电渣重熔过程中夹杂物的控制
电渣重熔钢液洁净度控制研究进展

2010年4月第18卷第2期河南冶金HENANMETALLURGYApr.2010V01.18No.2电渣重熔钢液洁净度控制研究进展李京社王再飞杨树峰(北京科技大学)摘要电渣重熔工艺能够显著去除钢中的非金属夹杂物、降低钢中的总氧含量。
本文阐述了电渣重熔过程中非金属夹杂物的去除机理、夹杂物成分和含量的控制以及电渣重熔过程中氧含量的控制,介绍了电渣重熔过程钢液洁净度控制的研究进展,提出了进一步提高电渣重熔过程钢液洁净度水平的研究方向。
关键词电渣重熔非金属夹杂物总氧含量REⅧW0FCLEANLⅡ岖SSCoNTROLFoRSTEELSPRoDUCEDBYESRPRoCESSLiJingsheWangZaifeiYangShufeng(UniversityofScienceandTechnologyBeijing)ABSTRACTESRprocesscouldnotonlyremovenonmetallicinclusionslargelybutalsoreducethetotaloxygencontentnotably.TheprogressofcleanlinessinESRprocesshasbeenintroducedbyanalyzingthemechazismofremovingnonmetal-lleinclusions,thecontrolofbothcontentandcompositionofnonmetallicinclusionsandthecontroloftotaloxygencontent.Besides,researchdirectionsgregiveninordertofurtherimprovethecontrollevelofcleanlinessinESRprocess.KEYWORDSESRno舢e瞌Ilicinclusionstotaloxygencontent0前言电渣重熔(ESR)是利用电流通过电渣层产生电阻热来熔化自耗电极的合金母材,液体金属以熔滴形式经渣层下落至水冷结晶器中的金属熔池内,即渣洗清洁钢液,钢锭由下而上逐步结晶。
大型电渣重熔值得注意的几个问题

大型电渣重熔值得注意的几个问题No.1January2011《大型铸锻件》HEA VYCASTINGANDFORGING大型电渣重熔值得注意的几个问题向大林(上海重型机器厂有限公司,上海200245)摘要:大型电渣重熔作为生产100t以上直至300t重大锻件用巨型钢锭的理想方法,正在被更多的人们所关注.本文回顾了电渣重熔的大型化缘起和发展.根据200t级电渣炉的实践经验,讨论了大型电渣重熔一些值得注意的问题,如设备与工艺,特大电流短网,低氢控制,均匀性控制等.关键词:大型电渣重熔;200t级电渣炉;设备与工艺;大电流短网;低氢控制;均匀性控制中图分类号:TFI4文献标识码:B SomeProblemsMeritingAttentioninLarge—scaleESRXiangDalinAbstract:Large—scaleESRisbeingspreadasanidealprocessofmanufacturinggiganticingotsfor100tupto3O Otmonoblockforgings.Originanddevelopmentoflarge—scaleESRwerelookedbackinthispaper.Someproblemsmeritingattentioninlarge—scaleESR,suchasequipmentandtechnology,excessivecurrentshoanet,lowhydrogencontr ol,homo-geneitycontroletc.,werediscussedonthebasisofproductionpracticeofthe200t-classESRfurnace.Keywords:large—scaleESR;200t-classESRfurnace;equipmentandtechnology;excessivecurrentshortnet;lo whydrogencontrol;homogeneitycontrol随着重大型装备向高参数,大容量发展,大锻件的尺寸,吨位也越来越大,如第三代核电AP1000反应堆压力容器法兰接管段筒体需要600t以上的钢锭来制造,汽轮机低压转子交货尺寸长11in,直径最大达2.8Ill,锻件重量达365t,钢锭重量要达到700t.而且锻件的质量和性能要求越来越高,锻件报废的风险也不断加大.钢锭的冶金质量是获得优质大锻件的基础和先决条件,在大锻件生产中起关键性作用.为了保证大锻件质量,降低废品率,生产高均匀性,高纯净度金属材料的电渣重熔越来越受到青睐.近些年,国内外都在纷纷上马大型电渣炉生产大锻件用钢锭.但电渣重熔本是一种生产小锭的特种熔炼技术,而且是在20世纪50年代末,60年代初才发展起来的.苏联巴顿电焊研究所(MH—TaneKTpOCBapKHHM.E.O.HaTOHa)把电渣焊的相似过程移植到冶金领域,1958年5月,在德聂伯特殊钢厂(3aBO~《)Inerapo—cnei~cTanb>>)建立了第一台工业电渣炉(P909型),生产直径500mm,重500kg的电渣锭,电渣重熔技术才开始实际工业应用叫.迄今为止,电渣重熔只有5O多年短暂历史.50多年来,电渣重熔的大型化颇费周折,获收稿日期:2O10—1O—2626得成功的案例并不多,这个现象引人深思,令人费解.本文通过对电渣重熔大型化发展过程的简要回顾,结合笔者从事200t级电渣炉技术工作30 年的实践经验,提出一些值得注意的问题并加以讨论,供大型电渣炉的同行参考.1大型化的开端——10Ot电渣炉(1965年)钢锭的生产通常分为两步,即熔炼和浇铸,而电渣重熔则把熔炼和浇铸两道工序合二为一.在同一个金属模内,两道工序同时进行,同时完成, 而且锭模是强制水冷.电渣重熔过程中,金属在渣池中以薄膜形式微量熔化,渣/钢反应接触面大,渣温高,渣池活跃,金属受到熔渣强烈有效的精炼净化.在重熔和铸锭同时进行的过程中,钢水始终不接触耐火材料,不接触空气,免受耐火材料污染和二次氧化.特别是,钢锭凝固条件优越, 是在强制冷却的,很陡的温度梯度条件下进行,具有定向渐进结晶特点.因此,在炉外精炼还不普遍也不发达的当时,电渣重熔的出现,显示出强大的生命力,各国竞相开发,纷纷采用.20世纪60 年代,电渣重熔迅速发展成为包括我国在内的世界各国生产高纯净度,高均匀性,耐高温高压,耐腐蚀磨损,抗冲击疲劳,抗中子辐照等质量要求苛刻的金属材料的主要冶金方法.《大型铸锻件》HEA VYCASTINGANDFORGINGNo.1January2011中国科技人员睿智卓识,对这一新生事物表现出极大的敏感性.电渣重熔既从内部创造了精炼净化金属的良好条件,又从外部杜绝了夹杂物的来源,尤其具有对于结晶至关重要的优越的冷却条件,而且它把熔炼和铸锭两道工序合二为一, 为解决当今世界上大钢锭的"纯净度"和"均匀性"两大冶金质量难题提供了将两者紧密结合的最佳条件.同时,电渣重熔设备简单,投资很少,工艺灵活,适应性,可控性强,操作易于掌握,质量可靠性高,经济合理有效.这些都是其他冶金方法无可比拟的.因此,电渣重熔问世不久,他们就迅速将这种本来是生产小钢锭的技术创造性地引人大型铸锻件行业,用以生产大锻件用优质大型钢锭. 1965年,很多国家包括一些工业发达国家刚刚开始起步研究电渣重熔技术,世界电渣炉的容量还仅仅在几吨的范围,在沈鸿及林宗棠的倡导和组织下,上海重型机器厂就已建成了100t的3相大型电渣炉(图1).这是世界上最早的大型电渣炉,也是当时世界上最大的电渣炉.其结晶器直径为1500mm和2100mln两种,内胆为钢质,是由3 节叠合而成的固定式长结晶器(1650mm×3).图1100t电渣炉Figure1100tESRfurnace重熔启动用自耗电极炉内化渣.渣料中常常有30%~50%的一次返回渣,渣化清即用A1块对炉渣进行预脱氧,渣池深度(350~380)mm.重熔过程中控制熔化速度,并用Al粉或/和ca.si 粉对炉渣进行脱氧.同时每隔(2~3)h取渣样和钢样分析,根据分析结果随时调整脱氧制度.自耗电极由原有1t小电弧炉生产,以小拼大,用50多炉乃至100多炉电极重熔成一根大型电渣锭. 3根自耗电极夹持在同一个升降机构上,由一台3 相炉用变压器(7500kV A)向3根电极供电同时重熔.所夹持的3根自耗电极同时上升或同时下降.自耗电极经车削加工而成,带螺纹接头.电极与电极通过电极头螺纹连接,和电弧炉石墨电极的连接方法相仿(图2).接电极时无需停电,边连接边送进,熔炼过程照样进行,可生产50t至100t大型电渣锭.设备于1965年初安装,1965年4月开始热调试,用1500mm结晶器于1965年6月29日熔炼出55t电渣锭.