LabVIEW与PLC串控制系统设计方案8
LabVIEW与PLC通信实现LabVIEW与工业自动化设备的集成
LabVIEW与PLC通信实现LabVIEW与工业自动化设备的集成实验室虚拟仪器工作环境(LabVIEW)是一种广泛应用于工程领域的集成开发环境。
它提供了一套强大的工具和函数库,用于开发、调试和控制各种自动化系统。
而工业自动化设备控制的核心组件之一是可编程逻辑控制器(PLC)。
本文将探讨如何利用LabVIEW与PLC进行通信,实现LabVIEW与工业自动化设备的集成。
首先,LabVIEW与PLC通信的基本原理是通过采用适当的通信协议,实现两者之间的数据交换。
常见的通信协议包括Modbus、Profibus、CAN等。
具体选择哪种协议取决于PLC的型号和通信需求。
其次,实现LabVIEW与PLC通信的步骤如下:1. 设定通信参数:首先,需要在LabVIEW中设置与PLC通信的参数,包括通信端口、波特率、校验位等。
这些参数需要与PLC的设置保持一致,以确保通信的正常进行。
2. 建立通信连接:LabVIEW提供了各种通信协议的工具包,可以简化通信连接的建立。
通过配置通信端口和地址,LabVIEW可以与PLC建立连接,并获取或发送数据。
3. 读取PLC数据:一旦建立了通信连接,就可以使用LabVIEW的读取函数来获取PLC中存储的各种数据。
这些数据可以用于监测PLC的状态,或作为LabVIEW控制算法的输入。
4. 控制PLC操作:除了读取数据,LabVIEW还可以通过写入函数来控制PLC的操作。
通过向PLC发送指令,LabVIEW可以实现对PLC的远程控制,例如开关某个设备、改变参数设置等。
5. 设定时序与触发机制:为了实现LabVIEW与PLC的同步操作,需要设定适当的时序和触发机制。
LabVIEW提供了定时器和触发器等工具,可以根据需要来设定数据采集或控制操作的时间间隔和条件。
除了以上的基本步骤,还可以结合LabVIEW的图形化编程特点,进行数据处理和界面设计。
LabVIEW可以对PLC传感器采集的数据进行实时分析和处理,通过图表、曲线等形式直观地展示数据。
LabVIEW与PLC的集成应用提升工业自动化效率
LabVIEW与PLC的集成应用提升工业自动化效率工业自动化在现代制造业中起着至关重要的作用。
随着科技的不断进步,各种新兴技术被应用于工业自动化领域,其中LabVIEW与PLC 的集成应用成为了一种有效提升工业自动化效率的解决方案。
本文将介绍LabVIEW与PLC的集成应用的意义和优势,以及如何实现这种集成。
一、LabVIEW与PLC的集成应用意义在工业自动化中,PLC(可编程逻辑控制器)是最基础和最重要的设备之一。
PLC具有可靠性高、反应速度快、扩展性强等特点,是实现设备自动化控制的核心。
而LabVIEW是一种图形化编程语言,以其简洁明了的界面和丰富的功能被广泛应用于工业自动化领域。
LabVIEW可以实现与各类设备的无缝集成,包括PLC。
因此,将LabVIEW与PLC相结合,可以发挥PLC的实时控制能力,又能充分利用LabVIEW的数据处理和监控功能,从而提升工业自动化系统的效率。
二、LabVIEW与PLC集成应用的优势1. 灵活性高:通过LabVIEW与PLC的集成应用,可以轻松实现数据在PLC和上位机之间的传输。
LabVIEW可以读取PLC的数据,并进行各种数据分析和处理,然后再将结果传送给PLC进行控制。
这种灵活性使得工程师能够更好地控制工业自动化过程,提高生产效率。
2. 可视化操作:LabVIEW以图形化界面的形式呈现,操作简单直观,适合非专业人士使用。
通过与PLC的集成应用,操作人员可以通过LabVIEW界面实时监控和控制设备,而无需过多关注底层PLC的编程和操作细节。
这样不仅提高了操作人员的工作效率,还减少了培训成本。
3. 数据处理能力强:LabVIEW强大的数据处理能力使得在实时监控和数据分析方面具有优势。
通过与PLC的集成应用,可以实时采集、处理和分析工业自动化系统中的各种数据,从而更好地控制和优化生产过程。
三、LabVIEW与PLC集成应用的实现方式实现LabVIEW与PLC的集成应用有多种方式,以下介绍两种常用的方式。
在LabVIEW 中编写PLC串口调试程序
在LabVIEW 中编写PLC串口调试程序1. 概述虚拟仪器代表了今后测试仪器的发展方向,而LabVIEW作为虚拟仪器的一种较为优秀的开发平台,因其编程简单、功能图表丰富及开发环境开发,而得到日益广泛的应用。
在生产型企业中的典型应用是由PLC网络和工控机组成的以LabVIEW为开发平台的生产监控系统。
该系统通过PLC、LabVIEW的控制程序和网络通讯功能,实现生产网络各功能的控制和监控。
因此实现工控机与PLC网络的通讯和数据的解析是实现整个监控系统的基础。
此文中,介绍了如何通过LabVIEW的串口节点和仪器I/O助手实现读写松下FP2 系列的PLC。
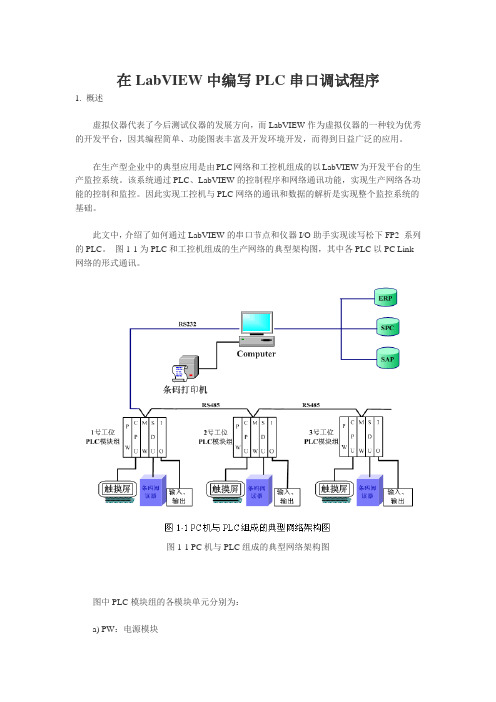
图1-1为PLC和工控机组成的生产网络的典型架构图,其中各PLC以PC Link 网络的形式通讯。
图1-1 PC机与PLC组成的典型网络架构图图中PLC模块组的各模块单元分别为:a) PW:电源模块b) CPU:松下FP2系列PLC控制模块c) MW:网络通讯单元MEWNET (Multi-wire link unit)d) SDU:串口通讯单元Serial data unite) I/O:输入输出模块2. 串口读写程序的编写2.1. LabVIEW中VISA节点简介在LABVIEW中用于串行通信的节点实际上是VISA(Virtual instrument software architecture)节点。
为了方便用户使用,LabVIEW将这些VISA节点单独组成一个子模块,共包含6个节点,分别实现初始化串口、串口写、串口读、中断以及关闭串口等功能,这些节点位于Functions模板/All Functions子模板/Instrument I/O子模板、Serial子模板中,如下图2-1所示。
