PLC机械手动作的模拟控制
简易机械手PLC控制
简易机械手PLC控制简介在制造业中,机械手是一种关键的工业自动化设备,用于处理和搬运物品。
机械手的控制非常重要,它决定了机械手的精度和效率。
PLC (可编程逻辑控制器)是一种常用的控制设备,它可以编程来控制机械手的运动和动作。
本文将介绍如何使用PLC控制一个简易机械手的运动。
所需硬件和软件•一台简易机械手•一个PLC设备•一个用于编程的PLC软件步骤步骤一:连接PLC设备和机械手首先,将PLC设备连接到机械手控制器上。
确保连接正确,以便PLC能够发送指令给机械手控制器。
步骤二:安装PLC软件并编程在电脑上安装PLC软件,并启动软件。
创建一个新的项目,并选择适当的PLC类型和通信配置。
然后,开始编程。
步骤三:设置输入输出(IO)点在PLC软件中,设置适当的输入输出(IO)点,以接受和发送信号。
例如,设置一个输入点来接收机械手的位置信号,以便PLC可以确定机械手的当前位置。
同时,设置一个输出点来发送控制信号给机械手,以控制它的动作。
步骤四:编写程序逻辑使用PLC软件编写机械手的控制程序。
根据机械手的需求,编写逻辑来控制机械手的运动和动作。
例如,如果机械手需要抓取一个物体并将其放置到另一个位置,那么编程逻辑应该包括机械手的移动和抓取指令。
确保编写的逻辑合理且有效。
步骤五:测试和调试在PLC软件中,模拟机械手的动作并进行测试。
确保PLC能够正确地控制机械手的运动。
如果发现错误或问题,进行调试并修正程序逻辑。
步骤六:上传程序到PLC当测试和调试完成后,将编写的程序上传到PLC设备中。
确保上传的程序可以在PLC上正确运行。
步骤七:运行机械手一切准备就绪后,运行机械手。
PLC将根据编写的逻辑控制机械手的运动和动作。
结论使用PLC控制机械手是一种常见的工业自动化方法。
通过编写合理的程序逻辑,PLC可以控制机械手的运动和动作,提高生产效率和精度。
希望本文能够帮助读者了解如何使用PLC控制简易机械手。
11.PLC控制气动机械手实训案例
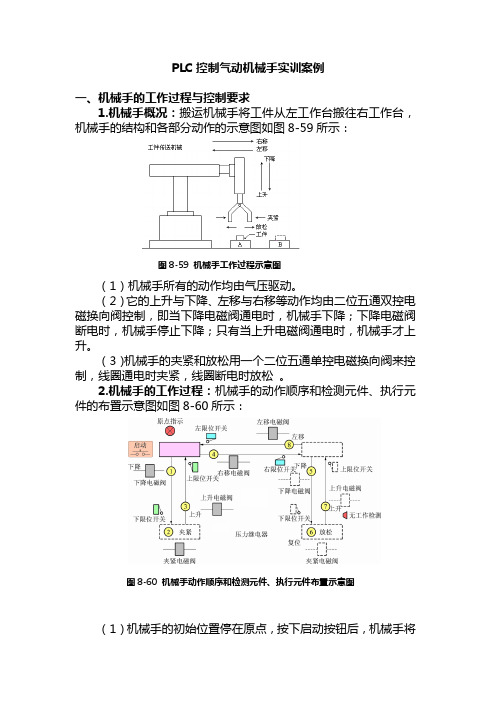
PLC控制气动机械手实训案例一、机械手的工作过程与控制要求1.机械手概况:搬运机械手将工件从左工作台搬往右工作台,机械手的结构和各部分动作的示意图如图8-59所示:图8-59 机械手工作过程示意图(1)机械手所有的动作均由气压驱动。
(2)它的上升与下降、左移与右移等动作均由二位五通双控电磁换向阀控制,即当下降电磁阀通电时,机械手下降;下降电磁阀断电时,机械手停止下降;只有当上升电磁阀通电时,机械手才上升。
(3)机械手的夹紧和放松用一个二位五通单控电磁换向阀来控制,线圈通电时夹紧,线圈断电时放松。
2.机械手的工作过程:机械手的动作顺序和检测元件、执行元件的布置示意图如图8-60所示:图8-60 机械手动作顺序和检测元件、执行元件布置示意图(1)机械手的初始位置停在原点,按下启动按钮后,机械手将依次完成下降—夹紧—上升—右移—再下降—放松—再上升—左移八个动作。
(2)机械手的下降、上升、右移、左移等动作的转换,是由相应的限位开关来控制的,而夹紧、放松动作的转换是由时间来控制的。
(3)为保证安全,机械手右移到位后,必须在右工作台上无工件时才能下降,若上一次搬到右工作台上工件尚未移走,机械手应自动暂时等待。
为此设置了一只光电开光,以检测“无工件”信号。
3.控制要求(1)手动工作方式:利用按钮对机械手每一动作单独进行控制。
例如,按“下降”按钮,机械手下降,按“上升”按钮,机械手上升。
用手动操作可以使机械手置于原位,还便于维修时机械手的调整;(2)单步工作方式:从原点开始,按照自动工作循环的步序,每按一下动按钮,机械手完成一步的动作后自动停止。
(3)单周期工作方式:按下启动按钮,从原点开始,机械手按工序自动完成一个周期的动作,返回原点后停止。
(4)连续工作方式:按下启动按钮,机械手从原点开始按工序自动反复连续循环工作,直到按下停止按钮,机械手自动停机。
或者将工作方式选择开关转换到“单周期”工作方式,此时机械手在完成最后一个周期的工作后,返回原点自动停机。
基于PLC的机械手控制设计

基于PLC的机械手控制设计PLC是可编程逻辑控制器(Programmable Logic Controller)的缩写,是一种广泛应用于工厂自动化领域的控制设备。
基于PLC的机械手控制设计是利用PLC来控制机械手的运动和动作,实现对机械手的自动化控制。
机械手是一种可以代替人手进行物体抓取和搬运的装置,广泛应用于工厂生产线和物流仓储等领域。
传统的机械手控制方法一般采用电气控制和传感器控制相结合的方式,操作复杂且效率低下。
而基于PLC的机械手控制设计可以实现控制逻辑的编程化,更加灵活和智能。
1. 信号输入与输出:PLC通过数字输入输出模块与机械手的传感器和执行器进行连接,用于接收机械手的位置、速度、力矩等信息,并控制机械手的动作。
PLC还可以通过模拟输入输出模块与机械手的模拟信号进行交互,如控制机械手的速度和运动轨迹等。
2. 控制逻辑编程:PLC的控制逻辑编程是基于图形化编程语言LD(Ladder Diagram)进行的。
LD类似于电气控制中的接线图,通过连接逻辑元件(如触发器、计数器、定时器等)来实现控制逻辑的编写。
根据机械手的工作流程和要求,设计合理的控制逻辑,如抓取、放置、旋转等。
3. 运动控制:基于PLC的机械手控制设计主要通过PLC与机械手的伺服系统进行通讯来控制机械手的运动。
伺服系统一般包括伺服电机、编码器和驱动器等组件。
通过PLC对伺服系统的控制,可以实现机械手的精确定位和运动轨迹控制,确保机械手的准确抓取和放置。
4. 安全保护:基于PLC的机械手控制设计还需要考虑机械手的安全保护。
通过PLC与安全传感器和安全继电器进行连接,实时监测机械手的工作状态,当机械手发生异常或出现危险情况时,立即停止机械手的动作,保证操作人员的安全。