同年9月27 日,用2100mm结晶器熔炼出第一根100t电渣锭(60CrMnMo,Q2025mm×4050mm,图3). 1965年共生产了4根100t重的电渣锭.截止1972年11月,共熔炼生产了46根大型电渣锭, 钢种有60CrMnMo,35MnMoV,34CrMnMo,34CrNiMo,34CrNi3Mo,30CrMnMoNb,9Cr2Mo, 37SiMn2MoV,34CrMolA,34CrNi3MoV等. Figure2Consumptiveelectrodes100t电渣炉把当时世界上的电渣锭重量提高了两个数量级,并且解决了上海重型机器厂120MN水压机缺乏大钢锭的无米之炊问题,为制造我国当时最大的轧机2300mln冷轧机支撑辊做出了积极贡献.由于自耗电极需要机械加工,工序太繁杂,金属损耗大,生产成本高,特别是后来发现重熔至螺丝接头处时有小块电极金属脱落掉入金属熔池, 使锻件超声波探伤通不过而报废.这和20世纪30年代美国霍普金斯(R.K.Hopkins)用管状自耗电极熔炼时,重熔金属中不时发现有未熔化的管子电极碎片的情况相类似].此外,二次回路的压降和电感损失都较大,变压器容量的利用率和电效率都较低,钢内胆结晶器在叠合处常常发生局部熔化粘锭,使用寿命短,也不安全.因此,该炉于1972年底停止生产.27No.1January2011《大型铸锻件》HEA VYCASTINGANDFORGINGFigure3A100tESRingot100t电渣炉在世界上首开了电渣重熔大型化的先河,对大型电渣重熔的设备和工艺进行了开创性的尝试和探索,积累了极其宝贵的实践经验.2大型化的典型——160t电渣炉(1971年)和200t级电渣炉(1981年)2.1萨尔钢厂160t电渣炉1971年,西德萨尔钢厂(Saarstah1)建成结晶器直径2300mm的160t电渣炉,1980年l0月生产出第一根160t电渣锭.厂方称,用普通方法制造大锻件,技术上遇到的困难和经济上遭受的损失,使得在已经具备大型熔炼和浇铸手段的情况下被迫上了电渣炉.这座电渣炉(图4)设四个机架,四组彼此独立的供电系统分别对各机架供电.每组供电系统有一台变压器经可控硅变频装置输出(0~10)Hz的低频电供重熔用,以降低大电流二次回路的感抗,提高功率因数.自耗电极由130t电弧炉熔炼,经DH提升脱气处理之后浇铸而成.当使用f2j2300mm,【2j1700mm结晶器时,4根电极同时重熔.当改换成1300mm,(2j1000mm结晶器时,则采用单电极重熔,通过更换电极和抽锭操作,能生产长达(5—6)m的电渣锭,相应的锭重为160t,90t和50t,30t.2.2上海重型机器厂200t电渣炉20世纪70年代,我国第一座核电站秦山核电站开始筹建,秦山核电大锻件需要360t重的电炉钢锭.为了经济而可靠地向核电站提供核电大锻件,在深入研究了大锻件生产的主要质量问题28Figure4160tESRfumaceatremehing和特殊性,认真总结了上海重型机器厂20世纪60年代100t电渣炉的生产实践经验的基础上, 在朱觉教授的精心指导下,上海重型机器厂于1981年创建了世界上最大的200t级电渣炉(图5,图6,图7),并于1983年10月31日生产出第一根205t电渣锭.炉子设3个机架,呈等边三角形布置,每个机架的电极支臂上夹持呈串联形式的两根自耗电极.3个机架各由一台单相变压器供电,6根电极构成3相双极串联回路.自耗电极由40t电弧炉熔炼,经RH循环脱气处理之后浇铸而成.炉子装备了干燥空气保护,除尘和烟气净化设施.重熔过程中交错更换电极,根据锻件需要,可通过抽锭生产240t((2j2730mm×5200mm)以内的任意重量的电渣锭.若更换成直径3300mm的结晶器,则可生产300t重的电渣锭.就重量上说,240t电渣锭相当于400t电炉锭,可生产200t重的锻件;300t电渣锭相当于500t电炉锭,可生产250t重的锻件.该电渣炉还可用于单相重熔,生产不同直径,各种吨位的中小型电渣锭.炉子建成后,针对重熔工艺的关键技术展开了全方位,多层面的深入系统的研究,攻克了一系列重大技术难题,主要有:(1)均匀性控制技术解决了用成分有差异的若干炉号,数十根电极,通过几个昼夜重熔成一根200t电渣锭的成分均匀性问题.(2)大功率,快熔速,高冷却和强脱氧工艺为获得高质量巨型电渣锭提供了重要保证.大功率供电,渣温高,冶金反应的动力学条件好,精炼净化效果强.虽然熔速高达5t/h以上,但由于有《大型铸锻件》HEA VYCASTINGANDFORGINGNo.1January2011Figure5200t—classESRfurnaceatremelting图6核电用207t电渣锭Figure6A207tESRingotfornuclearpower图7核电用205t电渣锭Figure7A205tESRingotfornuclearpower高速强制冷却,使得熔池浅,成分均匀,组织致密. 强制脱氧使渣池始终保持低氧位(FeO≤0.3%), 高冶金性能.因此,200t级电渣炉生产的电渣锭热塑性良好,锻压时一次压下量达1000mm也不开裂.电渣锭中心的密度与锭边缘密度一致.锭中心的二次枝晶间距仅为2mm.氧化物0.5级,硫化物找不到.直径为2113的锻件,超声波探伤起始灵敏度1.1mm也能通过J.(3)低氢控制技术解决了高湿度气候条件下长时间重熔获得低氢巨型电渣锭的难题. 尽管上海气候潮湿,空气湿度高达30gHO/m,熔炼区气/渣接触面积有5m大,但几个昼夜的重熔过程中,低氢控制技术使重熔与天气和季节无关.使用冷渣料对低氢控制没有明显影响.电渣锭中的氢含量都不超过2×10~,大部分在1.4 ×10以下.数十个大锻件,包括直径为2000mm的汽轮机低压转子,完全取消扩氢退火后无一发现白点.(4)低铝控制技术¨扫除了电渣重熔法生产汽轮机转子的障碍.汽轮机转子中的铝不允许超过0.010%(质量分数),而电渣重熔获得低铝非常困难.当用低铝电极重熔时,总是发生增铝,因为渣中含有大量铝.当电极中的铝超过0.010%(质量分数)时,重熔过程中更难以将其降至0.010%以下.用自主研发的低铝,低氧,低硫兼得的重熔工艺技术'"批量生产的高,中,低压汽轮机转子,铝均控制在0.005%~0.007% 之间,氧,硫均在25×10以下,大部分为20X10-.'.30年来,200t级电渣炉一直在生产运行,在完成国家重点建设项目的攻关任务中做出了一个又一个重大贡献,不断受到国内外专家的关注和推崇.主要产品有:(1)炉子建成首先是生产秦山核电站核岛大锻件用电渣锭.1981年10月10日重熔出127t核电用电渣锭,1983年10月31日和11月18日连续两次生产出205t和207t核电用电渣锭,到1984年底共生产核电用电渣锭24根,锭重多在(130~170)t之间,完成了秦山核电站核岛大锻件所需大钢锭的生产任务.用电渣锭成套生产的蒸发器和稳压器等核电大锻件,经有关部门5大类35项材料内在质量严格测试,技术性能符合设计要求,综合质量达到ASME标准,通过国家级鉴定和验收.秦山核电站1991年l2月15日并网发电,提前两年达到年发电设计能力.20年过去了,作为"国之光荣",秦山核电站至今运行情况良好.(2)此后,相继批量生产了300MW发电机转子,300MW一600MW汽轮机高.中压和低压转子,560t加氢反应器等大锻件,全部通过国家级鉴定和验收.(3)进入21世纪,凭借技术优势,批量生产了核潜艇堆内构件,三峡工程710MW水轮机导叶轴头,1000MW核电站堆内构件,1000MW超超临界汽轮机转子等高合金大锻件,获得了巨大29No.1January2011《大型铸锻件》HEA VYCASTINGANDFORGING的经济效益.一个国家的钢铁工业发展和冶金技术水平,既要看钢的产量,品种和质量,还要看能生产多大的钢锭和大钢锭的质量有多高.巨型钢锭的生产技术反应了一个国家重工业的发展水平和科学技术的攻坚能力,也是一个企业实力和等级水平的象征.作为中国的自主原创技术,200t级电渣炉开辟了生产优质巨型钢锭的新方法,新途径,因对世界特种熔炼技术的重大贡献,曾于1988年在美国举行的第九届国际真空冶金会议(9thICVM)上获大奖(图8).在我国的工业现代化发展过程中,由中国人独创,从研究开发到付诸工业生产应用并达到世界领先地位,在国际上获奖的重大项目还为数不多.图8的奖牌Figure8Themedia(9thICVM)2.3其它大型电渣炉此外,还有一些见诸于苏联文献的苏联建造大型电渣炉的报道.如,1979~1980年在新克拉马托尔斯克机器制造厂(HKM3)安装了~iiiri?15o型电渣炉¨...据称,该电渣炉由3台单相变压器供电,总功率为(12—14)MV A(4800kV AX3).液渣启动,采用上部加大的漏斗形结晶器(Q)3360mm).上部加大处为熔化部分,下部为成型部分(O2550mm),其截面积等于自耗电极的总截面积或者大20%.