自动变压器绕线机控制系统
绕线机控制器的原理

绕线机控制器的原理
绕线机控制器的原理是通过电气设备以及编程控制实现对绕线机的运行、转动速度、绕线方式等参数的控制。
具体原理如下:
1. 电路控制:绕线机控制器由电路板组成,其中包括主控芯片、传感器、电机驱动电路等。
主控芯片接收来自操作面板或者外部控制设备的指令和信号,通过逻辑电路进行处理,并控制电机驱动电路的输出信号,以实现对电机的启动、停止和速度调节。
2. 传感器检测:绕线机通常配备了多种传感器,如光电传感器、接近开关等。
这些传感器能够检测并感应绕线机工作状态中的关键参数,如绕线张力、绕线位置等。
传感器将检测到的信号反馈给控制器,控制器根据这些信号做出相应的调节和控制。
3. 编程控制:绕线机控制器通常采用编程控制的方式来实现对绕线机的自动化操作。
通过编程,可以设定绕线机的运行参数,如绕线速度、绕线圈数、绕线方式等。
控制器根据编程设置,对电机进行相应的驱动和控制,使绕线机按照既定轨迹、速度和模式进行绕线操作。
4. 人机界面:绕线机控制器通常还配备了人机界面,包括操作面板、显示屏等,用于人们与控制器进行交互。
通过操作面板,用户可以设定绕线机的运行参数、
查看绕线机的运行状态和故障信息,并通过显示屏进行实时监控。
总结来说,绕线机控制器的原理是通过电路控制、传感器检测、编程控制和人机界面实现对绕线机的运行、速度和方式的控制。
这种控制方式实现了对绕线机的自动化操作,提高了绕线机的运行效率和精度。
利用PLC S7-200自动绕线机控制系统设计

学生毕业设计(论文)原创性声明本人以信誉声明:所呈交的毕业设计(论文)是在导师的指导下进行的设计(研究)工作及取得的成果,设计(论文)中引用他(她)人的文献、数据、图件、资料均已明确标注出,论文中的结论和结果为本人独立完成,不包含他人成果及为获得XXXXXXXX或其它教育机构的学位或证书而使用其材料。
与我一同工作的同志对本设计(研究)所做的任何贡献均已在论文中作了明确的说明并表示了谢意。
毕业设计(论文)作者(签字):年月日摘要针对传统变压器绕线机械结构复杂的缺点,提出一种主轴与排线分离驱动的新型控制模式,实现绕线参数的柔性化调整。
一方面,系统采用PLC为控制核心,送线轴恒张力变频驱动,步进驱动器配合卷绕主轴控制步进电机高精度排线。
另一方面,系统提供了方便的人机界面,实现了绕线工艺的可编程化;同时,采用PLC驱动执行器和接收控制信号,提高了系统的可靠性。
事实证明上述控制系统应用于绕线机具有操作简单, 运行可靠, 工艺参数修改方便, 自动化程度高等优点。
本课题来源于工程实际。
所以,本设计从实际出发,从系统的安全、可靠、经济等多方面考虑。
我们主要从对系统硬件的选型、搭配,软件的设计与调试等方面进行设计和论证。
在本设计中力求可靠、稳定、直观、易于操作。
本自动绕线控制系统采用西门子S7-200系列PLC与台达DOP-A57GSTD型触摸屏,并配以现场信号传感器和执行机构构成该系统。
应用step7软件包和台达触摸屏软件开发PLC控制、组态程序,实现绕线机运行自动化。
通过仿真调试,本系达到了任务设计的要求,可以达到较好的生产效果,满足产品质量的要求。
关键词:变压器自动绕线 PLC 触摸屏ABSTRACTAiming at a serious of shortcomings such as the complicated structure of the traditional transformer winder, a new control mode of transformer winder that have a separate drive between principle axies and the machine for arranging the wires was given to realize the flexible adjustment of the winding parameter. On the one hand, the system adopts PLC as the control S core, applies converter to realize the constant value of