数控车加工工艺品附FANUC系统程序
FANUC系统数控车床编程与操作PPT课件
码按一定的书写格式编写成加工程序单, 称为数控编程。
最新课件
4
❖ 2.数控机床的工作原理:
❖ 数控机床加工原理是将预先编好的加工程 序以数据的形式输入到机床内,系统通过译 码、数据处理、插补运算,最终实现零件的 加工。
❖ (零件工艺分析→编写加工程序→输入到数 控系统内→控制机床运动→完成零件加工)
正。此功能仅限于带有双刀架的机床上 G69 镜像关
最新课件
23
G11 可编程数据输入取消
在执行完G10之后执行G11,取消G10输入状 态
最新课件
24
G17~G19 加工平面选择
G17代表XY平面,G18为XZ平面,G19为YZ 平面。车床都是采用G18,XZ平面。开机默认, 无需输入。
最新课件
25
G20 英制输入 (每英寸等于25.4mm) G21 公制输入 开机默认,无需输入 G22 行程检测开关打开 G23 行程检测开关关闭 G25 主轴速度波动检测开 G26 主轴速度波动检测关 G27返回参考点检测 (基本不用)
最新课件
20
G04 暂停指令
G04为程序的暂停,格式为 G04 X 或G04 U 或G04 P,X和U的单位为秒,P的单位为毫秒.
如:G04 X1.; 表示暂停1秒
G04 U1.; 表示暂停1秒
G04 P1000;表示暂停1秒。
注:有的机床在主轴停止状态下不执行暂停指令,
只有在主轴旋转下才执行。
最新课件
35
宏指令
G65 宏程序非模态调用
格式:G65 P_ X_ Z_ A_ B_ C_ L_;G65为自变量,直 接对相对应的变量号赋值,被调用的程序内无需再赋值。X 对应#24,Z对应#26,A对应#1,B对应#2.C对应#3。L表示 被调用的次数,如不输入L,表示只调用一次,无需输入。P 表示被调用的程序号。如果被调用的程序号为9000以后,而 再用参数把9000以后的程序隐藏,那么机床只运行被调用的 程序,但看不到被调用程序的内容。注:被调用的程序最多 可以4级嵌套,被调用的程序可以再执行程序调用。被调用 的程序结束符为M99。)
FANUC系统数控车床的编程与操作实例课件
G92 X19.2 Z-18.0 F1.5; 螺纹加工第一次循环
X18.6;
螺纹加工第二次循环
X18.2;
螺纹加工第三次循环
X18.05;
螺纹加工第四次循环
G00 X100.0 Z150.0; 退刀,取消循环
图1-28螺纹切削。
程序:
…
G00 X32.0 Z5.0;
G92 X31.2 Z-18.0 R-7.5 F1.5;
G98 F_; F单位mm/min G98、G99均为模态指令,机床初始状态默认G99;
13
6.暂停指令G04 该指令可以使刀具作短时间的无进给光整加工,用于切槽 、钻镗孔、自动加工螺纹,也可用于拐角轨迹控制等场合。
格式:G04 P_; U_;
14
7. 工作坐标系的原点设置指令G50 格式:G50 X_ Z_; 数车亦可进行设置刀具数据来确定工作坐标系原点。 (详见机床操作) 8.工作坐标系的原点设置选择指令 G54~G59
例3:图1-18 a) (1)G02 X80.0 Z-10.0 R10.0; 或 G02 U20.0 W-10.0 R10.0; (2)G02 X80.0 Z-10.0 I10.0 K0;或G02 U20.0 W-10.0 I10.0 K0; 例4:图1-18 b) (1)G03 X45.0 Z-35.9 R25.0;或G03 U45.0 W-35.9 R25.0; (2)G03 X45.0 Z-35.9 I0 K-25.0;或G03 U45.0 W-35.9 I0 K- 25.0;
3.9mm,螺距为6mm,螺纹尾端倒角为1.1L,刀尖角为60º,第
一次车削背吃刀量为1.8mm,最小背吃刀量为0.1mm,精车余量
为0.2mm,精车削次数1次,螺纹精车前先精车外圆柱面至尺寸。
《数控加工工艺与编程》第5章 FANUC系统宏程序编程

的数值则不会丢失。当我们需要长期保存一些数据时,我们可以把这些数据存放到变量#500~
#599 中。
刘书溢
陈英
陈英
王庆成 梅
8
3 宏程序函数
(FA1N)UC 0i 系统可利用多种公式和变换,对现有的变量执行许多算术、代数、三角函数、辅助和 逻辑运算。在变量的定义格式中,不但可以用常数为变量赋值,还可以用表达式为变量赋值。宏 程序函数为宏程序的编写提供了强有力的工具。
我们必须对变量中的数据进行处理,以符合程序要求。
ROUND 是四舍五入,例:ROUND [9.8]=10;ROUND [9.1]=9FIX 是下取整(截尾取整),例:
FIX [9.8]=9;FIX [9.1]=9 ,FUP 是上取整(进位取整),例:FUP [9.8]=10;FUP [9.1]=10
把确定的变量分别用数控编程中允许的 表示方法表达出来即可。由图5-4可知椭圆 长半轴45mm,短半轴35mm。用直径Ф8mm立 铣刀加工。以上为FANUC系统的表示方式。 编程见表5-7所示:内轮廓切削深度编程 见表5-8所示。
椭圆的宏程序设计
椭圆的宏程序设计
椭圆的宏程序设计
半球(凸凹球)宏程序设计
32
数控铣床(加工中心)切削深度宏程序设计
