总装车间常用工具 ppt课件
合集下载
总装设备基本知识72页PPT
ຫໍສະໝຸດ 总装设备基本知识谢谢
11、越是没有本领的就越加自命不凡。——邓拓 12、越是无能的人,越喜欢挑剔别人的错儿。——爱尔兰 13、知人者智,自知者明。胜人者有力,自胜者强。——老子 14、意志坚强的人能把世界放在手中像泥块一样任意揉捏。——歌德 15、最具挑战性的挑战莫过于提升自我。——迈克尔·F·斯特利
6、法律的基础有两个,而且只有两个……公平和实用。——伯克 7、有两种和平的暴力,那就是法律和礼节。——歌德
8、法律就是秩序,有好的法律才有好的秩序。——亚里士多德 9、上帝把法律和公平凑合在一起,可是人类却把它拆开。——查·科尔顿 10、一切法律都是无用的,因为好人用不着它们,而坏人又不会因为它们而变得规矩起来。——德谟耶克斯
11、越是没有本领的就越加自命不凡。——邓拓 12、越是无能的人,越喜欢挑剔别人的错儿。——爱尔兰 13、知人者智,自知者明。胜人者有力,自胜者强。——老子 14、意志坚强的人能把世界放在手中像泥块一样任意揉捏。——歌德 15、最具挑战性的挑战莫过于提升自我。——迈克尔·F·斯特利
6、法律的基础有两个,而且只有两个……公平和实用。——伯克 7、有两种和平的暴力,那就是法律和礼节。——歌德
8、法律就是秩序,有好的法律才有好的秩序。——亚里士多德 9、上帝把法律和公平凑合在一起,可是人类却把它拆开。——查·科尔顿 10、一切法律都是无用的,因为好人用不着它们,而坏人又不会因为它们而变得规矩起来。——德谟耶克斯
一汽总装工艺简介车间图文(ppt)

装
360度旋转,减少操作者走动时间,提
线
高装配效率。
成 分 装 线 线长28米,宽9
米,有效工位8 个
分装后总成 采用自行葫
芦上线
主要装配内容: 完成副车架、控制臂、转向
机、半轴、前减振器、前桥等 装配。 机械化输送设备:
采用积放棍道输送机输送, 在每个装配工位设有停止器, 且装配工作台可360度旋转, 减少操作者走动时间,提高装 配效率。
主要检查内容: 完成整车外观、漆面检查、电器功
能再确认、打印粘贴整车出厂等文件 等工作。 机械化输送设备: 采用双板式带输送机输送
发
动
有效工位19个,线
机 长53米,宽5米
变
主要装配内容: 完成发动机、变速箱及其附件等装配。
速
机械化输送设备:
箱
采用积放棍道输送机输送,在每个装
分
配工位设有停止器,且装配工作台可
大灯检测仪:由龙门架、电机系统、成像系统等组成。大灯检 测仪主要用于远/近光亮度测试、雾灯测试、切割线测试等。
侧滑实验台:汽车向前行驶,在通过滑板时,因汽车的前轮对 滑板产生侧向滚动滑移的推力,使滑板向内或向外滑移,根 据滑板滑移的量(侧滑量)完成检验和判定。
转毂试验台:由转毂制动器、转速编码器、轴距自动调节系统、 隔音间、尾气收集排风装置等组成。转毂试验台主要用于 ABS通讯、制动力测量、制动操纵力测量、制动踏板力测量 等。
仪表板、水箱等。 机械化输送设备:
效
地沟
采用摩擦滑橇输送机输送,提高车体稳定性及操作接近性。
工
转运
线体两端通过液压升降机及摩擦滑橇在地下进行转运, 节约了生产面积,保证物流更通畅,并通过皮带提升机
位
汽车总装常用工具介绍 ppt课件
ppt课件
12
手动工具——钳子
钳子的种类及介绍
ppt课件
13
手动工具——钳子
钳子的使用