渣量(11~12)t.结晶器加大处装有钢液面传感器,还有供注入或排出液渣用的孔眼.熔炼过程中向金属熔池和渣池吹入惰性气体.可熔炼直径(1800~2700)mm,重(80—200)t的电渣锭和外径(1800~2700)mm, 内径(600~800)mm的空心锭,并可同时熔炼3 个重(30—60)t的电渣锭.采用7根电极操作,熔炼80t锭时电极直径为650mm,熔炼200t锭时电极直径为1000mm.重熔时电极不进给,短网也不动,只有结晶器上移.苏联出口朝鲜千里马钢厂的200t电渣炉也是这种炉型结构,但是根30本无法开炉炼钢,请中国专家去也爱莫能助.又如,YUI一108型电渣炉,变压器容量为3 500kV A×3(单相),可熔炼2500mm/100t的空心锭和实心锭;日丹诺夫重型机器厂(TM)的YlII-100型电渣炉J,变压器容量为2500kV AX3(单相),可熔炼O2300mm/120t的空心锭和实心锭,等等.但是30年过去了,至今也未见那些炉子投人生产使用的报道.3大型化的新进展(2008年以后)为了满足市场急需,提升企业核心竞争力,上海重型机器厂有限公司2008年着手投建结晶器直径为37001Tim的450t电渣炉.450t电渣锭相当于(6oo一700)t电炉锭,覆盖了当前世界上所有最大吨位的锻件用钢锭.历时一年,于2009 年4月建成(图9),5月5日热调试成功,现已投入试运行.2009年开炉重熔11炉,根据锻件需要,现已顺利重熔出220t,320t的核电压力容器用电渣锭.450t电渣炉的产品对象主要是百万千瓦级核电机组的核岛锻件,汽轮机低压转子,管板和大型支撑辊等超大型锻件.此外,第一重型机械集团公司的120t电渣炉从2010年5月已开始调试;东北特钢正在大连基地上马100t电渣炉(从奥地利Inteco公司引进),计划在2011年7月投入运行;无锡桥联集团的300t电渣浇注炉已从2009年开始设计(由乌克兰巴顿电焊研究所的Elmet-Roll-MedovarGroup 承担),还有一些单位正在筹建200t和400t电渣炉.尤为可喜的是,通裕重工股份有限公司通过技术改革,实现了电渣重熔技术的提升和跨越. 2009年4月冶炼出第三代核电AP1000主管道用超低碳控氮不锈钢(SA376TP316LN)72t电渣锭,而且是一次成功;2009年生产的几根75t电渣锭,锭高4.1nl,锭子上下成分一致,底部质量,顶部补缩和低倍组织优良,洁净度高.[H]=1XlO,『O1=17×10I¨,[S]=20×10I¨.2010年4,5月,通裕重工又率先顺利生产出一套第三代核电AP1000主管道用超低碳控氮不锈钢(SA376 TP316LN)大型电渣锭8根.这不仅是国内也是世界上首次成套生产出AP1000主管道用核级超低碳控氮不锈钢大型电渣锭.AP1000主管道是我国引进AP1000核电技术项目中唯一没有引进国外技术的核岛关键设备,被称之为核电站的"主动脉",属于核1级设备.AP1000主管道用超低碳控氮不锈钢大型电渣锭的生产技术是《大型铸锻件》HEA VYCASTINGANDF0RGINGNO.1January201】AP1000主管道制造的核心技术,是主管道制造的限制性环节.AP1000主管道用超低碳控氮不锈钢大型电渣锭成套生产成功,解决了我国第三代核电主管道国产化的瓶颈制约问题,对于我国大力发展核电事业是一个不小的贡献.迄今为止,通裕重工已生产(70~82)t的大型电渣锭近20 根,质量稳定.据报道,Et本,德国,意大利以及欧洲其他一些工业发达国家近年也在陆续投建250t,150t, 145t,120t,110t,100t大型电渣炉.Figure9450tESRfurnaceatremelting4大型电渣炉值得注意的几个问题电渣炉相对于电弧炉等其他熔炼设备而言是比较简单的,但由于设备容量的大型化而引发的一些问题则不容忽视.世界上好几台大型电渣炉都不成功的教训是深刻的.根据笔者从事200t级电渣炉技术工作30年的实践,认为大型电渣炉至少以下几方面值得认真注意:4.1电渣重熔工艺设计是灵魂设备是正常生产的基本保障,对生产工艺有关键性影响.所谓"工欲善其事,必先利其器",在某种意义上甚至可以说设备比生产工艺本身还重要.其实生产设备是根据生产工艺而设计的,它在各方面的工作性能必须要满足生产工艺的要求,需要两者的和谐统一,完美结合.并且设备要有很强的适应性,要能充分满足生产工艺所涉及的调整范围.好些大型电渣炉不好用,甚至无法重熔生产,常常是缺少工艺设计.重熔工艺是生产电渣锭的各种过程参数,规范程序和操作方法.重熔工艺设计是全面规划和具体描述电渣重熔生产实施意图的过程,是电渣炉设计中的"灵魂".电渣炉还没有形成标准化,系列化.大型电渣炉的工业化生产,也才仅仅40年短暂时间.奥地利Inteco公司总裁W.Holzgruber博士说,技术上突破100t的电渣炉仅有德国萨尔钢厂和中国上海重型机器厂两家.可想而知,大型电渣重熔特别是100t以上的炉子的工业生产实践经验是极其有限的.这种本来是生产小锭的特种熔炼技术,炉容量十倍百倍地扩大,使得很多工艺因素复杂化,这不是一个简单的数量增加,而是跨越,质的飞跃.科学上的新发现可以通过论文和网络技术很快地在全世界范围内传播开来,知识全球共享,但新的工艺技术却是企业的Know-how(专有技术),是企业的看家本领,是企业的核心竞争力,往往具有知识产权,具有独占性,保密程度很高.如果没有掌握大型电渣重熔的工艺技术,工艺设计又从何谈起?如果设备设计者对重熔工艺茫然无知,那这种由没有灵魂的设计建造的设备怎么可能好用?苏联本是电渣重熔技术的发源地,但是苏联的大型电渣炉并不成功,其主要原因就在于苏联没有掌握大型电渣重熔工艺技术.对此,IO.B. BaTam教授,A.F.~oFaqeHKO博士都曾向笔者证实,并一再称赞中国200t电渣重熔技术的先进性.美国康萨克公司(ConsarcCorp.)也不掌握大型电渣重熔工艺技术.尽管康萨克电渣炉设备特别是供电部分做得还不错,但康萨克大型电渣炉注定是不好用的.康萨克公司总裁R.J.Roberts博士曾称赞中国的200t级电渣炉"是一个很好的设计".奥地利Inteco公司称,他们2008年开始设计的一台250t电渣炉,采用的是3~4根(60—80)t 的自耗电极.可以想象,电极的制备不是件容易的事,支撑电极的结构也不会轻便,变压器容量也会非常之大.因为该公司还为意大利FOMAS锻造厂设计了一台结晶器直径为2050mm的120t 电渣炉,计划于2011年2月投产,也采用同样的方案,变压器容量有30000kV A之大,超过30年前苏联建造的结晶器直径为3360mm的200t电渣炉变压器容量的两倍.我国东北特钢在2009年也向该公司引进了一台类似结构的100t电渣炉.这些炉子都还没有建成,祝愿它们都能顺利投产.20世纪80年代,中国的200t级电渣炉之所以能一次调试成功就重熔出合格的90t转子电渣锭,第二次调试就重熔出合格的127t核电电渣锭,炉子建成3年就生产出核电蒸发器用205t电渣锭,是因为200t级电渣炉是根据我国电渣冶金的开山祖师朱觉教授及刘海洪教授的工艺思想进31No.1January2011《大型铸锻件》HEA VYCASTINGANDFORGING行设计的,是建立在100t电渣炉的工程实践和生产经验的基础上的.中国的450t电渣炉从设计制造到安装调试仅只一年时间,也是一次调试成功就投入生产运行.如果没有200t级电渣炉2O 多年的技术开发和生产经验,那是不可想象的. 中国的200t级电渣炉和450t电渣炉的成功说明,工艺思想的确是电渣炉的灵魂.4.2设备是产品之母,工艺是产品之父产品的制造过程,都必须利用一定的设备通过一定的工艺才能实现.设备是产品之母,工艺是产品之父.即使炉子好用,也还有个会不会用的问题.因此,必须全面掌握熔炼软技术和一系列检测技术.如电制度,渣制度,温度制度,速度制度,启动技术,换电极技术,抽锭技术,高均匀性控制技术,低氢控制技术,低氧控制技术,低铝控制技术,脱氧技术,补缩技术,脱锭技术,炉气分析技术,炉渣分析技术,熔池检测技术等.必须强化气氛可控,重熔过程可控和凝固过程可控,提高过程控制水平,才能稳定可靠地生产出合格产品. 不掌握这些专有技术,在生产中,在质量上都会产生很大的迷茫,困惑和麻烦.比如,电渣重熔首先要造渣,上海重型机器厂的200t级电渣炉5t渣料,用时75min,钢锭底部质量良好以至在生产筒体锻件时无需切除;可是一些炉子1t渣料,通常要用150min,钢锭底部质量还不尽如人意.又如,电渣重熔结束前要进行补缩,有的20t电渣锭补缩折腾好几个小时,结果钢锭顶部不是包了一包渣就是存在暗缩孔.至于低氢控制问题,那更是普遍存在的了.而设备设计和销售单位往往并不具备这些专有技术.长期以来,我们习惯更多地依赖科研机构和大学,但近百年世界产业发展的历史表明,真正起作用的技术几乎都来自企业(比如,通讯领域的贝尔,汽车领域的福特,飞机领域的波音和空客,化工领域的杜邦和拜耳,机床领域的西门子,计算机领域的IBM,英特尔,微软, 等等).道理很简单,实际熔炼时开发的技术和生产现场积累的经验才是真实可靠的,才是有实用价值的.4.3特大电流问题大型电渣炉是特大电流用电设备,有的甚至高达100kA.因此,炉子短网电气特性就显得非常重要,否则功率因数不高,有功分量的效率太低,会给熔炼造成很大困难.导体的感抗量是由导体本身磁通变化引起的自感和由相邻导体磁通变化所引起的互感的几何32和.为了降低大电流网路感抗,提高功率因数(cos),减少无功损耗,有的采用双极串联供电,通过平行布线和交错布线,使电流回路互相靠近, 外部磁场大大抵消.我国200t级电渣炉和450t电渣炉就采用了这种办法,cos~p可高达0.80—0.93.由于电感与电流频率成正比,所以采用低频电源可以降低短网大电流所引起的感抗损失,提高功率因数.德国莱宝公司(LeyboldAG)制造的电渣炉大都采用低频供电.比如,由莱宝公司设计制造的萨尔钢厂的160t电渣炉就是(0~10) Hz的低频电源,达到较高的功率因数.采用同轴布置或同轴电缆是减少短网电抗,提高功率因数的又一方案.美国康萨克公司。