winding tension that caused by send shaft, stepping drive with winding spindle control step-motor high-precision row line. On the other hand, the system provides convenient human-machine interface, and programmability ofcoiling process is realized. as the same time, the system adopting PLC drive actuators and receive control signal, improve the system reliability. The practice proves that this control system can be employed well in coiling machine for having advantages of operating easily, high automatization degree. Process parameters can be modified conveniently.This topic comes from the actual project. Therefore, this design embarks from the reality, from system's security, reliable, economy and so on various consideration. We mainly from to system hardware's shaping, matching, aspects and so on software's design and debugging carry on the design and the proof. Makes every effort reliably, stable, direct-viewing, the simplify operation in this design. This winds thread the control system to use Simens S7-200 automatically series PLC and Taiwan reaches DOP-A57GSTD the touch-screen, and matches by the scene signal sensor and the implementing agency constitutes this system. Reach the touchscreen software development PLC control, the configuration procedure using the step7 software package and Taiwan, realizes the winding machine movement automation.The system basically reached the scene of the production technology requirements by the simulation tests. It achieved better production results, meet the requirements of product quality.Keywords: transformer;Automatic Winding;PLC;touch-screenⅡ目录摘要 (Ⅰ)ABSTRACT (Ⅱ)1 绪论 (1)1.1 引言 (1)1.2 绕线机的现状和发展 (1)1.3 本课题的任务要求 (2)2 绕线机的工作原理.................................. 错误!未定义书签。
Dayond 全自动绕线机 控制系统用户手册说明书

全自动绕线机控制系统用户手册版权说明本手册未经本公司书面许可,任何人或组织不得翻印、翻译和抄袭。