①使用钳子是用右手操作。将钳口朝内侧,便于控制钳 切部位,用小指伸在两钳柄中间来抵住钳柄,张开钳头, 这样分开钳柄灵活。 ②钳子的刀口可用来剖切软电线的橡皮或塑料绝缘层。 ③钳子的刀口也可用来切剪电线、铁丝。剪8号镀锌铁 丝时,应用刀刃绕表面来回割几下,然后只须轻轻一扳, 铁丝即断。 ④铡口也可以用来切断电线、钢丝等较硬的金属线。 ⑤钳子的绝缘塑料管耐压500V以上,有了它可以带电 剪切电线。使用中切忌乱扔,以免损坏绝缘塑料管。 ⑥切勿把钳子当锤子使。 ⑦不可用钳子剪切双股带电电线,会短路。 ⑧用钳子缠绕抱箍固定拉线时,钳子齿口夹住铁丝,以 顺时针方向缠绕。 ⑨主要用来剪切线径较细的单股与多股线以及给单股导 线接头弯圈、剥塑料绝缘层等。
1.一字螺丝刀的型号表示为刀头宽度*刀杆。例如2×75mm,则表示刀头宽度为2mm,杆长为 75mm(非全长)。 2.十字螺丝刀的型号表示为刀头大小*刀杆。例如2#×75mm,则表示刀头为2号,金属杆长为 75mm(非全长)。有些厂家以PH2来表示2#,实际为一样的。您可以以刀杆的粗细来大致估 计刀头的大小,不过工业上是以刀头大小来区分的。型号为0#、1#、2#、3#、4#对应的金属 杆粗细大致为3.0mm、4.0mm、6.0mm、8.0mm、9mm。 其中加粗的字母后面加数字就表示槽号了。例如:十字,PH1PH2 PH3 以上几种型号都有标准以及量规可以测试。 3.星型的常用规格有:T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 T15 T20 T25 T27 T30 T40 T45 T50 等;另外还有中心带孔与不带孔的分别。
常用工具使用PPT演示课件

25
常用工具使用方法——钳子的使用
钢丝钳用于剪切、夹持和弯曲物体。
利用切口刃剪切
弯曲
利用枢轴切口剪切
注意:在剪切硬度较大的材料时,切不可用锤子敲打钢丝钳,以
免损坏刃口。
26
常用工具使用方法——钳子的使用
1.变形 2.变形前
用在密封的空间里操作或夹紧小 零件。
➢钳子是长而细的,使其适于在 密封空间里使用。
夹持对接在一起的零件
夹持紧固件
32
常用工具使用方法——钳子的使用
线径尺寸孔
33
在拆卸螺栓时,应按照“先套筒扳手、 后梅花扳手、最后开口扳手”的选用 原则进行选取。
23
常用工具使用方法——螺丝刀的使用
➢根据螺钉头部大小 选择合适的螺丝刀型 号 ➢不能使用与螺钉头 部槽宽和槽型不同的 螺丝刀 ➢不能使用已损坏的 螺丝刀
24
常用工具使用方法——螺丝刀的使用
错误的使用所造成的现象
油管扳手
由于管路和管件是由软金属制成的,很容易 变形,如果用开口扳手,会磨圆螺母的棱边,而 油管螺母扳手会将整个螺母夹住,所以提供 的夹持力较大。
油管扳手的使用
注意:油管扳手切不可用在拧紧力矩较大的普通螺栓上。17
常用工具使用方法——扳手的使用
公制与英制套筒
套筒按尺寸规格分类可分为公制和英 制两种,公制套筒用于公制螺栓或螺 母,英制套筒用于英制螺栓或螺母。
注意:
1. 两种类型套筒不能互换使用; 2. 使用时根据螺栓大小选用合适套筒。
18
常用工具使用方法——扳手的使用
注意: 在使用套筒式,应尽可能将套筒完全的套住螺母或
螺栓头部,并且不可倾斜。
19
常用工具使用方法——扳手的使用
总装车间常用工具

03
搬运车有多种类型,包括手推车、电动搬运车、叉车等,可根据实际 需求选择合适的型号。
04
使用搬运车时应注意安全,遵循操作规程,避免发生意外事故。
THANKS