304不锈钢中夹杂物的控制

304不锈钢中夹杂物的控制304不锈钢是一种广泛应用的奥氏体不锈钢,具有优良的耐腐蚀性和高温强度。
然而,夹杂物的存在可能会对其组织和性能产生不利影响。
因此,控制304不锈钢中的夹杂物对于保证其质量和性能具有重要意义。
本文将介绍夹杂物控制的重要性、夹杂物的来源和分类,以及夹杂物控制的措施和效果。
夹杂物是指存在于金属内部或表面的非金属杂质。
在304不锈钢中,夹杂物可能会破坏材料的连续性,导致应力集中,降低材料的耐腐蚀性和力学性能。
夹杂物对304不锈钢组织和性能的影响主要表现在以下几个方面:降低材料的耐腐蚀性:夹杂物能够破坏不锈钢表面的氧化膜,加速局部腐蚀,降低材料的耐腐蚀性。
降低材料的力学性能:夹杂物会破坏材料的连续性,导致应力集中,降低材料的强度和韧性。
影响材料的加工性能:夹杂物可能引起材料加工过程中的缺陷,如裂纹、折叠等,影响加工质量和精度。
夹杂物主要分为有意夹杂物和无意夹杂物。
有意夹杂物是人为添加的,如为了改善材料的某些性能而特意加入的合金元素。
无意夹杂物是在冶炼、加工过程中引入的,如炉渣、耐火材料、以及与炉气、熔剂、燃料等反应生成的产物。
为了控制304不锈钢中的夹杂物,可以采取以下措施:增加夹杂物球化处理:通过适当的热处理,使夹杂物呈球形颗粒分布,降低其对材料性能的不利影响。
控制原材料及熔炼过程:选用低杂质含量的原材料,严格控制熔炼工艺,避免过度氧化和污染。
精炼和净化处理:采用精炼技术,如电渣重熔、真空熔炼等,去除熔体中的夹杂物;同时,进行净化处理,如加入稀土元素细化晶粒,提高材料的纯净度。
合理安排工艺流程:在加工过程中合理安排工艺流程,避免过度变形和加热,以减少夹杂物的引入。
采取上述控制措施后,可以显著降低304不锈钢中的夹杂物数量和尺寸,改善材料的组织和性能。
具体效果如下:夹杂物形态:通过控制措施,可以使夹杂物呈球形或不规则形态分布,降低其对材料性能的不利影响。
夹杂物分布:采取控制措施后,夹杂物分布更加均匀,避免了局部浓度过高现象,降低材料脆性。
电渣重熔中去除夹杂物的一些考虑

电渣重熔中去除夹杂物的一些考虑摘要电渣重熔去除夹杂过程是特种冶炼工作者面对电渣钢质量问题所要研究的很重要部分,所以面对很多,对好的氧化物评级,夹杂物要求很高的钢种而言,合理地使理论与实际想结合,把夹杂物的形成与去除过程掌握,则是我们特种冶炼轴承钢,军工耐高温等等钢种所要面对的重要任务。
关键词电渣重熔;夹杂物;端头;尺寸电渣重熔过程液态金属和熔渣充分接触发生在3个阶段:1)电极熔化末端:自耗电极端头,在熔渣内受熔渣的电阻热,沿表面逐层熔化,熔化金属沿锥头形成薄膜,金属细流沿锥面滑移,在端头汇聚成滴,金属流内可能产生湍流,不断更新表面;2)金属熔滴滴落:电极端头金属滴在重力和电磁引缩效应作用下,脱离电极滴落,穿过液态渣池,过渡到金属熔池,滴内金属可能产生环流;3)金属熔池:金属熔池上表面始终在渣层下和熔渣长时间相接触。
反映接触条件有两层含义,即接触面积和作用时间。
由表1可见,电渣重熔在电极熔化末端钢渣接触面积达4 220mm2/g,在熔滴过渡阶段,钢渣接触面积达62.8mm2/g,这是其它冶金炉达不到的,如炼钢厂30t电弧炉,钢渣接触面积仅0.34 mm2/g。
由于金属熔池作用时间为1 003s,一般考虑夹杂物浮生来研究夹杂物的去除是不对的,因为电极锥头和金属熔滴的钢渣反应的比面积是 4 220mm2/g与62.8mm2/g远远的大于0.34mm2/g的金属熔池的接触比面积。
以上为电渣重熔电极锥头面积对氧化物评级的影响:横坐标为电极锥头面积×103,mm2,纵坐标为氧化物评级。
由图1可看出不同的电极锥头面积,重熔去除非金属夹杂物的效果有显著不同,电渣重熔去除钢种非金属夹杂物主要发生在电极熔化末端熔滴形成的过程中。
1)自耗电极沿表面熔化,沿锥面形成薄膜厚度远远比熔滴半径及金属熔池深度小,其钢渣接触面积又比熔滴大,而且在逐渐熔化的过程中,任何部分夹杂物都可能和熔滴接触和渣进行反应;2)自耗电极由于熔化端头呈锥形,其尖端在熔滴形成的末端,由于电磁引缩效应,在端头形成缩颈,所以端头电流密度最大,有尖端放电的特征,也能论证这个区域温度为最高;3)电极熔化末端熔滴形成的时间比熔滴滴落的时间长,见表1,尽管不如金属熔池存在时间长,但是从动力学观点出发,将接触面积和作用时间综合考虑,可看出电极熔化端头熔滴形成过程依然是夹杂物去除最有利过程;4)电极熔化末端熔滴形成过程是最先和熔渣接触并发生反应部分,钢中原始夹杂物含量最高,无疑可大量去除夹杂物。
直流供电模式下渣系组成对电渣重熔钢锭洁净度的影响

文章编号:1671-7872(2024)02-0135-07直流供电模式下渣系组成对电渣重熔钢锭洁净度的影响赵 磊 ,王 宇 ,王冰杰 ,常立忠 ,施晓芳(安徽工业大学 冶金工程学院, 安徽 马鞍山 243032)摘要:采用自制的小型变频电渣炉,在直流供电模式下对二元渣系(30% Al 2O 3+70% CaF 2)和三元渣系(20% Al 2O 3+20%CaO+60% CaF 2)进行电渣重熔实验,采用氧氮分析仪及ASPEX 夹杂物自动分析系统分析电渣锭中氧氮含量和夹杂物的数量、尺寸、分布及形貌等,探讨直流供电模式下渣系组成对电渣重熔钢锭洁净度的影响。
结果表明:在同一供电模式(直流正接或直流反接)下,渣系稳定是电渣锭氧含量、夹杂物数量及种类分布的主要影响因素,但对氮含量和夹杂物形貌的影响不大;与二元渣系相比,三元渣系重熔钢锭中夹杂物的数量明显减少、尺寸减小、分布更分散,这是因为CaO 的稳定性比Al 2O 3强。
在同一渣系下,直流正接制备的电渣锭中夹杂物数量明显高于直流反接,夹杂物形貌没有明显区别;直流正接对渣池中氧化物的电解作用高于直流反接,直流正接制备的电渣锭中夹杂物的钙含量比直流反接更低。
关键词:渣系;不锈钢;电渣重熔;夹杂物;直流;洁净度中图分类号:TF 744 文献标志码:A doi :10.12415/j.issn.1671−7872.23163Influence of Slag Composition on Cleanliness of Electroslag RemeltingIngots under Direct Current Power Supply ModeZHAO Lei, WANG Yu, WANG Bingjie, CHANG Lizhong, SHI Xiaofang(School of Metallurgical Engineering, Anhui University of Technology, Maanshan 243032, China)Abstract :The self-made small inverter electroslag furnace was used to carry out electroslag remelting experiments on binary slag system (30% Al 2O 3+70% CaF 2) and ternary slag system (20% Al 2O 3+20% CaO+60% CaF 2) under the mode of DC power supply. The oxygen and nitrogen content and the quantity, size, distribution and morphology of inclusions in electroslag ingots were analyzed by using oxygen and nitrogen