均减小 6.4℃。实施效果见表 1。
温事故钢水量大幅度减少,尤其是方坯直上钢种。
(4)钢包加盖后主要经济指标明显进步(见表 3),除了铁水条
件得到改善及少渣冶炼工艺的进步外,钢包加盖后系统温降对指标
进步有着重要的作用。
表 3 加盖前后相关主要经济指标对比
低温断 月低温 焦炉煤气
机次数 钢水量 /(m3·t-1) 钢铁料
/月 /t
耗
铁水
炼钢种 636.7 578.1 8.6 38.3 641.6 589.4 2.2 50.5 6.4 87.7
注:直上钢种不加盖 3314 炉,加盖 3217 炉;精炼钢种不加盖
13169 炉,加盖 3684 炉。
(2)吊运过程钢水温降。吊运过程随着时间延长,钢水温降幅
度将不断加大。钢包加盖后,钢水的温降速度也有所降低(见表 2)。
水口方向垫座圈,水口部位不在低位,防止液态渣回流;③引流砂
炼钢“一罐到底”和“大包全程加盖”高效低耗生产实践
炼钢“一罐到底”和“大包全程加盖”高效低耗生产实践摘要:本文重点介绍了龙钢炼钢“一罐制”工艺在120吨转炉的运行实践和大包全程加盖运行效果,充分挖掘热量效益的同时,降低了生产成本。
通过设备升级改造和生产组织优化管理,加上“铁钢智能管控系统”智能管控平台的运行,解决了铁水供应模式中遇到的相关难题,确保“一罐制”模式高效运转,入炉铁水温度由1350℃提高至1400℃,有力支撑了钢铁料消耗的降低和能源、耐材、人力资源成本的降低;大包全程加盖高效运行,充分挖掘热量效益,出钢温度降低15℃,取消了钢包在线烘烤装置,节约了煤气消耗,促进关键技术指标的提升和生产成本的降低,有效推进绿色环保经济冶炼。
关键词:一罐到底大包加盖温度效益低耗环保经济冶炼1.实施“一罐到底”和大包全程加盖工艺的优越性钢铁企业生产过程,工序热量管控是钢铁企业一直以来降本增效挖潜的热点问题和效益提升的关注点。
铁水“一罐到底”工艺在钢铁行业是铁钢界面中的一种铁水供应技术。
该工艺具有投资少,低耗,环保等优势,其核心是炼铁高炉产出铁水,通过运输后直接兑入转炉的工艺技术,取消了铁水包和混铁炉的运行,因铁水不需要进行二次兑铁操作,可以避免造成过多的热量流失、兑铁洒铁及环境污染的现象;大包全程加盖工艺的实施,实现了钢包全程加盖,降低了钢包运行过程热量损失,降低了耐材费用和能源介质消耗,减少了除尘等设备的运行费用,从而取得了显著的经济效益。
1.1热量损失降低转炉冶炼过程中热量来自于铁水中的物理热和化学热,化学热在基本稳定的情况下,铁水的物理热对转炉冶炼操作的平稳性起到了重要的作用,铁水温度低会相对造成转炉供氧量增加、吹损大,钢铁料消耗升高,影响钢水质量等不良后果。
因此,通过一罐制的工艺实施、大包全程加盖工艺的实施,能够实现减少工序温降,达到将热量转换成效益的目的。
1.2减少烟尘排放铁水罐进入炼钢新区后,从兑铁槽进入混铁炉并从混铁炉兑入铁水包的过程中会在空气中产生大量的烟尘,作业过程中需要运行除尘系统。
敬业150t钢包全程加盖系统的应用

提 高钢包 热周 转 、 强化 钢包 烘烤 、 钢水 运 转过 程加 保
炼 钢 厂采 用 M 型 插齿 式 和液压 升 降/ 伸 缩式 加 揭 盖 机 。M 型插齿 式 加 揭盖 机 主要 由钢 结 构 支 架 、 吊杆 、 挡板 、 M 型插 齿 、 液 压 缸 等 组成 , 液 压 升 降/ 伸 缩 式 加 揭盖 机 主 要 由油 缸 、 连接轴、 剪刀 架 、 钢 结 构
( 河 北 钢铁 集 团 敬 业 钢铁 有 限 公 司 炼钢厂 , 河北 平山 0 5 0 4 0 0 )
摘要 : 介 绍 了 钢 包 全 程 加 盖 系统 的 主要 设 备 、 操作工 艺 、 加 盖钢包 的工艺操 作 、 加揭盖 系统 的维护 , 实 现
了节能 、 减排 、 降耗 、 提高产 品质量 的效果 , 该工艺在敬业炼钢厂 得到了推广应 用。
关键词 : 钢包 ; 全 程加盖系统 ; 应 用 中 图分 类 号 : T F 3 4 1 . 1 文献标识码 : B 文章编号 : 1 0 0 6— 5 0 0 8 ( 2 0 1 3 ) 1 0— 0 0 2 7—0 3
AP P LI CAT I ON OF F UL L —COURS E
度损 失达 1 5℃ , 而这种热损失 的 4 0 % 发 生 在 空 包
2 主 要 设 备
2 . 1 加 揭 盖 机
加盖工艺在邢钢80t钢包上的应用
t emp r t r c e s n pr c s e a u e de r a e i o e s
Ke o d l dl y W r s: a e; c v r n o e i g; t m p r t r e e a u e; a lc to pp i a i n
l
前 言
to i n,i tod c d t e r c s t c v r t The n r u e h p o e s o o e i. me h l t od owe s a i empe a u e f c nv re n e c s r t pp ng t r t r o o e t r a d r du e
2 2 钢 包 热 周 转 对 钢 水 温 度 的 影 响 .