感谢观看
测距仪
总结词
用于测量距离的工具
VS
详细描述
测距仪是一种电子或机械工具,用于测量 两点之间的距离。它通常由激光或超声波 技术制成,能够快速准确地测量出目标物 体与测距仪之间的距离。测距仪在总装车 间中常用于确定部件之间的相对位置和距 离。
水平仪
总结词
用于检测平面是否水平的工具
详细描述
水平仪是一种用于检测平面是否水平的工具, 通常由气泡式或电子式制成。气泡式水平仪 通过气泡的居中位置指示平面的倾斜度,而 电子式水平仪则通过数字显示或指针指示来 显示平面的倾斜度。水平仪在总装车间中常 用于检测部件安装面的平整度和调整部件的 位置。
详细描述
电焊机是总装车间中常用的电动工具之一,它利用电流通过焊条与被焊接材料之间产生 的高温熔化焊料,将两块金属材料永久性连接在一起。电焊机在建筑、机械、船舶等制 造业中应用广泛,具有焊接效率高、质量可靠等优点。使用电焊机时应注意安全,遵守
操作规程,避免伤害事故。Biblioteka 03测量工具直尺
总结词
用于测量长度和距离的工具
钳子
钳子是一种用于夹持物体的工 具,通常由金属杆和钳头组成
。
根据钳头的形状和用途,钳子 可分为不同类型,如钢丝钳、
尖嘴钳等。
使用钳子时,应选择合适的钳 头和力量,并确保钳子的金属 杆足够坚固,以免损坏工具或 物体。
钳子在使用过程中应保持清洁 ,避免油污或灰尘影响其正常 使用。
02
电动工具
电钻
搬运车有多种类型,包括手推车、电动搬运车、叉车等,可根据实际 需求选择合适的型号。
04
使用搬运车时应注意安全,遵循操作规程,避免发生意外事故。
THANKS
感谢观看
测距仪
总结词
用于测量距离的工具
VS
详细描述
测距仪是一种电子或机械工具,用于测量 两点之间的距离。它通常由激光或超声波 技术制成,能够快速准确地测量出目标物 体与测距仪之间的距离。测距仪在总装车 间中常用于确定部件之间的相对位置和距 离。
水平仪
总结词
用于检测平面是否水平的工具
详细描述
水平仪是一种用于检测平面是否水平的工具, 通常由气泡式或电子式制成。气泡式水平仪 通过气泡的居中位置指示平面的倾斜度,而 电子式水平仪则通过数字显示或指针指示来 显示平面的倾斜度。水平仪在总装车间中常 用于检测部件安装面的平整度和调整部件的 位置。
详细描述
电焊机是总装车间中常用的电动工具之一,它利用电流通过焊条与被焊接材料之间产生 的高温熔化焊料,将两块金属材料永久性连接在一起。电焊机在建筑、机械、船舶等制 造业中应用广泛,具有焊接效率高、质量可靠等优点。使用电焊机时应注意安全,遵守
操作规程,避免伤害事故。Biblioteka 03测量工具直尺
总结词
用于测量长度和距离的工具
钳子
钳子是一种用于夹持物体的工 具,通常由金属杆和钳头组成
。
根据钳头的形状和用途,钳子 可分为不同类型,如钢丝钳、
尖嘴钳等。
使用钳子时,应选择合适的钳 头和力量,并确保钳子的金属 杆足够坚固,以免损坏工具或 物体。
钳子在使用过程中应保持清洁 ,避免油污或灰尘影响其正常 使用。
02
电动工具
电钻
汽车装配工具知识-总装车间

10.9 F31 F32 F33 F35
镀锌 彩虹色钝化
镀锌 橄榄绿钝化 T21 镀锌 黑色钝化 T22 镀锌 漂白钝化 镀锌 高耐腐蚀钝化 镀锌 非光亮钝化(锌原色)
F6
F60T32 F61 F62 F70 F71
变更代号(如:B、C等)
品种代号 汽车标准件特征代号(以 “汽”字拼音第一个大写字 母“Q”表示。