除了上述几个方面,基于PLC的机械手控制设计还需要考虑其他因素,如控制系统的稳定性、实时性和可靠性等。
还需要根据具体应用场景的要求,设计合适的控制策略和算法,优化机械手的控制性能和工作效率。
PLC实验——机械手控制

1. 机械手控制
搬运纸箱的机械手结构示意图如图1所示, 它的气动系统原理图如图2所示。
机械手的主要运动机构是升降气缸和回转气缸。
升降挡铁初始时处于行程开关SQ1处, 吸盘在A处正上方。
系统启动后, 如果光电开关TD检测出A处有纸箱, 则升降气缸使机械手的升降杆下降, 当升降挡铁碰到行程开关SQ2时, 吸盘恰好接触到纸箱上表面, 继续让升降杆下降, 以挤出吸盘和纸箱表面围成的空腔内的空气, 形成负压。
持续几秒钟, 升降杆停止下降, 升降气缸使升降杆上升, 吸盘带着纸箱上升, 当升降挡铁碰到SQ1时, 停止上升。
回转气缸使回转臂顺时针转180°, 吸盘运动至B处正上方, 回转挡铁碰到行程开关SQ4时停止回转, 吸盘下降, 当升降挡铁碰到SQ2时, 停止下降, 并且停止几秒钟, 这时, 电磁阀HF3开启, 吸盘放松纸箱。
之后, 吸盘上升, 当升降挡铁碰到SQ1时, 吸盘逆时针转180°回到A处正上方, 回转挡铁碰到行程开关SQ3时停止回转, 如果TD未检测出A处有纸箱, 则机械手停止等待;若TD检测出A处有纸箱, 则机械手重复上述工作过程。
机械手的I/O连接图、流程图、梯形图分别如图2、图3、图4所示。
图1 机械手
图2 I/O连接图图3 流程图
图4 梯形图。
项目10 PLC控制搬运机械手设计

• 1.垂直气缸、水平气缸选择 • (1)类型选择。 • 现有的工作要求和条件如下: • 1)要求当气缸到达行程终端时无冲击现象和撞击噪声,因此选择缓冲
气缸; • 2)要求重量轻,因此选择轻型气缸; • 3)要求安装空间窄且行程短,因此可选择薄型气缸; • 4)若有横向负载,可选带导杆气缸; • 5)要求制动精度高,应选择锁紧气缸; • 6)若不需要活塞杆旋转,可选择杆不回转气缸。
上一页 下一页 返回
10. 1搬运机械手设计案例导入
• 10. 1. 3材料选择
• 机器人手臂的材料应根据手臂的工作状况来选择,并满足机器人的设 计及制作要求。从设计的思想出发,机器人的手臂要求完成各种运动。 因此,对材料的一个要求是作为运动的部件,它应是轻型材料。另一 方面,手臂在运动过程中往往会产生振动,这必然会大大降低它的运 动精度,所以在选择材料时,需要对质量、刚度、阻尼进行综合考虑, 以便有效地提高手臂的动态性能。此外,机器人手臂选用的材料与一 般的结构材料不同。机器人手臂是一种伺服机构,要受到控制,必须 考虑它的可控性。可控性还要与材料的可加工性、结构性、质量等性 质一起考虑。总之,在选择机器人手臂材料时,要考虑强度、刚度、 重量、弹性、抗振性、外观及价格等多方面因素,下面为几种常见机 器人手臂材料:
上一页 下一页 返回
10. 1搬运机械手设计案例导入
• (1)碳素结构钢和合金结构钢等高强度钢:这类材料强度好,尤其是合 金结构钢强度增加了4~ 5倍,弹性模量大、抗变形能力强,是应用最 为广泛的材料。
• (2)铝、铝合金及其他轻合金材料:其共同特点是重量轻,弹性模量不 大,但是材料密度小,其(E/P)之比仍可与钢材相比。
上一页 下一页 返回
实验2.15 机械手动作

实验2.15机械手动作模拟控制在机械手动作模拟控制实验区完成本实验,具体实验接线参见《RTPLC-4A实验台使用说明》中的主机接线图部分。
一、实验目的用数据移动指令来实现机械手动作的模拟二、机械原理和控制要求机械手将一工件由A处传送到B处,中间需经过上升/下降和左移/右移灯动作,这些动作通过双线圈二位电磁阀推动气缸完成。
当某个电磁阀线圈通电,就一直保持现有的机械动作,例如一旦下降的电磁阀线圈通电,机械手下降,即使线圈再断电,机械手仍保持现有的下降动作状态,直到相反方向的线圈通电为止。
另外,夹紧/放松由单线圈二位电磁阀推动气缸完成,线圈通电执行夹紧动作,线圈断电执行放松动作。
设备装有上、下限位和左右限位开关,它的工作过程共有八个动作,如图所示:85X004:左限开关开始时,机械手处于原位,X002和X004开关处于接通状态(即“1”),通过 M100线圈使M100接点接通(置“1”);这样,Y005线圈通电,原位指示灯点亮;按下启动按钮,使X000置“1”,产生移位信号,与M100一起接通移位寄存器的输入端,从而使M101置“1”,使Y000通电,执行下降动作;同时,上限开关X002断开,M100回复到“0”,原位指示灯熄灭;当下降到位时,下限开关X001接通,与M101一起产生移位脉冲信号,使M101置“0”,M102置“1”,从而使线圈Y000断电,停止下降动作;同时使M200置“1”,并使线圈T0通电,使夹紧电磁阀Y001动作,同时启动定时器T0,延时2秒;2秒后,T0常开接点接通,与M102一起产生移位脉冲,使M102置“0”,M103置“1”,从而使上升电磁阀Y002接通,执行上升动作。
由于M200是由SET命令接通的,具有自保持功能,因此Y001夹紧电磁阀在上升过程中一直保持夹紧动作。
上升到位后,上限电磁阀X002重新接通,与M103一起产生移位信号,使M103置“0”,M104置“1”,从而使Y002电磁阀断开,不在执行上升动作;同时Y003电磁阀通电,执行右移动作。
机械手的PLC控制程序
机械手的PLC控制程序摘要本设计利用PLC控制程序调试,能够完成机械手的下降,夹紧,上升,右移,下降,松开,上升,左移等一系列的动作,完全符合现实工业生产的需要,经触摸屏模拟调试效果良好,其连续性运行或手动的操作都符合要求,整个程序符合自动化的生产的要求。
本文配有动作示意图,I/O分配表,I/O连接图,梯形图和触摸屏画面,同时有程序的详细分析。