和温 降创造 r条件 , 同时 也进 一 步 降 低 l钢 包 在周 一 『
转 过 程 的热 量损 失 , 有 一 定 的 节 能 降 耗 作 用 。 具 2 钢 包 热 状 态 对 钢 水 温 度 的 影 响 钢 水 从 转 炉 出钢 到 浇 注 结 束 的 全过 程 可 分 为 以 J儿 个 阶 段 : 炉 出钢 至 钢 包 、 包 静 置 调 运 至 精 炼 F 转 钢
总 第 l 2期 8
2 1年 第 2期 01
河 北 冶金
Tl o1 t8 a2
2 0l , u b r2 1 N m e
加 盖 工 艺 在 邢 钢 8 钢 包 上 的应 用 0t
李 拥 军 , 江 敏 , 洪 波 , 继 忠 郝 王 丁
( 白 钢 铁 有 限 责 任公 司 炼 钢 厂 , 北 邢 台 0 4 2 邢 河 5 0 7)
影 响 着 出钢 和 盛 钢 过 程 中钢 水 温 度 的 变 化 。 同 时 ,
210t转炉厂钢包全程加盖装置的应用

环境恶劣 , 温 降较大; 还有一部分采用不揭 盖热 修, 这样 不利 于观 察耐材 侵蚀 , 钢包 内情 况无 法 掌
握 。我厂采 用 半开 盖 方式 解 决 以上 各利, 问题 , 仳
得其他钢厂借鉴。
2 设备操作工艺
涟钢 2 1 0转 炉 厂 钢 包 加 揭 盖 布 置 如 图 1所
盖系统进行 加 盖保温 , 揭 盖工作 。只有 在遇 到 长达几个 小时 的钢包 等待或 大修 钢包 , 钢包 才
需 要 烘烤 预热 。
失效 , 且本身不便 于安装对环境敏感的电气控制 部件 和传感 器 , 不 能精 确制 动 , 通过 在轨 道两 侧 布
设非 接触 式 的红外 线 发 射 器实 现 钢 包 车 的 定位 , 提 高加揭 盖定位 的 准确性 。 c .半 开 盖 热 修 维 护方 式 确 保 钢 包 维 护 。 内热修钢 包 时部分 采 用 卷 扬 全 打 开盖 维 修 , 这 样
热辐 射 速度 非 常快 , 尤 其 是 空包 状 态 下 。在 生 产
后, 对 钢包 口积渣 厚度 要实行 较严 格管 理 , 每次进 行钢 包水 口清理 作_ q k H  ̄ , 顺便 清 理包 口积渣 , 确保
包 口积渣 厚度 不能高 于 2 0 0 m m。
因改造过 程 中条 件 限制 , 使得该套设备有 一
挂 钩式 。该种 方 式通 过 液 压缸 驱 动设 备 横 移 、 升
降 实现加 揭盖 功能 , 系统运 行更平 稳 。
b .钢包 车 红外 线 定 位 指 示 。挂 钩 式 加 揭 盖 方 式对 钢包 车停 车位 置要 求 较 严格 , 而钢 包 车 长 期 工作 在高 温 、 红 渣 的恶 劣环 境下 , 制 动部 件 极易
钢包加盖施工方案(3篇)
第1篇随着我国经济的快速发展,基础设施建设日益增多,钢包加盖施工作为一项重要的基础设施工程,在公路、铁路、桥梁等领域的应用越来越广泛。
钢包加盖施工具有施工速度快、质量可靠、适应性强等优点,能够有效提高道路、桥梁等基础设施的安全性和使用寿命。
本文针对钢包加盖施工,制定一套详细的施工方案,以确保工程顺利进行。
二、工程概况1. 工程名称:XX公路钢包加盖工程2. 工程地点:XX省XX市XX公路3. 工程规模:全长XX公里,钢包加盖段长XX公里4. 工程内容:钢包加盖、路面修补、排水设施改造等5. 工程工期:XX个月三、施工方案1. 施工准备(1)组织机构成立钢包加盖工程指挥部,下设施工、技术、质量、安全、物资、后勤等职能部门,明确各部门职责,确保工程顺利进行。
(2)施工队伍选用具有丰富施工经验的施工队伍,确保施工质量。
(3)施工材料选用符合国家标准的钢包、水泥、砂石、钢筋等施工材料,确保工程质量和使用寿命。
(4)施工设备配置足够的施工设备,如挖掘机、装载机、压路机、摊铺机、焊接设备等,确保施工进度。
2. 施工工艺(1)施工流程①钢包加固:对原有钢包进行加固处理,确保钢包稳定。
②钢包加盖:根据设计要求,采用钢包加盖结构,确保加盖结构牢固、美观。
③路面修补:对损坏路面进行修补,确保路面平整、坚实。
④排水设施改造:对原有排水设施进行改造,提高排水能力。
(2)施工要点①钢包加固:采用焊接或螺栓连接方式,对钢包进行加固处理,确保钢包在施工过程中稳定。
②钢包加盖:根据设计要求,采用钢包加盖结构,确保加盖结构牢固、美观。
加盖材料选用防腐、耐磨、耐候性强的钢材。
③路面修补:采用沥青混凝土或水泥混凝土进行路面修补,确保路面平整、坚实。
④排水设施改造:对原有排水设施进行改造,提高排水能力。
改造内容包括:更换排水管道、增设排水井、改造排水沟等。
3. 施工方法(1)钢包加固①清理钢包表面,去除锈蚀、油污等杂质。
②根据加固要求,焊接或螺栓连接加固件。
一种龙门式钢包加盖的结构设计及应用
一种龙门式钢包加盖的结构设计及应用本文介绍的龙门式钢包加盖机构是一套自动化的应用于钢铁企业的装配设备。
此自动化装配设备主要由龙门架主体装配、小车装配、横移装置、横移油缸、提升油缸、轴承座装配、吊具装配、钢包盖装配、事故吊具、楼梯、维修平台、液压系统、电控系统等模块组成。
运用三维建模软件Solidworks绘制出各个分部件,再组合成总装配体。
确定了总体方案,关键部位的设计及其主要设计参数,分析了各油缸的行程及选型,并利用软件对龙门架进行受力分析,验证了其结构设计的合理性。
同时,该龙门式钢包加盖机构目前已在湖南华菱湘潭钢铁有限公司二炼钢进行了应用,并获得客户好评。
标签:龙门式;自动化操作;有限元分析;三维建模设计0 前言近年来,由于金融危机的发生,整个钢铁企业产能过剩,市场需求减少。
