制剂工艺规程模板
制剂工艺规程
工艺规程目录1、产品综述1.1产品名称及代码1.2产品剂型、规格及批量1.3产品概述2、生产处方2.1处方依据2.2生产处方及制法2.3生产用原辅材料使用清单2.4工艺流程图及洁净区域划分3、生产操作要求3.1生产用关键房间与设备一览表3.2设备操作规程及设备清洁规程一览表3.3具体操作过程及工艺条件4、质量控制点、质量标准、检验方法4.1工艺用水质量控制点4.2工艺过程质量控制点4.3原辅料、包装材料的质量标准及检验依据4.4中间产品、成品检验项目、方法及标准5、包装操作要求5.1包装规格5.2包装材料清单5.3具体包装操作步骤5.4包装要求、标签、说明书与贮存方法6、技术经济指标6.1成品率的计算6.2物料平衡的计算7、工艺卫生、环境卫生及人员卫生8、其他8.1其他工艺要求8.2技术安全及劳动保护8.3劳动组织与岗位定员8.4设备维护及度量衡器检验8.5附录:常用理化常数计算公式及换算公式9、附页:供修改时登记,批准日期、文字和内容等10、包材样张1、产品综述:1.1产品名称:复方金银花颗粒汉语拼音:Fufangjinyinhua Keli1.2剂型及规格:颗粒剂,10g/袋(相当于总药材3.5g)包装规格:10g×10袋×150盒1.3产品代码:C02 产品批量:6万袋1.4产品概述1.4.1 性状:本品为浅黄色的颗粒;味甜、微苦。
1.4.2功能主治:清热解毒,凉血消肿。
用于风寒感冒,喉痹,乳蛾,目痛、牙痛及痈肿疮疖等症。
1.4.3 用法用量:开水冲服,一次10~20g,一日2~3次。
1.4.4 规格:每袋装10g。
1.4.5 批准文号:国药准字Z230211071.4.6 贮藏:密封。
1.4.7 有效期:两年2、生产处方:2.1处方依据:卫生部药品标准中药成方制剂第十册第115页 (WS3-B-1985-95)2.2【处方】2.2.1法定处方金银花 750g 连翘 750g 黄芩 250g蔗糖粉适量制成 5000g(500袋)2.2.2制法:以上三味,金银花加水蒸馏,收集蒸馏液至规定量,另器保存。
口服液生产工艺规程
制药有限公司口服液生产工艺规程颁发单位:GMP办公室工艺规程批准程序1. 剂型、规格 (3)2. 生产工艺流程 (3)3.操作过程及工艺条件 (4)4.质量控制要点 (6)5.设备一览表、主要设备生产能力 (6)6.工艺过程中的SOP (7)7.中间产品的控制 (7)8.验证工作要点 (7)9.工艺卫生和环境卫生 (8)10.劳动组织及岗位定员 (8)一、制剂类型:非最终灭菌口服液生产,500ml规格,洁净塑料瓶包装。
二、流程图:口服液生产工艺流程图三、操作过程及工艺条件1生产前的检查与确认1.1是否还留有前批生产的产品或物料,是否已清洁并取得“清场合格证”。
1.2检查确认生产现场的机器设备和器具是否已清洁并准备完毕挂上“合格” 标示。
1.3所使用原辅料是否准备齐全。
是否有质量检验报告单,合格品才能使用。
1.4检查确认与生产品种相适应的批生产指令、配套文件及有关记录是否已准备齐全。
2称量、配料2.1原辅料或中间产品,除去外包装、经净化处理后,经缓冲区进入称量室。
对称量室内的案称、天平、量筒等计量器具进行校零。
称量人核对原辅料、中间产品的品名、规格、批号、合格证等确认无误后记录、签名。
称量必须复核,复核人对品名、数量确认无误后记录、签名。
配好的批量辅料、中间产品装入洁净密闭容器中,附上标志,注明品名、规格、批号、数量称量人、日期。
3配制、过滤3.1口服液的质量,采用纯水配制。
称量好的原辅料、中间产品加入到5001 配液罐中,注根据不同产品的工艺要求进行配制,配制好的药液应作性状、PH、相对密度、定性、定量等质量检验。
配制中添加的防腐剂、抑菌剂的品种和用量应当无害、不影响疗效,对质量标准规定的检验方法无干扰。
3.2要求选用适宜的滤材及过滤方法(经验证确认的方法),过滤后药液先经含量、澄清度检查合格后打入灌装室。
4灌装、旋盖、封口4.1瓶子必须是不低于10万级净化环境生产,并经微生物检验合格的产品。
灌装前检查所用瓶子是否有检验合格证,包装是否完好、洁净。
制剂工艺规程模板
1 目的建立****制剂工艺规程,保证工艺控制和工艺步骤严格的按规定执行。
2 范围适用于****-的生产过程和中间控制。
3 职责生产管理部、技术管理部、质量管理部对本规程的实施负责。
4制定依据药品生产质量管理规范(****年修订);中国药典(*****年修订);(标准的名称、编号、以再注册上为准);***制剂工艺验证报告(编号:**)。
5 程序5.1 产品名称、剂型、规格产品名称:*****汉语拼音:产品代码:剂型:以再注册上为准规格:以再注册上为准有效期:以注册证或补充批件为准性状:以最新质量标准描述一致。
药品批准文号:批代表量:**万片。
