注塑机螺杆型号
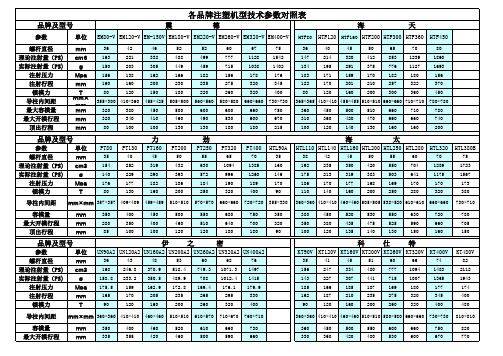
注塑机参数选型对照表
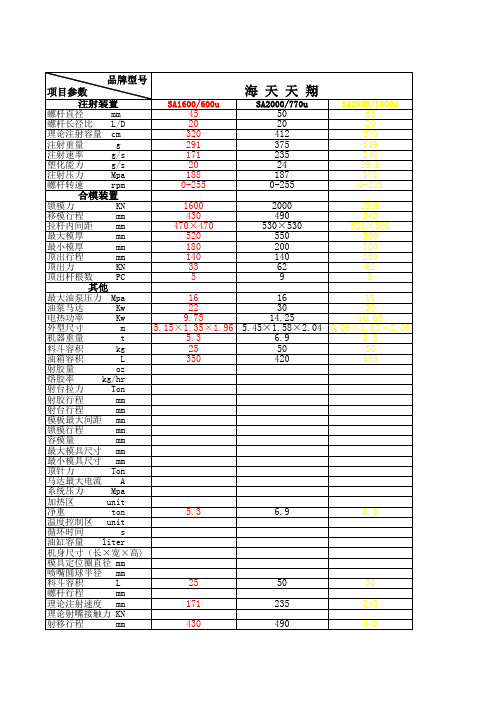
品牌型号
项目参数
注射装置
螺杆直径
mm
螺杆长径比 L/D
理论注射容量 cm
注射重量
g
注射速率
g/s
塑化能力
g/s
注射压力
Mpa
螺杆转速
rpm
合模装置
锁模力
KN
移模行程
mm
拉杆内间距 mm
最大模厚
mm
最小模厚
mm
顶出行程
mm
顶出力
KN
顶出杆根数 PC 其他
最大油泵压力 Mpa
机身尺寸(长×宽×高)
模具定位圈直径 mm
喷嘴圆球半径 mm
料斗容积
L
螺杆行程
mm
理论注射速度 mm
理论射嘴接触力 KN
射移行程
mm
PT160 45 20 319 290
160.6
182 248
1600 400 459×459
100 49
17.5 14 8.2
4.7
320 10.2 96
300
850
kg
油箱容积
L
射胶量
oz
熔胶率
kg/hr
射台拉力
Ton
射胶行程
mm
射台行程
mm
模板最大间距 mm
锁模行程
mm
容模量
mm
最大模具尺寸 mm
最小模具尺寸 mm
顶针力
Ton
马达最大电流 A
系统压力
Mpa
加热区
unit
净重
ton
温度控制区 unit
循环时间
s
油缸容量 liter
注塑机型号参数表新
BL90EK
320/900
B
C
BL120EK
430/1200
A
B
C
BL160EK
610/1600
A
B
C
36
40
36
40
45
40
45
50
20
18
23
20
18
23
20
18
185
230
205
255
320
285
360
445
170
210
190
235
295
260
330
410
5.9
7.3
6.6
8.2
10.3
9.2
顶出力 顶针回缩力 顶出杆数 动力电热 油泵系统压力 油泵马达功率 加热功率 温控区数
其它 油箱容积 机器外形尺寸 机器重量(约)
clamping tonnage
Ton
KN
Toggle stroke
mm
space between tie-bars mm
MIN.MOULD HETGHT
mm
MAX.MOULD HEIGHT
11 6 3+1 200 4.2×1.2×1.9 3.5
5 16
13 9 3+1 230 4.5×1.2×1.9 3.9
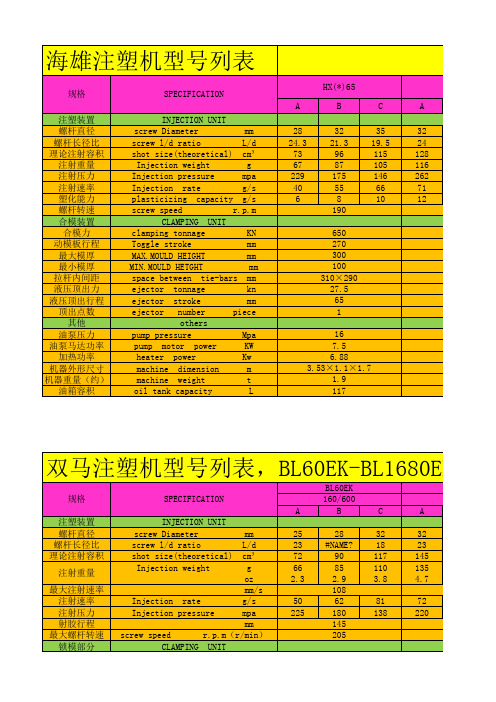
HX(*)98
B
C
D
35
38
22
20.2
154
181
140
164
219
185
85
101
15
17
200
40 19.2 200 182 168 111 19
PET专用注塑机螺杆简单介绍
PET专用注塑机螺杆简单介绍1.熔点250℃-260℃,吹塑PET成型温度较广,约255℃-290℃,增强级GF-PET可达290℃-315℃等;2.熔点高,粘度低,与金属附着力大,易水解;3.亲水性,粘料在高温下对水比较敏感,干燥温度150℃-160℃,时间4小时以上。
参数选择:1.L/D一般取20-22,三段分布L1=50-60%,L2=20-30%;2.采用低剪切,低压缩比的螺杆压缩比ε=1.8-2.2,因为剪切过热导致变色或不透明h3=0.09-0.10D;3.使用回收料(片料)时,加大加料段的输送能力,采用强制进料塑化系统。
PET瓶注拉吹技术发展趋势随着食品(包括饮料)及医疗产品等对包装瓶的大量需求,极大地带动了PET注拉吹设备和技术的发展,而啤酒和果汁等对长货架期的要求,则大大促进了PET瓶阻渗技术的提高。