关键词:机械手;自动化;可编程控制器PLC;触摸屏目录摘要 (1)1. 概述 (4)2. 控制要求 (4)2.1. I/O连接图 (5)2.2. 程序解释 (6)2.3. 完整梯形图如下所示 (11)2.4. 触摸屏画面 (14)3. PLC应注意的问题及解决方法 (15)3.1工作环境 (15)3.1.1 温度 (15)3.1.2 湿度 (15)3.1.3 震动 (15)3.2 空气 (15)3.3安装与布线 (16)3.4 外部安全 (16)3.5 PLC的接地 (16)4.结束语 (16)5.参考文献 (16)1.概述机电一体化在各个领域的应用,机械设备的自动控制成分显来越来越重要,大机械手是一种模仿人体上肢运动的机器,它能按照预定要求输送工种或握持工具进行操作的自动化技术设备,对实现工业生产自动化,推动工业生产的进一步发展起着重要作用。
本设计采用PLC作为控制机对工业机械手进行控制及监控。
它能按照生产工艺的要求,遵循一定的程序、时间和位置来完成工件的传送和装卸,从而大大改善工人的劳动条件,显著地提高劳动生产率工业机械手可以代替人手的繁重劳动,显著减轻工人的劳动强度,提高劳动生产率和自动化水平。
2.控制要求如图所示是一台机械手传送工件机械运动状态示意图,其作用是将工件从A点传递到B点。
机械手的初始置位停在原点,按下启动后按钮后,机械手将下降—夹紧工件延时2秒-上升-右移-再下降-放松工件延时2秒-再上升-左移完成一个工作周期。
机械手的下降、上升、右移、左移等动作转换,是由相应的动作开关来控制的,而夹紧和放松的转换是有时间来控制的气动机械手的升降和左右移行作分别由两个具有双线圈的两位电磁阀驱动气缸来完成,其中下降与上升对应电磁阀的线圈分别为YV3与YV1,右行、左行对应电磁阀的线圈分别为YV2与YV4。
机械手plc控制设计毕业论文
机械手plc控制设计毕业论文机械手PLC控制设计毕业论文引言:机械手是一种能够模拟人手运动的机械装置,广泛应用于工业生产线、医疗手术等领域。
PLC(可编程逻辑控制器)作为一种常见的自动化控制设备,被广泛应用于机械手的控制系统中。
本篇论文将探讨机械手PLC控制设计的相关内容,包括PLC选型、控制算法设计以及实验验证等。
一、PLC选型在机械手的PLC控制设计中,PLC选型是至关重要的一步。
首先,需要考虑机械手的运动范围、负载能力以及精度要求等因素,以确定所需的PLC输入输出点数和处理能力。
其次,还需考虑PLC的可靠性、稳定性以及扩展性等因素,以满足未来可能的升级需求。
最后,还需考虑PLC的成本,以确保在满足需求的前提下,控制系统的成本能够得到合理控制。
二、控制算法设计机械手的控制算法设计是机械手PLC控制设计中的核心环节。
根据机械手的运动特性和任务需求,可以采用不同的控制算法。
常见的控制算法包括位置控制、速度控制和力控制等。
位置控制是通过控制机械手的关节角度或末端执行器的位置来实现目标位置的控制。
速度控制则是通过控制机械手的关节角速度或末端执行器的速度来实现目标速度的控制。
力控制则是通过控制机械手的关节力矩或末端执行器的力来实现目标力的控制。
在实际应用中,常常需要综合考虑多种控制算法,以实现更加精确和灵活的控制。
三、实验验证为了验证机械手PLC控制设计的有效性和性能,需要进行实验验证。
首先,需要搭建机械手的实验平台,包括机械结构、传感器和执行器等。
其次,需要编写PLC程序,实现机械手的控制算法。
在实验过程中,需要采集和分析机械手的运动轨迹、力矩以及控制误差等数据,以评估控制系统的性能。
最后,可以通过与其他控制方法进行比较,验证机械手PLC控制设计的优势和局限性。
结论:机械手PLC控制设计是一项复杂而重要的任务,涉及到PLC选型、控制算法设计以及实验验证等多个方面。
合理的PLC选型能够满足机械手的控制需求,并确保系统的可靠性和稳定性。
机械手控制plc程序

机械手控制plc程序【原创实用版】目录一、引言二、PLC 的基本概念与特点1.可编程逻辑控制器的定义2.PLC 的基本结构与工作原理3.PLC 的应用领域与优势三、PLC 程序设计方法与技巧1.指令的使用2.程序的设计流程3.程序的调试与优化四、机械手与 PLC 的结合1.机械手的基本概念与结构2.机械手的运动控制与 PLC 的关联3.实际应用案例分析五、结论正文一、引言随着科技的飞速发展,工业自动化技术在我国得到了广泛的应用,尤其是可编程逻辑控制器(PLC)技术。
PLC 作为一种广泛应用于工业自动化控制领域的设备,已经逐渐成为生产自动化过程中的重要组成部分。
机械手作为现代制造业中一种重要的自动化设备,其运动控制与 PLC 密切相关。
本文将围绕机械手控制 PLC 程序这一主题,介绍 PLC 的基本概念与特点,以及 PLC 程序设计方法与技巧,并结合实际案例分析机械手与PLC 的结合应用。
二、PLC 的基本概念与特点1.可编程逻辑控制器的定义可编程逻辑控制器(Programmable Logic Controller,简称 PLC),是一种专门用于工业自动化控制领域的数字计算机,具有较高的性能、可靠性和可维护性。
2.PLC 的基本结构与工作原理PLC主要由输入/输出(I/O)模块、中央处理器(CPU)、存储器和通信接口等组成。
其工作原理是:CPU根据输入信号的状态,执行存储器中预先编写好的程序,根据程序的逻辑关系,输出相应的控制信号,从而实现对机械设备等被控对象的自动化控制。
3.PLC 的应用领域与优势PLC 广泛应用于各种工业自动化控制场合,如生产线、机器人、自动化装配线等。
其优势主要体现在:较高的性价比、较强的通用性和可扩展性、易于编程与维护等。
三、PLC 程序设计方法与技巧1.指令的使用PLC 程序设计中常用的指令有:输入/输出指令、逻辑运算指令、计时/计数指令、移位/循环指令等。
根据实际控制需求,合理选用指令是提高程序效率和可靠性的关键。
S7-200的搬运机械手的PLC控制