5.2 处方5.3 产品的法定质量标准和内控标准5.3.1 原辅料、中间产品、待包装产品质量标准5.3.1.1 原料质量标准:***质量标准见:5.3.1.2 辅料质量标准:****质量标准见:5.3.1.3中间产品质量标准:(如有)5.3.1.4待包装产品质量标准见:5.4工艺流程图及环境区域划分。
5.4.1工艺流程图5.4.2、环境区域划分5.5操作过程及工艺条件5.5.1工序名称5.5.1.1操作前准备(如清洗、组装、校准等)所采用的方法或相应操作规程编号。
5.5.1.2本工序所需物料的计算公式;5.5.1.3具体操作步骤及工艺参数(如物料的核对、加入物料的顺序、煎煮时间、温度等);5.5.1.4本工序中间产品的抽验要求(需注明抽验人、抽验数量、控制方法、中间体标准等);5.5.1.5本工序所产中间产品的存储要求(注明盛装容器材质、容积、清洁要求、状态标志要求、封口要求、堆码高度、存放地点、存放条件、存放时间)。
5.5.1.6物料平衡计算公式、平衡率范围。
5.5.1.7清场:注明清场顺序、清场的状态、标识、清场记录,设备清场标准见**清洁操作规程。
5.5.1.8记录的交接,注明完整记录必须包含的内容、记录移交时间、移交去处。
5.5.1.9本工艺涉及文件及其使用范围。
制剂实用工艺规程实用模板
1 目的建立****制剂工艺规程,保证工艺控制和工艺步骤严格的按规定执行。
2 围适用于****-的生产过程和中间控制。
3 职责生产管理部、技术管理部、质量管理部对本规程的实施负责。
4制定依据药品生产质量管理规(****年修订);中国药典(*****年修订);(标准的名称、编号、以再注册上为准);***制剂工艺验证报告(编号:**)。
5 程序5.1 产品名称、剂型、规格产品名称:*****汉语拼音:产品代码:剂型:以再注册上为准规格:以再注册上为准有效期:以注册证或补充批件为准性状:以最新质量标准描述一致。
药品批准文号:批代表量:**万片。
5.2 处方5.3 产品的法定质量标准和控标准5.3.1 原辅料、中间产品、待包装产品质量标准5.3.1.1 原料质量标准:***质量标准见:5.3.1.2 辅料质量标准:****质量标准见:5.3.1.3中间产品质量标准:(如有)5.3.1.4待包装产品质量标准见:5.4工艺流程图及环境区域划分。
5.4.1工艺流程图5.4.2、环境区域划分5.5操作过程及工艺条件5.5.1工序名称5.5.1.1操作前准备(如清洗、组装、校准等)所采用的方法或相应操作规程编号。
5.5.1.2本工序所需物料的计算公式;5.5.1.3具体操作步骤及工艺参数(如物料的核对、加入物料的顺序、煎煮时间、温度等);5.5.1.4本工序中间产品的抽验要求(需注明抽验人、抽验数量、控制方法、中间体标准等);5.5.1.5本工序所产中间产品的存储要求(注明盛装容器材质、容积、清洁要求、状态标志要求、封口要求、堆码高度、存放地点、存放条件、存放时间)。
5.5.1.6物料平衡计算公式、平衡率围。
5.5.1.7清场:注明清场顺序、清场的状态、标识、清场记录,设备清场标准见**清洁操作规程。
5.5.1.8记录的交接,注明完整记录必须包含的容、记录移交时间、移交去处。
5.5.1.9本工艺涉及文件及其使用围。
维生素b1注射液工艺规程
维生素b1注射液工艺规程维生素B1,也被称为硫胺素,是一种水溶性维生素,对人体的代谢与神经系统具有重要作用。
由于人体无法自行合成维生素B1,因此需要通过食物或补充剂来获取足够的维生素B1。
但是对于某些疾病或情况下,口服摄入维生素B1会受到限制,因此需要通过注射的方式来补充维生素B1。
本文将介绍维生素B1注射液的工艺规程。
一、原料准备维生素B1注射液的原料主要包括硫胺素盐酸盐、注射用水等。
硫胺素盐酸盐应选用高纯度、无杂质的产品,注射用水应符合国家药典规定。
在原料准备过程中,需要对原料进行检验并确认其质量符合要求。
二、工艺流程1. 原料的准备首先需要将硫胺素盐酸盐与注射用水按照一定比例混合,并通过过滤器进行过滤,以去除杂质。
2. 溶解将混合后的硫胺素盐酸盐与注射用水溶解,形成维生素B1的注射液。
3. 过滤将溶解后的维生素B1注射液进行过滤,以去除其中的微小颗粒和杂质。
4. 灭菌将过滤后的维生素B1注射液进行灭菌处理,以确保药品无菌。
5. 填充将灭菌后的维生素B1注射液通过灌装机进行填充,形成制剂。
三、质量控制在维生素B1注射液的生产过程中,需要进行严格的质量控制,以确保药品的质量符合规定标准。
主要包括以下方面:1. 原材料的质量检验在生产过程中,需要对原材料进行检验并确认其质量符合要求。
2. 生产过程的监控在生产过程中,需要对各个环节进行监控,确保每一步骤的质量符合要求。
3. 制剂的质量检验在制剂成品中,需要对药品进行质量检验,包括外观、溶解度、pH 值、菌落总数、内毒素含量等指标的检测。
四、安全注意事项维生素B1注射液是一种注射剂,需要在医生的指导下进行使用。