塑料拉伸吹塑又称双轴取向吹塑,是一类在聚合物的高弹态下通过机械方法(拉伸杆或拉伸夹具)轴向拉伸型胚、用压缩空气径向吹胀(拉伸)型胚以成型包装容器的方法。
按型胚的成型方法分,拉伸吹塑有注射拉伸吹塑和挤出拉伸吹塑两种。
若按工序来分,拉伸吹塑又可分成一步法和两步法两种。
在一步法中,型胚的成型、冷却、加热、拉伸和吹胀以及瓶子的取出均在一台机械上依次完成;两步法则先成型出型胚,并使之冷却至室温,成为半成品,过后再把型胚送入经加热的拉伸吹塑机械中,成型为瓶子,即型胚的成型及其拉伸与吹胀分别在两台机械上进行。
拉伸吹塑成型可使聚合物分子链沿轴向和周向排列,从而使制品的机械性能、阻渗性能、光学性能和耐化学药品性得到提高。
目前应用于拉伸吹塑成型的塑料主要有PET、PVC、PP、PAN这四种,而其中的PET则主要是通过注射拉伸吹塑的方法(包括一步法和两步法)成型为瓶,以用于液体的包装。
塑料拉伸吹塑又称双轴取向吹塑,是一类在聚合物的高弹态下通过机械方法(拉伸杆或拉伸夹具)轴向拉伸型胚、用压缩空气径向吹胀(拉伸)型胚以成型包装容器的方法。
各注塑机型技术参数对照

各注塑机型技术参数对照注塑机是一种将熔融塑料压入模具中以制造制品的设备。
不同的注塑机型号有不同的技术参数,下面是各注塑机型技术参数的对照。
1.注射容积和射出压力:注射容积是指注塑机每次射料的最大容积,一般以克为单位。
不同型号的注塑机注射容积不同,通常在50克至5000克之间。
射出压力是指注塑机将熔融塑料推进模具的压力,一般以千牛为单位。
不同型号的注塑机射出压力不同,一般在50千牛至5000千牛之间。
2.螺杆直径和螺杆长径比:螺杆直径是指注塑机螺杆的最大直径,一般以毫米为单位。
不同型号的注塑机螺杆直径不同,通常在20毫米至200毫米之间。
螺杆长径比是指螺杆长度与螺杆直径的比值,一般没有单位。
不同型号的注塑机螺杆长径比不同,一般在15:1至25:1之间。
3.锁模力和开模行程:锁模力是指注塑机在射料时锁紧模具所需的最大力量,一般以吨为单位。
不同型号的注塑机锁模力不同,通常在30吨至5000吨之间。
开模行程是指模板在射料后打开模具所需的最大行程,一般以毫米为单位。
不同型号的注塑机开模行程不同,一般在100毫米至2000毫米之间。
4.螺杆转速和冷却时间:螺杆转速是指注塑机螺杆的最大转速,一般以转/分钟为单位。
不同型号的注塑机螺杆转速不同,通常在50转/分钟至2000转/分钟之间。
冷却时间是指模具在射料后冷却的最短时间,一般以秒为单位。
不同型号的注塑机冷却时间不同,一般在10秒至120秒之间。
5.注塑速度和射出时间:注塑速度是指注塑机将熔融塑料射入模具的速度,一般以毫米/秒为单位。
不同型号的注塑机注塑速度不同,通常在100毫米/秒至1000毫米/秒之间。
射出时间是指注射器将熔融塑料射入模具所需的最短时间,一般以秒为单位。
不同型号的注塑机射出时间不同,一般在0.5秒至5秒之间。
6.加热功率和机器重量:加热功率是指注塑机加热器的总功率,一般以千瓦为单位。
不同型号的注塑机加热功率不同,通常在5千瓦至100千瓦之间。
螺杆标准尺寸规格表

螺杆标准尺寸规格表
根据不同的标准和应用,螺杆的尺寸规格可以有很多种。
以下是一般常见的螺杆标准尺寸规格表:
1. ISO标准螺杆:根据ISO 68-1标准,螺杆的尺寸规格包括螺距、直径、螺纹形状等。
在ISO标准中,螺杆的各个尺寸规
格有标准的数值范围。
2. DIN标准螺杆:根据德国标准化组织(DIN)的标准,螺杆
的尺寸规格也有详细规定,包括材料、螺距、直径、螺纹标准、螺纹类型等。
3. ANSI标准螺杆:根据美国国家标准化协会(ANSI)标准,螺杆的尺寸规格也有详细规定,包括材料、螺距、直径、螺纹标准、螺纹类型等。