目
PA R T 1 PA R T 2 PA R T 3 PA R T 4 工具分类 电动工具 气动工具 手动工具
录
1、工具分类
工具
用于拧紧和定 扭
提升拧紧效率
电动工具
冲击 类
气动工具
油压 脉冲 类 力矩 扳手
手动工具
预拧 紧类
2.拧紧工具精度及工艺
工具种类 工具类型 手动可调力矩扳手 手动定值式力矩扳手 手动表盘式力矩扳手 手动数字式扭力扳手 气动棘轮扳手 气动拧紧工具 气动枪式液压脉冲扳手 气动冲击扳手 电动工具 拧紧工具与工艺 定扭电枪 电动冲击枪 精度范围 ±3% ±3% ±3% ±1% __ ±15% __ ±7% __ 备注
3.3套筒选型 3.3.1 内六角套筒
3.3套筒选型 3.3.2 H1/4风批套筒
3.3套筒选型 3.3.2 H1/4风批套筒
3.3套筒选型 3.3.2 转接头
3.3.3 气动接长杆
3.4拧紧工具选型 3.4.1 气动冲击扳手 3.4.1 气动螺丝刀(快插式)
3.4拧紧工具选型 3.4.2油压脉冲 3.4.1 气动棘轮扳手
等级代 材料和热处理 代号 表面处理 号 F38 镀锌 黑色钝化(三价铬钝化) T1 低碳合金钢、中碳钢,淬火并回 F39 镀锌 火 漂白钝化(三价铬钝化) F4 F40 低碳合金钢、中碳钢,淬火并回 涂聚乙烯塑料 火 涂硫化橡胶 防护氧化 中碳钢、低或中碳合金钢、合金 钢,淬火并回火 锌铝铬涂层 银灰色 锌铝铬涂层 黑色 合金钢,淬火并回火 锌铝涂层 银灰色 锌铝涂层 黑 色 锌-镍合金电镀层 无色 锌-镍合金电镀层 黑色
常用工具使用大全PPT课件

尖嘴钳Nipper Pliers
用途及种类
用途: 用途 主要用来剪切线径较细的单股与多股线,以及给单股 导线接头弯圈、剥塑料绝缘层等,不带刃口者只能夹捏工作, 带刃口者能翦切细小零件
尖嘴钳Nipper Pliers
使用方法及注意事项
使用方法: 一般用右手操作,使用时握住尖嘴钳的两个手柄,开始夹持 或剪切工作
种类: 内卡簧钳、外卡簧钳
内卡簧钳
外卡簧钳
卡簧钳Circlip Pliers
使用方法及注意事项
使用方法: 1.内卡簧钳:使用时先将手柄张开使头部尖嘴能够完全按插入 卡簧孔内 然后稍稍捏紧手柄使卡簧直径变小到能够放入 轴承固定孔内即可 2.外卡簧钳:使用时先调整头部尖嘴使其完全插入卡簧孔, 然后用力捏紧手柄使头部尖嘴张开卡簧直径变大,然后套在 轴承外围,松开手柄即可
保持水平,不可摇晃。往前锉削时用力,退回时不要用力
注意事项: 1.不准用新锉刀挫硬金属 2.不准用锉刀挫淬火材料 3.有硬皮或粘砂的锻件和铸件,须在砂轮机上将其磨掉后,才 可用半锋利的锉刀锉削 4.新锉刀先使用一面,当该面磨钝后,再用另一面
锤子Hammer
用途及种类
用途: 锤子是敲打物体使其移动或变形的工具。最常用来敲钉子, 矫正或是将物件敲开
扳手h
使用方法及注意事项
4.1.套筒扳手(socket wrench)使用方法: 1)选择合适的套筒 2)将套筒、套筒连杆、棘轮操作杆 3)然后将套筒套住螺栓或者螺母,调整棘轮方向 4)旋动棘轮操作杆就可以旋紧或松动螺栓或者螺母
扳手Wrench
使用方法及注意事项
4.2.套筒扳手注意事项: 1)使用前要调整好棘轮的方向,方向不能调反 2)应根据作业空间及扭力要求的不同选用接杆及合适的套 筒进行作业 3)使用时注意套筒必须与螺栓或螺母的形状与尺寸相适合, 一般不允许使用外接加力装置