在使用时,需要注意以下事项:1. 严格按照医生的建议使用,不要自行增减剂量。
2. 使用前应确认药品的包装、标签和说明书等信息是否清晰明确。
3. 在使用过程中,需要注意注射部位的卫生,避免感染。
4. 如果出现过敏等不适症状,应立即停止使用并就医。
制剂操作规程

制剂操作规程制剂操作规程是指制剂生产过程中所必须遵守的操作步骤和规范,以确保制剂质量的稳定性和可靠性。
以下是一个大致1200字的制剂操作规程的示例:一、目的与适用范围本制剂操作规程的目的是为了规范制剂的生产过程,确保制剂的质量符合相关法规和标准的要求。
适用于所有制剂生产活动,包括原料配制、制剂混合、包装等。
二、术语和定义1. 制剂:指已经按照一定比例配制好的成品药物,包括固体制剂、液体制剂和半固体制剂。
2. 原料:指用于制剂生产的各类药品原材料,包括活性成分、辅料、溶剂等。
三、原料配制1. 原料的采购:原料应从合法渠道采购,需使用合格供应商提供的原料,并确保原料的质量符合相关标准。
2. 原料的储存:原料应保存在干净、干燥、避光、通风良好的仓库中,严格按照要求进行分类、编号和标识。
不同性质的原料应分开储存,避免混用和交叉污染。
3. 原料的配制:根据制剂配方,按照实验室提供的标准操作程序,精确称取所需的原料,配制成所需的溶液或悬浮液。
在操作过程中需注意防止原料的污染和误差的积累。
四、制剂混合1. 制剂设备准备:清洁、检查、消毒制剂设备,并确保设备正常工作。
设备的使用记录应及时填写和更新。
2. 制剂过程控制:按照配方要求和标准操作程序,将各种原料按照一定比例加入混合设备中。
混合过程中需保持稳定的搅拌速度和时间,并定期对混合物进行质量检测和监控。
3. 清洁和消毒:制剂设备在混合结束后应立即清洁和消毒,以防止交叉污染。
五、制剂包装1. 包材准备:选择合适的包装材料,并检查包装材料的质量。
包装材料应符合相关标准,并在使用前进行清洁和消毒。
2. 包装过程控制:按照包装工艺要求,将制剂装入包装材料,并按照要求进行封口和标识。
包装过程中需保持良好的清洁环境,避免包装材料的污染。
3. 包材管理:包装材料应储存在干燥、清洁、无异味的库房中,并按照要求分类和编号。
六、记录与报告1. 操作记录:制剂生产过程中的各个环节应及时记录,并由相应的人员签名。
通脉颗粒制剂生产工艺规程

目的建立通脉颗粒制剂工艺规程,使产品生产规范化,标准化,保证生产的产品质量稳定、均一和有效。
范围适用于通脉颗粒制剂生产全过程。
责任主管总经理、质量管理部部长、生产技术部部长、固体制剂车间主任、技术员标准依据《中华人民共和国药典》2000年版一部卫生部药品标准WS3-B-0824-91工艺规程的编制及管理规程(SMP.QA-GJ-01)内容1 产品概述1.1 品名:通脉颗粒汉语拼音:Tongmai Keli1.2 剂型:颗粒剂1.3 性状:本品为棕黄色的颗粒;气微,味甜、微苦。
1.4 功能与主治:活血通脉。
用于缺血性心脑血管疾病,动脉硬化,脑血栓,脑缺血,冠心病,心绞痛。
1.5 用法与用量:口服,一次10g,一日2~3次。
1.6 规格:每袋装10g。
1.7 贮藏:密封。
1.8 有效期:三年1.9 批准文号:国药准字1.10 包装规格:10g×8袋×108盒2.1 处方2.2 处方依据:卫生部药品标准WS3-B-0824-913 生产工艺流程图见第3页通脉颗粒生产工艺流程及环境区域划分示意图4 通脉颗粒生产质量控制要点5 制剂过程及工艺条件5.1 蔗糖粉碎将检验合格的蔗糖,投入涡轮自冷式粉碎机中,粉碎,过80目筛,执行“TF-160B型涡轮自冷式粉粹机标准操作规程”(SOP.SJ-SZ-35),装入不锈钢桶中。
送入存料间,称重,挂上标志。
5.2 制粒:按每批2万袋从提取中间站领料,二人复核,准确称量1/4配方量的清膏,糖粉投入槽型混合机中,执行“CH200A槽型混合机标准操作规程”(SOP.SJ-SZ-38),混合,待色泽达到均匀一致,将软材投入整粒机中,执行“KZ-180快速粉碎整粒机标准操作规程”(SOP.SJ-SZ-65),制得大小均匀颗粒。
5.3 干燥:将湿颗粒投入高效沸腾干燥机的沸腾器中,执行“GFG-120高效沸腾干燥机标准操作规程”(SOP.SJ-SZ-40),温度60℃,干燥30分钟,下料。
元胡止痛片制剂工艺规程分析.doc
元胡止痛片制剂工艺规程目录1.产品名称及剂型 (2)2.产品概述 (2)3.处方和依据 (2)4.工艺流程图 (3)5.操作过程及工艺条件 (5)6.质量监控 (7)7.质量标准 (8)8.技术经济指标的计算及原料、辅料、包装材料消耗定额 (8)9.物料平衡 (9)10.主要设备一览表 (9)11.工艺卫生 (10)12.技术安全及劳动保护 (11)13.劳动组织定员定岗、生产周期 (11)14.综合利用及环境保护 (12)15.附录 (13)1 产品名称及剂型1.l产品名称: 元胡止痛片1.2产品剂型: 片剂2 产品概述2.l产品名称:元胡止痛片汉语拼音名 :Yuanhu Zhitong pian2.2产品特点●性状本品为糖衣片,除去包衣后,显棕褐色;气香,味苦。