图2-1 VISA节点选择路径在LabVIEW中,VISA串行通信节点的使用方法比较简单,且易于理解。
以下试验结合各节点的参数定义、用法及功能,详细说明了一个完整的串口读写过程。
labview和三菱plc网口通讯

labview和三菱plc网口通讯LabVIEW和三菱PLC网口通信LabVIEW是一种非常强大的可视化编程环境,它的广泛应用让许多工程师和科学家受益。
而三菱PLC则是一种常用的可编程逻辑控制器,用于控制和监控工业过程。
现在,我将探讨LabVIEW 和三菱PLC之间的网口通信,以及其在工业系统中的应用。
首先,让我们了解一下LabVIEW和三菱PLC的基本概念。
LabVIEW是一种图形化编程语言,它通过拖拽和连接图标形成程序的结构。
这使得编程变得直观且易于理解。
同时,LabVIEW拥有丰富的工具箱,可以用于各种领域的应用,包括数据采集、信号处理、机器视觉和控制系统等。
三菱PLC是一种常见的工业自动化设备,用于控制和监测各种工业过程。
PLC具有高可靠性和稳定性,广泛应用于制造、工业自动化和物流等领域。
它可以通过数字输入和输出,以及模拟输入和输出与传感器、执行器和其他设备进行通信。
PLC的主要功能是读取输入信号,根据预设逻辑进行处理,然后输出相应的控制信号。
为了实现LabVIEW和三菱PLC之间的通信,我们需要使用网口协议。
网口通信是一种基于以太网的通信方式,通过局域网将计算机和PLC连接在一起。
在此过程中,PLC充当服务器,而计算机充当客户端。
通过网口通信,我们可以实现实时数据传输和控制。
在LabVIEW中,我们可以使用NI-VISA工具箱来实现与PLC 的网口通信。
NI-VISA是一种操控和监视各种设备的工具,在LabVIEW中通过使用VISA函数库进行调用。
通过配置合适的IP 地址和端口号,LabVIEW可以轻松地与PLC建立连接,并进行数据的读取和写入。
对于三菱PLC,我们可以使用GX Works2软件进行配置和编程。
GX Works2是三菱电机为PLC编程和调试提供的集成开发环境。
通过GX Works2,我们可以创建PLC程序,并将其下载到PLC设备中。
同时,我们也可以配置PLC的网口参数,以实现与LabVIEW的通信。
欧姆龙PLC与LABVIEW通讯

欧姆龙PLC与labview通讯方法1.连接线的制作:9PIN---RS232PC母PLC公2—————————23—————————35—————————94-----------55-----------4注:PLC公头端4PIN和5PIN短接2.安装LABVIEW……..1.Z:\1.1、SoftWare Setup\6、LabVIEW\LABVIEW2011找到labview安装文件,双击并安装。
2.Z:\1.1、SoftWare Setup\6、LabVIEW\LABVIEW2011\ToolKits找到OPC安装文件,双击并安装。
3.欧姆龙PLC通信设置波特率,格式,模式进行修改1.波特率:初始值为9600,一般情况下可修改为1152002.格式:7,2,E3.模式Host link 不用变化4.OPC的通信设置1.找到OPC软件并打开2.右击“new project”新建文件文档,右击“Click to add a channel”3.更改项目名,右击“下一步”4.“Device driver”选择“Omoron Host Link”,继而下一步5.检测PC端的连接线的COM口,并确定COM?波特率,停止位等,根据PLC端一一对应设置。
继而下一步,下一步,下一步,直到完成!6.单击“Click to add a device”,只需修改Request为100就OK了,其余直接下一步,直到完成。
7.在OPC中添加信号点,沟通OPC与PLC之间连接,单击“Click to adda static tag……………….”8.信号点参数设置。
NAME:按自己需要。
为了以后在程序中方便使用,最好注释明白Address:PLC的I/O一般可用IR##.##.PLC的D值,一般可用DM###.## Descripition:可有可无,不影响功能。
Data type:选择BOOLEAN或者WORD,看需求Client:一般选择READ/WRITE,看需求。
labview与汇川plc网口通讯

labview与汇川plc网口通讯在自动化控制系统中,PLC(Programmable Logic Controller)扮演着重要的角色。
而LabVIEW则是一种流行的图形化编程语言,可以与PLC进行通讯,实现更加灵活和强大的控制功能。
一、LabVIEW简介LabVIEW,即Laboratory Virtual Instrument Engineering Workbench,是由美国国家仪器公司(National Instruments)开发的一种图形化编程语言。
它采用图形化界面,在开发过程中可以直观地操作和配置程序。
LabVIEW通过将函数模块拖拽到代码区域,然后通过连接线将模块连接起来,来表示程序的流程和数据传递。
这种图形化的设计方式非常适合工程师和科学家,它简化了编程的过程,使得初学者也能快速上手。
二、汇川PLC网口通讯原理汇川PLC是一种常见的工业控制设备,通常用于自动化控制系统中。
PLC可以通过不同的通讯方式与外部设备进行数据交换,其中网口通讯是一种常见且高效的方式。
通过网口通讯,PLC可以与上位机进行连接,实现远程监控和数据交互。
通常,在LabVIEW中与汇川PLC进行网口通讯,需要使用NI-VISA(National Instruments-Virtual Instrument Software Architecture)库函数来实现。
NI-VISA是一种通用的I/O接口控制和交互软件,可以实现与各种设备的通讯。
通过NI-VISA提供的函数,LabVIEW可以发送和接收数据,与PLC进行交互。