S7-200 的搬运机械手的PLC 控制机械手是在机械化、自动化生产过程中发展起来的一种新型装置,它能模仿人手臂的某些动作功能,可按固定顺序在空间抓、放、搬运物体等,动作灵活多样,广泛应用在工业生产和其他领域内。
应用机械手可减少工人的重复操作,并能代替人类在危险与有毒性环境中工作,极大地提高了生产效率与工作精度,而且对保障人身安全,改善劳动环境,减轻劳动强度有着十分重要的意义。
可编程序控制器( PLC) 是从20 世纪60 年代末发展起来的一种新型的电气控制装置,它以微处理器为核心,将计算机技术、自动控制技术和通信技术融为一体,以其结构简单、易于编程、性能优越、可靠性高等显著优点而在工业控制领域得到了迅猛的发展,被广泛地应用于各种生产机械和生产过程的自动控制中。
德国西门子公司的PLC 产品在国内应用比较广泛,其中S7-200 系列PLC 以结构紧凑、高性价比、多种多样的CPU 尺寸以及基于Windows 的编程工具等特点在中、小规模控制系统中有独特的优势。
笔者选用西门子S7-200 为控制器,所研究的机械手采用水平/垂直位移加平面转动式结构。
机械手的全部动作由气缸驱动,PLC 控制相应的电磁阀驱动气动执行元件完成各动作。
这种控制系统能十分方便地嵌入到各类工业生产线中,完成零部件产品在固定位置之间的搬运,实现生产自动化。
1 控制功能分析机械手搬运零部件动作示意图如图1 所示,该机械手可用来将工件从左工作台搬到右工作台,其动作过程分为10 工步,即从原位开始顺序经过10个动作后完成一个周期,并返回原位。
该机械手能够抓取的工件质量m 为0. 1 kg,搬运物料过程中垂直方向加速度和水平方向加速度均为0. 3 g( g 为重力加速度) ,平面转动的回转半径r 为0. 5 m,转动角速度ω为3. 5 rad /s,角加速度β为2. 1 rad /s2,转动角度 为180°。
机械科学与技术第30 卷图1 机械手动作示意图其中为了使上升/下降、左移/右移和顺转/逆转动作能够执行,分别由3 个双线圈二位电磁阀控制气缸的动作。
PLC控制机械手程序

PLC控制机械手程序一、概述PLC(可编程逻辑控制器)是一种专门用于工业自动化控制的计算机控制系统,它通过编程来控制机械设备的运行。
机械手是一种用于自动化生产的机械装置,它能够摹拟人手的动作,完成物料的搬运和组装等工作。
本文将介绍如何编写PLC控制机械手程序,以实现自动化生产过程中的物料搬运任务。
二、程序编写步骤1. 确定任务需求在编写PLC控制机械手程序之前,首先需要明确任务的具体需求。
例如,需要将物料从一个位置搬运到另一个位置,或者需要对物料进行组装等操作。
明确任务需求有助于确定程序的逻辑和功能。
2. 设计程序框图根据任务需求,设计程序的框图。
程序框图是一种图形化的表示方法,用于描述程序的执行流程和逻辑关系。
可以使用专业的PLC编程软件进行设计,或者手绘程序框图。
3. 编写程序代码根据程序框图,编写程序代码。
PLC的编程语言通常是基于 ladder diagram(梯形图)的,它使用类似于电路图的图形符号表示程序的逻辑关系。
根据任务需求,使用适当的逻辑运算、计时器、计数器等功能块来编写程序代码。
4. 调试程序编写完程序代码后,需要对程序进行调试。
可以使用PLC的仿真软件进行调试,摹拟机械手的运行过程,检查程序的逻辑是否正确,是否能够实现预期的功能。
5. 上机械手进行实际测试经过程序调试后,将程序下载到PLC控制器中,然后连接机械手进行实际测试。
在测试过程中,需要对机械手的运行轨迹、速度、力度等进行监控和调整,确保机械手能够准确地完成任务。
三、示例程序下面是一个简单的示例程序,用于将物料从起始位置搬运到目标位置。
1. 定义输入输出变量输入变量:- 按钮1:启动按钮- 传感器1:起始位置传感器- 传感器2:目标位置传感器输出变量:- 电磁阀1:机械手抓取气缸控制- 电磁阀2:机械手放置气缸控制2. 编写程序代码根据任务需求和输入输出变量的定义,编写程序代码如下:```Network 1: Main// 定义变量VarStartButton: BOOL; // 启动按钮StartSensor: BOOL; // 起始位置传感器TargetSensor: BOOL; // 目标位置传感器GrabCylinder: BOOL; // 机械手抓取气缸控制 PlaceCylinder: BOOL; // 机械手放置气缸控制 End_Var// 程序逻辑Network 1.1: Start// 按钮1按下时,启动机械手StartButton := I:1/0;StartSensor := I:2/0;TargetSensor := I:3/0;If StartButton ThenGrabCylinder := True; // 启动机械手抓取气缸 End_IfEnd_NetworkNetwork 1.2: Move// 当机械手抓取到物料后,挪移到目标位置If StartSensor And GrabCylinder ThenGrabCylinder := False; // 住手机械手抓取气缸PlaceCylinder := True; // 启动机械手放置气缸End_IfEnd_NetworkNetwork 1.3: Finish// 当机械手到达目标位置后,任务完成If TargetSensor And PlaceCylinder ThenPlaceCylinder := False; // 住手机械手放置气缸End_IfEnd_NetworkEnd_Network```四、总结通过以上步骤,我们可以编写出一个简单的PLC控制机械手程序。
机械手的PLC控制系统
机械手的PLC控制系统引言机械手是一种能够模拟人类手部运动的自动化设备,它可以在工业生产线上执行各种复杂的工作任务。
机械手的运动需要通过PLC (Programmable Logic Controller,可编程逻辑控制器)控制系统来实现。
本文将介绍机械手的PLC控制系统的工作原理和应用。