本手册中的信息资料仅供参考。
由于改进设计和功能等原因,本公司保留对本资料的最终解释权,内容如有更改,恕不另行通知。
调试设备要注意安全!用户必须在设备中设计有效的安全保护装置,否则所造成的损失,本公司没有义务或责任负责。
目录系统概述 (3)一.欢迎界面 (3)二.主界面 (4)三.手动操作 (8)四.I/O调测 (9)五.参数设置 (10)5.1速度设置 (11)5.2限位设置 (12)5.3零点设置 (13)5.4示教设置 (13)5.5当量设置 (14)5.6密码设置 (15)5.7复位设置 (15)5.8工艺设置 (16)六.档案管理 (18)七.档案编程 (21)7.1移动 (23)7.2绕线 (24)7.3缠脚 (27)7.4等待输入 (29)7.5输出 (29)7.6暂停 (30)7.7延时 (31)7.8主轴定位 (32)7.9循环 (33)7.10条件跳转 (35)7.11同步甩线 (36)7.12输出等待 (36)7.13矩阵 (37)7.14速度设置 (38)7.15轴复位 (39)八.报警 (41)九.调机指引 (44)步骤 (44)系统概述本系统适用于各类四轴全自动绕线机,具备绕线、排线、双平面螺旋缠脚等功能。
成功应用于骨架变压器、各类电感、空心线圈、微电机转子等产品设备上。
一.欢迎界面屏幕保护将自动切换到该界面,可以将公司信息放置于此界面,起到一定的品牌宣传作用,见图1.1。
触摸该界面可以返回到屏幕保护前的界面。
图1.1二.主界面进入到系统主界面,见图2.1。
主界面用于自动加工时的界面显示以及待机模式下档案操作和设备调试。
图2.11,格式为:当前档案号/总档案数,当前档案号表示正在执行的档案,总档案数表示系统中存在的总档案个数。
当前档案号可以直接输入选择档案。
2,档案名称对应当前档案号,选择当前档案号后,档案名称将自动更新显示。
上海亿立 YLR-150 1000 R型自动绕线机 说明书

YLR-150/1000R型自动绕线机使用说明书上海亿立科技发展有限公司上海亿立电子设备制造有限公司上 海 绕 线 机 厂操作说明本机绕制R型变压器规格为R1~R160(YLR-150 型R型电动绕线机)或R10~R1000(YLR-1000 型R型电动绕线机)。
一、前言将主机和计数器如封面所示安放好,接插好所有电气连接线和气源连接管,再仔细检查一遍,准确无误方可通电开机。
二、压紧机构调整说明1、请用户注意《压力机构调整示意简图》上文字说明。
2、按下《气压》按钮,将绕线机压力臂向上抬起。
3、把靠轮上的螺钉旋松,按照《图二》所示,将宽度调整到比R 型变压器骨架略宽0.3~0.5mm,此间隙应放在计数一边。
4、将调压阀的压力调小(将调压阀的旋钮向上拔起即可调节,压下旋钮则自锁),按下《气压》按钮,缓慢将绕线机压力臂向下压下,以碰到骨架,但不加力,旋松《压力机构调整示意简图》上压轮开档调节螺钉,将压轮宽度调节到单边比R型变压器骨架略小2~2.5mm。
5、全部安装好,支撑板调整到比R型变压器骨架宽2~4mm,且将支撑板微微抬起贴住变压器铁芯旋紧锁紧螺钉,将调压阀的压力值调至适当,使绕线机压力臂对R型变压器骨架有一定的压紧力(具体压紧力为压力表指示值×20)。
6、将气缸两端的节流阀调至适当,使绕线机压力臂压下时的速度较慢,以免压下时打碎变压器骨架,抬起时速度可调快些。
此时可以开机绕线了。
7、绕制好变压器后按下《气压》按钮,将绕线机压力臂向上抬起,若相同规格的变压器,不用调整就可重新开始绕制,若变压器规格有变化,则按上述步骤重新调整。
8、相信随着用户使用熟练程度的提高,一定会有更好的经验介绍给我们,以便我们今后工作质量的进一步提高,也使我们更好地为客户服务。
三、骨架旋转计数传感器的安装位置本机可配用各种类型的传感器,如光纤传感器、接近开关(NPN型输出),或本公司特制的超小型红外线光电反射型传感器。
自动绕线机原理
自动绕线机原理
自动绕线机是一种用于生产电子元件的设备,它的原理是利用电动机驱动线轴旋转,通过控制系统控制线轴的旋转速度和方向,从而实现对线材的自动绕绕。
自动绕线机广泛应用于电感器、变压器、电动机等领域,是现代工业生产中不可或缺的设备之一。
自动绕线机的原理主要包括以下几个方面:
1. 电动机驱动。