●类别活血止痛类药。
●用法与用量口服,一次4~6 片,一日3次,或遵医嘱。
●贮藏密封保存。
●有效期两年。
●批准文号:国药准字Z510223313 处方和依据3.l 处方延胡索 (醋制) 445g 白芷 223g制成 1000 片3.2依据执行标准: 《中国药典》2000年版一部3.3 制法以上二味,取白芷166g,粉碎成细粉,剩余的白芷与延胡索粉碎成粗粉,用三倍量的60%乙醇浸泡24小时,加热回流3小时,收集提取液,再加二倍量的60%乙醇加热回流2小时,收集提取液,合并二次提取液,滤过,滤液浓缩成稠膏状,加入上述细粉,制成l000片,包糖衣,即得。
3.4 生产配方实际生产按此处方扩大 200 倍(20万片)投料如下:4工艺流程图物料物料加工检验入库中间站暂存流程30万级洁净区5 操作过程及工艺条件5.1 备料5.1.1. 物料必须经质量管理部检验合格,并出具检验合格报告书。
5.1.2. 车间管理员按生产指令从仓库领取物料,送入车间。
5.2 配料按生产指令逐一复核物料品名、性状应与质量标准一致:按以下工艺处方配料、称量,计算物料平衡,并严格复核。
制剂工艺规程模板
1 目的建立****制剂工艺规程,保证工艺控制和工艺步骤严格的按规定执行。
2 范围适用于****-的生产过程和中间控制。
3 职责生产管理部、技术管理部、质量管理部对本规程的实施负责。
4制定依据药品生产质量管理规范(****年修订);中国药典(*****年修订);(标准的名称、编号、以再注册上为准);***制剂工艺验证报告(编号:**)。
5 程序产品名称、剂型、规格产品名称:*****汉语拼音:产品代码:剂型:以再注册上为准规格:以再注册上为准有效期:以注册证或补充批件为准性状:以最新质量标准描述一致。
药品批准文号:批代表量:**万片。
处方产品的法定质量标准和内控标准原辅料、中间产品、待包装产品质量标准原料质量标准:***质量标准见:辅料质量标准:****质量标准见:中间产品质量标准:(如有)待包装产品质量标准见:工艺流程图及环境区域划分。
工艺流程图、环境区域划分操作过程及工艺条件工序名称操作前准备(如清洗、组装、校准等)所采用的方法或相应操作规程编号。
本工序所需物料的计算公式;具体操作步骤及工艺参数(如物料的核对、加入物料的顺序、煎煮时间、温度等);本工序中间产品的抽验要求(需注明抽验人、抽验数量、控制方法、中间体标准等);本工序所产中间产品的存储要求(注明盛装容器材质、容积、清洁要求、状态标志要求、封口要求、堆码高度、存放地点、存放条件、存放时间)。
物料平衡计算公式、平衡率范围。
清场:注明清场顺序、清场的状态、标识、清场记录,设备清场标准见**清洁操作规程。
记录的交接,注明完整记录必须包含的内容、记录移交时间、移交去处。
本工艺涉及文件及其使用范围。
本工序关键控制点:…………………………………………技术安全与劳动保护各工序应严格按照“安全生产管理规程”、进行车间日常及定期的安全巡检并记录。
在进行生产时,必须按相应要求穿戴劳保用品,严格按设备操作规程使用设备。
任何时刻都必须保持安全通道的畅通。
工艺卫生和环境卫生生产车间为D级洁净区,生产工艺卫生符合生产要求。
藿香正气丸(浓缩丸)工艺规程
藿香正气丸(浓缩丸)工艺规程藿香正气丸(浓缩丸)工艺规程一、产品介绍藿香正气丸是一种传统中药制剂,由中药材藿香、厚朴、白术、陈皮、生姜、制附子等制成。
藿香正气丸以其独特的药效,被广泛应用于治疗脾胃虚弱引起的食欲不振、呕吐、腹胀等症状。
二、工艺流程1.中药材准备:将藿香、厚朴、白术、陈皮、生姜、制附子按照一定比例配制,并按照药材的质量标准选取优质药材进行研磨,保证研磨细度均匀。
2.煎煮药液:将研磨好的药材放入煎药设备中,用适量水浸泡并加热煎煮。
煎煮时要控制好火候,保证药液中有效成分的提取。
3.汤液浓缩:将煎煮好的药液倒入浓缩设备中,通过蒸发浓缩的方式,将药液中的水分蒸发掉,使药液浓缩成糊状或固体。
4.粉碎干燥:将浓缩后的糊状或固体药物放入粉碎设备中进行粉碎。
粉碎后,将药粉放入干燥设备中进行干燥,使其达到一定的含水量,以利于后续的制粒步骤。
5.药材制粒:将干燥后的药粉放入制粒设备中,通过压制、制粒的方式,制成一定规格的药丸,并根据需要选择不同的颜色进行标记。
6.包装:将制成的药丸用塑料袋或药盒进行包装,并进行质量检验,然后进行标签贴附和包装封口。
三、工艺参数1.药材配比:藿香(40%)、厚朴(20%)、白术(15%)、陈皮(10%)、生姜(10%)、制附子(5%)。
2.研磨细度:药材颗粒度不应超过2mm。
3.煎煮时间:用水浸泡30分钟,煎煮时间为60分钟。
4.药液浓缩:浓缩过程应控制温度在80℃以下,浓缩至药液含量降低到原始体积的1/5。