大型钢铁企业利润逐渐减少,甚至出现逐年亏损的局面。
如何提高操作水平、减少钢包浇注过程温降(降低出钢温度),成为各个钢企近来研究的重要课题。
钢包作为炼钢工序与连铸工序之间的盛钢容器,其在生产周转过程的热状态,直接影响出钢和盛钢过程中钢水温度的变化。
钢水温度波动对连铸浇铸的影响非常大,并且影响整个生产节奏。
钢包在周转使用过程中加上钢包盖后,对于钢包的散热起到很好的保护作用,也使钢包周转过程中的热状态更加趋于稳定,为准确控制钢包温度和温降创造条件,同时也进一步降低了钢包在周转过程的热损失。
湖南华菱湘潭钢铁有限公司二炼钢为降成本,实现节能降耗,将在LF工位及VD工位安装钢包加盖系统。
为此,根据其现场环境设计了一种龙门式钢包加盖机构。
1 龙门式钢包加盖机构总体设计1.1 钢包加盖机构设计原则钢包加盖机构设计,将遵循三个原则:安全可靠,开合方便,简单实用。
1.2 鋼包加盖机构所要实现的要求(1)实现钢包加盖:当钢水包落入罐座时,操作人员通过控制按钮迅速将包盖落下并盖上;(2)实现钢包揭盖:当钢包需要揭盖时,操作人员通过控制按钮可迅速将包盖揭开;1.3 龙门式钢包加盖机构总体模型及组成(1)设计完成后的龙门式钢包加盖机构整体模型如图1所示(见附图)。
转炉炼钢厂钢包全程加盖技术开发与应用
韦瑞 宝 要 :介 绍 了柳钢 转 炉厂设计 研发 的炼 钢 生产 中钢 包运行 过程 全程加 盖 与揭 盖技 术 ,使 转 炉炼 钢 出钢 温降 平均 下降 8.2℃ ,全年 直接 经济 效益 5元 /吨 以上 。
Abstract: The all——procedure capping and opening technology which were used during the ladle operation and designed for steelm aking were introduced,the temperature drop of tapping was reduced 8.2 oC averagely, an d the direct economic benefit can get 5 yuardt for whole year.
中 都使 钢 包 盖 盖在 钢 包 上 。本 文 主 要 介 绍 柳 钢 转 炉 厂经 过 技 术 引进 、消 化 ,转 化 创 新 ,设 计 研 发 出 的适合 实 际生 产 地 钢包 运 行 过 程 全 程 加 盖与 揭盖技 术 。
2 钢包 加盖技术及其应用
2.1 设 备及 其建设
(1)加 揭盖 装置 。在钢 包加 揭盖装 置设 计 上 ,国 内使 用 的 加揭 盖 装 置 种类 较 多 ,包 括 移 动插 齿式加 揭 盖装置 、液压 升 降 /伸缩 式加 揭盖 装 置 、回转 式 加 揭 盖装 置 、悬 挂移 动 式 加 揭 盖 装 置等 。柳 钢转 炉炼 钢厂 根据 现 有加 揭盖 装 置 , 消化吸收 ,并结合 自身实际厂房结构 ,设计 了 卷 扬 升 降 式 钢包 加 揭 盖 装 置 (见 图 1a)。 柳 钢 一 区转炉 系统钢包加盖有关 的设备 由 3×150 t 转 炉 ,2×150 t双 工 位 LF炉 ,1×150 t双 工位 RH炉 组成 。根 据炼 钢系 统 的工艺 布置 条件 ,在 3个转 炉及 3个 炉外精 炼共 9个工 位 布置 了 9套 卷扬 升 降式钢 包加揭 盖装 置 。
钢包全程加盖技术的应用
中图分 类号 :T F 7 6 9 .4 文献标识码 :A 文章编号 :1 0 0 1— 1 9 6 X( 2 0 1 7 ) 0 2— 0 0 1 7— 0 4
2 0 1 7 N o . 2
重 型 机 械
・1 7・
钢包 全 程 加 盖技 术 的应 用
孙 亚飞 ,王兆辉 ,崔立程
( 宝钢工程技术集团有限公司 ,上海市 ,2 0 1 9 0 0 )
摘
要 :钢水温度是炼钢 一 连铸工 序中需要 重点控制的工艺参数之一 ,对保 证连铸生产过程 的顺
行 、提 高铸坯质量 、降低 能耗 和辅 材的消耗 具有重要 影响。钢包作 为盛放 、运输 和二次精炼 钢水 的容 器 ,其周转运行 的热状 态直接影 响到出钢和盛钢过程中钢水温度的变化。为降低钢水在钢包周转 过程 中的温 降 、保证 连铸 的开浇温 度 ,通常采用出钢前强化钢包烘烤 、提高钢包热周转 、适 当提 高转 炉出
( B a o s t e e l E n  ̄n e e i r n g& T e c h n o l o g y G r o u p C o . ,L t d . , S h a n g h a i , 2 0 1 9 0 0 ,C h i n a . )