铣外轮廓由直线和圆弧组成,68mm×68mm×30mm的铝料,外轮廓铣深10mm,无 法一次切深10mm,此时,用直径16的立铣刀使用宏程序分次铣削深度比较简便。编 程见表5-11。
33
数控铣床(加工中心)切削深度宏程序设计
34
数控铣床(加工中心)切削深度宏程序设计
宏编程就是一种手工编写工件加工程序的方法,它附加于标准 CNC 程序,使数控编程功能 更强大、更灵活。从编程特点上说,具有计算机高级语言(例如:BASIC)编程的特征。 用户宏程序是用户知识、技巧、经验的积累和总结。
FANUC系统铣床与加工中心工艺编程与操作实例
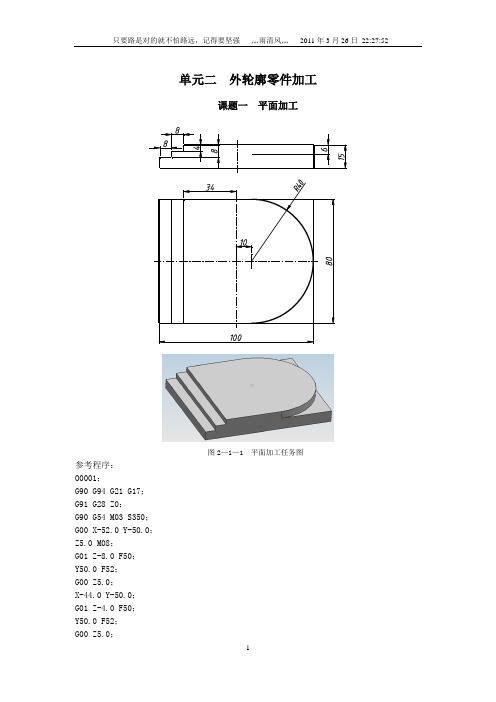
单元二外轮廓零件加工课题一平面加工图2—1—1 平面加工任务图参考程序:O0001;G90 G94 G21 G17;G91 G28 Z0;G90 G54 M03 S350;G00 X-52.0 Y-50.0;Z5.0 M08;G01 Z-8.0 F50;Y50.0 F52;G00 Z5.0;X-44.0 Y-50.0;G01 Z-4.0 F50;Y50.0 F52;G00 Z5.0;X10. Y50.0;G01 Z-6.0 F50;G02 X10.0 Y-50.0 R50.0 F52;G00 Z20.0 M09;G91 G28 Z0;M30;课题二 外形轮廓加工图2—2—1 零件加工任务图参考程序:(1)圆柱台加工程序○0001;G90 G94 G40 G17 G21;G91 G28 Z0;G90 G54 M3 S350;G00 X62.0 Y0;Z5.0;G01 Z-4.0 F52;G41 D02 G01 X47.0 Y0 F52;G02 I-47.0 J0;G40 G01 X62.0 Y0;G41 D02 G01 X31.0 YO ;G02 I-31.0 J0;G40 G01 X62.0 Y0;G41 D02 G01 X15.0 Y0;G02 I-15.0 J0;G40 G01 X62.0 Y0;G00 Z20.0;G91 G28 Z0;M30;(2)外轮廓加工程序○0002;G90 G94 G40 G17 G21;G91 G28 ZO;G90 G54 M03 S350;G00 X-62.0 Y52.0 M08;Z5.0;G01 Z-9.0 F52;G41 D02 G01 X-40.0 Y30.0 F52;G01 X-20.0 Y30.0;X30.0;G02 X40.0 Y20.0 R10.0;G01 Y-20.0;G02 X30.0 Y-30.0 R10.0;G01 X-30.0;G02 X-40.0 Y-20.0 R10.0;G01 Y10.0;G03 X-20.0 Y30.0 R20.0;G40 G01 X-62.0 Y52.0;G00 Z20.0 M09;G91 G28 Z0;M30;粗加工时,选用Φ20的立铣刀,刀具号为T02,刀具半径补偿号为D02,补偿值为10.2mm (0.2mm是精加工余量)。
数控车床操作步骤-发那科系统 -大连
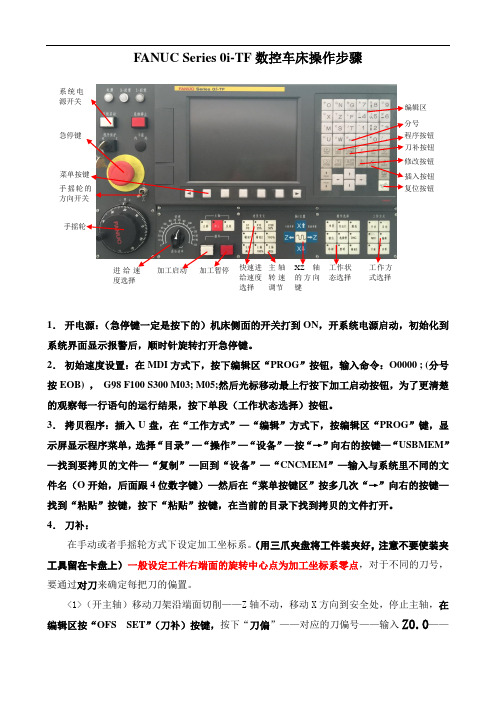
FANUC Series 0i-TF 数控车床操作步骤1. 开电源:(急停键一定是按下的)机床侧面的开关打到ON ,开系统电源启动,初始化到系统界面显示报警后,顺时针旋转打开急停键。
2. 初始速度设置:在MDI 方式下,按下编辑区“PROG ”按钮,输入命令:O0000 ; (分号按EOB) , G98 F100 S300 M03; M05;然后光标移动最上行按下加工启动按钮,为了更清楚的观察每一行语句的运行结果,按下单段(工作状态选择)按钮。
3. 拷贝程序:插入U 盘,在“工作方式”—“编辑”方式下,按编辑区“PROG ”键,显示屏显示程序菜单,选择“目录”—“操作”—“设备”—按“→”向右的按键—“USBMEM ”—找到要拷贝的文件—“复制”—回到“设备”—“CNCMEM ”—输入与系统里不同的文件名(O 开始,后面跟4位数字键)—然后在“菜单按键区”按多几次“→”向右的按键—找到“粘贴”按键,按下“粘贴”按键,在当前的目录下找到拷贝的文件打开。
4. 刀补:在手动或者手摇轮方式下设定加工坐标系。
(用三爪夹盘将工件装夹好,注意不要使装夹工具留在卡盘上)一般设定工件右端面的旋转中心点为加工坐标系零点,对于不同的刀号,要通过对刀来确定每把刀的偏置。
<1>(开主轴)移动刀架沿端面切削——Z 轴不动,移动X 方向到安全处,停止主轴,在编辑区按“OFS SET ”(刀补)按键,按下“刀偏”——对应的刀偏号——输入Z0.0——系统电源开关急停键 菜单按键 手摇轮手摇轮的方向开关进给速度选择加工暂停加工启动主轴转速调节快速进给速度选择 XZ 轴的方向键工作状态选择工作方式选择编辑区 分号 程序按钮 刀补按钮 修改按钮插入按钮 复位按钮测量(注意:不要漏输了小数点)<2>(开主轴)移动刀架沿外圆切削——X轴不动,移动Z方向到安全处,停止主轴,测量切削处工件的直径值,按下“刀偏”——对应的刀偏号——输入X(直径值)——测量(注意:不要漏输了小数点)按上述步骤,依次设定需用到的多把车刀的偏置。
FANUC数控(车、铣、加工中心)加工系统使用手册.