analyser and ASPEX automatic inclusions analysis system to explore the influence of slag composition on the cleanliness of electroslag remelting ingots under DC power supply mode. The results show that in the same power supply mode (DC positive or DC reverse), the stability of the slag system is the main influencing factor on in the oxygen content, the number and distribution of inclusions of electroslag ingot, but has little effect on the nitrogen content and morphology of inclusions. Compared with the binary slag system, the number of inclusions in the ternary slag system remelted ingot is significantly reduced, and their size is reduced, and their distribution is more dispersed, this is because the stability of CaO is stronger than that of Al 2O 3. In the same slag system, the number of inclusions in the electroslag ingot收稿日期:2023-10-30基金项目:国家自然科学基金项目(52074002);安徽省自然科学基金项目(2208085J37;安徽省重点研发计划项目(202304a05020024)作者简介:赵磊(1998—),男,安徽肥东人,硕士生,主要研究方向为特殊钢冶金。
采用电渣重熔工艺冶炼高质量轴承钢

降低。因此, 我们认为金属熔池的浮升不是夹杂 物被去除的主要过程, 但元素在金属熔池中氧化 生成的夹杂物, 特别是其中的硅酸盐类大颗粒夹 杂物主要是靠金属熔池的浮升来去除。
表 2 结晶速度对夹杂物的评级的影响 T ab le 2 Crystallization rate inf luence on
evaluatin g the inc lu sion grade
!大型铸锻件 ∀ HEAVY CA ST ING AND FORG ING
N o. 3 M ay 2009
表 3 不同渣系下原始电极和 重熔金属的夹杂物评级分析
Tab le 3 O r iginal e lec trode at d ifferen t slag quotiety and the eva luation ana lysis of re m elting m e tal
为此我们进行了试验。首先对熔化电极末端
31
N o. 3 M ay 2009
!大型铸锻件 ∀ HEAVY CAST ING AND FORG ING
进行了研究。按试验条件 ( 1) 进行冶炼, 通入氩 气保护, 然后突然停电, 将电极迅速提出渣面。用 阳极切割机自中心沿纵向切开电极熔化末端, 用 oberhoffer试剂腐蚀显 示出熔化部分的铸 态结晶 区, 划出熔化和未熔化区分界线, 对全部视场中的 非金属夹杂物进行分析。用比 20 mm 的自耗电 极放大 20倍的相纸将全部非金属夹杂物记录下 来, 计算出熔化区、未熔化区单位面积的夹杂物面 积, 及单位面积夹杂数, 其结果见表 1、图 1。
K ey word s: e lectro slag re m e lting; bea ring stee;l inclusion; m e lting
精炼渣系对钢中夹杂物的影响
精炼渣系对钢中夹杂物的影响摘要:本文分析了轴承钢冶炼过程中夹杂物控制存在的问题;轴承钢中最有害的夹杂物是大尺寸的以脱氧产物Al2O3为核心的复合氧化物或氧硫氮复合物。
合理控制初炼炉终点碳含量、选择合适的脱氧剂提高脱氧能力或使夹杂物变性、优化精炼渣成分提高其吸收夹杂物的能力、优化熔炼工艺减少大尺寸夹杂物并改善其在钢中的分布是当前降低轴承钢中氧化物夹杂的措施。
关键词:电渣重熔;精炼渣;曲轴钢一、轴承钢夹杂物控制存在的问题在控制好钢中主要合金元素化学成分的情况下,轴承钢的冶炼质量主要受钢液洁净度和铸态钢组织的控制。
为此,需要优化轴承钢的精炼工艺以降低钢中杂质元素的含量、减小夹杂物尺寸、控制夹杂物的形状、改善夹杂物在钢中的分布;同时,通过改进铸造工艺制度来提高铸坯质量。
目前,国内轴承钢夹杂物及铸坯质量控制存在的主要问题表现在如下。
1、钢液洁净度水平不高。
对轴承钢而言,钢中的氧含量一般要求低于10×10-4%(质量分数,下同),最大夹杂物尺寸低于15μm[1]。
和国际先进水平相比,国内轴承钢中的杂质元素含量及夹杂物级别都存在一定差距,如日本神户钢铁公司轴承钢氧含量控制在4×10-4%,而大冶特钢的高品质轴承钢氧含量在6.5×10-4%~6.7×10-4%。
2、精炼、浇铸工艺有待进一步优化。
我国轴承钢生产先进企业在熔炼设备与瑞典、日本等国家先进企业的差距较小,但熔炼及浇铸工艺需要进一步改善。
如日本先进企业已采用彻底除去电炉渣、LF双透气砖底吹搅拌、RH环流管扩径等措施。
高碳铬轴承钢中的碳含量较高,在采用连铸生产时容易产生碳元素偏析。
兴澄特钢采用100tEAF初炼+100tLF(钢包炉)精炼+100tVD脱气+(300mm×340mm)CC(边铸)工艺生产轴承钢,经结晶器电磁搅拌之后,连铸坯碳偏析指数小于1.14;连铸过程中相关的轻压下、分段电磁搅拌技术在国内应用很少,国外则多采用这些辅助装置来改善铸坯的均匀性。
电渣熔铸工艺
电渣熔铸工艺一、电渣熔铸工艺的选定1、电渣工艺制定的原则及分类电渣工艺是决定电渣熔铸过程稳定性,保证产品质量和得到良好的技术经济指标的关键。
所以,制定工艺规范必须掌握以下四个原则:(1)电渣熔铸工艺制度首先要保证产品的冶金质量。
具体讲就是应保证重熔的精炼效果和良好的结晶结构;(2)电渣熔铸工艺必须保证电渣过程的良好稳定性;(3)电渣熔铸工艺必须在保证产品质量前提下力求经济指标的合理性。
如生产率、电耗、水耗、渣耗等都应控制在合理范围内以降低整个熔铸产品的成本。
(4)必须注意熔铸工艺的一般性与特殊性的统一。
电渣熔铸工艺参数可以分如下三类:(1)条件参数:是根据熔铸产品几何尺寸、重量要求定出的参数。
A 结晶器直径、高度;B 电极的直径、长度;C 充填系数及电极、结晶器的直径比。
(2)基本控制参数:是根据冶炼条件制定的。
可分两类:A 渣制度:包括渣系组成、渣量或渣池深度;B 电制度:包括工作电流或电流密度、工作电压、有效供电功率、比功率等。
(3)目标参数:是基本控制参数综合影响的因变量。
主要包括:A 金属熔池深度;B 极间距离与电极埋入深度;C 熔化率D 渣池温度、渣皮厚度、电耗等。
二、电渣熔铸条件参数的选择1、结晶器尺寸的确定:直径和高度(1)直径的确定:D结=(D产品+A)/(1-δ%)式中:D结—结晶器直径(毫米);D产品—产品的规定尺寸(毫米);A—毛坯加工余量,一般按20~40毫米计算;δ%—熔炼毛坯的减缩率,一般为3±0.5%。
(2)高度的确定:①固定式:H结≈(3~6)D结当D结>300毫米,按下限考虑②抽锭式:2、电极尺寸的确定:直径和长度(1)直径的确定:d极=K•D结式中:d极—电极直径(毫米)D结—结晶器直径(毫米)K—经验系数,可选(0.5~0.6)±0.1(2)长度的确定:①单臂固定式电渣炉:圆柱形产品电极长度的确定: L极= h锭/C•η+Δl式中: L极—单支电极长度(米);h锭—钢锭高度(米);C—充填系数(电极与结晶器截面积之比);Δl—余头(电极剩余长度0.05~0.1米);η—电极致密度,轧、锻电极η=1,铸造电极η=0.95②双臂交替式电渣炉:这种电渣炉对电极长度要求不严格要求,只要电极不长度不小于夹持器有效行程即可。
电渣重熔过程钢的洁净度控制