Ab s t r a c t :T h e t e mp e r a t u r e o f mo l t e n s t e e l i s o n e o f t h e k e y t e c h n i c a l p a r a me t e r s i n s t e e l ma k i n g a n d c o n t i n u o u s c a s t i n g p r o c e d u r e ,i t h a s i mp o r t a n t i n f l u e n c e t o e n s u r e c o n t i n u o u s c a s t i n g p r o d u c t i o n,i mp r o v e t h e q u a l i t y o f c a s t i n g b l a n k,r e d u c e e n e r y g a n d a u x i l i a r y ma t e ia r l c o n s u mp t i o n .T h e l a d l e a s a c o n t a i n e r f o r c o n t a i n i n g ,t r ns a — p o t r a n d s e c o n d a r y r e f i n i n g o f mo l t e n s t e e l ,i t s h o t s t a t e i n t u r n o v e r d i r e c t l y a f f e c t t h e c h ng a e o f s t e e l t e mp e r a - t u r e d u in r g t a p p i n g a n d c o n v e y i n g .I n o r d e r t o r e d u c e t e mp e r a t u r e d r o p o f mo l t e n s t e e l i n l a d l e i n t u no r v e r ,t h e me a n s ,s u c h a s i n t e n s i f y i n g t h e l a d l e b a k i n g b e f o r e t a p p i n g, i mp r o v i n g t h e t h e r ma l c i r c u l a t i o n o f l a d l e ,i n e r e a s - i n g B OF t a p p i n g t e mp e r a t u r e ,a d d t h e r ma l r e t a r d a t i o n a g e n t i n mo l t e n s t e e l nd a c o v e nn g or f h e a t p r e s e r v a t i o n i n c o n t i n u o u s c a s t i n g p r o c e s s ,a r e u s u ll a y a d o p t e d.L a d l e c o v e i r n g t e c h n o l o y g i n wh o l e s t e e l c h a n g e s t h e o i r g i n a l t e c h n o l o g i c l a p r o c e s s b y i mp r o v i n g t h e i n s u l a t i o n o f l a d l e,a n d t h e t e c h n o l o y g i s a n e f e c t i v e me a n s t o r e d u c e t h e
钢包加盖装置在炼钢厂的改进及应用
钢包加盖装置在炼钢厂的改进及应用摘要: 钢包全程加盖可以减少钢水热损失,降低生产成本,本文针对钢包加盖装置在韶钢炼钢厂的实际应用情况,分别对插齿式、垂直提升式等两种钢包加盖形式进行阐述比较分析,为设备的改进选型提供有益借鉴。
关健词:钢包;钢包加盖;改进;应用Improvement and application of ladle capping device in steelmaking plantZeng Tao, Chen Zhixian, Huang Chunxu(Baowu Group Guangdong Shaoguan Iron and Steel Co., Ltd. Guangdong Shaoguan 512123)ABSTRACT: the whole process of ladle capping can reduce the heat loss of molten steel and the production cost. According to the actual application of ladle capping device in Shaogang steel plant, this paper expounds and analyzes two kinds of ladle capping forms, i.e. gear shaping type and vertical lifting type, respectively, to provide useful reference for the improvement of equipment selection.Key words: Ladle; ladle capping; improvement; application1.前言宝武集团广东韶关钢铁有限公司炼钢厂在实施原钢包加盖时由于当时未出台关于液态钢水通道与相邻设备的安全标准及规范,在实际生产中吊运装有熔融金属、熔渣的罐体和包体无法满足新出台的《高温熔融金属吊运安全规程》第 7.16条的规定:“盛装熔融金属的罐体、包体在空中停留时间不宜大于 10min,吊运装有熔融金属、熔渣的罐体和包体,应与邻近设备或建、构筑物保持大于 1.5m 的净空距离”。
钢包全程加盖技术