4. JIS标准螺杆:根据日本工业标准(JIS)规定的螺杆尺寸规格,包括材料、螺距、直径、螺纹标准、螺纹类型等。
此外,还有一些工业标准和企业内部标准,也有自己的螺杆尺寸规格表。
根据具体的应用领域和材料要求,选择合适的螺杆标准和尺寸规格才能确保满足设计和生产需求。
螺杆标准尺寸规格表

螺杆标准尺寸规格表摘要:一、前言二、螺杆标准尺寸规格表的概述三、螺杆的分类及应用四、螺杆标准尺寸规格表的具体内容1.螺纹的类型2.螺纹的尺寸3.螺纹的强度等级4.螺纹的标记方法五、螺杆标准尺寸规格表在工程中的应用六、总结正文:一、前言螺杆是一种常见的机械零件,广泛应用于各类工程机械、汽车、飞机等交通工具以及工业生产中。
为了保证螺杆的质量以及方便设计、生产、使用,我国制定了螺杆标准尺寸规格表。
二、螺杆标准尺寸规格表的概述螺杆标准尺寸规格表是根据我国的标准GB/T 197-2003《普通螺纹》制定的,它详细规定了螺杆的螺纹类型、尺寸、强度等级以及标记方法等内容。
三、螺杆的分类及应用螺杆按照螺纹的形状可以分为:普通螺纹、管螺纹、梯形螺纹、锯齿形螺纹等。
按照材质可以分为:碳钢螺杆、不锈钢螺杆、铜螺杆等。
螺杆的应用十分广泛,如:汽车发动机、飞机发动机、机床、工程机械、建筑机械等。
四、螺杆标准尺寸规格表的具体内容1.螺纹的类型:我国螺纹分为内螺纹和外螺纹两种,内螺纹又分为圆柱螺纹和圆锥螺纹,外螺纹分为普通螺纹和管螺纹。
2.螺纹的尺寸:螺纹的尺寸包括螺纹的大径、小径、螺距、牙高等。
3.螺纹的强度等级:根据螺纹的材质和用途,螺纹分为不同的强度等级,如:4.6级、4.8级、5.6级等。
4.螺纹的标记方法:我国采用GB/T 197-2003规定的标记方法,包括螺纹类型、尺寸、强度等级、材料等信息的标记。
五、螺杆标准尺寸规格表在工程中的应用在工程设计中,需要根据螺杆的具体应用环境和要求,选择合适的螺纹类型、尺寸和强度等级,以保证螺杆的连接和传动性能。
在生产中,需要严格按照螺杆标准尺寸规格表进行生产,以保证螺杆的质量。
在使用中,需要根据螺杆的标记方法,正确识别和使用螺杆。
如何选择和使用注塑机螺杆

注塑机螺杆知识大全一、注塑机螺杆材质分类1、HPT全硬化粉末合金螺杆采用采用钨钴粉末合金工具钢,经特殊工艺整体硬化处理成型,螺杆内部与外部整体硬度相同,达到HRC65°左右。
适合加工各种透明产品、精密产品以及添加纤维的LCP、PPS、PES、PPA等特殊高温、高腐蚀性塑料。
2、双合金螺杆采用SACM645、38CrMoAlA为基材,然后牙顶或者螺槽离子喷焊碳化钨镍基合金,螺杆表面硬度在HRC60°左右。
适合加工各种透明产品以及添加纤维的PA6、PA66等工程料。
3、电镀螺杆采用SACM645、38CrMoAlA为基材,成型过后外表面电镀一层硬铬、镍、钛等元素。
硬度在HRC60°左右。
适合加工PC,PMMA,PET透明料和腐蚀性塑料U-PVC料。
4、不锈钢螺杆材质为9Cr18MoV特殊不锈工具钢,采用整体淬火+整体硬化处理,整体硬度在HRC55°左右。
5、SKD61螺杆采用日立SKD61材料,经特殊工艺处理成型,产品韧性好,抗扭力强。
6、普通氮化螺杆采用SACM645、38CrMoAlA为基材经特殊工艺处理成型,氮化层深度0.5-0.8mm,整体硬度HV980~1080°。
适合加工普通塑料,如PP,ABS,PS,AS,PVC等普通塑料。
二、注塑机螺杆分段说明注塑机螺杆一般情况下可分为加料段、压缩段、均化段(也称为计量段)。
(注:不同的螺杆三段所占的比值不一样,螺杆槽深不一样,螺杆底径过渡形式不一样)1、注塑机螺杆加料段此段螺沟深度固定,其功能为负责预热与塑料固体输送及推挤。
必须保证塑料在进料段结束时开始熔融。
2、注塑机螺杆压缩段此区段为渐缩螺杆螺沟牙深,其功能为塑料原料熔融、混炼、剪切压缩与加压排气。