电渣重熔过程钢的洁净度控制吴彬;姜周华;董艳伍;刘福斌;耿鑫;臧喜民;李万明【摘要】电渣钢的洁净度是影响其性能的关键,在实际生产中经常由于洁净度问题导致产品的质量不合格.本文分析了影响电渣重熔钢锭洁净度的主要因素和提高洁净度的技术手段.相关研究表明:渣料的磷主要来自萤石,大部分被还原而进入钢中,采用含BaO渣系可以抑制甚至能部分去除钢中的磷;气相氧化脱硫是电渣重熔工艺的一个主要特点,因此在氩气保护下会明显减少脱硫效果,渣中添加CaO组元有利于电渣重熔过程的脱硫;钢中的氢主要来自渣料和大气,因此采用预熔渣和干燥气体保护可以有效控制钢锭增氢;氩气保护和防止电极与渣面拉弧对避免钢锭增氮有一定的作用;电渣重熔过程中自耗电极表面氧化产生的氧化铁皮是氧的主要来源,因此电极表面采用防氧化涂层、惰性气体保护是降低钢中氧含量和氧化物夹杂数量的有效措施,同时减少渣中的不稳定氧化物FeO、MnO、SiO2含量,提高炉渣碱度,可有效地降低钢中的氧含量和氧化物夹杂数量.【期刊名称】《辽宁科技大学学报》【年(卷),期】2018(041)005【总页数】10页(P341-350)【关键词】电渣重熔;洁净度;炉渣;非金属夹杂物【作者】吴彬;姜周华;董艳伍;刘福斌;耿鑫;臧喜民;李万明【作者单位】东北大学冶金学院,辽宁沈阳 110819;东北大学冶金学院,辽宁沈阳110819;东北大学冶金学院,辽宁沈阳 110819;东北大学冶金学院,辽宁沈阳110819;东北大学冶金学院,辽宁沈阳 110819;辽宁科技大学材料与冶金学院,辽宁鞍山 114051;辽宁科技大学材料与冶金学院,辽宁鞍山 114051【正文语种】中文【中图分类】TF769.2电渣重熔(Electroslag remelting,ESR)技术是目前生产高质量特殊钢和合金的最重要的方法之一。
其主要特点在于产品洁净度高,硫含量低,非金属夹杂物少,表面质量高,宏观结构均匀致密,化学成分均匀。
纯铁电渣重熔的碳和硫控制

在电渣重熔的实际工艺过程中,通过电渣熔融渣池,利用电流电阻热作为热源时,需要对重熔电渣的碳与硫进行有效控制,保证熔融渣池的温度、流动性、池内各项成分等保持在工艺要求的最佳状态。
为对纯钢中的有害物质与非金属成分进行有效提出,需要规范工艺应用流程,利用钢-渣反应原理与高温气化反应,控制碳、硫成分,避免再氧化问题,提升钢锭致密性与表面光滑性,优化钢锭使用质量。
一、电渣重熔工艺流程中碳、硫控制面临的主要问题目前,选择电渣重熔技术进行钢锭冶炼,由于设备配置简单、成本投入少等特点,应用范围较为广泛,但在工艺应用过程中,对环境污染影响程度高、电能消耗量大、渣料中杂质含量高等问题,需要生产单位在合理处理污染问题的同时,加强对钢锭中碳、硫含量的控制。
1.电渣重熔工艺中钢锭增碳的主要原因。
通过相关工艺试验发现,当提纯渣中检测的碳含量超出0.02%时,钢锭会出现增碳问题。
根据传统钢锭生产工艺,提纯渣中的碳含量普遍超过0.07%,出现该种情况的主要原因在于纯渣中氧化铝粉含量过高。
与此同时,若采用石墨电极熔化渣子,则会加重钢锭的增碳。
另外还发现电渣钢锭增碳程度由下向上逐渐减轻。
引发增碳问题的原因在于纯渣中的碳分子扩散到钢锭中。
2.电渣重熔工艺中脱硫效果不佳的主要原因。
提纯渣中杂质的含量是影响脱硫效果的直接因素。
通常情况下,技术人员采用铁铝棒对纯渣进行冶炼,还原萤石中的SiO 2还原,因此,如果成品中的若成品渣的SiO 2含量超过3%,则脱硫工艺成效会受到影响。
通过对返回渣研究分析,一旦提纯渣的具有不稳定性氧化物的含量超过20%,则不会产生脱硫效果,钢锭生产品质也相应降低。
在电渣重熔工艺生产过程中,渣子的氧化性和碱度随各种冶炼条件的变化而发生变化,影响到脱硫效果,特别是渣子的氧化性升高时脱硫效果明显变差。
杂质含量过高的成品渣会提升熔渣氧化率,引发活性元素、重熔金属、渣组成等方面的变化。
除此之外,在实际生产过程中,经调查现实,渣子氧化率提升的另一个原因在于电极坯表面留有部分氧化皮,同时,生产环境条件控制不稳定,电极表面锈蚀、氧化现象严重。
锰、硅在电渣重熔过程中的变化

Ke y Wo r d s: 5 0 C r VA;e l e c t r o s l a g ;o x i d a t i o n
素在 电渣重熔 过 程 中 的变 化 , 对 指 导今 后 生 产 有 重
收 稿 日期 : 2 0 1 3— 0 2— 2 1
作者简 介: 王进辉( 1 9 6 3一) , 男, 江西临川人 , 工程 师 , 从事特殊 钢冶金生产技术工作 。
第3 3卷第 3期
王进辉 , 陈亚平 , 刘永刚 : 锰、 硅在 电渣重熔过程 中的变化 % 表 3 一次电渣后钢 中锰、 硅 的质量分数变化
1 前言
电渣重 熔技术 是 获得高 品质钢 锭 的有 效手 段 之 在 电渣 重熔 过 程 中 , 钢 在液 渣 充 分 反 应 的 条 件
要意义 。
2 研究设备及工艺
2 . 1 设 备
一
。
下被 提纯 , 在高 温熔 渣 的热 保 护下 于水 冷 结 晶 器 内
凝固, 并且 钢锭 表面有 渣皮 的保护 , 因而获 得 的钢 锭
摘
要: 分析锰、 硅在电渣重熔过程中的变化, 找出锰、 硅在电渣重熔过程中损失的主要原因, 通过调整电渣重熔
过 程 中 的渣 系成 分 , 可以降低锰 、 硅烧损 。
关
键
词:5 0 C r V A ; 电渣重熔 ; 氧化
中图分 类 号 : T F 1 4 2 . 3
文献标 志码 : C
,
s o n s f o r t h e l o s s o f t h e m a l ' e f o u n d .B y a d j u s t i n g t h e c o mp o s i t i o n o f t h e s l a g i n t h e p r o c e s s o f e l e c t r o s l a g r e m e h i n g , t h e l o s s o f m a n g a —
电渣重熔过程中氧的控制
电渣重熔过程中氧的控制电渣重熔作为一种精炼手段在生产优质钢的方面具有独特的优点,它的优点之一就是能够有效的去除钢中的非金属夹杂物。
实践表明,在重熔过程中,自耗电极中的原始夹杂可以去除,重熔钢中的夹杂主要是金属熔池冷却结晶过程中新生成的。
由于非金属夹杂物的存在,严重的影响了钢的强度、塑性等力学性能。
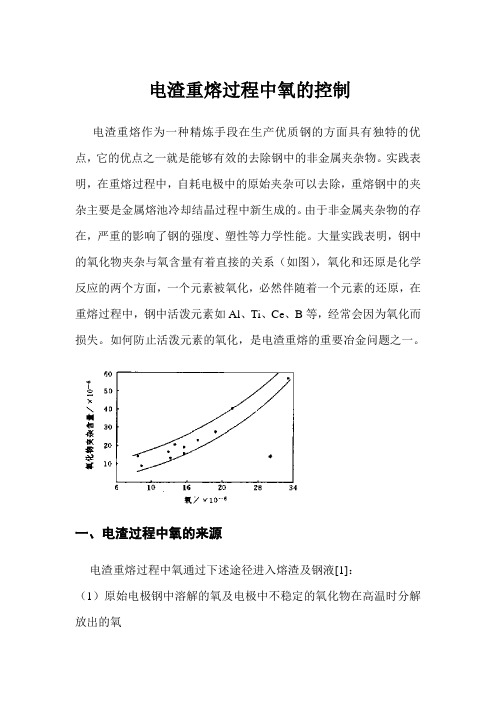
大量实践表明,钢中的氧化物夹杂与氧含量有着直接的关系(如图),氧化和还原是化学反应的两个方面,一个元素被氧化,必然伴随着一个元素的还原,在重熔过程中,钢中活泼元素如Al、Ti、Ce、B等,经常会因为氧化而损失。
如何防止活泼元素的氧化,是电渣重熔的重要冶金问题之一。
一、电渣过程中氧的来源电渣重熔过程中氧通过下述途径进入熔渣及钢液[1]:(1)原始电极钢中溶解的氧及电极中不稳定的氧化物在高温时分解放出的氧(2)电极表面生成的氧化铁皮随电极的重熔带入渣中的氧(3)氧直接从大气中通过渣池转移到金属熔池(4)渣中不稳定氧化物带入金属熔池中的氧二、熔渣的传氧实践表明,当原始电极中的氧含量较低时,电渣冶金实际是一个增氧过程,增氧的程度与渣系的选择密切相关。
W.W.Holzgruber等人通过对惰性气体保护下用不同氧分压及不同渣系分别重熔304不锈钢的含氧对比试验的结果进行分析后得出结论,大气中的氧能透过渣层进入金属中,其氧含量随大气中氧分压的增加而增加,另外不同的渣对氧有不同的透气性,并且其透气性与渣的稳定性相一致,即在惰性气氛下重熔时,钢中氧含量高的渣,其透气性也高。
许多实验已证明,由稳定性低的氧化物所组成的渣重熔的钢含氧量高;而由稳定性高的氧化物所组成的渣重熔的钢含氧量低。
熔渣的传氧方式主要由渣中不稳定的变价氧化物传递,如Fe、Ti、Mn 、Cr 等低价氧化物,在渣池表面吸收大气中的氧,形成高价氧化物。
这些元素的高价氧化物在渣池和金属熔池界面放出氧,变成低价氧化物,氧从而进入钢中,这一反应是一个循环过程。
以Fe的氧化物为例,其全部化学反应如下:2(FeO)+1/2 O2→(Fe2O3)(Fe2O3)+[Fe]→3(FeO)(FeO)→[Fe]+[O]这些元素的低价氧化物都是传氧物质,不断地将空气中的氧送入金属熔池,起到了“气筒”的作用为了准确理解熔渣在电渣过程与氧含量的关系,排除空气在实验过程中的影响,有人在保护气氛下做了如下电渣重熔实验1(如图1)[2]。
电渣重熔控制H13钢中夹杂物研究

表1 夹杂 物 的数量 和面 积
甚至引起早期疲劳破坏 。在高强度结构钢中, 由非金属夹
杂 物所 引起 的疲 劳破 坏 已被 证 实 。 电渣 重熔 技 术 可 以显 著降低 电 渣 钢 中夹 杂 物 含 量 并 改 善 夹 杂 物 在 钢 中 的 分
具的工作条件非常恶劣 , 既要承受高温 、 高压的作用, 还要
承受较 大 的冲 击力 。这就对 H 3钢 的要 求 比较 高 , 求具 1 要
量等性质。并用 带有 E S系统 ( nr i es eSe. D E e yDs rv pc g p i
t m tr 的扫 描 电镜 ( E 分 析 典 型 夹 杂 物 的形 貌 和 化 r ee) o S M) 学成 分 。
有较高的硬度和高温强度的性能 , 避免热挤压模在使用过