数控加工仿真系统FANUC系统系列使用手册上海宇龙软件工程有限公司2005年8月数控加工仿真系统FANUC系统系列使用手册上海宇龙软件工程有限公司FANUC 系列使用手册目录目录第一章安装与进入 (11.1安装 (11.2进入 (3第二章机床、工件和刀具操作 (4 2.1选择机床类型 (42.2工件的定义和使用 (42.2.1 定义毛坯 (42.2.2 导出零件模型 (52.2.3 导入零件模型 (52.2.4 使用夹具 (52.2.5 放置零件 (62.2.6 调整零件位置 (62.2.7 使用压板 (62.3选择刀具 (72.3.1 车床选择和安装刀具 (72.3.2 加工中心和数控铣床选刀 (8 第三章FANUC 0 MDI键盘操作 (9 3.1MDI键盘说明 (93.2机床位置界面 (103.3程序管理界面 (103.4数控程序处理 (103.4.1 导入数控程序 (103.4.2 数控程序管理 (113.4.3 编辑程序 (113.4.4 导出数控程序 (123.5参数设置界面 (123.5.1铣床/加工中心输入刀具补偿 (13 3.5.2车床输入刀具补偿 (133.5.3设置工件坐标 (143.6MDI模式 (14第四章FANUC 0标准车床面板操作 (16 4.1面板说明 (164.2机床准备 (174.2.1 激活机床 (174.2.2 机床回参考点 (174.3对刀 (184.3.1试切法设置G54~G59 (184.3.2设置刀具偏移值 (194.3.3多把刀具对刀 (194.4手动加工零件 (204.4.1 手动/连续方式 (204.4.2 手动/点动(手轮方式 (204.5自动加工方式 (204.5.1 自动/连续方式 (20I4.5.3 检查运行轨迹 (21第五章FANUC 0标准铣床、卧式加工中心面板操作 (22 5.1面板说明 (225.2机床准备 (235.2.1 激活机床 (235.2.2 机床回参考点 (235.3对刀 (245.3.1刚性靠棒X、Y轴对刀 (245.3.2寻边器X、Y轴对刀 (255.3.3塞尺检查法Z轴对刀 (265.3.4试切法法Z轴对刀 (275.4手动加工零件 (275.4.1 手动/连续方式 (275.4.2 手动/点动(手轮方式 (275.5自动加工方式 (285.5.1 自动/连续方式 (285.5.2 自动/单段方式 (285.5.3 检查运行轨迹 (28第六章FANUC 0标准立式加工中心面板操作 (29 6.1面板说明 (296.2机床准备 (306.2.1 激活机床 (306.2.2 机床回参考点 (306.3对刀 (316.3.1刚性靠棒X、Y轴对刀 (316.3.2寻边器X、Y轴对刀 (326.3.3装刀 (336.3.4塞尺检查法Z轴对刀 (346.3.5试切法法Z轴对刀 (346.4手动加工零件 (356.4.1 手动/连续方式 (356.4.2 手动/手轮方式 (356.5自动加工方式 (356.5.1 自动/连续方式 (356.5.2 自动/单段方式 (356.5.3 检查运行轨迹 (36第七章FANUC 0宝鸡机床厂SK50车床面板操作 (37 7.1面板说明 (377.2机床准备 (387.2.1 激活机床 (387.2.2 机床回参考点 (387.3对刀 (397.3.1试切法设置G54~G59 (397.3.2设置刀具偏移值 (417.3.3设置多把刀具偏移值 (417.4手动加工零件 (417.5自动加工方式 (427.5.1 自动/连续方式 (427.5.2 自动/单段方式 (427.5.3 检查运行轨迹 (43第八章FANUC 0宝鸡机床厂SK50(新车床面板操作 (44 8.1面板说明 (448.2机床准备 (458.2.1 激活机床 (458.2.2 机床回参考点 (458.3对刀 (468.3.1试切法设置G54~G59 (468.3.2设置刀具偏移值 (478.3.3设置多把刀具偏移值 (488.4手动加工零件 (488.4.1 手动/连续方式 (488.4.2 手动/手轮方式 (488.5自动加工方式 (498.5.1 自动/连续方式 (498.5.2 自动/单段方式 (498.5.3 检查运行轨迹 (49第九章FANUC 0云南机床厂车床面板操作 (509.1面板说明 (509.2机床准备 (519.2.1 激活机床 (519.2.2 机床回参考点 (519.3对刀 (529.3.1试切法设置G54~G59 (529.3.2设置刀具偏移值 (539.3.3设置多把刀具偏移值 (549.4手动加工零件 (559.4.1 手动/连续方式 (559.4.2 手动/手轮方式 (559.5自动加工方式 (559.5.1 自动/连续方式 (559.5.2 自动/单段方式 (559.5.3 检查运行轨迹 (56第十章FANUC 0大连机床厂车床面板操作 (57 10.1面板说明 (5710.2机床准备 (5810.2.1 激活机床 (5810.2.2 机床回参考点 (5810.3对刀 (5810.3.1试切法设置G54~G54 (5910.3.2设置刀具偏移值 (6010.3.3设置多把刀具偏移值 (6010.4手动加工零件 (6110.5自动加工方式 (6110.5.1 自动/连续方式 (6110.5.2 自动/单段方式 (6210.5.3 检查运行轨迹 (62第十一章FANUC 0大河立式加工中心面板操作 (63 11.1面板说明 (6311.2机床准备 (6411.2.1 激活机床 (6411.2.2 机床回参考点 (6511.3对刀 (6511.3.1刚性靠棒X、Y轴对刀 (6511.3.2寻边器X、Y轴对刀 (6611.3.3装刀 (6711.3.4塞尺检查法Z轴对刀 (6811.3.5试切法法Z轴对刀 (6911.4手动加工零件 (6911.4.1 手动/连续方式 (6911.4.2 手动/点动方式 (7011.4.3 手动/手轮方式 (7011.5自动加工方式 (7011.5.1 自动/连续方式 (7011.5.2 自动/单段方式 (7111.5.3 检查运行轨迹 (71第十二章FANUC 0友嘉立式加工中心面板操作 (72 12.1面板说明 (7212.2机床准备 (7312.2.1 激活机床 (7312.2.2 机床回参考点 (7312.3对刀 (7412.3.1刚性靠棒X、Y轴对刀 (7412.3.2寻边器X、Y轴对刀 (7512.3.3装刀 (7612.3.4塞尺检查法Z轴对刀 (7712.3.5试切法法Z轴对刀 (7812.4手动加工零件 (7812.4.1 手动/连续方式 (7812.4.2 手动/手轮方式 (7812.5自动加工方式 (7912.5.1 自动/连续方式 (7912.5.2 自动/单段方式 (7912.5.3 检查运行轨迹 (79第十三章FANUC 0 JOHNFORD立式加工中心面板操作 (80 13.1面板说明 (8013.2机床准备 (8113.2.1 激活机床 (8113.2.2 机床回参考点 (8213.3.2 寻边器X,Y轴对刀 (8313.3.3 装刀 (8413.3.4 塞尺法Z轴对刀 (8513.3.5 试切法Z轴对刀 (8613.4手动操作 (8613.4.1 手动/连续方式 (8613.4.2 手动脉冲方式 (8713.5自动加工方式 (8713.5.1自动/连续方式 (8713.5.2 自动/单段方式 (8713.5.3 检查运行轨迹 (88第十四章FANUC 0I MDI键盘操作说明 (89 14.1MDI键盘说明 (8914.2机床位置界面 (9014.3程序管理界面 (9014.4设置参数 (9014.4.1 G54—G59参数设置 (9014.4.2 设置铣床及加工中心刀具补偿参数 (91 14.4.3 车床刀具补偿参数 (9114.5数控程序处理 (9214.5.1 导入数控程序 (9214.5.2 数控程序管理 (9214.5.3 数控程序处理 (9314.5.4保存程序 (9314.6MDI模式 (94第十五章FUNAC 0I车床标准面板操作 (9515.1面板按钮说明 (9515.2车床准备 (9715.2.1 激活车床 (9715.2.2 车床回参考点 (9715.3对刀 (9815.3.1试切法设置G54~G59 (9815.3.2 测量、输入刀具偏移量 (9915.3.3 设置偏置值完成多把刀具对刀 (10015.4手动操作 (10015.4.1 手动/连续方式 (10015.4.2 手动脉冲方式 (10115.5自动加工方式 (10115.5.1 自动/连续方式 (10115.5.2 自动/单段方式 (10115.5.3 检查运行轨迹 (102第十六章FANUC 0I 标准铣床和卧式加工中心面板操作 (103 16.1面板按钮说明 (10316.2机床准备 (10516.2.1 激活机床 (10516.2.2 机床回参考点 (10516.3.2 寻边器X,Y轴对刀 (10716.3.3 塞尺法Z轴对刀 (10816.3.4 试切法Z轴对刀 (10816.4手动操作 (10916.4.1 手动/连续方式 (10916.4.2 手动脉冲方式 (10916.5自动加工方式 (10916.5.1 自动/连续方式 (10916.5.2 自动/单段方式 (11016.5.3 检查运行轨迹 (110第十七章FANUC 0I 沈阳机床厂车床面板操作 (111 17.1面板按钮说明 (11117.2机床准备 (11317.2.1 激活车床 (11317.2.2 车床回参考点 (11317.3对刀 (11317.3.1 试切法设置G54~G59 (11317.3.2 测量、输入刀具偏移量 (11517.3.3 设置偏置值完成多把刀具对刀 (11517.4手动操作 (11617.4.1 手动/连续方式 (11617.4.2 手轮方式 (11617.5自动加工方式 (11617.5.1 自动/连续方式 (11617.5.2 自动/单段方式 (11717.5.3 检查运行轨迹 (117第十八章FANUC 0I 北京第一机床厂铣床面板操作 (118 18.1面板按钮说明 (11818.2机床准备 (12018.2.1 激活机床 (12018.2.2 机床回参考点 (12018.3.对刀 (12118.3.1 刚性靠棒X,Y轴对刀 (12118.3.2 寻边器X,Y轴对刀 (12218.3.3 塞尺法Z轴对刀 (12318.3.4 试切法Z轴对刀 (12418.4手动操作 (12418.4.1 手动/连续方式 (12418.4.2 手动脉冲方式 (12418.4.3 增量进给方式 (12518.5自动加工方式 (12518.5.1 自动/连续方式 (12518.5.2 自动/单段方式 (12518.5.3 检查运行轨迹 (126第十九章FANUC 0I 南通机床厂铣床面板操作 (127 19.1面板按钮说明 (12719.2.2 机床回参考点 (12919.3对刀 (12919.3.1 刚性靠棒X,Y轴对刀 (13019.3.2 寻边器X,Y轴对刀 (13119.3.3 塞尺法Z轴对刀 (13219.3.4 试切法Z轴对刀 (13319.4手动操作 (13319.4.1 手动/连续方式 (13319.4.2 手动脉冲方式 (13319.5自动加工方式 (13419.5.1 自动/连续方式 (13419.5.2 自动/单段方式 (13419.5.3 检查运行轨迹 (135第二十章FANUC 0I 北京第一机床厂XK714/B立式加工中心面板操作.. 