塑料在此段会完全溶解,体积会缩小,压缩比的设计很重要。
3、注塑机螺杆均化段此段为螺杆螺沟固定沟深,其主要功能为混炼、熔胶输送、计量,还必须提供足够的压力,保持熔胶均匀温度及稳定熔融塑料的流量。
注塑机螺杆料筒尺寸

料筒直径、长度
Ф102*1090
Ф115*1005 Ф102*942 Ф110*912 Ф150*1710 Ф115*995 Ф100*1075 Ф86*711 Ф98*945 Ф102*948 Ф102*945 Ф118*1232含法兰射嘴 Ф112*1148
Ф112*1149
Ф128*1285 Ф128*1286 Ф128*1606含法兰射嘴 Ф135*1386 Ф128*1328 Ф110*862 Ф110*855 Ф110*977 Ф110*863 Ф126*1095 Ф126*975 Ф150*1352 Ф145*1181 Ф110*1162 Ф118*1225 Ф128*1313
3500
Ф30
Ф25*784
Ф28*942
Ф45
Ф40*1143
Ф45*1270
Ф90*930 Ф90*946 Ф120*1074 Ф120*1075 Ф120*1160 Ф118*1202 Ф100*955 Ф100*800 Ф100*1075 Ф100*1075
Ф100*1045 Ф100*1045 Ф137*1342 Ф195*2104 Ф195*1930 Ф160*1957 Ф155*1823 Ф245*3127 Ф156*1644 Ф106*875 Ф120*1100
海天(天剑)86T 海天HTF90
海天HTF120T 海天HTF120T 海天HTF160T
博创150 凯迪威90T 凯迪威120T 凯迪威120T 凯迪威120T CJ80T-M3 CJ120T-M3震德 CJ120T-M3震德EV CJ180T-M3震德 CJ380T-M3震德新款 CJ380T-M3震德旧款 全力发400T 全力发450T 全力发800T 富强鑫260T 振华88T 宁波120T 中鸿泰G80T 申达90T 台中精机90T Ve款 亿利达 E 120T 亿利达 EA 120T 亿利达 EA 160T
螺杆标准尺寸规格表

螺杆标准尺寸规格表
以下是螺杆的一般标准尺寸和规格表的示例。
请注意,具体的螺杆标准尺寸和规格可能会根据不同的螺杆类型和标准有所不同。
这里提供的尺寸仅供参考:
1. 公制螺杆:
- 螺纹类型:粗牙螺纹(Coarse Thread)和细牙螺纹(Fine Thread)
- 直径尺寸:M2、M2.5、M3、M4、M5、M6、M8、M10、M12、M14、M16、M20 等
- 不同直径的螺杆分为不同的尺寸等级和长度分类
2. 英制螺杆:
- 螺纹类型:UNC(Unified Coarse Thread)、UNF (Unified Fine Thread)和UNS(Unified Special Thread),以及其他特殊类型的螺纹
- 直径尺寸:#2、#4、#6、#8、#10、1/4 inch、5/16 inch、3/8 inch、7/16 inch、1/2 inch、5/8 inch、3/4 inch、1 inch 等
- 长度分类:根据螺杆用途和需要,可有不同的长度可选。
3. 其他类型的螺杆:
- 螺杆类型:如干涉螺杆、复合螺杆等,尺寸规格表会根据具体类型进行规定和分类。
需要根据具体的应用需求和所在国家或地区的相关标准来确定螺杆的具体尺寸和规格要求。
建议参考相关的标准规范,如ISO、ANSI、DIN等,并咨询专业供应商或制造商的意见,以选择适合具体需求的螺杆。
各规格注塑机技术参数
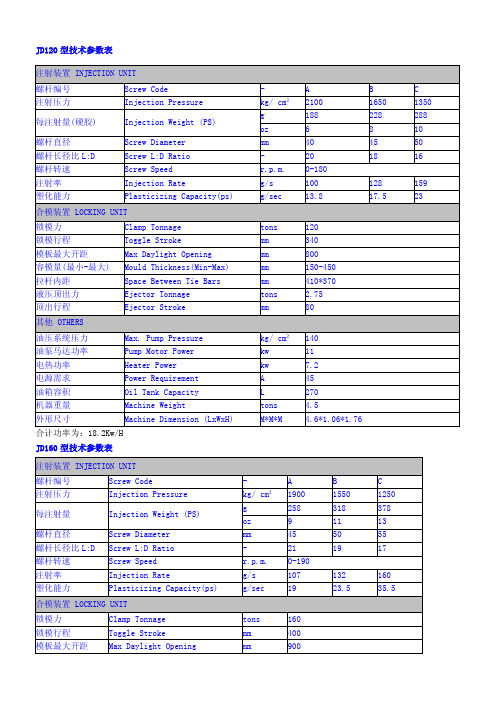