机械手的基本构成及工作原理机械手主要由机械结构、执行器、传感器和控制系统组成。
机械结构用于支撑和使机械手运动,执行器用于驱动机械手的各个关节进行运动,传感器用于感知环境和检测目标物体,控制系统用于控制机械手的运动。
机械手的工作原理是通过控制系统发送指令,驱动执行器进行相应的运动,从而实现机械手的各个关节的协调运动。
机械手的运动可以基于预先编写的程序,也可以通过传感器感知环境进行实时调整。
PLC控制系统的基本原理PLC控制系统是一种专门用于工业自动化控制的电子系统,它由中央处理器(CPU)、输入/输出模块(I/O module)、存储器和通信接口组成。
PLC控制系统的基本原理是根据预先编写的程序,根据输入信号的变化状态进行逻辑运算,并控制输出信号的状态。
PLC控制系统的工作流程如下:1.读取输入信号:PLC控制系统通过输入模块读取传感器信号或其他外部信号。
2.执行程序逻辑:通过中央处理器(CPU)执行预先编写的程序逻辑,进行逻辑运算、计算和判断。
3.更新输出信号:根据程序逻辑和计算结果,控制输出模块输出相应的信号。
4.控制执行器:输出信号通过执行器控制机械手的运动,实现所需的操作。
5.监控和反馈:通过输入模块实时监控机械手的状态和环境,并提供反馈信号给PLC控制系统进行判断和调整。
机械手的PLC控制系统的应用机械手的PLC控制系统在工业生产中有广泛应用,主要包括以下几个方面:自动装配线机械手的PLC控制系统可以用于自动装配线上的零部件组装和产品装配。
通过预先编写的程序,结合传感器的反馈信号,机械手可以准确地获取零部件并将其组装在正确的位置,提高生产效率和产品质量。
基于PLC的机械手控制设计
基于PLC的机械手控制设计1. 引言1.1 背景介绍背景介绍:机械手是一种能够模仿人手动作完成各种工作任务的机械装置,具有高效、精准、稳定的特点,被广泛应用于工业生产线、仓储物流等领域。
随着工业自动化水平的不断提高,机械手在生产中的应用越来越广泛,对机械手控制技术的要求也越来越高。
本文旨在研究基于PLC的机械手控制设计,探讨PLC在机械手控制中的应用,设计机械手控制系统,并进行实验验证。
通过本研究,旨在提高机械手控制精度和稳定性,推动工业自动化技术的发展,为工业生产提供更多可能性。
1.2 研究意义机器人技术在现代工业生产中起着越来越重要的作用,而机械手作为机器人的重要组成部分,其控制技术的研究对于提高生产效率、降低成本具有重要意义。
研究如何利用PLC进行机械手控制设计,可以实现机械手的自动化控制,提高生产线的运行效率,减少人为操作的误差,提高产品的质量稳定性。
在工业生产中,机械手的广泛应用使得对其控制技术的研究变得至关重要。
通过PLC的应用,可以实现机械手的精准运动控制,灵活适应不同的工作环境和任务要求。
PLC具有高度稳定性和可靠性,能够保证机械手的稳定运行,提高生产效率。
通过本研究,可以深入了解PLC在机械手控制中的具体应用方法,为工程师和研究人员提供参考和借鉴。
本研究的结果也有助于推动机械手领域的发展,促进工业自动化水平的提升。
研究如何基于PLC进行机械手控制设计具有重要的理论和实践意义。
1.3 研究目的研究目的是为了探究基于PLC的机械手控制设计在工业自动化领域的应用效果,为工业生产提高效率、降低成本和减少人为操作风险提供技术支持。
通过本研究,可以深入了解PLC在机械手控制系统中的具体应用方式和优势,为工程技术人员提供可靠的控制方案。
通过对PLC程序设计和机械手运动控制的研究,可以为相关领域的技术人员提供实用的指导和参考。
本研究的目的还在于验证基于PLC的机械手控制系统的可行性和稳定性,为工业生产过程中的自动化控制提供科学依据。
PLC机械手动作的模拟
目录一、绪论1二、课题介绍 2三、设计内容及要求 31、设计要求32、控制要求3四、控制原理介绍及图示41、机械手动作的模拟实验面板图42、输入/输出接线列表43、控制过程4五、设计思想及程序框图5六、控制方案6方案一:1、工作过程分析62、梯形图73、梯形图指令8方案二:1、工作过程分析92、梯形图103、梯形图指令11七、硬件设计121、元器件选择122、元器件清单123、硬件控制原理图13八、运行调试14九、小结15十、参考文献16附录17一、绪论可编程序控制器(programmable controller),现在一般简称为PLC (programmable logic controller),它是以微处理器为基础,综合了计算机技术、半导体集成技术、自动控制技术、数字技术、通信网络技发展起来的一种通用的工业自动控制装置。
以其显著的优点在冶金、化工、交通、电力等领域获得了广泛的应用,成为了现代工业控制三大支柱之一。
在可编程序控制器问世以前,工业控制领域中是继电器控制占主导地位。
传统的继电器控制具有结构简单、易于掌握、价格便宜等优点,在工业生产中应用甚广。
但是控制装置体积大、动作速度较慢、耗电较多、功能少,特别是由于它靠硬件连线构成系统,接线繁杂,当生产工艺或控制对象改变时,原有的接线刻控制盘就必须随之改变或更换,通用性和灵活性较差。
PLC的应用领域非常广,并在迅速扩大,对于而今的PLC几乎可以说凡是需要控制系统存在的地方就需要PLC,尤其近几年来PLC的性价比不断提高已被广泛应用在冶金、机械、石油、化工、轻功、电力等各行业。
PLC 能在恶劣的环境如电磁干扰、电源电压波动、机械振动、温度变化等中可靠地工作,PLC的平均无故障间隔时间高,日本三菱公司的F1系列PLC平均无故障时间间隔长达30万h,这是一般微机所不能比拟的。
机械手通常应用于动作复杂的场合来代替人的反复的操作,从而节省人的劳动,普通继电器由于其体积和接口等各方面限制,经常被应用于动作简单的电气及流水线控制,而PLC以其可靠性高、抗干扰能力强;控制系统构成简单。
PLC控制直角坐标机械手设计

摘要工业机械手有能模仿人手和手臂的某些动作功能,用固定程序搬运,抓取物体或操作工具的自动操作装置,机械手主要由手部和运动机构组成。