136 20.1面板按钮说明 (13620.2机床准备 (13820.2.1 激活机床 (13820.2.2 机床回参考点 (13820.3对刀 (13920.3.1 刚性靠棒X,Y轴对刀 (13920.3.2 寻边器X,Y轴对刀 (14020.3.3 装刀 (14120.3.4 塞尺法Z轴对刀 (14220.3.5 试切法Z轴对刀 (14320.4手动操作 (14320.4.1 手动/连续方式 (14320.4.2 手动脉冲方式 (14320.5自动加工方式 (14320.5.1 自动/连续方式 (14320.5.2 自动/单段方式 (14420.5.3 检查运行轨迹 (144第二十一章FANUC 0I JOHNFORD VMC立式加工中心面板操作 (145 21.1面板说明 (14521.2机床准备 (14721.2.1 激活机床 (14721.2.2 机床回参考点 (14721.3对刀 (14721.3.1 刚性靠棒X,Y轴对刀 (14721.3.2 寻边器X,Y轴对刀 (14921.3.3 装刀 (15021.3.4 塞尺法Z轴对刀 (15021.3.5 试切法Z轴对刀 (15121.4手动操作 (15121.4.1 手动/连续方式 (15121.4.2 手动脉冲方式 (15221.5自动加工方式 (15221.5.1 自动/连续方式 (152第二十二章FANUC 0I 南通机床厂XH713A立式加工中心面板操作 (154 22.1面板按钮说明 (15422.2机床准备 (15622.2.1 激活机床 (15622.2.2 机床回参考点 (15622.3对刀 (15622.3.1 刚性靠棒X,Y轴对刀 (15722.3.2 寻边器X,Y轴对刀 (15822.3.3 装刀 (15922.3.4 塞尺法Z轴对刀 (16022.3.5 试切法Z轴对刀 (16122.4手动操作 (16122.4.1 手动/连续方式 (16122.4.2 手动脉冲方式 (16122.5自动加工方式 (16222.5.1 自动/连续方式 (16222.5.2 自动/单段方式 (16222.5.3 检查运行轨迹 (163第二十三章FANUC 0I TONMAC立式加工中心面板操作 (16423.1面板按钮说明 (16423.2机床准备 (16623.2.1 激活机床 (16623.2.2 机床回参考点 (16623.3对刀 (16623.3.1 刚性靠棒X,Y轴对刀 (16623.3.2 寻边器X,Y轴对刀 (16823.3.3 装刀 (16923.3.4 塞尺法Z轴对刀 (16923.3.5 试切法Z轴对刀 (17023.4手动操作 (17023.4.1 手动/连续方式 (17023.4.2 手动脉冲方式 (17123.5自动加工方式 (17123.5.1 自动/连续方式 (17123.5.2 自动/单段方式 (17123.5.3 检查运行轨迹 (172第二十四章FANUC 0I LEADWELL立式加工中心面板操作 (173 24.1面板按钮说明 (17324.2机床准备 (17524.2.1 激活机床 (17524.2.2 机床回参考点 (17524.3.对刀 (17524.3.1 刚性靠棒X,Y轴对刀 (17524.3.2 寻边器X,Y轴对刀 (17724.3.3 装刀 (17824.3.4 塞尺法Z轴对刀 (17824.4手动操作 (17924.4.1 手动/连续方式 (17924.4.2 手动脉冲方式 (18024.4.3 手动/点动方式 (18024.5自动加工方式 (18024.5.1 自动/连续方式 (18024.5.2 自动/单段方式 (18124.5.3 检查运行轨迹 (181第二十五章FANUC POWERMATE 0 标准车床面板操作 (182 25.1面板说明 (18225.2机床准备 (18325.2.1 激活机床 (18325.2.2 机床回参考点 (18325.3对刀 (18325.3.1试切法设置G54~G59 (18325.3.2直接使用机床坐标系 (18525.3.3设置多把刀具偏移值 (18525.4手动加工零件 (18625.4.1 手动/连续方式 (18625.4.2 手动/手轮方式 (18625.5自动加工方式 (18625.5.1 自动/连续方式 (18625.5.2 自动/单段方式 (18625.5.3 检查运行轨迹 (187第二十六章FANUC POWERMATE 0 济南第一机床厂车床面板操作 (188 26.1面板说明 (18826.2机床准备 (18926.2.1 激活机床 (18926.2.2 机床回参考点 (18926.3对刀 (18926.3.1试切法 (18926.3.2直接使用机床坐标系 (19126.3.3设置多把刀具偏移值 (19126.4手动加工零件 (19226.4.1 手动/连续方式 (19226.4.2 手动/手轮方式 (19226.5自动加工方式 (19226.5.1 自动/连续方式 (19226.5.2 自动/单段方式 (19226.5.3 检查运行轨迹 (193第二十七章FUNAC 0I MATE 大连机床厂车床面板操作 (194 27.1面板按钮说明 (19427.2车床准备 (19627.2.1 激活车床 (19627.2.2 车床回参考点 (19627.3对刀 (19627.3.1 试切法设置G54~G59 (19627.3.3 设置偏置值完成多把刀具对刀 (19827.4手动操作 (19927.4.1 手动/连续方式 (19927.4.2 手动脉冲方式 (19927.4.3 手动/点动方式 (19927.5自动加工方式 (20027.5.1 自动/连续方式 (20027.5.2 自动/单段方式 (20027.5.3 检查运行轨迹 (200第二十八章FUNAC 0I MATE南京第二机床厂车床面板操作 (202 28.1面板按钮说明 (20228.2车床准备 (20428.2.1 激活车床 (20428.2.2 车床回参考点 (20428.3对刀 (20428.3.1 试切法设置G54~G59 (20428.3.2 测量、输入刀具偏移量 (20628.3.3 设置偏置值完成多把刀具对刀 (20628.4手动操作 (20728.4.1 手动/连续方式 (20728.4.2 手动脉冲方式 (20728.4.3 手动/点动方式 (20828.5自动加工方式 (20828.5.1 自动/连续方式 (20828.5.2 自动/单段方式 (20828.5.3 检查运行轨迹 (209第二十九章FUNAC 0I MATE南京机床厂车床面板操作 (210 29.1面板按钮说明 (21029.2车床准备 (21129.2.1 激活车床 (21129.2.2 车床回参考点 (21229.3对刀 (21229.3.1 试切法设置G54~G59 (21229.3.2 测量、输入刀具偏移量 (21329.3.3 设置偏置值完成多把刀具对刀 (21429.4手动操作 (21529.4.1 手动/连续方式 (21529.4.2 手动脉冲方式 (21529.5自动加工方式 (21529.5.1 自动/连续方式 (21529.5.2 自动/单段方式 (21629.5.3 检查运行轨迹 (216第三十章FUNAC 0I MATE云南机床厂车床面板操作 (217 30.1面板按钮说明 (21730.2车床准备 (21930.2.1 激活车床 (21930.2.2 车床回参考点 (21930.3.1 试切法对刀 (21930.3.2 测量、输入刀具偏移量 (22130.3.3 设置偏置值完成多把刀具对刀 (22130.4手动操作 (22230.4.1 手动/连续方式 (22230.4.2 手动脉冲方式 (22230.4.3 手动/点动方式 (22330.5自动加工方式 (22330.5.1 自动/连续方式 (22330.5.2 自动/单段方式 (22330.5.3 检查运行轨迹 (224第三十一章FUNAC 0I MATE LEADWELL 车床面板操作 (22531.1面板按钮说明 (22531.2车床准备 (22731.2.1 激活车床 (22731.2.2 车床回参考点 (22731.3对刀 (22731.3.1 试切法G54~G59 (22731.3.2 测量、输入刀具偏移量 (22931.3.3 设置偏置值完成多把刀具对刀 (22931.4手动操作 (23031.4.1 手动/连续方式 (23031.4.2 手动脉冲方式 (23031.4.3 手动/点动方式 (23131.5自动加工方式 (23131.5.1 自动/连续方式 (23131.5.2 自动/单段方式 (23131.5.3 检查运行轨迹 (232第三十二章FANUC 0I TONMAC铣床面板操作 (233 32.1面板按钮说明 (23332.2机床准备 (23532.2.1 激活机床 (23532.2.2 机床回参考点 (23532.3对刀 (23532.3.1 刚性靠棒X,Y轴对刀 (235 32.3.2 寻边器X,Y轴对刀 (237 32.3.3 塞尺法Z轴对刀 (23832.3.4 试切法Z轴对刀 (23832.4手动操作 (23832.4.1 手动/连续方式 (23832.4.2 手动脉冲方式 (23932.5自动加工方式 (23932.5.1 自动/连续方式 (23932.5.2 自动/单段方式 (23932.5.3 检查运行轨迹 (240附录一FANUC 数控指令格式 (241 附录二FANUC 数控指令 (242 FANUC G指令列表 (242G功能格式 (2421FANUC 数控铣床和加工中心 (2422FANUC 系统数控车床 (245支持的M代码 (246附录三联系方式 (248第一章安装与进入1.1 安装将“数控加工仿真系统”的安装光盘放入光驱。
FANUC系统数控车床的编程与操作实例

FANUC系统数控车床的编程与操作实例本文介绍了如何使用FANUC系统数控车床进行编程和操作的实例。
FANUC系统是一种常见的数控系统,广泛应用于各种机械加工领域。
了解如何使用FANUC 系统进行编程和操作,可以提高机械加工的效率和效果。
1. FANUC系统的基本概念FANUC系统是一种数控系统,它可以控制数控机床进行各种加工操作。
在使用FANUC系统进行编程和操作之前,需要先了解以下基本概念:1.1. G代码和M代码G代码是一种用于控制数控机床进行加工操作的代码。
例如,G01表示直线插补,G02表示圆弧插补,G03表示逆时针圆弧插补等等。
M代码是一种用于控制机床附件和辅助功能的代码。
例如,M03表示主轴正转,M04表示主轴反转,M05表示主轴停止等等。
1.2. 坐标系坐标系是用于确定数控机床上各部件位置和移动方向的系统。
在FANUC系统中,通常使用绝对坐标系进行编程和操作,即以机床工作台上的固定点为参照点,通过X、Y和Z三个轴向对工件进行定位。
1.3. 数控程序数控程序是一种用于控制机床进行加工操作的程序。