5.干燥温度:药粉干燥过程中应控制温度在50℃以下,干燥至含水量在10%以下。
6.制粒压力:根据药丸的规格和要求,设置合适的压力进行制粒。
7.包装要求:包装材料应符合药品包装要求,避免阳光直射和潮湿环境。
四、质量控制1.药材质量控制:选取优质的中药材,严格按照配比比例进行配制。
2.工艺参数控制:严格按照工艺参数进行操作,控制好煎煮时间、浓缩温度、干燥温度等参数。
3.药品含量检测:对药材、药液浓缩液、药粉等进行含量测定,确保药品中有效成分的含量符合质量标准。
藿香正气丸(浓缩丸)工艺规程

藿香正气丸(浓缩丸)工艺规程一、引言藿香正气丸是一种中药制剂,以藿香、白芷、陈皮、苍术、厚朴等药材为主要原料,具有疏风解表、宣肺化痰、理气止痛的功效。
藿香正气丸浓缩丸是一种经过浓缩加工制成的剂型,具有服用方便、剂量精准的优点。
本文将对藿香正气丸浓缩丸的工艺规程进行详细介绍,以供相关生产和研究人员参考。
二、藿香正气丸(浓缩丸)原料的准备1.原料药品选用藿香正气丸(浓缩丸)的主要原料有藿香、白芷、陈皮、苍术、厚朴等,这些原料应当选用优质的中药材,保证其药效成分的含量和质量。
2.原料的加工与处理将选用的原料进行加工处理,包括洗净、晒干、粉碎等步骤,以便后续的提取和制剂加工。
三、藿香正气丸(浓缩丸)制剂工艺流程1.药材的提取将经过加工处理的原料药品进行提取,可以采用水提取、醇提取等不同的方法,提取得到的药液应当符合标准的药效成分含量。
2.药液的浓缩将提取得到的药液进行浓缩,去除多余的溶剂和水分,得到浓缩药液。
3.药液的造粒将得到的浓缩药液进行造粒处理,使其成为颗粒状的剂型,以便后续的包装和存储。
4.药丸的成型将造粒得到的药料进行成型,成为藿香正气丸浓缩丸的剂型。
5.药丸的包装对成型得到的藿香正气丸浓缩丸进行包装,使其便于存储和销售。
四、藿香正气丸(浓缩丸)制剂工艺的关键工艺技术1.提取工艺技术提取是藿香正气丸(浓缩丸)制剂工艺的关键步骤之一,提取工艺技术的优劣将直接影响到最终药品的质量。
提取工艺技术应当选用合适的方法和工艺参数,保证所得药液的药效成分含量和纯度。
2.浓缩工艺技术浓缩是将提取得到的药液去除多余溶剂和水分的过程,浓缩工艺技术的好坏将影响到后续制剂加工的效果。
浓缩工艺技术应当保证浓缩药液的质量和稳定性,避免因过度浓缩而导致药液中药效成分的损失。
3.成型工艺技术成型是将造粒得到的药料进行成型成为藿香正气丸浓缩丸的过程,成型工艺技术的好坏将影响到藿香正气丸(浓缩丸)的剂型质量和稳定性。
成型工艺技术应当选用合适的方法和工艺参数,保证成型所得药丸的质量和分布均匀性。
工艺规程模板
胶囊制剂工艺规程模板目的:编制规范化、标准化的工艺规程作为全面指导生产和控制质量的基准性技术文件。
范围:川贝末胶囊责任:生产科长、质量总监、固体制剂车间主任、前处理提取车间主任。
内容:一、产品名称:川贝末胶囊二、产品概述:1、产品性状和特点:本品为胶囊剂,内容物为类白色的粉末。
2、规格:每粒重0.5g。
3、功能与主治:清热润肺,化痰止咳。
用于肺热燥咳,干咳少痰,阴虚劳嗽、咳痰带血。
4、用法与用量:口服,一次2~4粒,一日3次。
5、注意:不宜与乌头类药材同用。
6、贮藏:密封。
7、处方来源和依据:《卫生部药品标准》第五册。
三、主配方:原辅料名称每万粒用量(g)原辅料名称每万粒用量(g)川贝母5000最大限量:36万粒/批四、工艺流程净制胶囊填充干燥粉碎过筛外包装总混合内包装五、操作过程与工艺条件:1、净选:生产前检查:操作间有清场合格证及准许生产证。
设备、容器有“完好证”及“已清洁”状态标记,物料有物料卡及流转证,计量器具有周检合格证。
生产操作:拣选时要认真仔细的把混入药材中的杂质除去,将拣选好的药材置洁净的容器内,并有QA监控员监控、填写记录。
2、清洗生产前检查:操作间有清场合格证及准许生产证。
设备、容器有“完好证”及“已清洁”状态标记,物料有物料卡及流转证,计量器具有周检合格证。
生产操作:将净选后的药材,按工艺要求置适宜的容器内,用足量的水清洗,并由QA监控员监控。
3、干燥生产前检查:操作间有清场合格证及准许生产证。
设备、容器有“完好证”及“已清洁”状态标记,物料有物料卡及流转证,计量器具有周检合格证。
生产操作:将清洗好的药材,按工艺要求置带式干燥机中,(80℃以下)干燥,置洁净的容器内,分装一定的规格。
由QA监控员监控,填写记录。
4、灭菌生产前检查:操作间有清场合格及准许生产证,设备有“完好”证及“已清洁”状态标记,物料有物料卡及流转证。
生产操作:每袋10kg,灭菌温度控制在55~65℃,真空度0.082~0.09Mpa,箱内压力:1.2Mpa,灭菌剂数量13kg,时间控制在7小时,填写灭菌记录,填写请验单。
川芎茶调颗粒工艺规程
川芎茶调颗粒工艺规程
川芎茶调颗粒是一种传统中药制剂,其工艺规程包括以下几个主要步骤:
1. 原料准备,首先需要准备好川芎、茶叶等原料,确保原料的质量符合标准要求。
川芎应该选择外观完整,无虫蛀、霉烂等现象的优质原料;茶叶也应该是新鲜的、干燥的。
2. 清洗处理,将川芎和茶叶进行清洗处理,去除杂质和表面的污物,确保原料的清洁卫生。
3. 炒制加工,将清洗好的川芎和茶叶进行炒制加工,这个步骤需要掌握好火候和时间,以保持原料的香味和有效成分。
4. 粉碎研磨,经过炒制加工的川芎和茶叶需要进行粉碎研磨,以便后续制成颗粒状的中药制剂。
5. 调配配方,根据配方要求,将粉碎研磨好的川芎和茶叶按照一定比例进行混合调配。
6. 包装贮存,最后将调配好的川芎茶调颗粒进行包装和贮存,确保产品的质量和安全。
在整个工艺规程中,需要严格控制原料的质量,加工过程中的温度、时间等参数,以及最终产品的包装和贮存条件。
同时,要严格遵守相关的卫生标准和药品生产管理规范,确保生产出符合质量标准的川芎茶调颗粒。
板蓝根颗粒制剂生产工艺规程
板蓝根颗粒制剂生产工艺规程1.产品概述1.1 产品名称:板蓝根颗粒汉语拼音:Banlangen Keli产品代码:CP0011.2 产品剂型:颗粒剂规格:每袋装10g(相当于饮片14g)。
批量:10万袋批准文号:国药准字Z199830051.3产品依据《中国药典》2010年版一部性状:本品为浅棕黄色至棕褐色的颗粒;味甜、微苦。
1.4 功能与主治:清热解毒,凉血利咽。
用于肺胃热盛所致的咽喉肿痛、口咽干燥、腮部肿胀;急性扁桃体炎、腮腺炎见上述证候者。
1.5 用法与用量:开水冲服。
一次5~10g。
1.6 包装:复合膜袋包装。
1.7 有效期:24个月。
1.8 贮藏:密封。
2.生产处方2.1生产处方(每100袋用量)板蓝根颗粒清膏随批量蔗糖粉 750g 糊精150g2.2所用原辅料清单(10万袋)3.生产工艺流程3.1生产工艺流程图(见下页)图例:洁净区一般生产区物料3.2质量监控4.生产操作要求4.1环境区域划分4.2操作过程及工艺要求4.2.1生产前检查根据《生产过程管理规定》进行生产前检查。
4.2.1.1检查生产用工器具、设备是否清洁,并在清洁有效期内。
如果超过有效期应重新清场并要求现场监控员检查,做好生产前清场记录。
4.2.1.2检查各种空白生产记录是否齐全,称量器具是否在校验期内。
根据设备操作规4.2.2收料物料在拆包间(31042)脱去外包装,清洁、消毒后,在内包装外表贴上相应的“物料标示卡”,领料人员将物料转入气闸间(31003-4)与中间站管理员根据批生产指令、领料单、出库凭单,逐一核对物料品名、数量、规格、批号、检验合格报告单等正确无误进行物料交接后,将物料转入指定存放间,岗位班组长与中间站管理员进行物料交接。
注意:所有物料要码放整齐,放置明显的货位卡、物料标示卡。
4.2.3预处理4.2.3.1设备4.2.3.2粉碎过程称取蔗糖,在洁净区粉碎过筛间(31027),按《粉碎过筛岗位标准操作规程》及《SF-320不锈钢粉碎机组标准操作及维护保养规程》要求,粉碎成80目细粉,用聚乙烯袋装好,进入称量配料间(31028-2)称重贴上“物料标示卡”,移至备料间(31029),码放整齐备用。
三味拳参口服液的工艺规程
三味拳参口服液的工艺规程三味拳参口服液是一种中药制剂,主要由参片、三味草和人参等药材组成。
下面是三味拳参口服液的工艺规程。
1. 药材配方选择:根据传统药方,三味拳参口服液的主要药材包括参片、三味草和人参。
其中,参片具有益气养阴、补血生肌的功效;三味草有活血化瘀的作用;人参则可增强体力,调养脾胃。
以上药材按比例搭配使用,以达到配方的要求。
2. 药材清洗:将参片、三味草和人参等药材分别进行清洗,去除泥土、杂质和其他不干净的东西。
清洗时要注意保持药材的完整性,避免损伤药材的有效成分。
3. 药材研磨:将清洗干净的药材分别进行研磨,使其变成粉末状。
研磨的目的是增加药材的溶解度,使其更容易提取出有效成分。
4. 药材提取:将研磨后的药材放入提取器内,加入适量的水进行提取。
提取的温度和时间要根据具体药材的特性来确定。
一般来说,水温维持在70-80摄氏度,提取时间为1-2小时。
5. 滤液处理:将提取得到的药液通过滤纸进行过滤,去除悬浮物和杂质。
这样可以得到较为纯净的药液。
6. 药液浓缩:将滤液放入浓缩器中进行浓缩。
浓缩的目的是将大量的水分去除,使药液浓度增加,方便后续的制剂步骤。
7. 向药液中加入辅料:在药液浓缩的过程中,逐步加入辅料以调整药液的性状。
常见的辅料包括甘油、丙三醇等。
8. 打糖浆:浓缩后的药液经过搅拌和加热,形成糖浆状。
在这个过程中,需要控制加热温度和搅拌速度,以保证药液的均匀性和质量。
9. 灌装:将打糖浆的药液灌装到药瓶中,用量和包装要根据要求进行控制。
同时,需对药品进行灭菌处理以确保产品的无菌性。
10. 产品包装和贮存:将灌装好的口服液进行封口、贴标签等包装工序,然后存放在干燥、阴凉的地方。