JD120型技术参数表
合计功率为:18.2Kw/H JD160型技术参数表
JD90型技术参数表
HDX 78 T技术参数SPECIFICATION
海天牌注塑机技术参数:
海天HTF250J/TJ注塑机总功率为:38.65 Kw/H(250吨)
注塑机生产电耗:油压机,机器前二个小时内为全负荷运作,二个小时后耗电量为额定功率的65%左右,电动机则为50%左右。
如果采用伺服电机会更省电,一般注塑机都是步进电机。
通过以上机器参数可以得出,80吨新注塑机一天的253度电(以最大功率机器计算),120吨新注塑机一天的约338度电(以最大功率机器计算),160吨新注塑机一天的约424度电(以最大功率机器计算)。
海天注塑机参数表

海天注塑机参数表海天注塑机参数表型号参数单位80×A 80×B 80×C 86×2A 86×2B 86×2C螺杆直径mm 34 36 40 34 36 40 理论注射容量cm3 111 124 153 131 147 181注射重量PS g 101 113 139 119 134 165注射压力Mpa 206 183 149 206 183 149注射行程mm 122 144 螺杆转速r/min 0~220 0~240料筒加热功率KW 5.7 5.7锁模力KN 800 860拉杆内间距(水平×垂直) mm 365×365 360×360允许最大模具厚度mm 360 360 允许最小模具厚度mm 150 150移模行程mm 310 310移模开距(最大) mm 670 670液压顶出行程mm 100 100液压顶出力KN 33 33液压顶出杆数量PC 5 5油泵电动机功率KW 11 13油箱容积l 200 200机器尺寸(长×宽×高) m 4.3×1.25×1.8 4.5×1.25×1.9机器重量t 3.223.45最小模具尺寸(长×宽) mm 240×240 255×255HTF海天注塑机技术参数 2型号参数单位110×1A 110×1B 110×1C 160×2A 160×2B 160×2C螺杆直径mm 34 36 40 40 45 48 理论注射容量cm3 131 147 181 253 320 364 注射重量 PS g 119 134 165 230 291 331注射压力Mpa 206 183 149 202 159 140注射行程mm 144 201 螺杆转速r/min 0~215 0~230料筒加热功率KW 5.7 9.3锁模力KN 1100 1600拉杆内间距(水平×垂直) mm 400×400 455×455允许最大模具厚度mm 410 500允许最小模具厚度mm 160 180移模行程mm 340 420移模开距(最大) mm 750 920液压顶出行程mm 100 140液压顶出力KN 33 33液压顶出杆数量PC 5 5油泵电动机功率KW 13 18.5油箱容积l 210 240机器尺寸(长×宽×高) m 4 .7×1.3×1.85 5.4×1.45×2.05机器重量t 3.4 5 最小模具尺寸(长×宽) mm 280×280 320×320HTF海天注塑机技术参数 3型号参数单位200×A 200×B 200×C 300×A 300×B 300×C螺杆直径mm 45 50 55 60 65 70理论注射容量cm3 334 412 499 727 853 989注射重量PS g 304 375 454 662 776 900注射压力Mpa 210 170 141 213 182 157注射行程mm 210 257 螺杆转速r/min0~150 0~160 料筒加热功率KW 12.45 17.25锁模力KN 2000 3000 拉杆内间距(水平×垂直) mm 510×510 