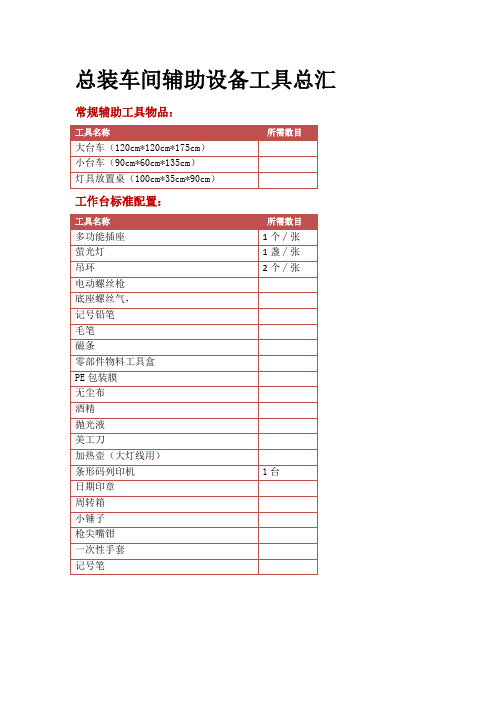
总装车间常用工具汇总
1辆
锁装车螺丝枪
1把
记号铅笔
2支
灯具放置台(100cm*35cm*90cm)
1张
气密机
1台
点灯机
1台
物料工具盒
2个
线组放置盒
1个
PE膜(宽为30cm)
1卷
无尘布
日期印章
1枚
美工刀
1把
周转筐
3个
一次性手套
磁条
工作台
5张
3.Nl-1车型尾灯:
底座放置车(120*90*170)
1辆
喜特热板机
1台
热熔胶枪
1把
回火炉
气密机
1台
LED检测机
1台
点灯机
1台
电动螺丝枪
2把
底座螺丝气枪
1把
零部件物料工具盒
7个
灯具放置台(100cm*35cm*90cm)
1张
小台车
1辆
大台车
2辆
尖嘴钳
2把
美工刀
1把
螺丝刀
1把
抛光液
PE膜(宽为30cm)
1卷
周转筐
3个
一次性手套
磁条
工作台
6张
4.CK-1车型大灯:
机械手涂胶机
1台
压着机
4辆
底座放置车
4辆
零部件物料工具盒
30个
6.NL-1车型大灯:
机械手涂胶机
1台
压着机
2台
螺丝刀
2把
调光机
2台
气密机
2台
小锤子
2把
底座螺丝气枪
6把
电动螺丝枪
4把
工作台
10张
加热壶
2把
锁装车螺丝枪
1把
记号铅笔
2支
灯具放置台(100cm*35cm*90cm)
1张
气密机
1台
点灯机
1台
物料工具盒
2个
线组放置盒
1个
PE膜(宽为30cm)
1卷
无尘布
日期印章
1枚
美工刀
1把
周转筐
3个
一次性手套
磁条
工作台
5张
3.Nl-1车型尾灯:
底座放置车(120*90*170)
1辆
喜特热板机
1台
热熔胶枪
1把
回火炉
气密机
1台
LED检测机
1台
点灯机
1台
电动螺丝枪
2把
底座螺丝气枪
1把
零部件物料工具盒
7个
灯具放置台(100cm*35cm*90cm)
1张
小台车
1辆
大台车
2辆
尖嘴钳
2把
美工刀
1把
螺丝刀
1把
抛光液
PE膜(宽为30cm)
1卷
周转筐
3个
一次性手套
磁条
工作台
6张
4.CK-1车型大灯:
机械手涂胶机
1台
压着机
4辆
底座放置车
4辆
零部件物料工具盒
30个
6.NL-1车型大灯:
机械手涂胶机
1台
压着机
2台
螺丝刀
2把
调光机
2台
气密机
2台
小锤子
2把
底座螺丝气枪
6把
电动螺丝枪
4把
工作台
10张
加热壶
2把
常用装配工具ppt正式完整版

❖
成型
常见元件引脚成型
2.剪线机
主要用于自动剪切导线, 能自动核对并随时调整剪切长度, 有时还可以完成剥线头的操作
裁线剥皮扭线机
电脑剥线机
3、捻线机
用于捻紧松散的多股导线, 使用捻线机比手工捻线效率 高、质量好
4、打号机
用于对导线、套管 以及元器件打印标 志。
5、波峰焊机
波峰焊是将熔融的液态焊料,借 助与泵的作用,在焊料槽液面形 成特定形状的焊料波峰,插装了 元器件的PCB置与传送链上,经 过某一特定的角度以及一定的浸 入深度穿过焊料波峰而实现焊点 焊接的过程。
❖ 2、平嘴钳:它主要用于拉直裸导线或将较粗
(d) 的(导e) 线及较(f粗) 的元器件引线成形。
尖嘴钳
平嘴钳
紧(固a)工具❖用于3紧固、和拆圆卸螺嘴(钉b和)螺钳母。:由于钳嘴呈圆锥形,可以方便地
偏口钳
剪刀
尖嘴钳 尖嘴钳
将导线平 平嘴 嘴端钳 钳 头、元器件的引线弯绕成圆环形,安
装在螺钉及其他部位上。 剪切金属线材用的剪刀如图4.