自动绕线机中的电动机通常采用步进电机或伺服电机,通过控制电动机的转速和方向来控制线轴的旋转。
电动机的驱动是实现自动绕线机运转的基础,其稳定性和精准度直接影响到绕线质量和效率。
2. 线轴控制。
自动绕线机中的线轴是绕线的关键部件,线轴的旋转速度和方向决定了绕线的方式和效果。
通过控制系统对线轴的控制,可以实现不同形式的线圈绕制,满足不同规格和要求的电子元件生产需要。
3. 控制系统。
自动绕线机的控制系统是整个设备的大脑,它通过对电动机和线轴的控制,实现对绕线过程的精准控制。
控制系统通常采用PLC(可编程逻辑控制器)或者单片机等设备,通过预设程序实现自动化的绕线操作。
4. 传感器。
在自动绕线机中,传感器起着监测和反馈信号的作用,通过传感器可以实时监测线轴的位置和速度,从而实现对绕线过程的闭环控制。
传感器的准确性和灵敏度对于自动绕线机的稳定性和精度至关重要。
综上所述,自动绕线机是通过电动机驱动线轴旋转,通过控制系统控制线轴的旋转速度和方向,实现对线材的自动绕绕的设备。
其原理包括电动机驱动、线轴控制、控制系统和传感器等方面,通过这些关键部件的协调配合,实现了电子元件生产中对线圈绕制的自动化和精准化,极大地提高了生产效率和产品质量。
自动绕线机原理
自动绕线机原理
自动绕线机是一种用于加工电子产品、电器设备等的自动化设备。
它的工作原理是基于程序控制和机械运动来实现绕线的功能。
首先,用户需要设置机器的参数,例如绕线长度、绕线速度等。
然后,将电线固定在绕线机的夹持装置上,并将电线引入绕线机的传动系统中。
接下来,用户需要编写一个绕线程序,根据具体的绕线要求。
该程序可以在计算机或者控制面板上输入。
绕线程序定义了绕线的路径、角度变化以及速度变化等信息。
一旦启动绕线机,程序会将这些信息传输给控制器。
控制器根据实际情况,调整电机的转速、角度和方向等参数,确保电线按照设定的路径进行绕线。
绕线机的传动系统一般由电机、减速器、传动带等组成。
电机提供驱动力,减速器将电机的高速旋转转换为较低的功率输出,传动带将功率传递给夹持装置,使其能够固定电线。
在绕线过程中,绕线机会根据预设的参数自动调整夹持装置的位置,以确保电线能够保持一定的张力,并且按照指定的路径和方式进行绕线。
一旦绕线完成,绕线机会自动停止,并将完成的产品从夹持装置上取下。
总的来说,自动绕线机通过程序控制和机械运动,实现对电线
按照预设绕线路径进行自动化加工,提高了生产效率和产品质量。
绕线机工作原理

绕线机工作原理
绕线机是一种通过旋转并拉伸导线或线缆,使其绕绕线机上的轴进行卷绕的设备。
它通常由以下几个主要部件组成:
1. 引导系统:引导系统用于引导导线或线缆通过绕线机,确保其在卷绕过程中正确地放置并防止缠绕或打结。
2. 旋转机构:旋转机构通过驱动轴或电机将绕线机上的轴旋转起来。
通常,旋转机构还包括调速装置,以控制轴的旋转速度。
3. 收线装置:收线装置用于将导线或线缆收集起来,并将其排列整齐。
这可以通过张力装置和导轨来实现,以确保线材均匀且整齐地卷绕。
4. 控制系统:控制系统用于监测和控制绕线机的运行。
它可以包括电子传感器和计数器,以确保正确的线材长度和数量。
绕线机工作原理是,在绕线机上设置所需长度的卷绕轴,然后将导线或线缆引导到绕线机上。
随着绕线机轴的旋转,导线或线缆会被缠绕在轴上,并通过引导系统保持正确的位置。
同时,控制系统会监测线材的长度和数量,并在达到设定值时停止绕线机的运行。
绕线机常用于电缆制造、线束制造、变压器制造和线圈制造等行业,它们能够高效地完成大规模的线材卷绕工作。
绕线机自动排线伺服控制系统的设计思路
绕线机自动排线伺服控制系统的设计思路作者:庄雷来源:《山东工业技术》2014年第24期摘要:对于变压器自动绕线系统来说,交流伺服驱动系统是理想的选择,交流伺服系统可以精确地对电机的位置、扭矩、以及转速等各个指标进行控制,动态性能好,可控性能高,能够很好的完成变压器的排线自动化工作。
我国工业的发展对变压器绕组的精度要求不断提高,因此,在保证排线机构速度的前提下,其排线精度也大大提高,有必要对自动排线伺服控制系统的设计进行探讨。