数控程序通常由一系列G 代码、M代码和相关参数组成,可以通过输入到机床控制器中来实现加工操作。
2. FANUC系统数控车床的编程实例下面以FANUC系统数控车床进行编程实例来介绍如何使用G代码和M代码控制机床进行加工操作。
2.1. 直线插补加工操作下面以一个简单的工件为例,介绍如何进行直线插补加工操作。
该工件的加工尺寸为10mm×10mm×10mm,材料为铝合金。
首先,需要将机床加工台上的工件放置在合适的位置并固定好。
然后,根据工件的尺寸和精度要求,确定加工路径和参数。
假设需要进行以下加工路径:1.在X轴正方向移动10mm;2.在Y轴正方向移动10mm;3.在X轴负方向移动10mm;4.在Y轴负方向移动10mm。
为了实现上述加工路径,需要使用以下G代码和M代码:G01 X10 F500 ; 在X轴正方向移动10mmG01 Y10 ; 在Y轴正方向移动10mmG01 X-10 ; 在X轴负方向移动10mmG01 Y-10 ; 在Y轴负方向移动10mmM05 ; 停止主轴上述代码中,F500表示移动速度为500mm/min。
FANUC系统数控车床的编程与操作实例

1.快速定位指令G00指令格式:G00 X(U)_Z(W)_;2.直线插补指令G01指令格式:G01 X(U)_Z(W)_F_;3.圆弧插补指令G02、G03(2)多重复合固定循环指令1)精加工循环指令G70在采用G71、G72、G73指令进行粗车后,用G70指令进行精车循环切削。
指令格式:G70 Pns Qnf;其中:ns为精加工程序组的第一个程序段的顺序号;nf为精加工程序组的最后一个程序段的顺序号。
2)外径、内径粗加工循环指令G71G71指令用于粗车圆柱棒料,以切除较多的加工余量。
0.2㎜)X40.0;X60.0 Z-30.0;Z-65.0;G02 X70.0 Z-70.0 R5.0;G01 X88.0;G03 X98.0 Z-75.0 R5.0;G01 Z-90.0;N20 G40 X106.0;(去刀补)G00 X150.0 Z200.0 M09;(换刀点)T0202;(换精车刀)G00 X106.0 Z5.0;(外圆精车循环点)G70 P10 Q20;G28 U0 W0 T0 M05;(X轴、Z轴回参考点)M30;如图1-71所示的螺纹曲面轴,毛坯尺寸为φ55mm×170mm,材料为45钢,无热处理要求,完成数控编程。
1.工艺路线三爪自定心夹盘夹持工件左端1)车右端面。
2)粗车外形轮廓。
3)精车外形轮廓。
4)车M20×2-6h螺纹。
5)切断。
调头,车另一端面。
2.根据要求作出解题分析图注:本节所有基点图是以刀架后置数控机床为基础建立的坐标系。
(1)基点坐标表:(2)相关计算表M20×2—6h螺纹切削参数4. 编写数控加工工序卡、刀具卡、程序卡:程序卡编制人: 年月日螺纹曲面轴零件图号13-2 数控系统主程序号T0101 ; 换1号刀M03 S500 ; 设定主轴转速,正转G00 X60 Z5 ; 到循环起点G94X0 Z1.5 F100 ; 端面切削循环Z0 ; 第二刀G00 X100 Z80; 回换刀点T0202 ; 换2号刀G00 X60 Z3 ; 到循环起点G90 X52.6 Z-133 F100 ; 外圆切削循环(精车留量0.6),G01 X54 ; 到循环起点G71 U1 R1G71 P20 Q40 U0.3W0 F100; 外圆粗车循环G01 X10 F100 ; 精加工轮廓开始,到倒角延长线处X19.1 Z-2 ; 至点2.Z-33 ; 点2至点5X30 Z-33 ; 点5至点6Z-43 ; 点6至点7G03 X42 Z-49 R6 ; 点7至点8G01 X42 Z-53 ; 点8至点9X36 Z-65 ; 点9至点10Z-73 ; 点10至点11G02 X40 Z-75 R2 ; 点11至点12G01 X44 ; 点12至点13X46 Z-76 ; 点13至点14Z-83 ; 点14至点15G02 X46 Z-113 R25 ; 点15至点16G03 X52 Z-123.28 R15 ; 点16至点.17G01 Z-133 ; 点17.至点18X55 ; 退出加工表面,粗加工轮廓结束G00X100 Z80 T0200;T0303;G00 G42 X70 Z3 ; 3号刀加入刀补G01X10 F60 精加工外轮廓X19.1 Z-2 ;Z-33;X30;Z-43;G03 X42 Z-49 R6G01 Z-53;X36 Z-65;Z-73;G02 X40 Z-75 R2 ;G01 X44 ;X46 Z-76 ;Z-83 ;G02 X46 Z-113 R25 ;G03 X52 Z-123.28 R15 ;G01 Z-133 ;X55 ;G00 G40 X100 Z80 T0300; 回换刀点,去刀补M05 ; 主轴停转T0404 ; 换4号刀M03 S200 ; 设定转速,正转G00 X30 Z5 ; 至循环起点1G92X19.2 Z-26 F2 ; 螺纹单循环,对角点1 X18.9 ; 对角点2X18.85 ; 对角点3X18.85 ; 对角点4G00 X30 Z6 ; 至循环起点2G92 19.2 Z-26 F2 ; 螺纹单循环,对角点1X18.9 ; 对角点2X18.85 ; 对角点3X18.85 ; 对角点4G00 X100 Z80 ; 回换刀点,消除刀补M30 ;主轴停、主程序结束并复位。
数控车削编程与加工(FANUC系统)5

判断方法是在后置刀架坐标系里沿着刀具前进的方向看,刀 具位于工件的左侧,补偿指令为刀具半径左补偿指令G41,刀 具位于工件的右侧,补偿指令为刀具半径右补偿指令G42。