这样可以保障产品的质量和有效期。
以上就是三味拳参口服液的工艺规程。
人们在制作口服液时需要注意药材的选择和处理、提取、滤液处理、浓缩、加入辅料、打糖浆、灌装和包装等步骤。
通过严格控制每个工艺环节,可以保证最终产品的质量和药效。
伏龙肝配方颗粒工艺规程

伏龙肝配方颗粒工艺规程1. 引言伏龙肝配方颗粒是一种传统中药制剂,以其独特的药效在中医领域中被广泛应用。
伏龙肝配方颗粒工艺规程旨在规范该制剂的生产工艺,确保其质量和安全性。
2. 原料选择与准备2.1 原料选择伏龙肝配方颗粒的原料应符合《中华人民共和国药典》等相关标准,确保其质量和纯度。
主要原料包括伏龙肝、黄芪、白术、炙甘草等。
2.2 原料准备 2.2.1 伏龙肝的制备伏龙肝应选择新鲜、无损伤的伏龙,去除杂质后,用清水洗净,然后切成小块,晾干备用。
2.2.2 其他原料的准备黄芪、白术、炙甘草等原料应按照要求进行清洗、晾干、研磨等处理,以保证其质量和纯度。
3. 工艺流程伏龙肝配方颗粒的制备工艺流程如下:3.1 研磨将准备好的伏龙肝、黄芪、白术、炙甘草等原料分别研磨成细粉,确保粉末的均匀性。
3.2 配伍将研磨好的各种原料按照一定的配方比例混合均匀,确保各种成分充分混合。
3.3 加工将混合好的药材粉末放入专用的药材炒制机中进行炒制,以提高药效和稳定性。
3.4 研磨将炒制后的药材粉末再次研磨,确保粉末的细腻度和均匀性。
3.5 包装将研磨好的药材粉末按照一定的装量装入药用包装袋中,并进行密封,以确保产品的新鲜度和质量。
4. 工艺参数4.1 炒制温度炒制温度应根据不同的药材而定,一般控制在80-100℃之间。
4.2 炒制时间炒制时间应根据不同的药材而定,一般控制在20-30分钟之间。
4.3 研磨粒度研磨粒度应根据产品要求而定,一般控制在40-80目之间。
5. 质量控制5.1 外观质量伏龙肝配方颗粒的外观应无明显杂质,颗粒均匀、色泽一致。
5.2 含量测定伏龙肝配方颗粒中各种药材的含量应符合相关标准要求,通过化学分析等方法进行检测。
5.3 微生物限度伏龙肝配方颗粒应符合相关微生物限度标准,确保产品的安全性和卫生质量。
6. 包装与储存6.1 包装伏龙肝配方颗粒应采用符合药品包装要求的药用包装袋进行包装,包装袋应具有一定的密封性和防潮性。
板蓝根颗粒制剂生产工艺规程.doc精品

板蓝根颗粒制剂生产工艺规程.doc精品一、工艺简介板蓝根颗粒制剂是通过浸提、过滤、结晶、干燥等工艺过程,制成能够溶解在水中的颗粒状药物制剂。
板蓝根是一种常见的中草药,具有除热解毒、抗炎镇痛、促进胃肠道蠕动等功效。
板蓝根颗粒制剂广泛应用于发热、感冒、咳嗽等病症的治疗。
二、生产工艺1. 材料准备将板蓝根进行清洗、晾干,质量检查合格后,送入粉碎机进行粉碎,将粉碎后的板蓝根按照一定比例加入水中,用搅拌器混合均匀,得到药材浸膏。
2. 提取工艺将药材浸膏过滤,滤渣回收,药液取出后加入适量的乙醇,用搅拌器搅拌均匀,并进行沉淀和过滤。
过滤后得到的板蓝根精华液,再加入足量的乙醇,进行结晶分离得到板蓝根粉末。
3. 干燥工艺将板蓝根粉末送入烘箱进行干燥处理,干燥温度控制在60℃左右,干燥时间一般为10小时左右,待板蓝根粉末完全干燥后,送入喷雾干燥机进行后续的喷雾干燥。
将干燥后的板蓝根粉末放入喷雾干燥机中进行喷雾干燥处理,此工艺主要是通过将板蓝根粉末和干燥剂混合,将混合物喷雾入喷雾干燥机中,通过热风进行干燥,使混合物形成颗粒状,然后通过筛分等工艺过程,获取合格的板蓝根颗粒制剂。
5. 包装工艺将板蓝根颗粒制剂根据需要进行包装,一般采用铝箔袋,将颗粒装入铝箔袋中,并进行热封包装,随后送入包装箱中进行成品包装。
三、质量控制1. 检查药材质量,确保符合标准。
2. 进行提取过程中,要严格控制提取液的pH值和浸提时间,以保证复杂物质的成份含量不受影响。
3. 在干燥过程中,要严格控制温度和湿度,以避免板蓝根颗粒制剂溶解或发生化学反应。
4. 对于板蓝根颗粒制剂的产品质量,应按国家标准进行检测,包括外观、颗粒大小、含量测定、污染物检测等指标。
制剂工艺模版(败毒胶囊)
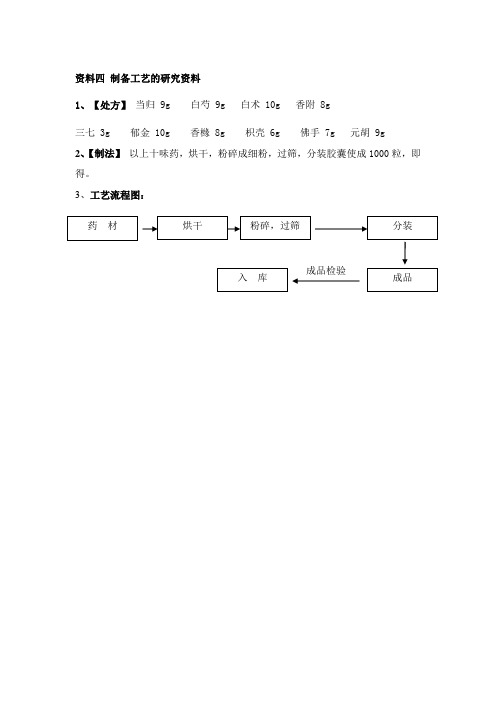
资料四 制备工艺的研究资料1、【处方】 当归 9g 白芍 9g 白术 10g 香附 8g三七 3g 郁金 10g 香橼 8g 枳壳 6g 佛手 7g 元胡 9g 2、【制法】 以上十味药,烘干,粉碎成细粉,过筛,分装胶囊使成1000粒,即得。
3、工艺流程图:资料五、质量标准草案及起草说明败毒胶囊【处方】当归 9g 白芍 9g 白术 10g 香附 8g 三七 3g 郁金10g 香橼 8g 枳壳 6g 佛手 7g 元胡 9g【制法】以上十味药,烘干,粉碎成细粉,过筛,分装胶囊使成1000粒,即得。
【性状】本品为胶囊剂,内容物应为淡黄色粉末,气微,味微甜,略苦。
【检查】按中国药典2000年版一部胶囊剂(附录ⅠL)项下检查,应符合规定。