按照搬运或者抓取的物件形状、尺寸、重量、材料和作业环境等的要求的不同,手结构形式有吸附型和夹持型等。
运动机构的功能是使手部完成各种动作:移动、转动等运动来实现规定的动作。
机构的伸缩、升降和旋转等运动方式,称为机械手的自由度。
本设计选用三自由度直角坐标型工业机器人,其自由度为X轴,Y轴和Z轴方向,是通过滚珠丝杠来实现小臂与大臂的伸缩,升降。
而这些动作都是通过在步进电机的带动下进行。
在控制器的作用下,它将执行将工件从一条流水线抓取并运送到另一条流水线这一简单的动作。
本篇论文主要对机械手的传动部分滚珠丝杠与步进电机进行了计算,计算内容主要包括工业机器人的传动机构的设计,以及其机械传动装置的选择。
另外对控制部分的描述主要有PLC的控制方案,接线原理图以及程序流程图等。
关键词:三自由度,直角坐标,PLC,机械手ABSTRACTIndustrial manipulator can imitate some action feature of manpower and arms, with a fixed program handling, automatic operation device for grabbing objects or tools, robotics mainly by hand, and sports organizations. By handling or grabbing the object shape, size, weight, materials and environment requirements are different. The hand structure has absorbed and clamp type. Features of motion mechanism are to complete a variety of movements of hands: mobile, turning movements to implement the provisions of the action. Institutions such as stretch lift and rotate the movement, known as freedom of manipulator. The design selection of three - degree-of-freedom Cartesian - industrial robot, its degrees of freedom for the X axis, Y axis and Z axis direction is achieved by ball screw arm and boom extension lift. These actions are driven by stepping motor. Under the action of the Controller, it will perform the work from one line to grab and shipped to another line of this simple action. This paper mainly on robotic stepping motor drive ball screws and calculation, the calculation includes design of transmission mechanism of industrial robots, as well as its selection of mechanical transmission device. In addition to the Control section describes the main PLC Control Program, wiring schematics, and programs such as flowchart.Key words: three degrees of freedom, Cartesian coordinates, PLC, manipulator目录1 绪论 (1)1.1课题来源 (1)1.2课题目的、意义 (1)1.3国内外发展基本情况 (1)2 工业机械手的总体设计 (3)2.1机械手的组成 (3)2.2工业机械手的设计分析 (4)2.3总体设计方案 (4)3.机械手的机械系统设计 (8)3.1机械手手爪设计 (8)3.2机械手传动部分设计 (15)3.3机械手基座部分设计 (21)3.4轴承的选取 (28)4 PLC控制系统设计 (29)4.1可编程序控制器的选择及工作过程 (29)4.2PLC控制系统 (30)5 结论 (36)参考文献 (37)致谢 (38)1 绪论1.1 课题来源本课题来自于企业项目。
PLC-机械手动作的模拟实现

2.机械手动作的模拟实现在S24 S7-200模拟实验挂箱(四)完成本实验。
一、实验目的用数据移位指令来实现机械手动作的模拟。
二、控制要求图中为一个将工件由A处传送到B处的机械手,上升/下降和左移/右移的执行用双线圈二位电磁阀推动气缸完成。
当某个电磁阀线圈通电,就一直保持现有的机械动作,例如一旦下降的电磁阀线圈通电,机械手下降,即使线圈再断电,仍保持现有的下降动作状态,直到相反方向的线圈通电为止。
另外,夹紧/放松由单线圈二位电磁阀推动气缸完成,线圈通电执行夹紧动作,线圈断电时执行放松动作。
设备装有上、下限位和左、右限位开关,它的工作过程如图所示,有八个动作,即为:三、机械手动作的模拟实验面板图:此面板中的启动、停止用动断按钮来实现,限位开关用钮子开关来模拟,电磁阀和原位指示灯用发光二极管来模拟。