二、工艺知识
(三)G41/G42/G40刀尖圆弧半径补偿指令 5、假想刀尖方位号
零件名称 数控系统
编程原点 FANUC 0i 编制
简要说明 程序号 程序初始化设置
定位 粗车Φ34外圆,留1mm精加工余量
粗车Φ26外圆,留1mm精加工余量
粗车Φ16外圆,留1mm精加工余量 提高主轴转速
精加工C2倒角 精车Φ16×15外圆 精车R5圆弧 精车Φ26×31外圆 精车R4圆弧
精车Φ34×45外圆,注意Z向多精车出5mm
二、工艺知识
(三)G41/G42/G40刀尖圆弧半径补偿指令 7、刀尖圆弧半径补偿注意事项
(6)必须在刀具补偿参数设定页面的刀尖圆弧半径处填入该把刀具的 刀尖圆弧半径值R,这时机床的数控装置会自动计算出应该移动的补偿 量,作为刀尖圆弧半径补偿的依据。 (7)必须在刀具补偿参数设定页面的假想刀尖方向处填入该把刀具的 假想刀尖号码T,作为刀尖圆弧半径补正之依据。 (8)刀尖圆弧半径补偿G41或G42指令后,刀具路径必须是单向递增或 单向递减。即指令G42后刀具路径如向Z轴负方向切削,不允许往Z轴正 方向移动。即Z轴正方向移动前,必须用G40指令取消刀尖圆弧半径补 偿。 (9)在MDI方式下,不能进行刀尖R补偿。
二、工艺知识
(三)G41/G42/G40刀尖圆弧半径补偿指令 3、没有刀具补偿时的过切和欠切
用假想的刀尖编制出的程序进行端面、外径、内径等与轴线平行 或垂直的表面加工时,是不会产生误差的。但是在进行倒角、锥面 及圆弧切削时,则会产生少切或过切现象,造成加工误差,影响尺 寸精度。
FANUC系统宏程序编程(数控车数控铣)
一变量普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0。
使用用户宏程序时,数值可以直接指定或用变量指定。
当用变量时,变量值可用程序或用MDI面板上的操作改变。
#1=#2+100G01 X#1 F300说明:变量的表示计算机允许使用变量名,用户宏程序不行。
变量用变量符号(#)和后面的变量号指定。
例如:#1表达式可以用于指定变量号。
此时,表达式必须封闭在括号中。
例如:#[#1+#2-12]变量的类型变量根据变量号可以分成四种类型#0 空变量该变量总是空,没有值能赋给该变量.#1-#33 局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时,局部变量被初始化为空.调用宏程序时,自变量对局部变量赋值,#100-#199 #500-#999 公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199初始化为空.变量#500-#999的数据保存,即使断电也不丢失.#1000 系统变量系统变量用于读和写CNC运行时各种数据的变化,例如,刀具的当前位置和补偿值.变量值的范围局部变量和公共变量可以有0值或下面范围中的值:-1047到-10-29或-10-2到-1047如果计算结果超出有效范围,则发出P/S报警NO.111.小数点的省略当在程序中定义变量值时,小数点可以省略。
例:当定义#1=123;变量#1的实际值是123.000。
变量的引用为在程序中使用变量值,指定后跟变量号的地址。
当用表达式指定变量时,要把表达式放在括号中。
例如:G01X[#1+#2]F#3;被引用变量的值根据地址的最小设定单位自动地舍入。
例如:当G00X#/;以1/1000mm的单位执行时,CNC把123456赋值给变量#1,实际指令值为G00X12346.改变引用变量的值的符号,要把负号(-)放在#的前面。
例如:G00X-#1当引用未定义的变量时,变量及地址都被忽略。
例如:当变量#1的值是0,并且变量#2的值是空时,G00X#1 Y#2的执行结果为G00X0。
数控车削编程与加工(FANUC系统)8

子程序 O100 ……
……
…… M99;
任务
❖ 如图所示的多槽轴,已知材料为45钢,毛坯尺寸为φ40×88。 要求分析零件的加工工艺,编写加工槽的数控加工程序,最 后进行零件的加工检验。
槽选用4mm宽的切槽刀进行加工。
工艺路线
车外圆 切槽 切槽子程序
工艺路线
车外圆
O0001; N10 G21 G97 G99 G40; N20 M03 S600 T0101; N40 G00 X42.0 Z2.0; N50 X32.0 ; N60 G01 X38.0 Z-1.0 F0.1; N70 Z-58.0; N80 X42.0 ; N90 G00 X100.0 Z100.0;
6、子程序的调用与返回指令
❖ 在FUNUC 0i Mate系统中,调用子程序的指令格式: M98 P **** oooo ; 式中, **** 为重复调用次数;如果省略了重复次数,则认为重复次数为1次。 oooo 为被调用的子程序号;
例如: M98 P5 1002,表示程序号为1002的子程序连续调用了5次。
任务五 沟槽轴加工
任务
❖ 如图所示的多槽轴,已知材料为45钢,毛坯尺寸为ϕ42m m×72mm。要求分析零件的加工工艺,编写加工槽的数 控加工程序,最后进行零件的加工检验。
1.车槽刀和切断刀的使用注意事项
1、在安装时,刀具不宜伸出 过长,同时刀具的中心线 必须装得与工件中心垂直, 以保证两个副偏角对称。
主程序O0101: O0101; G21 G40 G97 G99; M03 S600 T0101; G00 X42.Z2.; G90 X37.Z-50.F0.2; G90 X35.Z-50.F0.2; G00 X100.;