钢包全程加盖技术近年来,由于金融危机钢铁企业产能过剩,大型钢铁企业利润逐渐减少,甚至出现逐年亏损的局面,随着连铸工艺发展,生产工艺的结构优化及节能降耗成为发展趋势,如何提高操作水平、减少钢包浇注过程温降(降低出钢温度),成为各个钢企近来研究的重要课题。
控制钢水在运输,精炼及浇注过程温降,已越来越成为近阶段炼钢行业革新的关键因素。
钢包热状态变化也是转炉制定钢水温度补偿制度的重要因素之一。
钢包在运输、精炼、浇注过程中,主要热损耗有两个途径:一是通过钢包内衬材料的热传导,二是上部钢水与空接触的热传导和热辐射。
钢包在周转使用过程中加上钢包盖后,对于钢包的散热起到很好的保护作用,也是钢包周转过程中的热状态更加趋于稳定,为准确控制钢包温度和温降创造条件,同时也进一步降低了钢包在周转过程的热损失。
从上世纪九十年代开始,轻质浇注料就开始兴起,早期的轻质浇注料主要是用粉煤灰、漂珠、陶粒纤维、高铝轻质骨料等作为骨料粉料生产轻质浇注料,但在使用过程中,其使用温度较低、热震稳定性较差、强度较低制约了他们的发展。
我们研发的轻质高强浇注料以矾土基刚玉空心球为轻质骨料,高温水泥为结合剂,均化矾土细粉为基质,引入功能添加剂,增强了浇注料的抗热震稳定性,增强了浇注料的高中低温的抗折抗压强度,其相关的技术指标如下:由于其良好的抗热震稳定性及隔热性能,该浇注料适用于钢包永久层保温,钢包包盖保温等。
耐火纤维板的性能指标耐火纤维棉的性能指标对三钢钢包包盖的使用温度、使用环境详细了解以后,结合轻质高强浇注料的特点和性能,将钢包盖衬里结构确定为易损部位(钢水辐射较强的包盖中心部位,直径大约为1.5米)使用120mm的轻质高强浇注料,20mm的耐火纤维板;其他部分采用纤维毯50mm或者20mm的纤维板加上90mm轻质高强浇注料,其中,热面为轻质高强浇注料、冷面采用纤维毯或纤维板。
锚固件多采用角Y型结构形式,材质选用1Cr18Ni9Ti,分布间距为200mm,锚固件总高度不同部分分别为70mm、50mm。
谈转炉炼钢厂钢包全程加盖技术开发与应用 刘辉
谈转炉炼钢厂钢包全程加盖技术开发与应用刘辉摘要:在炼钢生产中,钢包是盛装、运输钢水并进行相应二次冶金的容器。
钢包在周转使用过程中加上钢包盖后,对于钢包的散热可起到很好的保护作用,也可使钢包周转过程中的热状态更加趋于稳定,可为准确控制钢包温度和温降创造有利条件,同时也可进一步降低钢包在周转过程中的热量损失,具有一定的节能降耗作用。
关键词:钢包;全程加盖工艺;实施;运用;炼钢生产中钢包全程加盖技术与发展,通过现场钢包盖使用前后数据的对比,为适应目前钢铁企业节能减排的要求,实现高效、低成本、低排放、绿色炼钢生产目标提供有益借鉴。
一、概述钢包作为炼钢工序与连铸工序之间的盛钢容器,为了确保连铸钢坯的正常生产及产品质量,钢水浇筑温度必须严格控制在可浇范围内,通过减少钢包运输过程中的热损失,降低转炉出钢温度,达到节能降耗及环境污染的目的。
钢包在运输过程中,热量损失主要有三种途径:一是直接与空气之间的热传导和热辐射(特别是空包);二是通过钢包外壁与空气之间的热交换;三是耐材自身吸收储存钢水热量。
目前国内钢厂为了确保连铸钢水温度,主要改善钢水出钢工序的温度控制,对运输过程温度控制较少,一般采取钢包在线烘烤、缩短钢包热周转期、优化耐材结构、钢水表面加保温剂和浇增加大包回转台包盖等手段来减少钢水温降。
虽采取以上手段,但炼钢过程钢水温度控制精确能力非常有限,并耗费大量能源。
对国内某钢厂钢包温度数据统计分析:当钢液面裸露时,150 t钢水从转炉后测温运输到连铸回转台,时间3-4 min,钢水温度从1610℃降到1 595.7℃;而钢水表面被覆盖剂完全覆盖时,钢水温度降低仅为5.2℃,由此看出钢液表面热损失是导致钢水温度降低的主要原因。
150t钢包浇铸完后,前20 min内由包衬向空气的辐射热损失将导致下一炉钢水温度损失达15℃,而这种热损失的40%发生在空包开始后的前 5 min。
通过在钢包上加盖,热交换和热辐射损失可显著减少。
钢包全程加盖工艺技术实施与运用

钢包全程加盖工艺技术实施与运用摘要:钢包全程加盖技术的有效应用,更好的解决了钢渣不能够有效复位的这一难题,对相关的钢包引流棒进行科学合理的设计,以此能够更好的提高自流水的引流效率,对于相关钢包盖固定件的焊接进行良好的优化促进,使其能够展现出良好的耐腐蚀性,耐酸性和耐火性,以此呈现出性能最佳的包盖烤漆设备,将会对其后期的使用寿命更好的促进,对于钢包全程加盖技术,能够进行全方位的有效利用应用。
此技术的良好应用,使得整个系统钢水变得更加的可靠稳定,同时还能够有效的降低转炉出钢温度,对于相关的钢包,公益艺术进行有效的完善,使得整个的作业工作效率得到不断的完善和改进,同时相应的能耗以此能够更好的得到降低,使得整体的钢铸生产在制造方面不断的加强提升。
关键词:钢包全程;加盖工艺技术;实施与运用引言:本文主要对钢包全程自动加盖机构,表现出的良好工艺艺术特征特性,进行全方位的阐述分析。
钢包全程自动加盖技术对整个钢铁企业生产制造提供良好的发展前景,在整个的生产制造过程中,越来越凸显出不可替代的作用。
以此能够更好的适应国家当下发展技术创造革新模式,对相应的节能减排措施的执行起到到良好的促进作用,以此能够科学合理有效地降低使用成本,为实现绿色环保发展提供充分有利的条件。
一、此项技术的主要组成以及重要工作流程(一)设备的主要组成成分其中主要包括摆钩机件,由符合标准耐火材质材料构成的钢包盖、充分焊接的钢包铰链、能够展现出良好应用的液压系统,此外还要配置相应的存放装置。
图一为钢包盖的主要结构展示。