三、LabVIEW与汇川PLC网口通讯的应用案例为了更好地理解LabVIEW与汇川PLC网口通讯的应用,我们可以以一个实际案例来说明。
假设我们需要实现一个温度控制系统,通过LabVIEW与汇川PLC进行通讯,控制温度在一定范围内波动。
首先,我们可以通过LabVIEW来设计一个图形化界面,用于设置目标温度和控制参数。
基于PLC 和LabVIEW 的温室控制系统设计
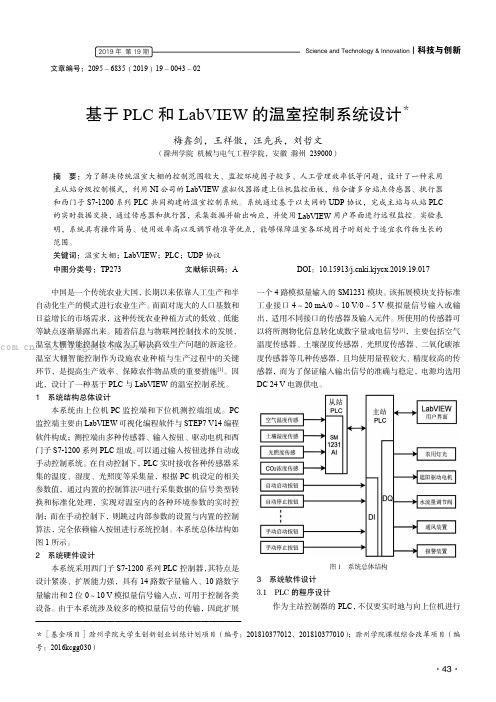
Science and Technology &Innovation ┃科技与创新2019年第19期·43·文章编号:2095-6835(2019)19-0043-02基于PLC 和LabVIEW 的温室控制系统设计*梅鑫剑,王祥傲,汪先兵,刘哲文(滁州学院机械与电气工程学院,安徽滁州239000)摘要:为了解决传统温室大棚的控制范围较大、监控环境因子较多、人工管理效率低等问题,设计了一种采用主从站分级控制模式,利用NI 公司的LabVIEW 虚拟仪器搭建上位机监控面板,结合诸多分站点传感器、执行器和西门子S7-1200系列PLC 共同构建的温室控制系统。
系统通过基于以太网的UDP 协议,完成主站与从站PLC 的实时数据交换,通过传感器和执行器,采集数据并输出响应,并使用LabVIEW 用户界面进行远程监控。
实验表明,系统具有操作简易、使用效率高以及调节精准等优点,能够保障温室各环境因子时刻处于适宜农作物生长的范围。
关键词:温室大棚;LabVIEW ;PLC ;UDP 协议中图分类号:TP273文献标识码:ADOI :10.15913/ki.kjycx.2019.19.017中国是一个传统农业大国,长期以来依靠人工生产和半自动化生产的模式进行农业生产。
而面对庞大的人口基数和日益增长的市场需求,这种传统农业种植方式的低效、低能等缺点逐渐暴露出来。
随着信息与物联网控制技术的发展,温室大棚智能控制技术成为了解决高效生产问题的新途径。
温室大棚智能控制作为设施农业种植与生产过程中的关键环节,是提高生产效率、保障农作物品质的重要措施[1]。
因此,设计了一种基于PLC 与LabVIEW 的温室控制系统。
1系统结构总体设计本系统由上位机PC 监控端和下位机测控端组成。
PC 监控端主要由LabVIEW 可视化编程软件与STEP7V14编程软件构成;测控端由多种传感器、输入按钮、驱动电机和西门子S7-1200系列PLC 组成。
基于Labview的PLC温度控制系统-LabView程序设计概要
03 VISA读写模块
写模块
VISA资源名称:指定要打开的资源 写入缓冲区:包含要写入设备的数据。
读模块
VISA资源名称:指定要打开的资源。 字节总数:要读取的字节数量 读取缓冲区:包含从设备读取的数据 返回数:包含实际读取的字节数
04 VISA初始化
入数据程序设计
LabVIEW培训
团队:晏 凯 韩 君 肖迎春 张胜宇
基于Labview的PLC 温度监控系统
Labview程序设计
01 温度监控系统组成
温度传感器 PT100
PLC
温度调节器 报警 加热或制冷
ModBus 通信协议
PC机 LabView 控制程序
02 VISA简介
在labview中用于串行通信的节点实际 上是VISA(Viratual instrument software architecture)节点。VISA的 内部结构是一个先进的、面向对象的结构, 这一结构使得VISA和在它之前的I/O控制 软件相比,在接口无关性、可扩展性方面 都有很大提高。主要用到了VISA的5个串 行通信子VI,分别为VISA Configure Serial Port(设置串口)、VISA Read(读 串口)、VISA Write(写串口)、VISA Close(关闭串口)函数。通过对这几个 共更能模块进行合理的连接和搭配来编写 串口通信软件。
07 LabView主程序设计
08 LabView监控显示界面设计
控制界面
THANK YOU FOR WATCHING
基于Labview的PLC温度控制系统-需求分析
02 温度监控系统实训要求
1、实训模拟工业现场温度监控报警 2、PLC通过PT100检测现场温度 3、根据设定值做温度超温报警 4、设计LabView实时监控人机界面传感器 PT100
PLC
ModBus 通信协议
温度调节器 报警 加热或制冷
PC机 LabView 控制程序
THANK YOU FOR WATCHING
LabVIEW培训
团队:晏 凯 韩君
肖迎春 张胜宇
基于Labview的PLC 温度监控系统
基本需求分析
01 温度监控系统分析
在温度控制应用中,传统是采用温控 仪表作为控制器,在面板开孔安装,若 温控点数较多时,安装麻烦,不美观, 成本也高。随着触摸屏、工业PC、PLC 的广泛应用,几乎每条生产线、每台设 备都配备有触摸屏,有的甚至是多屏, 因此将温控功能做在这些控制器里面已 是首选。通过触摸屏,除了方便操作、 灵活处理外,温度历史曲线、实时曲线 、数据记录、配方等等就很容易做出来 ,这是传统温控仪表方案无法比拟的。
基于labvIEW的PLC与上位机通讯系统设计
The paper see the PLC ofFP1 series made by Panasonic as the research object, studying for the MEWTOCOL-COM protocol, the development of remote monitoring and control system, as well as the machine code represented the PLC command ,and finally build a remote measurement and control system based onthe Web in the model of B/S.