零件成型机一般用于电子元器件的安装前引脚成型
口钳两种。 常用的手工焊接工具是电烙铁。
波峰焊是将熔融的液态焊料,借助与泵的作用,在焊料槽液面形成特定形状的焊料波峰,插装了元器件的PCB置与传送链上,经过某
一特定的角度以及一定的浸入深度穿过焊料波峰而实现焊点焊接的过程。
2、剪刀。剪刀有普通剪刀和剪切金属线 内热式电烙铁
内热式电烙铁
恒温电烙铁
偏口钳
剪刀
4、镊子:主要作用是用来夹持物体。端部较 ❖ 紧固工具用于紧固和拆卸螺钉和螺母。
剪切金属线材用的剪刀如图4.
零件成型机一宽般用于的电子医元器用件的安镊装前子引脚可成型夹持较大的物体,而头部尖细
总装常用工具介绍

2、手执方法(以枪式为例)
3、取螺栓螺母方法
• 取出必要数量的螺栓螺母,用手心托住
•
取出靠近拇指· 食指· 中指的一个螺栓
• 将螺栓螺母靠近气动扳手,旋转着安装固 定
4、拧螺栓过程
• 转动套筒进行预紧
• 使用带磁性的套筒
• 肘部呈提升姿势(使套筒前端和托架角度一 致)
四、扭力工具的使用方法
3.1、扭力工具种类
• 手动扭力扳手螺丝刀
ห้องสมุดไป่ตู้
扭力扳手基型
扭力扳手基型
带开口端扭力扳手
扭力指针型扳手
三、扳手使用方法
1、使用前准备(检查) • ①拔去气管接头 • ②确认套筒已用销子以及O型环固定、且用胶带粘 紧 • ③确认套筒前端是否有破损(裂口) • ④确认气动扳手旋转切换杆是否处于R(关闭)位 置 • ⑤插好气管接头 • ⑥确认气动扳手是否转动
一般扳手和内置套筒的比较
探头扳手
双头扳手
棘轮式扳手
开口扳手
开口扳手的用法
2、电动工具
• 电动工具是由电力来提供动力,与气动工 具相比,扭矩比较精确和稳定;
• 电动工具的种类与气动工具一样;
• 电力工具经常使用于装配要求比较高,或 者比较复杂的场合。
2.1、电动工具的组成
• 电动拧紧工具;拧紧控制箱;网络软件;
普通工具的介绍
1
一、工具的介绍
• 气动工具 • 电动工具 • 扭力工具
1、气动工具
1.1工具特点
• 通过气流为工具提供动力;
• 在使用前,可以设定一个预定的扭力值, 当扭力达到预定值时,通过打滑或者其他 方式,断开动力连接;
1.2、气动工具种类介绍
螺丝刀类
总装设备工具培训 ppt课件
挤胶机器人工作站
主要性能: 1、配有自动夹具和与生产线配套的停止器、定位 器,可精确定位。 2、精密导轨导向。 3、可编程序控制/数字控制。 4、可安装各类自动胶枪,实现定量供胶。 5、可加热供胶。 6、胶枪位置三维调整,适应性强。
ppt课件
19
轮胎拧紧机
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
ppt课件
5
PBS
功能:输送、存储、排
序、车型识别、纠错
组成:摩擦滑撬、升降
机
输送方式:摩擦驱动
ppt课件
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
6
内饰线
装配内容:仪表板、玻璃、内饰顶棚等内饰件 组成:大滑板、升降机 输送方式:摩擦驱动
从线边输送到工位,降低工作强度,环节物流压力,满足生 产节拍。
ppt课件
14
发动机分装线
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
ppt课件
15
二、线边设备
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
8
完成线
装配内容:座椅、油、液的加注、电池 输送方式:板链
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
主要性能: 1、配有自动夹具和与生产线配套的停止器、定位 器,可精确定位。 2、精密导轨导向。 3、可编程序控制/数字控制。 4、可安装各类自动胶枪,实现定量供胶。 5、可加热供胶。 6、胶枪位置三维调整,适应性强。
ppt课件
19
轮胎拧紧机
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
ppt课件
5
PBS
功能:输送、存储、排
序、车型识别、纠错
组成:摩擦滑撬、升降