四、输入/输出接线列表面板SB1 SB2 SQ1 SQ2 SQ3 SQ4 PLC I0.0 I0.5 I0.1 I0.2 I0.3 I0.4面板YV1 YV2 YV3 YV4 YV5 HL PLC Q0.0 Q0.1 Q0.2 Q0.3 0Q0.4 Q0.5五、工作过程分析:当机械手处于原位时,上升限位开关I0.2、左限位开关I0.4均处于接通(“1”状态),移位寄存器数据输入端接通,使M10.0置“1”,Q0.5线圈接通,原位指示灯亮。
按下启动按钮,SB1置“1”,产生移位信号,M10.0的“1”态移至M101,下降阀输出继电器I0.0接通,执行下降动作,由于上升限位开关U0.2断开,M10.0置“0”,原位指示灯灭。
当下降到位时,下限位开关SQ1接通,产生移位信号,M10.0的“0”态移位到M10.1,下降阀Q0.0断开,机械手停止下降,M10.1的“1”态移到M10.2,M20.0线圈接通,M20.0动合触点闭合,夹紧电磁阀Q0.1接通,执行夹紧动作,同时启动定时器T37,延时1.7秒。
机械手夹紧工件后,T0动合触点接通,产生移位信号,使M10.3置“1”,“0”态移位至M102.,上升电磁阀YQ0.2接通,I0.1断开,执行上升动作。
《PLC编程与应用(三菱)》项目三任务二机械手的 PLC 控制

任务二 机械手的 PLC 控制
二、移位寄存器指令及其使用
移位寄存器又称为先入先出FIFO(First in First out)堆栈,堆 栈的长度范围为2~512个字。
移位寄存器指令有先入先出写入SFWR(P) 和先入先出读出指 令SFRD(P), 用于FIFO堆栈的读写。移位寄存器指令的使用如 图3-2-7所示。
①下降→②夹紧工件→③上升→④伸出→⑤下降→⑥松开工件→⑦ 上升→⑧缩回。
回到原位后,再次循环运行。 (3)、极限位置分别用磁性位置开关来检测,下极限位置开关为SQ1, 上极限位置开关为SQ2,右极限位置开关为SQ3,左极限位置开关为 SQ4。 试设计PLC 控制程序并调试运行。要求使用移位指令编程。
图 3-2-8 流水灯程序
任务二 机械手的 PLC 控制
二、移位寄存器指令及其使用
例3:如图3-2-9所示,在传送带上传送与分拣黑白两种颜色的 物料。按下启动按钮,当光电开关检测到A 处有物料时,电动机 开始带动传送带向右运动 ;当检测到B处有合适的物料时,物料 由气缸1推入出料槽1中;当C处有合适的物料时,物料由气缸2推 入出料槽2中。按下停止按钮,电动机立即停下,当重新启动后, 系统接着停止前的状态继续工作。
图 3-2-9 物料分拣示意图
任务二 机械手的 PLC 控制
二、移位寄存器指令及其使用
例3:在传送带上传送与分拣黑白两种颜色的物料。 要求:出料槽中的物料要求一黑一白按顺序排列,当出料槽1装 满六个后再装入出料槽2中;不满足要求的物料,由传送带继续传 送到终点落到废品箱内。两个出料槽都装满6个时,本次循环结束 。 实施步骤: (1)、输入、输出接口分配见表3-2-2。
例4:如图2-2-7所示的灯塔,要求闭合“启动”开关SB,其指示 灯按以下规律循环显示:L1→L2→L3→L4→L5→L6→ L7 →L8 → L1→L2、L3、L4→L5、L6、L7、L8→L1、L2、L3、L4、L5、 L6、L7、L8,时间间隔0.3 s,断开“启动”开关SB,指示灯全部 熄灭。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.工作流程图如图5:
原始位置
下降 夹紧 上升
右行 下降 放松
左行 上升
单周期
.功能图如图6:
图5 工作流程
连续循环
图6 功能图
4. 源程序代码 ①梯形图LAD
(1)在机械手上、下、左、右行走的控制中,使用了一个软件联锁触 电,替代了SM0.0。 (2)M0.0是一个选择逻辑,其功能如上图中网络1所示,它相当于一个
由于气压传动系统使用安全、可靠,可以在高温、震动、易燃、易 爆、多尘埃、强磁、辐射等恶劣环境下工作”’。而气动机械手作为机械 手的一种,它具有结构简单、重量轻、动作迅速、平稳、可靠、节能和 不污染环境、容易实现无级调速、易实现过载保护、易实现复杂的动作 等优点。所以,气动机械手被广泛应用于汽车制造业、半导体及家电行 业、化肥和化工,食品和药品的包装、精密仪器和军事工业等。现代汽 车制造工厂的生产线,尤其是主要工艺的焊接生产线,大多采用了气动 机械手。车身在每个工序的移动;车身外壳被真空吸盘吸起和放下,在 指定工位的夹紧和定位;点焊机焊头的快速接近、减速软着陆后的变压 控制点焊,都采用了各种特殊功能的气动机械手。高频率的点焊、力控 的准确性及完成整个工序过程的高度自动化,堪称是最有代表性的气动 机械手应用之一。在彩电、冰箱等家用电器产品的装配生产线上,在半 导体芯片、印刷电路等各种电子产品的装配流水线上,不仅可以看到各 种大小不一、形状不同的气缸、气爪,还可以看到许多灵巧的真空吸盘 将一般气爪很难抓起的显像管、纸箱等物品轻轻地吸住,运送到指定目 标位置。对加速度限制十分严格的芯片搬运系统,采用了平稳加速的 SIN气缸。
气动机械手用于对食品行业的粉状、粒状、块状物料的自动计量包 装;用于烟草工业的自动卷烟和自动包装等许多工序。如酒、油漆灌装 气动机械手;自动加盖、安装和拧紧气动机械手,牛奶盒装箱气动机械 手等。
此外,气动系统、气动机械手被广泛应用于制药与医疗器械上。 如:气动自动调节病床,Robodoc机器人,da Vinci外科手术机器人等。
1. 概述
图中为一个将工件由一处传送到另一处的机械手,上升/下降和左 移/右移的执行用双线圈二位电磁阀推动气缸完成。当某个电磁阀线圈
通电,就一直保持现有的机械动作,例如一旦下降的电磁阀线圈通电, 机械手下降,即使线圈再断电,仍保持现有的下降动作状态,直到相反 方向的线圈通电为止。另外,夹紧/放松由单线圈二位电磁阀推动气缸 完成,线圈通电执行夹紧动作,线圈断电时执行放松动作。设备装有 上、下限位和左、右限位开关,它的工作过程如图所示,有八个动作且 运行方式分为单步,单周期,连续三种模式。即为:
关键字:机械手 PLC 现代工业
2、 目录 一、内容摘要: 2 二、 目录 3 三、引言 4 1. 概述 5 2. 硬件电路设计和描述 5
.输入/输出点地址分配 5 .PLC外围接线图如图: 6 3. 软件设计流程及描述 6 .功能图如图6: 7 4. 源程序代码 8
①梯形图LAD 8
四、系统调试 14
方案一:在没有确定设备是否曾在问题的情况下,首先我们对设 备进行了检测,发现不曾在任何问题,在这种情况下我选择了再一次用 先前的步骤来完成整个过程以确定初次的接线过程是否有误,结果发现 运行的结果和先前一样出现灯均亮。这样方案一就以失败告终。
方案二:通过对程序的再三检查后,发现并未出现语法上的错 误。会不会是运行的速度太快而出现一个周期接一个周期的快速运行 呢?在带着这个问题的情况下把程序的每个动作网络多家了一个stop指 令加以验证,然后将程序写入STEP-7-Micro/WIN编程软件中运行,运行 结果显示没有错误;再下载到可编程控制仪后接好线按下启动按钮,发 现指示灯会按照设计动作的要求依次亮起而且程序也能按照设计的要求 完成指定的单周期和多周期操作。这样利用方案二就完成了整个实验的
参考文献
[1]蔡红斌.电气与PLC控制技术[M].北京:清华大学出版社.2006. [2]高钦和.PLC应用开发案例精选(第2版)[M].北京:人民邮电 出版社,2008. [3]陈建明.电气控制与PLC应用(第2版)[M].北京:电子工业 出版社.2010. [4]李全利.运动控制技术应用设计与实践(西门子)[M].北京: 机械工业出版社.2009. [5]廖常初. PLC编程及应用(第3版)[M].北京:机械工业出版 社,2008
开光,控制着系统是进行单周期操作还是循环操作。
四、系统调试
(一).使用设备
在调试中使用的是中国.启动新科教电子仪器公司所生产的XK-TPLC C型可编程PLC控制仪。主机用的CPU226,还用了EM223和EM235两个扩展 模块。
(二).调试过程
首先用电脑在STEP-7-Micro/WIN编程软件中将编辑的梯形图写入软 件中,然后点击运行并对其指出的错误进行修改,修改完最终运行无误 后将其下载到可编程控制仪器中;其次按照设计的要求接好线,确定无 误后按下启动按钮。启动后发现上行、下行、左行、右行灯均同时亮且 一直亮着,这样就不符合设计中八个动作依次有序进行操作的要求,务 必对其进行修正。在这种情况下我采取了以下方案:
(一).使用设备 14
(二).调试过程 14
五.设计心得 15
参考文献 15
三、引言
在现代工业中,生产过程的机械化,自动化已成为突出的主题。化 工等连续性生产过程的自动化已基本得到解决。但在机械工业中,加 工、装配等生产是不连续的。专用机床是大批量生产自动化的有效的办 法;控制机床、数控机床、加工中心等自动化机械是有效地解决多品种 小批量生产自动化的重要办法。但除切削加工本身外,还有大量的装 卸、搬运、装配等作业,有待于进一步实现机械化。据资料介绍,美国 生产的全部工业零件中,有75%是小批量生产,金属加工生产批量中有 四分之三有50件以下,零件真正在机床上加工的时间仅占零件生产时间 的5%。从这里看出,装卸、搬运等工序机械化的迫切性,工业机械手 就是为实现这些工序的自动化而生产的。
原位
下降 夹紧 上升
右移
左移
上升
放松
下降
2. 硬件电路设计和描述
.输入/输出点地址分配
输入点:
启动按钮 SB1
I0.0
Q0.5
停止按钮 SB2
I0.5
Q0.1
下限为开关 SQ1
I0.1
Q0.0
上限位开关 SQ2
I0.2
Q0.2
右限位开关 SQ3
I0.3
Q0.3
左限位开关 SQ4
I0.4
Q0.4
.PLC外围接线图如图:
调试。
五.设计心得
这是我第二次进行与同学一起PLC的课程设计 ,我从中了解到了 许多的知道 ,比如说电路的自锁、互锁、正反转和限位,并且我能够 运用到这次的课程设计中,不仅巩固了我的专业知识,也锻炼了我的运 用能力 ,中间虽然 遇到了不少麻烦,比如程序的出错,比如PLC芯片 的如何选择,我都通过网上及图书的查找方式找到了相应的解决办法。 这次试验是我们一起完成的,完成后觉得非常开心,因为通过 努力设 计 出了理想的东西
输出点: 原始位开关 HL 抓球电磁铁 YV2 下行接触器 YV1 上行接触器 YV3 右行接触器 YV4 左行接触器 YV5
图4 PLC外围接线图
YV1、YV2、YV3、YV4、YV5、HL分别接主机的输出点Q0.0、Q0.1、 Q0.2、Q0.3、Q0.4、Q0.5;SB1、SB2分别接主机的输入点I0.0、I0.5; SQ1、SQ2、SQ3、SQ4分别接主机的输入点I0.1、I0.2、I0.3、I0.4。
广பைடு நூலகம்技术师范学院天河学院 《PLC课程设计》报告
机械手动作的模拟控制
系 别 电气工程系 班 级 本 电气113 学 号 2011010143316 学生姓名 李 鹏 宇 指导老师 陈 龙 组 员 杨祺杰 李鹏宇
2013年9月
一、内容摘要:
在现代工业中,生产过程的机械化,自动化已成为突出的主题。 化工等连续性生产过程的自动化已基本得到解决。专用机床是大批量生 产自动化的有效的办法;控制机床、数控机床、加工中心等自动化机械 是有效地解决多品种小批量生产自动化的重要办法。但除切削加工本身 外,还有大量的装卸、搬运、装配等作业,有待于进一步实现机械化, 工业机械手就是为实现这些工序的自动化而生产的。机械手是能够模仿 人体上肢的部分功能,可以对其进行自动控制使其按照预定要求输送制 品或操持工具进行生产操作的自动化生产设备。自上世纪六十年代, PLC设计的机械手被实现为一种产品后,对它的开发应用也在不断发 展,它可以在减轻繁重的体力劳动、改善劳动条件和安全生产;提高生 产效率、稳定产品质量、降低废品率、降低生产成本、增强企业的竞争 力等方面起到及其重要的作用。