图一钢包结构展示图(二)重要的工艺设计流程在钢包车上放上一定量的钢包带盖,然后送至吹氩平台结构当中进行相应的流砂引入,下一步采取相应的钢包揭盖工作,在钢包有效的运行到相应的转炉预定位置后接收一定的钢水,同时在钢包底部进行吹氩处理,在吹氩完成结束后进行相应的钢包盖紧,在有效的运行到吊包的具体位置后,采取一定的浇筑注浇措施,各个工序完成后进入下一阶段的循环使用中[1]。
钢包全程加盖设备与工艺研究现状
钢包全程加盖设备与工艺研究现状刘晓峰(重庆钢铁股份有限公司炼钢厂重庆400081)摘要:通过大量文献调研,介绍了炼钢生产中钢包全程加盖设备与工艺研究现状,为重钢环保搬迁改造,落实国家节能减排政策,建设低成本洁净钢平台,实现绿色、环保、高效生产提供有益借鉴。
关键词:钢包,全程加盖,设备与工艺,重钢,借鉴The whole equipment and craft affixed to theladle research statusLiu Xiaofeng(Chongqing Iron and Steel Co., Steel Plant Chongqing 400081,China)Abstract :Through the literature available, introduced in the steelmaking ladle stamped with equipment and technologies for environmental research situation, for chongqing iron and steel company, to carry out the national environmental move transformation energy saving and emission reduction policy, construction low cost clean steel platform to realize green, environmental protection, high efficiency production provides useful reference.Key words :ladle,stamped with the whole,equipment and technology,Chongqing Iron and Steel,reference1 前言钢包作为炼钢工序与连铸工序之间的盛钢容器,其在生产周转过程的热状态,直接影响出钢和盛钢过程中钢水温度的变化。
钢包全程加盖装置设计及应用
可显著减少 热损失 ,文献【 2 】 介绍 了使用钢包全
程加盖装置后钢水过程温降在 1 0 。c以上。
目前 ,钢 包 全 程 加 盖 使 用 的加 揭 盖 机 有 很
作 者 :黄光 永 ,硕士研 究生 学历 ,助理 工程 师 ,
现从事设备维护管理工作
率 ;在各个工序运送沿途无 障碍 。 ( 3 )方便快 捷 :包盖开合 自由,加 盖 、揭盖快捷 ,检修维
这些结构方式加盖 、揭盖快捷 ,但存在 较大的
撞 击 对 设 备 寿 命 影 响较 大 ,占用 空 间较 大 。结 合 柳 钢 转 炉 炼 钢 厂 厂房 结 构 特 点 ,采 用 卷 扬 升 降式 加揭 盖 机 。 卷扬 升 降式 加揭 盖 机具有 的优点 :
( C o n v e r t e r S t e e l ma k i n g P l a n t )
Ab s t r a c t :T h e l a d l e a l l — — p r o c e d u r e c a p p i n g d e v i c e d e s i g n e d a n d a p p l i e d b y Co n v e r t e r S t e e l ma k i n g P l a n t
装置的结构及其应用情况。
转 、优 化 包 衬 结 构 、钢 水 运 转 过 程 加 保 温剂 等 手 段 来 减 少 钢 水 温 降 ,但 炼 钢 过 程 中钢 水 温 度
2 钢包全程加盖装置
2 . 1 设 计
控制精确能力和效果非常有限『 l 1 。在钢包上增加 包盖 ,辐射热损失显著减少 。 目前 ,连铸机上
we r e i n t r o d u c e d ; t h e t a p p i n g t e mp e r a t u r e c a n b e r e d u c e d 1 0℃ a f t e r a p p l y i n g t h i s d e v i c e .
宣钢150吨转炉钢包加盖技术应用探索

宣钢150吨转炉钢包加盖技术应用探索摘要:钢包加盖作为一种切实可行的生产工艺,已成为钢企进行节能降耗的一个重要手段。
钢包在周转使用过程中加上钢包盖后,对于钢包的散热起到了很好的保护作用,也是钢包周转过程中的热状态更加趋于稳定,为准确控制钢包温度温降创造了条件,同时也进一步降低了钢包在周转过程的热量损失,具有一定的节能降耗作用。
本文对宣钢150吨转炉钢包加盖技术工艺装备进行了阐述,除转炉出钢、LF炉和RH炉精炼过程外钢包全程带盖运转,大大减少钢水表面和空包耐材的辐射散热及对流散热,进一步降低生产成本,实现节能降耗。
关键词:钢包加盖;钢水罐;加揭盖一、引言(一)钢包保温现状钢水温度作为重要的炼钢物流过程指标和工艺参数,对炼钢生产水平和产品质量影响较大,在与温度有关的炼钢反应容器中,钢包移动范围最大,盛钢时间最长,无疑也是对钢水温度影响最大的关键设备。