660×660允许最大模具厚度mm 510 660 允许最小模具厚度mm 200 250移模行程mm 470 660移模开距(最大) mm 980 1260液压顶出行程mm 130 160液压顶出力KN 62 62液压顶出杆数量PC 9 13油泵电动机功率KW 18.5 30油箱容积l 300 580机器尺寸(长×宽×高) m 5.2×1.6×2.1 6.9×2.0×2.4机器重量t 611.5最小模具尺寸(长×宽) mm 350×350 460×460HTF海天注塑机技术参数 4型号参数单位360×2A 360×2B 360×2C 450×2A 450×2B 450×2C螺杆直径mm 65 70 75 70 80 84理论注射容量cm3 10681239 1423 1424 1860 2050注射重量PS g972 1127 1295 1296 1693 1866注射压力Mpa 208 180 156 204 156 141注射行程mm 322 370螺杆转速r/min 0~180 0~160料筒加热功率KW 19.65 23.85。
注塑机专用螺杆的选用

不同的塑料,因为其熔融的速度、熔融时吸收的热量、熔体粘度、吸水率、热稳定性等特性的差异,对于注塑机塑化螺杆的形状要求有很大区别。
即使同一种塑料,因为制品不同,塑料所添加的阻燃剂、润滑剂、玻璃纤维、无机矿物质等改性剂及填充物不同、或者混色的要求、熔融均化的要求不同,未熔时的颗粒形状不同,都对螺杆有不同的要求。
对于一般未加阻燃剂的塑料,使用普通通用螺杆就可以加工,只需要根据不同熔融粘度选用不同直径螺杆(大、中、小直径)即可。
如果是性能较特殊的塑料(PA、PVC、CA、CP,热固性塑料等)、特殊制品(瓶坯、光学透镜、有色太阳镜片、PP-R管接头、液晶显示发光板等)或特殊颗粒形状(粉状、片状)的塑料,必须使用专用螺杆。
PC专用螺杆:针对PC等高粘度塑料,剪切发热少,耐酸性腐蚀,中、小直径,成型PC、PP-R、阻燃ABS等效果好。
也可成型一般塑料及PMMA普通制品。
混色效果较差。
如塑料中加色粉,需订做加强混色型螺杆。
PA专用螺杆:针对PA粘度低、着色难、熔融速度快、自润滑性好等特点,螺杆混色效果好,进料量稳定、排气效果好。
中间直径。
成型PA、PP、LCP等结晶类低粘底塑料效果好。
也可成型一般塑料。
对于PC、PMMA阻燃ABS等高粘度及热稳定性差的塑料不适用(中段温度过高、分解)PMMA专用螺杆:针对PMMA透明产品要求塑化效果好、分解率低等特性、塑化好、剪切发热低、混色好。
中间直径成型PMMA、PP-R、PC、ABS等加色粉时效果好,如塑料加有阻燃剂、螺杆需镀铬。
UPVC专用螺杆:针对UPVC粘度高、易分解、腐蚀性强以及PVC管接头要求塑化好等特点。
螺杆塑化好、剪切发热少,耐酸性腐蚀。
因为没有过胶圈,不能用于低粘度塑料和注射速度压力分级较精确的制品。
另外,由于需散热降温,做UPVC产品时机筒(熔胶筒)要采用强制风冷措施与螺杆配合使用。
PET专用螺杆:针对PET粘度低、比热容大、易粘料以及PET瓶坯要求塑化快、塑化均匀的特性,螺杆塑化好、稳定性高、不粘料、熔胶速度快、所做瓶坯吹瓶时成品率高。
注塑机螺杆的选用

注塑机专用螺杆的选用不同的塑料,因为其熔融的速度、熔融时吸收的热量、熔体粘度、吸水率、热稳定性等特性的差异,对于注塑机塑化螺杆的形状要求有很大区别。
即使同一种塑料,因为制品不同,塑料所添加的阻燃剂、润滑剂、玻璃纤维、无机矿物质等改性剂及填充物不同、或者混色的要求、熔融均化的要求不同,未熔时的颗粒形状不同,都对螺杆有不同的要求。
对于一般未加阻燃剂的塑料,使用普通通用螺杆就可以加工,只需要根据不同熔融粘度选用不同直径螺杆(大、中、小直径)即可。