开发软件的最初一步就是需求分析。根据老师提供的题目,以及自身对该题目的分析研究,作者站在是用户的角度对软件系统的需求功能进行了概况如下:
1)通讯系统要能控制反映PLC的输入输出端口状态值。
2)通讯系统要能实现程序的下载,即离开松下PLC提供的软件能够通过界面实现程序的下载控制。
3)通讯系统能实现一些基本的寄存器是操作,以及命令的发送,数据的提取。
1.2
PLC作为新一代工业控制器,以其高性能价格比在工业测控系统中获得了广泛应用.随着微电子及控制技术的不断发展, PLC已逐渐成为一种智能型、综合型控制器,由PLC构成的集散控制是现代工业控制的一个重要组成部分[2],随着计算机技术是快速发展,PLC在自动控制方面发挥的重要作用也日益增强,两者是结合是自动控制发展的必然。通讯接口是PLC与上位机连接的桥梁,通过连接可以把PLC的现场执行功能和计算机是快速运算功能很好融为一体,以实现自动化控制,甚至是远程控制。目前不同厂家生产的PLC都提供了通讯接口,并提供了完善是通讯协议,如西门子S7 200的PPI ,MPI ,以及自由通讯协议等,本文主要研究松下FP1系列PLC与上位机通讯。
基于LabVIEW及PLC电机运动控制系统的设计
连 接方 式 如 图
所示 块
。
4
]
,
考虑 到 软 件 的 实 用 性 和 通 用 性 本 文 采 用
,
VI S A
接 口 模 块 进行 编 程 实 现
La b V I E W
与
[
:
PLC
/0
的串
口
通
^^
4
_
Y
信 ^ M
1
1
,
V I SA
是应用 于 仪 器编 程 的 标 准
应用 程 序 接
,
:
I
EW
与
PLC
的 运动 控 制 系 统 速度 选择性 较小
一
越来 越 广 泛 如 华 南 理 工 大 学 高 志 等 人 研 制 的 基 于 基 于 以 上 问 题 本 文 设 计 种 基 于 LabV EW 和 PLC P L C 与 La bV E W 的 热 丝 切 割 该 系 统 以 的 运 动 控制 系 统 能 够 实 现 实 时 地 从 上 位 机 软 件 中 机控 制 系 统
,
I
I
[
1
]
,
,
为 上 位机 软 件 作 为 下 位 机控 制 步 进 电 发 送 运 动 指 令 对 台 达 伺 服 电 机 的 速 度 和 转 数 进 行 精 丝 运 机 完 成 热 切 割 动 该 系 统 的 不 足 是 不 能 精 确 地 改 确 控 制 同 时 可 以 将 PLC 中 运 算 的 运 动 参 数 传 输 到 变 电 机 速 度 江 南 大 学 徐 桂 华 等 人 研 制 的 基 于 L ab 上 位 机 采 用 上 位 机 软 件 接 受 运 动 变 量 并 进行 直 观
基于LabVIEW和PLC的虚实结合控制系统设计
教育技术前沿与装备应用基于LabVIEW和PLC的虚实结合控制系统设计徐静林羿冲黄岩松梁警丰华南理工大学机械与汽车工程学院广东广州 510640摘要:结合LabVIEW和PLC设计,实现虚实结合控制系统。
介绍系统架构及原理,上位机利用LabVIEW设计人机交互界面,PLC下位机连接上位机、执行器并结合通信软件MX component实现无缝通信,实现基于LabVIEW的上位机对执行器界面化、可视化的在线监控,达到对PLC及执行器进行虚实结合控制、管理的目的。
虚实结合系统应用于学校教学,以提高教学质量,也可应用于工业生产中,提高操作人员对设备的规范操作、有效管理。
关键词:虚实结合;控制系统;人机交互;PLC;LabVIEW作者简介:徐静,工学硕士,高级实验师;林羿冲,在读硕士研究生;黄岩松,在读硕士研究生;梁警丰,工学学士。
基金项目:华南理工大学探索性实验项目“PLC在线控制技术”(编号:Y9180670)。
随着虚拟仿真软件的快速发展,加快了虚实结合系统的开发应用。
在实验教学方面,以往的电路实验课,学生通过观察电路上各种指示灯来判断教学设备的运行状态,学校教学若使用虚实结合系统开展授课活动和实验教学,可大大提高学生对于设备运作的直观性,且可使用上位机图像化显示控制界面进行交互操作,达到“一机多用”(仅一台计算机即可实现大量设备的数字化模拟仿真)的效果。
对比实物实验模拟,虚实结合系统的图像模拟有更好的设计、观察弹性,可通过特殊视角帮助学生更快、更好地理解教学对象的工作原理、状态、运行结果,大大提高教学效果和灵活性。
在实际工业应用方面,随着工业的发展及产品质量要求的提高,实际生产加工过程中应用的机械设备、控制设备的种类、数量越来越多,操作设备的要求也越来越高,对员工掌握多种设备操作的要求及熟练程度的要求也越来越高。
同时,现代企业人员流动性高,带来了生产企业对新员工的培训成本高以及员工培训至参加生产的时间滞后等问题。
labview与plc
labview与plc⾸先labview是可以与PLC通信的;再者,我来谈⼀下⾃⼰对PLC与Labview平台的理解。
PLC与Labview分别有⾃⼰适⽤的范围:PLC⼀般⽤于⼤批量分布式多点控制交互,这种情况下,在⼯业现场⽤的较多;⼀般使⽤PLC的场合要求的速率不是⾮常⾼,但是“结点”⾮常多。
由于PLC天⽣的优势(其实也是天⽣的劣势),基于轮询扫描式的⼯作⽅式,使得拓展⾮常⽅便;但是带来了另外⼀个问题,速率受限。
据说Beckoff有设备可以扫描到200KHZ/s,但这种属于⾼端系列了。
平时我们说Labview,其实指的不是Labview这个软件,⼀般情况下,我们指的是:基于Labview的这个软件平台和基于这个软件⽣态环境下的硬件平台。
如果使⽤Labview配合NI主推的产品线,如果加上FPGA,120MHZ/s的扫描速率都不算啥,我现在做的⼀个项⽬:每台PXI机箱4块板卡,每块板卡4个通道(AI,16位),每个通道120MS/s。
实时采集、实时积分,缓存流盘(同时⾥⾯增加矩阵运算)。
这种情况下,就体现出NI产品线的优势。
不过,这个带来了额外的学习成本和价格。
上⾯有⼈回答谁是主流的问题,其实PLC与Labview是两个并⾏的东西,都有⾃⼰擅长做的事情;只不过他们之间的应⽤有交叉。
在不同的应⽤领域,两者的擅长程度也不同。
如果你⾮要说万⽤表相对⽰波器是主流,我也⽆话可说。
发布于 2015-01-25著作权归作者所有推荐阅读PLC应⽤⼊门不求⼈,强荐9个PLC应⽤技巧⽆悔的⽂章 · 69 赞同电⼦电机专业,偏⾃动化如何学习?林桂的回答 · 41 赞同从零学习 TCL 脚本这次 Live 我将和⼀位集成电路设计后端资深顾问 Vincent ⼀起介绍 TCL 脚本语⾔,以及 TCL 脚本语⾔在数字集成电路中的应⽤。