机
输送方式:摩擦驱动
ppt课件
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
6
内饰线
装配内容:仪表板、玻璃、内饰顶棚等内饰件 组成:大滑板、升降机 输送方式:摩擦驱动
从线边输送到工位,降低工作强度,环节物流压力,满足生 产节拍。
ppt课件
14
发动机分装线
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
ppt课件
15
二、线边设备
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
8
完成线
装配内容:座椅、油、液的加注、电池 输送方式:板链
重庆市嘉陵川江汽车制造有限公司
CHONGQING JIALING CHUANJIANG AUTOMOTIVE CO.,LTD
总装车间培训资料课件

有效执行。
安全与环保的培训和教育
培训内容
包括总装车间的安全操作规程、应急 救援措施、危险源辨识与风险评估、 职业病防治、环保法律法规等内容。
培训形式
培训效果评估
制定培训效果评估方案,通过考核、 问卷调查等方式对培训效果进行评估 ,及时总结经验教训,持续改进培训 质量。
采用集中培训、现场教学、案例分析 等多种形式,提高员工的安全意识和 环保意识。
检验流程
建立总装车间的检验流程,包括进货 检验、过程检验、完工检验等环节, 确保产品质量符合要求。
质量问题的分析和改进措施
质量问题分析
针对生产过程中出现的质量问题,进行深入分析,找出问题根源,为改进措施 提供依据。
改进措施
根据质量问题分析结果,制定相应的改进措施,包括工艺优化、设备更新、操 作规程完善等,提高产品质量和生产效率。
调度安排
根据生产计划,对总装车间的生产进度进行跟踪和控制,及 时调整生产过程中的问题,确保生产任务按时完成。
生产计划和调度的优化和改进
优化生产计划
通过对市场需求、产品特点和订单情 况的深入分析,优化总装车间的生产 计划,提高生产效率和产品质量。
改进调度安排
通过改进调度方法、引入信息化技术 等手段,提高总装车间的生产调度效 率和准确性,降低生产成本和库存成 本。
遵守操作规程、定期维护、及时维修、做好记录。
总装车间设备的操作规程和维护保养制度
操作规程的主要内容
01
设备的启动和关闭顺序、正常操作方法、安全注意事项等。
维护保养制度的主要内容
02
设备的日常保养、定期保养、特殊保养等制度和相应的执行标
准。
操作规程和维护保养制度的制定依据
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总装车间常用工具
2013.10.16
总装车间常用工具
1
• 一、常用装配工具
• 1、气动工具:气动扭矩枪、气动铆钉枪、气动磨光枪 、气动棘轮扳子、气动扩孔器、气动钻孔枪、气动打胶 枪等。
• 2、电动工具:电动扭矩枪、电烙铁、手枪电钻等。
• 3、其它工具:扭矩扳子、活动扳子、螺丝刀、锒头、 套筒扳子、内六角板子、呆扳子等。
总装车间常用工具
2
• 二、气动扭矩枪 • 1、用途:主要用于汽车、工程机械、摩托车等行业的
装配线螺栓的装配和拆卸等。
• 2、正确使用方法: • a、检查气动扭矩枪的技术性能是否满足要求; • b、正反转调节:按箭头标示拨动换向阀; • c、输出扭矩调节:旋转换向阀、对准所需号码1-5档
,1为最低,5为最高。
• 5、正确使用方法 • a、设定扭矩值:根据工艺要求设定,表盘式用从动针
设定;
• b、将扳子接头套入相应规格的套筒; • c、用力时扭矩扳子应与螺栓或螺母的轴线垂直,不能
倾斜;
• d、均匀施力,当听到“咔嗒”声或感到扳子有卸力感 时即已达到所设定的扭矩。
总装车间常用工具
7
Hale Waihona Puke 扭矩扳子准确度2-10级,用于校准扭矩扳子的检定仪准确度0.51级。
总装车间常用工具
5
• 示值相对误差e =±(M-m)/mX100%
• 示值重复性r =(Mmax-Mmin)/mX100%
• M—扭矩标称值(N.m) 次算术平均值
m—检定三
• 标尺分度值d =Mmax/n
Mmax—标尺
额定扭矩值(N.m) n—分度数(格)