钢包作为炼钢工序与连铸工序之间的盛钢容器,其在生产周转过程的热状态,直接影响着出钢和盛钢过程中钢水温度的变化。
同时,由于钢材质量和节能降耗的要求,使得钢水温度在浇铸时的命中率格外重要,钢包热状态变化也是转炉制定钢水温度补偿制度的重要因素之一。
炼钢生产过程钢水温度波动较大,影响过程温度控制,一般采取强化钢包烘烤、提高钢包热周转、优化包衬结构、钢水运转过程加保温剂和浇注过程钢包加盖等手段来减少钢水温降。
虽采取以上手段,但效果不明显,炼钢过程钢水温度控制精确能力非常有限。
实践表明,一台150t钢包空包开始后,前20min内由包衬向空气的辐射热损失将导致下一炉钢水温度损失达15℃。
而这种热损失的40%发生在空包开始后的前5min。
(二)现场技术难题宣钢150t吨系统,由于现场条件限制,钢包周转周期较长,其在生产运行过程中的温度损失直接影响着转炉出钢温降和吊运过程温降,通过降低出钢温度,进而降低转炉工序钢水的氧化性,在增加钢水金属收得率的同时降低脱氧剂、增碳剂、合金料消耗。
钢包加盖施工方案
钢包加盖施工方案1. 引言钢包是在钢铁冶炼过程中常用的设备,用于盛装熔融的炼钢渣和炼钢液。
在长时间运行后,钢包本身会出现磨损和损坏,需要进行维修和加固。
本文档将介绍钢包加盖的施工方案。
2. 施工前准备在进行钢包加盖施工前,需要进行以下准备工作:2.1 施工方案制定制定施工方案是施工前的首要任务。
根据钢包的具体情况,包括钢包使用年限、损坏程度、维修需求等等,确定最适合的加盖施工方案。
2.2 材料准备钢包加盖所需的材料主要包括耐火材料、钢板、螺栓等。
根据施工方案确定所需的材料种类和数量,提前准备好。
2.3 设备准备在施工现场准备好所需的设备,包括吊车、起重机、焊接设备等。
确保设备在施工过程中的运行安全和高效性。
2.4 安全措施在施工前,应制定详细的安全措施和施工标准,确保施工人员的安全和施工质量。
必要时,应进行培训和安全演习。
3. 施工步骤本节将介绍钢包加盖的具体施工步骤。
3.1 清理加盖区域在施工前,首先需要清理钢包加盖的区域。
移除旧有的加盖材料和残留物,确保施工区域干净整洁。
3.2 安装辅助支撑结构在进行加盖施工时,可能需要安装辅助支撑结构,以确保施工过程中的稳定性和安全性。
根据施工方案的设计,安装辅助支撑结构,并进行调整和固定。
3.3 固定钢板根据施工方案,将预先准备好的钢板放置在加盖区域。
使用螺栓等固定材料将钢板牢固地安装在钢包上。
3.4 进行焊接在固定好钢板后,使用焊接设备进行焊接。
焊接的目的是确保钢板与钢包之间的连接紧密和牢固。
施工人员应熟悉焊接安全操作规程,并使用适当的焊接材料和技术。
3.5 防火处理钢包是在高温环境下工作的设备,加盖施工后应进行防火处理。
选择适当的耐火材料,将其安装在钢板上,以增强钢包的耐火性能。
确保选择的耐火材料具有良好的耐高温、耐热震和抗渣蚀等性能。
3.6 检查和测试在施工完成后,进行钢包加盖的检查和测试工作。
检查加盖部分的固定性和连续性,并进行耐火性能测试,以确保施工质量和安全性。
炼钢厂钢包全程加盖装置设计及实施

钢 包 全 程 加 盖 装 置 主 要 设 备 包 括 :钢 包 盖 、加 揭盖机以及其他辅助设备,装置的设计直接影响钢 包全程加盖系统的运行效果。设计以保证运行效 率、设备尽量统一为原则。 2.1 钢包盖设计
钢包盖是钢包加盖装置的重要部件,钢包盖与 钢包连接形式经实际试验后,选择采用 U 形连接方 式。通过钢包盖在整个钢包运转过程的受力分析, 优化 U 形的结构,如图 1 所示。
1—U 形铰钩 2—钢包盖 3—挂耳 4—备用挂耳 5—引流砂孔 6—观察孔 图 1 钢包盖
1 设计方案选择
1.1 厂房布局 柳钢转炉厂共有 3 个炼钢作业区,年钢产量在
1000 万 t 以上。现以转炉炼钢一区为例,该厂房共
有 3 座 150 t 转炉,1 座双工位 LF/CAS 精炼炉,1 座双 工位 LF 精炼炉,1 座双工位 RH 精炼炉,3 台连铸机。 工位数量及对应的钢包盖装置套数,如表 1 所示。
表 1 工位数量及钢包盖装置套数
工位 150 t 转炉 双工位 LF 炉 双工位 LF/CAS 炉 双工位 RH 炉
数量 3座 1座 1座 1座
钢包盖装置套数 3套 2套 2套 2套
钢包在每个工位之ห้องสมุดไป่ตู้是由行车吊运的,在厂房 内的运行路线主要为以下几条:
转炉—连铸—倒渣—钢包倾翻台; 转炉—LF 炉—连铸—倒渣—钢包倾翻台; 转炉—RH 炉—连铸—倒渣—钢包倾翻台; 转炉—LF/CAS 炉—倒渣—钢包倾翻台; 转炉—LF/RH 炉—倒渣—钢包倾翻台。 行车吊运钢包到转炉、IF 炉、LF/CAS 炉、RH 炉
【关键词】 钢包;全程加盖;卷扬升降式;液压横移 【中图分类号】 TF71 【文献标识码】B 【文章编号】1006-6764(2019)01-0004-03
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢包全程加盖工艺技术实施与运用
发表时间:2019-09-04T13:52:44.207Z 来源:《建筑细部》2019年第2期作者:潘惠华
[导读] 钢包全程加盖技术的有效应用,更好的解决了钢渣不能够有效复位的这一难题,对相关的钢包引流棒进行科学合理的设计,以此能够更好的提高自流水的引流效率,对于相关钢包盖固定件的焊接进行良好的优化促进,使其能够展现出良好的耐腐蚀性,耐酸性和耐火性,以此呈现出性能最佳的包盖烤漆设备,将会对其后期的使用寿命更好的促进,对于钢包全程加盖技术,能够进行全方位的有效利用应用。