TCL 全称「 Tool Command Language 」,是⼀种简单易学⼜⼗分强⼤的脚本语⾔。
基于LabVIEW的PLC实验教学平台的设计

基于LabVIEW的PLC实验教学平台的设计曹健;徐呈艺【摘要】针对目前PLC实践教学中的不足,提出了基于LabVIEW进行PLC实验教学的开发方案设计,并介绍了可编程控制器仿真平台开发与运行的实现.对平台实际运行的测试表明,该系统具有高效、直观和用户界面友好等优点,能较好地满足PLC 的实验教学需求,也可提高学生的学习兴趣及效率.【期刊名称】《南通职业大学学报》【年(卷),期】2012(026)003【总页数】4页(P80-83)【关键词】LabVIEW;PLC;梯形图;实验教学;平台设计【作者】曹健;徐呈艺【作者单位】南通职业大学教务处,江苏南通226007;南通职业大学机械工程学院,江苏南通226007【正文语种】中文【中图分类】TH137虚拟仪器Virtual Instrument(简称VI)作为当前自动化仪表领域研究的热点,正日益受到人们的广泛关注[1-2]。
本文结合当今流行的虚拟仪器开发软件LabVIEW,建立了PLC实验教学平台。
借助此平台,可完成PLC的编程、调试和仿真运行,即模拟实际的各种输入信号,并通过程序的运行,以动画的方式模拟输出信号。
该实验教学平台具有简单易用、直观形象和用户界面友好等优点,能较好满足PLC的实验教学需求,既丰富了教师的教学手段,又能使学生对现场工业PLC控制系统的设计有较全面的认知,提高了学生对PLC课程的学习兴趣及效率。
1 PLC实验教学平台的开发方案设计IEC61131-3是第一个为工业自动化控制系统的软件设计提供标准化编程语言的国际标准。
该标准将现代软件的概念和现代软件工程的机制与传统的PLC编程语言成功地结合,又对各种工业控制系统的编程语言、软件设计的概念和软件模型等进行了标准化。
本文的PLC实验教学平台即是按照IEC61131-3标准开发设计的。
主要包含了PLC编程系统、模拟PLC运行系统和虚拟受控对象三部分[3],方案如图1所示。
现对每个部分的具体功能叙述如下:图1 PLC实验仿真控制方案(1)PLC编程系统的开发该模块包含指令元素的定义、程序的编辑功能、语法检查和编程语言转化等功能。
LabVIEW在工业自动化控制系统开发中的应用案例
LabVIEW在工业自动化控制系统开发中的应用案例工业自动化控制系统在现代工业生产中扮演着至关重要的角色,实现了生产过程的智能化和高效化。
LabVIEW作为一种广泛应用于工业自动化领域的工具和平台,具备强大的数据采集、处理和控制能力,为工程师提供了一种高效、灵活的开发环境。
本文将通过几个实际案例,介绍LabVIEW在工业自动化控制系统开发中的应用。
案例一:温控系统温控系统是工业生产过程中常见的控制系统之一。
通过温度传感器采集物体的温度,并通过控制器实现对温度的控制。
LabVIEW可以通过内置的模块化功能块和丰富的工具箱,快速搭建温控系统。
在LabVIEW中,可以利用数据采集器模块连接温度传感器,实时采集温度数据。
通过编写程序,可以对采集到的数据进行处理和分析。
同时,借助LabVIEW的控制模块,可以实现对恒温设备的控制,调整温度参数,实现精确的温度控制。
案例二:流量控制系统流量控制是工业生产过程中的关键环节,对于液体或气体的流动进行控制和调节,保证生产过程的稳定性和效率。
LabVIEW提供了丰富的工具和函数库,可用于流量控制系统的开发。
在LabVIEW中,可以通过连接流量传感器,实时采集流量数据。
借助LabVIEW的图形化编程环境,可以设计图形界面,实时显示流量数据,并进行实时监控和分析。
通过对流量控制阀门的控制,可以调节流量大小,实现流量控制系统的自动化。
案例三:PLC控制系统PLC(可编程逻辑控制器)在工业自动化领域中广泛应用,用于控制设备运行和监控生产过程。
LabVIEW不仅可以与PLC进行通信和数据交换,还可以将其作为控制器使用。
在LabVIEW中,可以通过连接PLC,实时获取PLC的输出信号和状态信息。
借助LabVIEW强大的数据处理和分析功能,可以对PLC 的输出信号进行逻辑运算和控制判断。
通过编写程序,可以实现对PLC的控制,调整设备的运行状态和参数,实现自动化控制。
案例四:远程监控系统远程监控系统是工业自动化控制的一个重要方面,它可以实现对生产过程的远程监控和操作。
基于Modbus RTU实现的LabVIEW与S7-200系列PLC的串口通信
I T 技术科技创新导报 Science and Technology Innovation Herald42L a bV IE W是美国国家仪器有限公司提供的一套软件开发平台,广泛应用于数据采集、监控、自动化测试测量领域[1]。
西门子S7-200系列PL C 具有紧凑的设计、丰富的扩展能力、极高的可靠性、便捷的操作性和强大的指令系统,广泛的应用于各种工业领域中。
M o d b u s 是一种串行通信协议,它已经成为工业领域的通信协议标准,并且是现在工业电子设备之间常用的连接方式。
M o d b u s 传输协议定义了控制器可以识别和使用的信息结构,而无须考虑通信网络的拓扑结构[2]。
M o d b u s 具有两种串行传输模式:A S CII和R T U。
它们定义了数据如何打包、解码的不同方式。
本文阐述的主要内容是以M o d b u s R T U 为基础实现的L a b V I E W 与S7-200系列PLC之间的串口数据通信。
1 系统架构该文以某企业数据采集与监控系统项目为背景。
该项目中,上位机为工控机运行L a bV IE W 软件,完成各个分系统的数据汇总和人机界面等功能;下位机PLC作为客户端,负责向上位机提供采集的数据,同时接收上位机控制指令。
S 7-200P L C 的通信口是R S -485串行接口,工控机是R S -232串行接口,之间通过RS485/RS232转换模块连接。
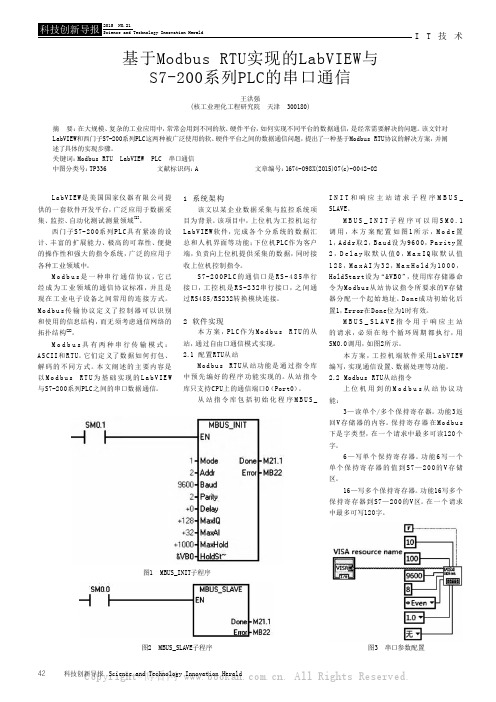
2 软件实现本方案,P L C 作为M o d b u s R T U 的从站,通过自由口通信模式实现。
2.1 配置RTU从站M o d b u s R T U从站功能是通过指令库中预先编好的程序功能实现的。
从站指令库只支持CPU上的通信端口0(Port0)。
从站指令库包括初始化程序M B U S _I N I T 和响应主站请求子程序M B U S _SLAVE。