程 中过 早 的变形 和开 裂 。钢 中非 金 属 夹 杂 物 对 钢材 的冶 金 能 有危 害作用 , 杂物 往 往 成 为疲 劳裂 纹 萌 生 之 源 , 夹
2 实验 结 果
21夹杂 物数 量 . 在金 相显 微镜 下分 析统 计 了单 位 面积 内夹 杂物 数 量
( 口 ) 1 0 i 充填 比 : 7 ( 径 t)平 均 重熔 率 : 下 高 0ml 7 l; 0 6直 . h,
Ab t a t sr c :H1 te s o e o h s  ̄ e y u i g se l n h tw r i g d e se l.I c u i n a e h r f lefc so 3 se l 3 se li n ft e mo tu d l s t e o o k n i t es n l so sh v a m u f t n H1 t e n i e p o e t s h R t c n lg o t l n n l s n n H1 te r td e y u ig o t a co c p n c n ig ee t n mi r p ri .T e ES e h o o y c nr l g i cu i si 3 se la e su id b sn p i lmirs o e a d s a n n lcr — e oi o c o e o c p .T er s l h w t a te sz n un ̄r fic u i n r e r a e f r R.B t h i cu in r mld. n el rs o ' h e u t s o t h i a d n rl l so sa e d c e s d at f s h e o n e ES u eT N i l s sae f e a d t i t n o o h ・ s a e r r n l n u d a g e h p sa e t a g e a d q a r n l . i Ke r s H1 te ;n l so s E R ; i te s y wo d : 3 s l i cu i n ; S d e s l e e
夹杂物的控制技术

半塑性夹杂物:各种复相的铝硅酸盐
夹杂物的分类
从金相学上夹杂物分为:
A 硫化物类:具有高延展性,有较宽范围形态比的单个灰色夹杂物, 一般边部呈圆角。 B 氧化铝类:大多没有变形,带角的,形态比小(一般<3)黑色或 蓝色颗粒,沿轧制方向排成一行。 C 硅酸盐类:具有高延展性,有较宽范围形态比(一般≥3)的单个呈 黑色或深灰色夹杂,一般端部成 锐角。 D 球状氧化物类:不变形,带角或圆形,形态比小(一般<3)黑色 或带蓝色,无规则分布。
夹杂物的控制方法
评价钢中夹杂物
全氧T[O]=[O]溶+[O]夹
转炉吹炼终点:[O]夹=>0
T[O]=[O]溶=700-900ppm [O]溶决定于:
1. 钢中的[C]
2. 渣中的(FeO) 3. 钢水温度
转炉终点钢中[C]与a [O]的关系
夹杂物的控制方法
钢包脱氧合金化+精炼后:
[O]溶=>0 T[O]=[O]夹
夹杂物的检测
检测方法:
1. 金相显微镜观测法
2. 图像扫描法 3. 电解法 4. 电子束熔炼法 5. 扫描电子显微镜法 6. 超声波法 7. X射线衍射法 8. 原位分析法 9. 原貌分析法
夹杂物的检测
夹杂物的检测-光学金相显微镜
通过金相显微镜(放大倍 数25-1000倍)肉眼观察经过 打磨抛光的钢样,通过观察 夹杂物的夹杂物的形状、光 学特征或化学法辅助,定性 的了解夹杂物的类型、数量、 尺寸、分布等。
夹杂物的检测-扫描电子显微镜
将电子束用电磁透镜聚焦照 射在试样表面,同时用电子束扫 描,在显像管上显示出式样发出 的信号,可清晰的观测到各种夹 杂物的主体像,了解其分布和形 态,用电子探针分析仪测定其组 成及含量,特别是鉴定夹杂物的 局部成分很有效。
电渣重熔原理
电渣重熔原理
电渣重熔是一种利用电流通过熔渣产生的热量进行金属精炼的方法。
其原理如下:
1.金属电极:将待熔炼的金属预先制成电极,电极通常为自耗电极,即金属本身。
2.熔渣层:在电渣重熔过程中,需要在结晶器底部形成一层高度为100-200mm的熔渣层。
这个熔渣层既能导电,又有一定的渣阻。
3.电流通过:将自耗电极插入熔渣层中,接通电源,使电流通过熔渣层。
电流产生的热量使熔渣温度升高。
4.金属熔化与净化:当熔渣温度超过自耗电极的熔点时,自耗电极被熔化。
熔化的金属以液滴形式从电极表面依靠重力穿过渣池。
在这个过程中,熔渣将金属材料中的有害元素及夹杂物吸附(收),实现金属的净化。
5.金属凝固:净化后的金属熔滴在渣池底部汇成熔池,在循环水的强制冷却下凝固,形成铸体本件。
6.控制系统:电渣重熔过程需要对电流、电压、熔渣成分等进行实时监控和调节,以保证熔炼质量。
电渣重熔主要用于获得国防工业、高技术方面的特殊钢或合金。
通过这种方法,可以提高金属的纯度、性能以及铸件的质量。
钢中夹杂物的产生与去除途径
钢中夹杂物的产生与去除途径李振旭钢中夹杂物对钢质量的影响越来越受到重视,怎样减少钢中夹杂物对钢材性能的影响,各大院校、钢铁研究机构有很多研究成果及文献。
生产清洁钢有很多措施与手段,在此不作详细介绍,我想就电弧炉单设备冶炼,结合很多的文献作一下具体分析与验证。
钢中夹杂物的来源无非有两大类:一、外来夹杂。
二、内生夹杂。
外来夹杂是由原材料、炉渣、耐火材料等引起的。
如炼钢的废钢带入的泥沙、铅锌砷锑鉍等,出钢时钢液混渣,炉衬、出钢槽、盛钢桶等耐火材料的侵蚀、冲刷剥离等造成的。
内生的夹杂物是由脱氧产物、析出气体的反应产物构成的。
一般脱氧产物称为一次夹杂。
二次夹杂为钢液从浇注温度下降到液相线,由于温度下降气体的溶解度下降析出而产生的夹杂物。
三次夹杂是金属在固相线下由于结晶而产生的。
四次夹杂是结晶完成后到常温过程中由于发生组织转变而产生的。
由此可以看出钢中的夹杂物大部分是一次夹杂和二次夹杂。
外来夹杂通过现场管理及使用优质耐火材料是可以控制或减少的,三、四次夹杂是无法消除的,故此不做讨论。
重点讨论一二次夹杂的产生与去除。
钢在熔炼的过程中为了去除由原料带入的杂质及有害元素,往往采取氧化法冶炼。
利用碳氧沸腾来增加熔池的动能,通过一氧化碳的排出将熔于钢液中的气体及夹杂物去除,氧化以后钢液得到净化。
但当氧化结束以后,钢液中存在较多的溶解氧及氧化铁,这种钢液在浇注时会因气体含量高而引起冒涨而导致无法使用,那么就要对钢液进行脱氧操作。
目前脱氧主要有沉淀脱氧、扩散脱氧及两种方法结合的综合脱氧法。
硅铁、锰铁是目前最常用的脱氧剂,其他的有铝、硅铝铁、硅锰合金、硅钙合金、硅钙钡、硅铝钡、硅镁、镍镁合金混合稀土等等。
用于扩散脱氧的有碳粉、硅铁粉、硅钙粉、铝粉、碳化硅粉等。
作为沉淀脱氧剂的硅铁、锰铁等直接加入钢液,它的脱氧产物是SIO2和MnO,MnS等,用铝作为终脱氧剂脱氧其产物是AI2O3,其中一部分会上浮排除,当然还会有部分存在于钢液中,造成氧化物夹杂。
电渣重熔

1 电渣重熔概念电渣重熔(ESR)是利用电流通过电渣层产生电阻热来熔化自耗电极的合金母材,液体金属以熔滴形式经渣层下落至水冷结晶器中的金属熔池内,即渣洗清洁钢液,钢锭由下而上逐步结晶。
电渣重熔一般是在大气中进行,也可用氩气保护。
电渣重熔后并不能降低气体和夹杂物的含量,只是降低大颗粒夹杂物含量,并且使夹杂物弥散分布使夹杂物的有害作用降低至最低。
电渣重熔获得成份均匀、组织致密、质量高的钢锭。
重熔时合金得到进一步精炼,夹杂物去除是通过渣洗和在熔池中上浮。
合金的持久性能和塑性都得到提高,消除或减轻了各种宏观和显微缺陷。
如果需要进一步降低钢中气体需要进一步的真空自耗处理。
电渣设备简单,投资省。
最简单地说电渣重熔就是采用了电焊的原理。
电渣炉机械结构设计简单,但是传动机构采用滚珠丝杠比较流行。
目前,国外著名的电渣炉制造厂家,如美国的CONSARC、德国的ALD和奥地利的INTECO 等公司均采用基于PLC和工控机的2级计算机控制系统,能实现整个重熔过程的设备和工艺的全自动控制。
东北大学从20世纪90年{BANNED}始研制以液压传动或滚珠丝杠传动为核心的新型机械设备,以工控机和PLC为硬件,以专家控制为软件的智能化计算控制系统的新一代电渣炉,目前已有近20台设备成功应用于国内的工业生产中,使用效果良好。
2 电渣炉设备组成电渣炉通常有三部分组成:机械系统、供电系统、控制系统。
电渣炉的机械系统从机械结构上分为双支臂和单支臂两种;它主要由结晶器平台、支撑立柱、横臂(含升降旋转台车)、电极升降机构、电极夹持器、、假电极等组成;目前,电渣炉的升降机构大部分采用丝杠传动和钢丝绳传动两种;丝杠传动相对钢丝绳传动而言,较为平稳,对小型电渣炉尤其合适;但是,丝杠传动在电极升降调节时,其丝杠与丝母由于制造、安装的误差,使其在传动时有一定的间隙,限制了它的响应速度,影响了系统的调节精度;因此,少量新型电渣炉采用了液压驱动电极升降;液压驱动具有响应速度快、调节平稳、系统控制准确等优点,但由于增加了液压系统,造价相对较高。