潘惠华
中天钢铁集团有限公司江苏常州 213000
摘要:钢包全程加盖技术的有效应用,更好的解决了钢渣不能够有效复位的这一难题,对相关的钢包引流棒进行科学合理的设计,以此能够更好的提高自流水的引流效率,对于相关钢包盖固定件的焊接进行良好的优化促进,使其能够展现出良好的耐腐蚀性,耐酸性和耐火性,以此呈现出性能最佳的包盖烤漆设备,将会对其后期的使用寿命更好的促进,对于钢包全程加盖技术,能够进行全方位的有效利用应用。
此技术的良好应用,使得整个系统钢水变得更加的可靠稳定,同时还能够有效的降低转炉出钢温度,对于相关的钢包,公益艺术进行有效的完善,使得整个的作业工作效率得到不断的完善和改进,同时相应的能耗以此能够更好的得到降低,使得整体的钢铸生产在制造方面不断的加强提升。
关键词:钢包全程;加盖工艺技术;实施与运用
引言:
本文主要对钢包全程自动加盖机构,表现出的良好工艺艺术特征特性,进行全方位的阐述分析。
钢包全程自动加盖技术对整个钢铁企业生产制造提供良好的发展前景,在整个的生产制造过程中,越来越凸显出不可替代的作用。
以此能够更好的适应国家当下发展技术创造革新模式,对相应的节能减排措施的执行起到到良好的促进作用,以此能够科学合理有效地降低使用成本,为实现绿色环保发展提供充分有利的条件。
一、此项技术的主要组成以及重要工作流程
(一)设备的主要组成成分
其中主要包括摆钩机件,由符合标准耐火材质材料构成的钢包盖、充分焊接的钢包铰链、能够展现出良好应用的液压系统,此外还要配置相应的存放装置。
图一为钢包盖的主要结构展示。
图一钢包结构展示图
(二)重要的工艺设计流程
在钢包车上放上一定量的钢包带盖,然后送至吹氩平台结构当中进行相应的流砂引入,下一步采取相应的钢包揭盖工作,在钢包有效的运行到相应的转炉预定位置后接收一定的钢水,同时在钢包底部进行吹氩处理,在吹氩完成结束后进行相应的钢包盖紧,在有效的运行到吊包的具体位置后,采取一定的浇筑注浇措施,各个工序完成后进入下一阶段的循环使用中[1]。
二、此技术实施运行的主要问题以及主要改进方案措施
(一)钢包分渣之后不能够自行复位应用
钢包在连续浇筑完成后,底部会粘贴大量的残渣遗物,对于这些残渣遗物的处理,需要车主利用腹沟装置进行相关的作业操作,以此能够有效的翻出移出。
此项技术的应用后,由于钢包盖自身重量的限制,是在整体的钢包重心不能够随着角度的变化而发生一定的前移或者倒退,从而使得钢包表面结构不能够依靠自身的重量进行相应的回正回复。
对于此现象进行改进的主要方式方法为,首先我们可以在底部相应的位置安装一定的脚链滑动设备,在最远端就可以采取一定的加重配重。
使其整个的钢包重心能够有效的向有需要的方向移动。
其次,我们对现场的实际情况进行全面的判断分析,以此能够有效的确定翻渣所需要的最大角度,既可以对整个残渣余物进行有效的翻查,同时也不会造成钢包完全失衡的现象[2]。
(二)钢包自动化的引流速率下降
我们在生产制造的过程中,大量的应用钢包全程加盖技术后,使得整体运行发展将会完全处于一定的密封状态,对于人工引流沙工艺艺术,往往会受到场地地理条件以及相应视线阻碍的影响,这样将会使得钢包当中的引流速率不能够有效的展现,使得相应的流沙流量也在不断的提高。
对于此现象进行改进的主要方式方法为:对钢包引流棒采取一定的应用实施,通过大量的试验分析选择出棒体外壳材质以及各项参数能够更好符合现场施工条件。
利用引流棒制作出相应的安装工具,同时不断对整个安装工序进行良好的优化完善。
从而能够更好的促进钢包引流速率,这样将会更好的解决,钢包加盖后不能够有效引流的困难问题。
(三)钢包盖的使用寿命不能够得到有效的保持
钢包盖作为钢包技术实施的重要关键性的设备,它能够连续在高温高热的状态下,持续有效的工作,但是仍然会受到一定的侵蚀使其表面产生一定的脱落,如果钢包盖被频繁的使用,我们应该对其及时有效采取相应的维护管理措施。
主要的改进措施方式方法为,对于钢包盖相关的锚固件焊接进行不断的完善优化,锚固件的主要作用是为耐火材料提供良好的内衬应用,同时能够更好的促进相应的纤维材质与包盖钢结构进行有效的结合融合,以此能够更好的连接内存固定在相应的位置上,更好的抵抗
静电干扰,发热预应力的产生,机械转动以及震动的所产生的不良影响。
传统的包盖固件设计采用的是V型锚固的形式,不利于相应的隔温隔热板以及耐火材料的保温层的有效固定,使之固定之后容易产生一定的脱落滑落现象。
通过大量的分析验证得出,采用密度较大的材料代替传统材料,对V型焊接结构进行一样的改良改变,对于不同位置不同密度的锚固架,进行一定的加时加密,使其整体的结构能够更加的牢固坚固,包盖材质材料能够有效的结合统一,这种科学合理的方式方法能够有效的抑制表层脱落剥落的现象发生。
三、结束语
在我国的钢铁生产制造过程中采用钢包盖加工实施技术,虽然我国对其发展起步较晚,但是通过科学技术不断创新应用已经取得了突飞猛进的良好效果,但是我们还不能骄傲自满,因为当下我们同发达国家技术相比还存在明显的差距,因此我们还需要不断的学历借鉴,以此能够更好地弥足自身的不足,让我们也能够站在世界发展的最前端,同时也会为钢铁制造企业创造出更为可观的利润价值,还可以更好地促进整体社会价值的提升,以此能够更好地促进国家经济建设的不断发展壮大。
参考文献:
[1]尹文,谢超.钢包全程加盖工艺技术实施与运用[J].四川冶金,2016,36(3):1-4.
[2]谢祥[1],李燚[2],周琴[1].钢包全程加盖技术的应用实践[J].冶金标准化与质量,2017(55):41.。