M B U S _I N I T 子程序可以用S M 0.1调用,本方案配置如图1所示,M o d e 置1,A d d r取2,B a u d 设为9600,P a r it y置2,D e l a y 取默认值0,M a x I Q 取默认值128,M a x A I 为32,M a x H o l d 为1000, HoldSta rt设为“&VB0”,使用库存储器命令为M o d b u s从站协议指令所要求的V 存储器分配一个起始地址。
毕业设计(论文)-基于OPC技术的LabVIEW与PLCs通信
基于OPC技术的LabVIEW与PLCs通信摘要研究虚拟仪器软件LabVIEW与可编程控制器S7-200 PLC的数据接口技术。
应用美国国家仪器公司的OPC服务器和LabVIEW的DSC模块技术建立工作站与PLC软件的数据通信方式,为LabVIEW环境下PLC软件控制系统的动态监控提供一种通用方法。
OPC接口技术的出现使工业自动化系统中独立单元之间的互联趋于标准化,顺应了自动化系统向开放、互操作、网络化、标准化方向发展的趋势,是自动化控制系统中很有发展前景的一种数据交换标准。
美国国家仪器公司的LabVIEW是一种应用于领先工业软件的工具测试设计、测量和工业控制系统。
可编程逻辑控制器(PLC),或可编程序控制器是一个数字化的计算机用于自动化的工业生产过程,如控制机械的工厂装配生产线。
对于过程控制的对象连接与嵌入(OPC)是一种标准发展的原始命名通过工业自动化的工业任务。
NI OPC Servers 是一个32位的Windows应用窗口,它能提供一种从工业设备和系统带入信息和数据进入到客户端的PC上。
该论文探讨了如何利用LabVIEW数据记录和监控模块(DSC)和OPC技术开发监控软件。
LabVIEW8.6 DSC既可作为OPC Client从现场设备获取数据,又可作为OPC Server 为其他的应用软件提供一种便捷的数据访问方式。
LabVlEW DSC和OPC技术的结合为系统集成提供了一种高效的解决方案。
关键词:LabVIEW, OPC,PLC,数据通信Based on OPC between LabVIEW and PLCs CommunicationAbstractA new technique of data exchange between LabVIEW and PLCs is presented in this paper.By using the OPC(OLE for Process Contro1)server of NI and the DSC technique of LabVIEW,a communication mode between LabVIEW and PLCs is built up.This paper provides a general means to monitor PLC control system on LabVIEW environment.National Instruments LabVIEW is an industry-leading software tool for designing test, measurement, and control systems.A programmable logic controller (PLC), or programmable controller is a digital computer used for automation of industrial processes, such as control of machinery on factory assembly lines.OLE for Process Control (OPC) is the original name for a standard developed in 1996 by an industrial automation industry task force. NI OPC Servers are a 32-bit windows application that provides a means of bringing data and information from a wide range of industrial devices and systems into client applications on your windows PC.In this paper,a method based on LabVIEW DSC and OPC technology is introduced how to develop monitor and Control software.The LabVIEW8.6 Datalogging and Supervisory Control(DSC) Module can act as an OPC Client acquiring data from field devices as well as an OPC Server providing other applications a convenient way to access data.The combination of DSC module and OPC technology is an efficient solution for system integration.KEY WORDS:LabVIEW,OPC,PLC,Data communication目录摘要 (Ⅰ)ABSTRACT (Ⅱ)第一章绪论 (1)1.l 课题的来源、名称及引言 (1)1.1.1 本研究课题的来源 (1)1.1.2本研究课题名称 (3)1.2 Lab V IEW概述 (3)1.3 PLC概述 (3)1.4 OPC概述 (5)1.5论文的内容简介 (6)第二章系统的总体方案设计 (7)2.1系统总体设计方案概述 (7)2.2方案论证 (8)2.2.1可编程控制器PLC可行性论证 (8)2.2.2 上位机LabVIEW开发平台的论证 (10)2.2.3 上位机LabVIEW开发平台与PLC连接的论证 (12)第三章OPC技术规范介绍 (16)3.1 OPC服务器的组成 (16)3.2 OPC服务器对象(OPC Server Object)介绍 (18)3.3 OPC组对象(OPC Group Object)介绍 (19)3.4 OPC项对象(OPC Item Object)介绍 (20)3.5采用OPC技术的适用范围 (20)3.6 本章小结 (21)第四章LabVIEW DSC模块 (22)4.1 LabVIEW发展历程及功能介绍 (22)4.2 LabVIEW DSC介绍 (24)4.3 