【功能与主治】疏肝解郁,行气止痛。
用于迁延性肝炎或慢性肝炎,症见肝区胀痛、胸闷不足,食欲不振,腹胀便溏者。
【用法用量】口服,每次2粒,每日1次,(重者可服2次)儿童酌减。
【规格】0.35g/粒。
【不良反应及注意事项】禁生冷、油腻、高糖,注意休息。
【贮藏】密封。
资料六稳定性研究的试验资料及有效期的确定1. 样品来源、要求和批号本院制剂室试制的败毒胶囊,批号为:000801、000802、000803。
2. 考察项目包括:外观性状、检查、卫生学。
考察方法如下:外观性状目测检查同质量标准检查方法卫生学同质量标准检查方法3. 试验方法及结果将本品三批,置于温度25 ± 2℃、相对湿度60% ± 10%条件下放置,分别于1,2,3,6,12月取样检查。
结果见表1。
表1 长期试验考察结果结果表明,本品经长期试验,各项指标检查均符合规定,有效期可暂定二年。
资料七近三年配制的制剂的质量检验和卫生学检验报告书成品检验报告单报告书编号:J000811-01检验项目及结果检验项目标准规定检验数据检验结论【性状】内容物应为淡黄色粉末,气微,味微甜内容物为淡黄色粉末,气微,味微甜符合规定【检查】水分(%)应小于9.0%7.2 符合规定装量差异应符合规定符合规定符合规定崩解时限应小于30分钟10分钟符合规定微生物限度细菌<10000个<1000个符合规定霉菌、酵母菌数<100个<10个符合规定大肠杆菌不得检出未检出符合规定结论:本品按中国药典2000年版一部及所附质量标准草案检验,结果符合规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 目的
建立****制剂工艺规程,保证工艺控制和工艺步骤严格的按规定执行。
2 范围
适用于****-的生产过程和中间控制。
3 职责
生产管理部、技术管理部、质量管理部对本规程的实施负责。
4制定依据
药品生产质量管理规范(****年修订);
中国药典(*****年修订);
(标准的名称、编号、以再注册上为准);
***制剂工艺验证报告(编号:**)。
5 程序
5.1 产品名称、剂型、规格
产品名称:*****
汉语拼音:
产品代码:
剂型:以再注册上为准
规格:以再注册上为准
有效期:以注册证或补充批件为准
性状:以最新质量标准描述一致。
药品批准文号:
批代表量:**万片。
5.2 处方
5.3 产品的法定质量标准和内控标准
5.3.1 原辅料、中间产品、待包装产品质量标准
5.3.1.1 原料质量标准:
***质量标准见:
5.3.1.2 辅料质量标准:
****质量标准见:
5.3.1.3中间产品质量标准:(如有)
5.3.1.4待包装产品质量标准见:
5.4工艺流程图及环境区域划分。
5.4.1工艺流程图
5.4.2、环境区域划分
5.5操作过程及工艺条件
5.5.1工序名称
5.5.1.1操作前准备(如清洗、组装、校准等)所采用的方法或相应操作规程编号。
5.5.1.2本工序所需物料的计算公式;
5.5.1.3具体操作步骤及工艺参数(如物料的核对、加入物料的顺序、煎煮时间、温度等);
5.5.1.4本工序中间产品的抽验要求(需注明抽验人、抽验数量、控制方法、中间体标准等);
5.5.1.5本工序所产中间产品的存储要求(注明盛装容器材质、容积、清洁要求、状态标志要求、封口要求、堆码高度、存放地点、存放条件、存放时间)。
5.5.1.6物料平衡计算公式、平衡率范围。
5.5.1.7清场:注明清场顺序、清场的状态、标识、清场记录,设备清场标准见**清洁操作规程。
5.5.1.8记录的交接,注明完整记录必须包含的内容、记录移交时间、移交去处。
5.5.1.9本工艺涉及文件及其使用范围。
5.5.1.10本工序关键控制点:
5.5.1.10.1……
5.5.2……
5.5.3……
5.5.4……
5.5.5……
5.5.6……
……
……
5.6技术安全与劳动保护
5.6.1 各工序应严格按照“安全生产管理规程”、进行车间日常及定期的安全巡检并记录。
5.6.2 在进行生产时,必须按相应要求穿戴劳保用品,严格按设备操作规程使用设备。
5.6.3任何时刻都必须保持安全通道的畅通。
5.7 工艺卫生和环境卫生
5.7.1生产车间为D级洁净区,生产工艺卫生符合生产要求。
5.7.2 个人卫生按相应的卫生管理规程进行,人员净化按相应的进出生产区更衣程序进
行,物料净化按相应的物料进入生产区清洁操作程序进行,工作服清洁、使用按相应的工作服管理规程进行。
5.8 主要设备一览表
5.9各车间定员:制粒间、内包间、外包间等
6.附件及附表(目录及版本号)
6.1**制剂批生产记录,文件编号:……
6.2……
7.变更记载及原因
编写说明:为方便文件的分发,建议工艺流程图、处方、质量标准能够单独成页的,尽可能单独成页,单独成页的,要留足够今后修订和修改增加的内容,在增加内容的基础上,尽可能不会再增加页码;。