如果是性能较特殊的塑料(PA、PVC、CA、CP,热固性塑料等)、特殊制品(瓶坯、光学透镜、有色太阳镜片、PP-R管接头、液晶显示发光板等)或特殊颗粒形状(粉状、片状)的塑料,必须使用专用螺杆。
下面就我司现有螺杆作一介绍。
PC专用螺杆:针对PC等高粘度塑料,剪切发热少,耐酸性腐蚀,中、小直径,成型PC、PP-R、阻燃ABS等效果好。
也可成型一般塑料及PMMA普通制品。
混色效果较差。
如塑料中加色粉,需订做加强混色型螺杆。
PA专用螺杆:针对PA粘度低、着色难、熔融速度快、自润滑性好等特点,螺杆混色效果好,进料量稳定、排气效果好。
中间直径。
成型PA、PP、LCP等结晶类低粘底塑料效果好。
也可成型一般塑料。
对于PC、PMMA阻燃ABS等高粘度及热稳定性差的塑料不适用(中段温度过高、分解)PMMA专用螺杆:针对PMMA透明产品要求塑化效果好、分解率低等特性、塑化好、剪切发热低、混色好。
中间直径成型PMMA、PP-R、PC、ABS等加色粉时效果好,如塑料加有阻燃剂、螺杆需镀铬。
UPVC专用螺杆:针对UPVC粘度高、易分解、腐蚀性强以及PVC管接头要求塑化好等特点。
螺杆塑化好、剪切发热少,耐酸性腐蚀。
因为没有过胶圈,不能用于低粘度塑料和注射速度压力分级较精确的制品。
另外,由于需散热降温,做UPVC产品时机筒(熔胶筒)要采用强制风冷措施与螺杆配合使用。
PET专用螺杆:针对PET粘度低、比热容大、易粘料以及PET瓶坯要求塑化快、塑化均匀的特性,螺杆塑化好、稳定性高、不粘料、熔胶速度快、所做瓶坯吹瓶时成品率高。
各注塑机型技术参数对照
PT400
70 1385 1260 189 400 750 700 180
HTL90A
35 160 146 170 90 350 320 90
HTL110 HTL140 HTL160 HTL200 HTL250 HTL280
38 192 175 186 110 380 350 100 42 235 213 170 140 450 380 120 45 350 319 177 160 520 435 135 50 420 383 168 200 530 475 140 55 550 503 169 250 550 525 130 60 704 641 170 280 630 590 150
HTL380B
75 1723 1567 173 380 730*710 780 705 150
720*720 355*330
360*360 410*410 460*460 505*505 538*520 610*610 660*660
品牌及型号
参数 单位 螺杆直径 mm 理论注射量(PS) cm3 实际注射量(PS) g 注射压力 Mpa 注射行程 mm 锁模力 T 导柱内间距 mm× mm 容模量 mm 最大开模行程 mm 顶出行程 mm
HTF120 HTF160 HTF200 HTF300 HTF360
365*365 410*410 455*455 510*510 660*660 710*710 780*780
品牌及型号
力
劲
PT250
55 630 572 184 250 570*570 550 510 120
海
PT320
65 1094 996 190 320 660*660 680 640 180
注塑机螺杆分类

注塑机螺杆分类
嘿,朋友!今天咱就来聊聊注塑机螺杆这个有点神秘但又超级重要的家伙。
你看啊,注塑机螺杆就像是一个大力士,在注塑的过程中起着关键的作用呢!它有好几种类型,每种都有自己独特的本领。
先说渐变型螺杆吧,这家伙就像是个经验丰富的老手,能稳稳地把塑料往前推送,工作起来那叫一个靠谱。
我记得有一次和厂里的老师傅聊天,他就说:“这渐变型螺杆啊,就像是我们厂的老黄牛,任劳任怨,让人放心。