LabVIEW DSC模块功能介绍 (25)4.4 LabVIEW DSC模块与OPC Server连接 (25)4.4.1 LabVIEW访问OPC Server的途径 (25)4.4.2 通过LabVIEW 8.6 DSC模块访问NI OPC Server (25)4.4.3 PLC控制LabVIEW程序设计 (27)4.4.4利用LabVIEW开发自己的OPC Server (29)4.4.5 LabVIEW与OPC标签建立联系 (29)4.5本章小结 (32)第五章LabVIEW通过OPC与PLCs之间的连接与通信 (33)5.1测试系统的应用环境 (33)5.2 NI OPC技术测试系统 (33)5.3基于LabVIEW和OPC的测试系统的前期准备 (41)5.4 LabVIEW通过DSC模块与NI OPC服务器通信 (42)5.5 LabVIEW与PLCs进行读写数据 (43)5.6本章小结 (44)第六章总结和展望 (45)6.1论文总结 (45)6.2论文的展望 (45)致谢 (46)参考文献 (47)第一章绪论引言“软件即仪器“是一次彻底的计算机技术革命。
关于如何使用NI LabView编程软件连接PLC
10. 上步完成后进入下面的界面,这里是由你指定具体 PLC 型号了 11. 接下来一路点击“下一步”直至完成所有设置,最后界面如下:
这里框中的字符如果是“Bad”,那么很遗憾,你虽然在 NI OPC 上操作建立了通道 通信,但是实际上通信没有连 接成功,这原因肯定是前面的步骤没 有按操作去做, 特别是 PLC 的型号选择以及通信端口号及波特率的参数设置,请再次检查。直到这 里的字符全部是“Good”,才能往下操作,否则没有意义。 二、 操作 Labview 建立库文件 1. 请启动你的 Labview,这里特别是需要强调的是,一定要注意你的 Labview 版本和 DSC 模块的版本,如果 Labview 版本低于 DSC 版本,那么后面的操作你是完成不 了的,切记切记!
关于如何使用 NI 的 Lab View 编程软件连接/控制 PLC 寄存器
利用 NI OPC Server 连接 PLC 后创建变量在 VI 中使用
我是 NI Labview 入门小白,现今多数情况下也许只有小白在坚持写学习分享札记了……,写 这篇札记,其实原因很简单:希望把自己五 天时间内走的弯路理直,分享给大家 。也希望网上有 更多的心得分享,继续为你我学习的路上所用,以求事半功倍。
这里小白我仍不住插一句,我们还是多说一下“什么是 OPC”: OPC 这个概念简单的讲涉及到两家单位,一个为微软 Microsoft,一个是国际工业 标准组织;OPC 是国际组织为了统一自动化、仪器仪表等过程控制部件通信接口标 准而制定的一套文件,该文件在 Windows 操作系统的 OLE 框架下定义了一套统一 的接口标准,用于规范全球 各个厂家产品的通信接口设计(这里 说的是软件层面 的啊)。OPC 全称:OLE for Process Control 2. NI OPC Server 界面:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于LabVIEW与PLC的串级控制系统设计摘要:详细介绍了采用RS232串口完成LabVIEW与PLC之间通讯,并利用该方法,设计了一种基于LabVIEW与PLC的串级控制系统。
实验结果表明:控制系统已达到了预期的设计效果。
关键词:LabVIEW;PLC;串级控制;串口通讯The design of a cascade control system based on LabVIEW and PLCXIE Jian jun,WANG Hong meng,XU Chun mei(Power and Mechanical Engineering School of Wuhan University,Hube i Wuhan 430072,China)Abstract:This article discusses an approac h to the realization of the RS232 serial transfer between LabVIEW and PLC.The ap p roach is used to design a cascade control system based on LabVIEW and PLC.The re sult of experiments shows that a satisfactory solutionis reached.Key words:LabVIEW;PLC;cascade control;serial transfer在过程控制中,由于工业现场非常分散,I/O点数众多,各种仪表的工作环境非常恶劣,采用数据采集卡和LabVIEW开发平台来完成现场的数据采集和控制显然不可取。
考虑到过程控制中的过程参数变化不是很快,而PLC恰恰可以克服数据采集卡在过程控制中的不足,并且具有较高的性能比,因而采取以PLC 为下位机,以装有LabVI EW软件的工控机为上位机开发平台,通过RS232或RS485串口与PLC通讯,实现对工业现场的监控与现场数据的分析。
这样可以利用LabVIEW软件强大的数据处理功能和良好的人机交互环境通过简单的编程实现上位机的SCADA功能。
1系统的基本结构现以实验室中的双容水箱对象为例来构建基于LabVIEW与PLC的过程控制系统。
系统结构如图1所示。
系统采用OMRON公司C200HG系列的PLC为下位机,用RS232型电缆将HO ST LINK模块直接连到装有LabVIEW的工控机的串口上。
2PLC与上位机连接系统的通讯上位机与PLC之间的通信实际上是计算机与PLC通信模块HOST LINK之间交换命令和响应的过程。
上位机具有初始传送优先权,所有通讯均由上位机启动,不需要PLC编写通信程序,HOST LINK能够对上位机发送来的字符串进行分析,检查数据格式,分析指令代码,然后根据指令代码进行相应的操作,并向上位机发出响应信号。
通知上位机已完成或反映通信的错误,如奇偶校验错误、FCS错误、代码错误等。
在一次交换中传输的命令格式和应答数据称之为一帧。
命令帧要通过用户编写的上位机通讯程序实现,PLC的上位链(HostLink )单元会根据上位机发来的命令帧自动生成响应帧返回给上位机。
2.1命令帧格式上位机命令格式如下:其中@表示一帧的开始。
节点号是上位机按该号来识别PLC。
识别码是含有两个字符的上位机链接命令代码,它表示上位机要对PLC进行何种操作,其识别码的含义见文献[4]。