金属冶炼中的夹杂物形成与控制
氧化还原反应Байду номын сангаас
在金属冶炼过程中,氧化还原反 应是最常见的化学反应类型,涉 及到电子的转移和化合价的变化 。
热力学反应
热力学反应关注的是反应的可能 性与方向,通过反应条件如温度 、压力的改变来影响反应进程。
动力学反应
动力学反应研究的是反应速率, 即反应的快慢,可以通过催化剂 、反应温度等因素来调控。
02
熔炼气氛控制
保持适当的熔炼气氛,如真空、惰性气体等 ,以减少氧化物夹杂物的形成。
精炼技术应用
01
02
03
凝固技术
通过控制凝固过程,减少 夹杂物的析出和偏聚。
过滤技术
利用过滤设备去除液态金 属中的夹杂物,提高金属 的纯净度。
离心技术
利用离心力将夹杂物与金 属液分离,实现夹杂物的 去除。
04
夹杂物控制技术的研究进展
金属冶炼中的夹杂物形成与控制
汇报人:可编辑
2024-01-06
目录 Contents
• 金属冶炼的基本原理 • 夹杂物的形成 • 夹杂物的控制方法 • 夹杂物控制技术的研究进展 • 实际应用案例分析 • 未来研究方向与展望
01
金属冶炼的基本原理
金属冶炼的定义与目的
定义
金属冶炼是指通过化学或物理的方法 ,从矿石或其他原料中提取和纯化金 属的过程。
目的
金属冶炼的目的是为了获得高纯度、 高质量的金属,以满足工业和科技发 展的需求。
金属冶炼的方法与流程
方法
根据金属的性质和矿石的组成,金属冶炼可以采用不同的方法,如火法冶金、湿法冶金、电冶金等。
流程
金属冶炼的流程一般包括原料准备、焙烧、还原、精炼等阶段,每个阶段都有其特定的工艺和设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电渣重熔过程中夹杂物的控制
摘要:非金属夹杂物在钢的性能中起着重要的作用。
它在钢中的分布不仅破坏
了基体的连续性,而且导致材料的塑性、韧性和疲劳性能降低,并且微孔和裂纹
容易在夹杂物和钢的界面形成疲劳断裂或者引起其他缺陷,因此,在炼钢过程中,必须要正确控制夹杂物。
电渣重熔(ESR)技术能有效的去除钢中的非金属夹杂物,并能对钢中夹杂物的分布进行改善,随着钢的质量要求的不断提高,一般重
熔技术已不能满足洁净钢的生产要求。
关键词:电渣重熔;夹杂物;控制
前言
随着现代化工业技术迅速发展,对各种钢材纯度的要求日趋严格,势必对钢
材的强度、塑性及疲劳等性能指标提出更高的要求。
非金属夹杂物作为独立相存
在于钢中,将导致应力集中,引起疲劳断裂,严重影响了钢的使用性能。
同时,
非金属夹杂物的尺寸、形态及在钢中的数量和分布,严重破坏了钢基体的连续性,加大了钢中组织的不均匀性,必然造成钢的使用寿命降低等系列问题。
因此,非
金属夹杂物在钢中的尺寸、形态、数量及分布是评定钢材质量的一个重要指标。
鉴于此,提高合金母材的质量和纯度,生产出洁净钢,或有效控制非金属夹杂物
性质、形态及分布,是冶炼和铸锭过程中的一个重要环节。
电渣重熔的显著优点
之一就是可以显著降低电渣钢中非金属夹杂物的数量,并改变其在钢中的分布。
但电渣重熔在去除原生夹杂物的同时将产生新的夹杂物,这些夹杂物会对钢材质
量产生影响。
1实验材料与方法
将电渣重熔后的1Cr13钢锻件(锻压工艺参数为镦粗比4,拔长比1.7,始锻
温度1180℃)升温到650℃保温6h,升温到960℃保温5h后雾冷到室温,再升
温到770℃保温8h后空冷到室温,试样取自钢锭热处理后锻坯,制成尺寸为
30mm×30mm×50mm的长方形试样,经磨制、抛光、浸蚀(4%硝酸酒精)后,进行金相显微组织观察。
采用蔡司Zeiss金相显微镜观察夹杂物形态,利用日立公
司的S-3000N电镜进行显微组织观察和能谱分析,确定夹杂物的元素组成。
2实验结果与分析
2.1显微组织分析
1Cr13钢电渣重熔显微组织中夹杂物的形貌。
黑褐色粒状物经锻压后无变形
只是破碎,初步确定为脆性夹杂。
中浅灰色似纺锤体的物质经锻压后沿变形方向
延伸成带状,具有良好的塑性,初步确定为塑性夹杂。
2.2扫描电镜及能谱分析
本实验采用金相法与微观区域成分分析相结合,用金相显微镜和能谱分析测
试仪对1Cr13钢锻件成分进行分析,测定尺寸大于1μm夹杂物的元素组成,并对个别元素进行面扫描分析,通过能谱仪对其进行成分分析,得出各元素的质量分
数谱线。
在本测试中Fe、Cr是1Cr13钢的主要成分,在进行夹杂物成分分析时不予考虑。
夹杂物中的Fe、Cr、F、O、Si和Ca元素进行能谱分析可以看出,F (wt%)=14.68%、Si(wt%)=3.3%、O(wt%)=11.61%、Ca(wt%)=0.33%,对
比1Cr13锻件用钢的化学成分,O、F、Si和Ca都超出标准。
1Cr13钢夹杂物中块
状的脆性夹杂物中含有的主要元素有O和Si,且分布较为集中,而F元素含量居
高,由此可以推断1Cr13钢锻件中的块状脆性夹杂物为SiO2,但只占小部分,而CaF2夹渣占大部分。
夹杂物中进行Mn元素和Mn、S元素的面扫分析可以看出,浅灰色似纺锤体的夹杂物主要以MnS形式存在,并对夹杂物中的Mn元素进行能
谱分析得出,Mn(wt%)=0.23%,Mn(wt%)=0.18%,对比1Cr13锻件用钢的化
学成分,均未超出标准。
2.3夹杂物的形成机制
结合电渣锭夹渣的形式和所采用的电渣重熔的渣系组成(CaF2和Al2O3)可知,1Cr13钢中的夹渣主要产生在距离钢锭大头300mm范围内,是亚表层夹渣。
在电渣重熔过程中,由于工艺参数设定不合理(电压和电流值设定过低),导致
渣池的过热度不足,熔池温度偏低,势必造成钢液和熔渣粘度大、流动性变差,
严重影响钢液中的夹杂物及固体渣块的上浮,这是电渣重熔钢锭形成夹杂物和夹
渣的主要原因。
重熔过程中的固态渣块进入渣池后,未熔化的固体渣块易随金属
液滴的流动被带进熔池,由于钢液的流动性差,造成固体渣块未能及时上浮,与
纯净的钢液一起凝固在铸锭中,形成亚表层夹渣。
且这种夹杂在后续冷热加工过
程中不易被发现,在成品钢材中形成铸造缺陷,危害很大。
因此,炼钢生产中必
须严格注意电渣重熔工艺参数的选择,防止亚表层夹渣的出现,从根本上减少夹
渣锭的产生。
3夹杂物运动方程
为了简化计算,假设夹杂物为密度为2850kg/m3的惰性球状固体,分别选
取直径为1、3、5、8、10μm的夹杂物颗粒进行模拟。
采用欧拉-拉格朗日方法
模拟钢液中夹杂物的运动行为,此外,同时考虑重力、浮力、曳力、升力、附加
质量力以及电磁压力的作用。
曳力是由于夹杂物和熔体存在相对速度而引起的力,其方向与夹杂物运动方向相反;升力是由于夹杂物旋转引起;附加质量力是由于
夹杂物与熔体存在加速度之差而引起的力,其中,电磁压力的产生。
外加电流感
应生出垂直纸面向外的磁场,在该磁场与电流作用下,将使钢液产生指向结晶器
中心的洛伦兹力;对于非金属夹杂物是不导电的,本身不受到洛伦兹力的作用,
而是受到一个相对于洛伦兹力方向相反的电磁压力的作用。
在电磁压力的作用下,非金属夹杂物向结晶器壁面产生定向迁移,加快了非金属夹杂物与钢液之间的相
对运动速度,促进了非金属夹杂物的去除。
4结论
(1)电极中的非金属夹杂物受到浮力、重力、曳力、升力以及附加质量力
作用,随熔渣运动,最终大部分的夹杂物分别在渣池与空气接触面和渣池与结晶
器侧壁接触面被捕获,小部分夹杂物仍在渣中随熔渣运动,极少数夹杂物会穿过
凝固界面,进入钢锭中。
(2)重熔过程中直径大的夹杂物的去除率大于直径小的夹杂物。
夹杂物粒
径从1μm增加到10μm时:在电流为1200A时,夹杂物去除率从90.49%增加到99.28%;在电流为1500A时,夹杂物去除率从91.40%增加到99.80%;在电流
为1800A时,夹杂物去除率从84.55%增加到99.99%。
(3)当电流从1200A增加到1800A时,5种粒径的夹杂物去除率均有增加。
渣池与空气接触面捕获颗粒比例随电流强度增大的趋势与总去除率相同,而悬浮
在熔渣中夹杂物比例却随电流强度增加而减小,被渣与结晶器侧壁接触面捕获到
的夹杂物比例受电流强度与夹杂物粒径大小不同的共同影响。
结束语
由于钢液与熔渣接触的比表面积很大,钢液与熔渣反应充分,同时在洛伦兹
力的作用下熔渣得到充分搅拌,钢渣界面得以不断更新,有利于熔渣对非金属夹
杂物的吸附。
此外,重熔过程中熔渣和钢液具有较高的过热度,高温的熔池促进
一系列的物理化学反应的进行,提高钢液的纯净度。
参考文献
[1]杨亮.电渣重熔GCr15SiMn轴承钢TiN夹杂物形成机理及控制工艺[D].北京:北京科技大学,2017.
[2]马党参,周健,张忠侃,等.电渣重熔速度对H13钢组织和冲击性能的影
响[J].钢铁,2016,45(8):80.。