”
还有突变型螺杆呢,它可就有点特别啦!它就像是个急性子,干活特别猛,能快速地处理那些比较特殊的塑料。
有一次我在车间看到工人小李正对着一台注塑机发愁,原来是塑料在螺杆里卡着了。
这时候旁边的老张就说:“你换突变型螺杆试试呀,它对付这种情况可有一套。
”嘿,还真别说,换上之后问题就解决了。
再说说通用型螺杆,它呀,就像是个全能选手,啥塑料都能应付得来。
有一回我问班长:“为啥咱厂这么喜欢用通用型螺杆呀?”班长笑着说:“它好用呗,啥都能搞,多省心呀。
”
不同的螺杆在不同的场合都能大显身手呢!就像我们人一样,各有各的长处和用处。
有时候在这个地方需要渐变型螺杆的稳重,有时候在那个地方又需要突变型螺杆的爆发力,而通用型螺杆则在很多时候都能帮上大忙。
总之呢,注塑机螺杆虽然看起来不起眼,但它的作用可大着呢!咱可得好好了解它们,让它们在我们的生产中发挥出最大的价值。
选对了螺杆,就像是给注塑机配上了最合适的武器,能让我们的工作事半功倍呀!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺杆种类:
渐变型、突变型、波浪形、屏障型、双屏型、锥型、分流型、分离型、排气型、销钉型、混合型、双头、三头、多头、造粒型螺杆等。
“华达螺杆”。
生产用途:
挤出机,注塑机、电木机、橡胶机、发泡机、吸塑机、吹塑机械专用等。
螺杆适合塑料范围:
通用塑料、PA、PP、PC、PE、ABS、AS、PS、PVC、PMMA、LCP、PBT、PET、PPC、PPS、PAR、PO、磁粉、陶瓷粉、铝镁粉、铁粉、电木粉等工程塑料。
PET(聚酯)
特性:①熔点250℃~260℃,吹塑级PET则成型温度较广一点,大约255℃~290℃。
②吹塑级PET粘度较高,温度对粘度影响大,热稳定性差。
参数选
择①L/D一般取20,三段分布L1=50%-55%,L2=20%。
②采用低剪切、低压缩比的螺杆,压缩比ε,一般取1.8~2,同时剪切过热导致
变色或不透明h3=0.09D。
③螺杆前端不设混炼环,以防过热,藏料。
④因这种材料对温度较敏感,而一般厂家多用回收料,为提高产量,我厂采用的是
低剪切螺杆,所以可适当提高马达转速,以达到目的。
同时在使用回收料方面(大部
分为片料),本厂根据实际情况,为加大加料段的输送能力,也采取了加大落料口径
在机筒里开槽等方式,取得了比较好的效果。
PVC(聚氯乙烯)
热敏性物料,一般分为硬质和软质,其区别在于原料中加入增塑剂的多少,少于10%的为硬质,多于30%为软质。
一般讲,螺杆参数为L/D=16~20,h3=0.07D,ε =1.6~2 ,L1=40%,
L2=40%。
为防止藏料,无止逆环,头部锥度20°~30°,对软胶较适应,如制品要求较高,可采用无计量段,分离型螺杆,此种螺杆对硬质PVC较适合,而且为配合温控,加料段
螺杆内部加冷却水或油孔,机筒外加冷水或油槽,温度控制精度±2℃左右。
PC料的注塑工艺及螺杆的选择
PC性能优异,透明度较高,冲击韧性好,耐蠕变,使用温度范围宽,PC的工艺特
性是:熔融粘度对剪切率的敏感性小,而对温度的敏感性大,无明显熔点,熔融体粘
度较高,高温下树脂易水解,制品易开裂。
针对这些特性,我们特别要注意区别对待:
要增加熔体的流动性,不是用增大注射压力而应采用提高注射温度的办法来达到。
要求模具的流道、浇口短而粗,以减少流体的压力损失,同时要较高的注射压力。
树脂在成型加工之前需进行充分的干燥处理,使其含水量控制在0.02%以下,此外,在加工过程中对树脂还应采取保温措施,以防重新吸湿。
不仅需要合理的制品设计,还应正确掌握成型工艺,如提高模具温度,对制品进行后处理等可以减少或消除内应力。
视产品的不同状况及时调正工艺参数。