“正文”包括起始字和字数,起始字指的是要读写通道的起始地址,字数是指要读写的通道个数。
FCS设置两个字符帧检查顺序码,FCS 码由上位机计算,并设置在命令帧里。
它主要是用来保证在传送一帧数据时,在终止符前安排一个FCS码,以检查在传送数据时,是否发生错误。
FCS码的具体算法是:从一帧数据的开始到帧正文结束(FCS之前)所有数据字符的ASCI I 码执行“异或”操作的结果,此结果是一个8位二进制数,然后分别把其高4位和低4位转换成两个16进制数并看成ASCII码。
终止符是“*”,“回车”符表示命令的结束。
2.2应答帧格式应答帧是由PLC自动返回的,其应答格式如下:其中“结束码”是两位16进制数,它是PLC返回给上位机的通讯错误代码,其中00表示通讯无错误,不同错误代码的含义可参考编程手册。
“正文”中每4位16进制表示一个通道的数据。
2.3LabVIEW与PLC通讯的实现(1)PLC上位机链接设置采用RS232C端口时,需要置DM6645的12~15位为0,PLC的节点号设置在DM6648的00~07位。
文中采用OMRON C200 PLC的默认设置。
即在CPU的DIP 开关J脚置OFF的情况下,PLC与上位机之间采用如下参数进行通讯:启动位:1位;数据长度:7位;停止位:2位;奇偶校验:偶校验;波特率:9 600 b/s。
(2)LabVIEW中串口通讯的步骤LabVIEW共有5个串行通讯节点,包括初始化端口(Serial Port Init.vi)、串口写(S erial P ort Write.vi)、串口读(Serial Port Read.vi)、检测串口输入缓存中的字节数(Bytes at Serial Port.vi)、串口中断(Serial Port Break.vi)等功能,各个节点端口参数表见文献[2]。
在LabVIEW的程序中可采用下列步骤实现与PLC之间的通讯:①初始化串口,设置双方通讯的端口号、波特率、数据位、停止位、奇偶校验等;②把要发送的数据按PLC命令帧的格式打包,包括计算帧校验序列FCS;③写端口,把整个命令帧发送到串口;④延时等待PLC的应答帧到达串口;⑤读串口,读取PLC的应答帧;⑥把读取的应答帧解包,读取相应的数据。
(3)LabVIEW中串口通讯的实现①初始化串口,按照PLC串口通讯的要求,通过Serial Port Init.vi节点设定,端口号设为0,即设定上位机的串口COM1与PLC通讯,若设其他串口,端口号依此类推;波特率设为9 600 b/s;数据位为7位;停止位设定为2位;奇偶校验设定为2,即对数据帧进行偶校验。
②对PLC数据帧计算FCS并把数据帧打包,其子程序如图2所示:第0步为计算帧校验序列FCS程序;第1步为数据帧打包程序。
在编程时应注意以下几点:1)对于长度为n的字符串,要进行n-1次“异或”,因此循环次数应为n-1;2)利用循环结构的移位寄存器对每个字符的 ASCII码进行“异或”时,要对左侧的移位寄存器进行初始化[3]。
在系统中,由于任何一帧数据都是以“@”开始,因此程序中采用“@”的ASCII码来初始化左侧的移位寄存器;3)在For循环与循环外部的数据交换通道采用无索引(Disable Indexing)形式,这样就可在循环结束后一次性读取FCS的数值;4)由于数据帧中FCS的数字是字符型的,要通过“Number To Hexadecimal String”这个节点把整型表示的FCS数值转换成2个以16进制表示的ASCII码字符;5)程序中的“13”是回车符ASCII码数值。
③对串口的发送与接收及解包程序数据的发送与接收主要是通过串口写、串口读节点来实现的。
在写串口完成后要延时一段时间(如延时250 ms)后再读串口,这样才能保证串口通讯正常进行。
解包程序与打包程序类似,其过程正好相反。
数据收发子程序如图3所示。
3系统的分析及方案设计3.1系统分析通过作双容水箱上升阶跃,采用LabVIEW的波形显示控件可得到一条与“S”型相近的响应曲线,可用一阶惯性环节加纯迟延近似表示其传递函数:由于τ/T=1.06>1,故系统迟延较大[4],且动态特性存在非线性。
经分析,动态特性的非线性主要是由于变频器及水泵的非线性造成的。
在采用单级PID 控制时,由于系统迟延较大,在水箱B出现正偏差、降负荷的初级阶段,水箱A 中的水位值已经开始下降,但水箱B中的水位继续上升,使系统的动态特性变差;基于上述现象的存在,系统动态特性呈现一种近似等幅振荡状态。
因而系统不宜采用单级PID控制。
3.2系统设计经分析,采用串级控制系统可以改善对象的动态特性,提高系统的工作频率;对负荷的变化具有一定的自适应力;适用于非线性对象[1]。
故采用串级控制方案,其控制系统框图如图4所示。
主调节器和副调节器是在LabVIEW中用公式节点实现的,整个串级控制算法为[1]:K p 、Ti、Kd分别为调节器的比例增益、积分时间、微分时间。
在整个串级控制中,把整个控制对象分为导前区(水箱A)和惰性区(水箱B),其中副调节器的任务是快速消除系统内扰,以及克服变频器及水泵在系统负荷变化时对水位测量值的影响,起粗调作用,故采用P调节规律;而主调节器的任务是维持水箱B水位的稳定,采用PID调节规律。
PLC的D/A转换模块DA004是12位的,所能接收最大数字量为OFFF(即4095),这时在主调节器积分的作用下,在整个系统开始启动、停止或给定值变化幅度较大时,由于短时间内出现很大的偏差,在积分作用下,整个调节器输出进入深度饱和状态,产生积分饱和[1],使系统产生较大的超调和振荡。
在控制程序中采用积分分离的PID算法。
在偏差大于某一值M时,主调节器采用PD控制,在水位测量值接近给定值时,采用PID控制。
整个控制系统的阶跃响应曲线见 图5。
4小结以PLC为下位机,以LabVIEW为上位机开发平台,利用LabVIEW软件强大的数据运算能力和数据分析能力并通过LabVIEW与PLC之间的串口通讯,组成了完整的串级控制系统,试验表明,调节后水位的波动范围在±1 mm范围内,而且作系统扰动试验时,水位能够很快的实现平衡。
从而符合系统所要达到的稳、准、快的特性。
PLC与LabVIEW的串口通讯程序的设计方法亦要移植到其他上位机,整个系统的设计思想可应用于工业现场控制的其他场合。
参考文献[1]金以慧.过程控制[M].北京:清华大学出版社,1993[2]殷华文.可编程序控制器及工业控制网络[M].西安:西安地图出版社,2001 [3]杨乐平.LabVIEW程序设计与应用[M].北京:电子工业出版社,2001 [4]侯志林.过程控制与自动化仪表[M].北京:机械工业出版社,2000工业仪表与自动化装置。