次,对于磨损件应及时更换。
总装车间常用工具
4
• 三、扭矩扳子
• 1、用途:主要用于紧固螺栓、螺钉和螺母,并能测量出拧紧时 的扭矩值。只有采用正确的紧固力才能达到工件连接紧固的真正 目的。
• 2、分类:指示式和定值式两种。
• a、指示式包括指针式和数字式;
• b、定值式包括机械定值式和电子定值式。
• 3、特点:性能稳定、受命长、使用方便、扳子头可任意更换。 • 4、准确度:反映测量结果与真值之差大小的程度。一般常用的
• 假设现有20—100N.m,准确度为3级,分度
值为1N.m的扭矩扳子,检100N.m ,3次值
分别为 101.2 102.2 103.2 M=100,
m=102.2 e =(100-102.2)/102.2= —
2.1%
总装车间常用工具
r =(103.2-101.2)
6
• 按检定规程要求,应检点均匀分布、不少于3点即20, 60, 100点进行3次。
总装车间常用工具
3
• 3、注意事项: • a、使用气压应保证在规定的范围内; • b、工作八小时,应从进气咀处注入适量20号机油; • C、减少不必要的空转,尤其是在高压; • d、不能将出气口对准自己或他人; • e、操作时,手、宽松衣服、长发不要靠近旋转部位; • f、如每天都使用,每个季度应由维修人员拆开检查一
2013.10.16
总装车间常用工具
1
• 一、常用装配工具
• 1、气动工具:气动扭矩枪、气动铆钉枪、气动磨光枪 、气动棘轮扳子、气动扩孔器、气动钻孔枪、气动打胶 枪等。
• 2、电动工具:电动扭矩枪、电烙铁、手枪电钻等。
• 3、其它工具:扭矩扳子、活动扳子、螺丝刀、锒头、 套筒扳子、内六角板子、呆扳子等。
总装车间常用工具
2
• 二、气动扭矩枪 • 1、用途:主要用于汽车、工程机械、摩托车等行业的
装配线螺栓的装配和拆卸等。
• 2、正确使用方法: • a、检查气动扭矩枪的技术性能是否满足要求; • b、正反转调节:按箭头标示拨动换向阀; • c、输出扭矩调节:旋转换向阀、对准所需号码1-5档
,1为最低,5为最高。
• 5、正确使用方法 • a、设定扭矩值:根据工艺要求设定,表盘式用从动针
设定;
• b、将扳子接头套入相应规格的套筒; • c、用力时扭矩扳子应与螺栓或螺母的轴线垂直,不能
倾斜;
• d、均匀施力,当听到“咔嗒”声或感到扳子有卸力感 时即已达到所设定的扭矩。
总装车间常用工具
7
Hale Waihona Puke 扭矩扳子准确度2-10级,用于校准扭矩扳子的检定仪准确度0.51级。
总装车间常用工具
5
• 示值相对误差e =±(M-m)/mX100%
• 示值重复性r =(Mmax-Mmin)/mX100%
• M—扭矩标称值(N.m) 次算术平均值
m—检定三
• 标尺分度值d =Mmax/n
Mmax—标尺
额定扭矩值(N.m) n—分度数(格)
次,对于磨损件应及时更换。
总装车间常用工具
4
• 三、扭矩扳子
• 1、用途:主要用于紧固螺栓、螺钉和螺母,并能测量出拧紧时 的扭矩值。只有采用正确的紧固力才能达到工件连接紧固的真正 目的。
• 2、分类:指示式和定值式两种。
• a、指示式包括指针式和数字式;
• b、定值式包括机械定值式和电子定值式。
• 3、特点:性能稳定、受命长、使用方便、扳子头可任意更换。 • 4、准确度:反映测量结果与真值之差大小的程度。一般常用的
• 假设现有20—100N.m,准确度为3级,分度
值为1N.m的扭矩扳子,检100N.m ,3次值
分别为 101.2 102.2 103.2 M=100,
m=102.2 e =(100-102.2)/102.2= —
2.1%
总装车间常用工具
r =(103.2-101.2)
6
• 按检定规程要求,应检点均匀分布、不少于3点即20, 60, 100点进行3次。
总装车间常用工具
3
• 3、注意事项: • a、使用气压应保证在规定的范围内; • b、工作八小时,应从进气咀处注入适量20号机油; • C、减少不必要的空转,尤其是在高压; • d、不能将出气口对准自己或他人; • e、操作时,手、宽松衣服、长发不要靠近旋转部位; • f、如每天都使用,每个季度应由维修人员拆开检查一