关键词:绕线机;自动排线;伺服控制;交流1 伺服系统的工作原理控制系统中的伺服驱动器是伺服系统中的核心部件,其起到了对伺服电机的控制与对排线指令的传达任务,伺服控制系统与伺服电机联合组成了完整的闭环伺服机构,如图1所示,伺服电机工作产生的电机脉冲数可以通过控制系统中的编码先传达到伺服驱动器中,通过与预设的脉冲数值进行比较运算,可以正确的识别伺服电机的位置,并且进行识别。
通过这种方式,可以有效的提高伺服电机定位精度,与此同时,系统对PLC的输入脉冲也能够很好的接收,并且传达给伺服电机,实现的完整的控制循环。
2 伺服系统的性能指标综合衡量本排线系统的设计要求,笔者认为较为理想的选择对象是Mitsubishi的HC-MFS23低惯量伺服电机,与之匹配的驱动器则选择为MR-J2S-20A,期具有输入电压三相230V或单项AC230V,入电频率为20/60HZ,适用于0.2KW以下的伺服电机,期位置信号有三种输入方式,分别为,脉冲-方向、A/B脉冲串。
HC-MFS23的主要技术参数:额定输出功率为0.2ICW;额定输出转矩0.64Nni,最大输出转矩1.9Nm;额定转速为3000r/min。
3 自动排线伺服的控制原理本自动排线伺服控制原理如图2所示,本系统主要包分为了主电路和端子控制电路两部分。
3.1 主电路伺服驱动器的单相电源需要被连接在L1/2/11/12端口,对于MR-J2S-20A伺服驱动器来说,L3端口可以为空。
绕线机原理

绕线机原理绕线机是一种用于制造电磁线圈的设备,它可以将导线或线圈绕制成各种形状和规格的线圈,广泛应用于电机、变压器、传感器等领域。
绕线机的原理主要包括线圈设计、导线布线、绕线方式、控制系统等几个方面。
首先,线圈设计是绕线机工作的基础。
在进行线圈设计时,需要考虑线圈的形状、尺寸、匝数、绕组方式等因素。
这些因素将直接影响到绕线机的工作参数和绕制效果。
因此,在进行线圈设计时,需要充分考虑绕线机的工作特点和要求,合理设计线圈的结构和参数。
其次,导线布线是绕线机正常运行的关键。
在绕线机工作时,导线需要按照一定的布线方式进行布置,以确保线圈的绕制效果和质量。
不同的线圈形状和规格,需要采用不同的导线布线方式,以满足线圈的设计要求。
因此,在进行导线布线时,需要根据线圈的设计要求和绕线机的工作特点,选择合适的布线方式。
绕线方式是绕线机工作的核心。
绕线机可以采用不同的绕线方式,如手动绕线、自动绕线、半自动绕线等。
不同的绕线方式将影响到线圈的绕制效率和质量。
因此,在选择绕线方式时,需要根据线圈的设计要求和绕线机的工作特点,选择合适的绕线方式,以确保线圈的绕制效果和质量。
最后,控制系统是绕线机正常运行的保障。
绕线机的控制系统包括电气控制系统和机械控制系统两个部分。
电气控制系统主要用于控制绕线机的电气部分,如电机、传感器、控制器等;机械控制系统主要用于控制绕线机的机械部分,如绕线头、张线装置、送料装置等。
控制系统的稳定性和精准性将直接影响到绕线机的工作效果和质量。
因此,在进行控制系统设计时,需要充分考虑绕线机的工作特点和要求,选择合适的控制方案和设备,以确保绕线机的正常运行。
综上所述,绕线机的原理主要包括线圈设计、导线布线、绕线方式、控制系统等几个方面。
在进行绕线机工作时,需要充分考虑这些方面的要求和特点,合理设计和选择绕线机的工作参数和设备,以确保线圈的绕制效果和质量。
变压器的智能绕线功能系统
变压器的智能绕线功能系统[摘要] 文章介绍了一种基于ATMEL公司的MEGA16单片机控制的变压器绕线系统。
论述了系统的工作原理、硬件实现及软件编程方法。
系统包括单片机控制电路、传感器检测电路、电机驱动电路、键盘输入和液晶显示电路几部分。
绕线与排线两轴无机械耦合,通过电气解耦和软件控制,保证了两轴的同步驱动,实现了柔性化数字控制。
传统老式的绕线机在使用时存在着一些功能缺陷:匝数记数不清;线盘甩线等;在绕制细微漆包线时,出现无法达到整齐排线,绕线张力无法控制等问题,特别是绕制线径较小的一些线圈和传感器机芯线圈时,问题尤为突出。
这些缺点严重影响了绕线的质量。
本设计解决了以上问题,且适用于细微漆包线的缠绕,用它绕制的细微漆包线线圈,不仅张力稳定,排线整齐,而且利用液晶屏提供了友好的人机界面,实现绕线工艺的柔性化,工艺参数修改方便,效果较好。
实践证明,上述控制系统应用于绕线机具有操作简单,运行可靠,自动化程度高,控制精度高、工作稳定可靠等优点。
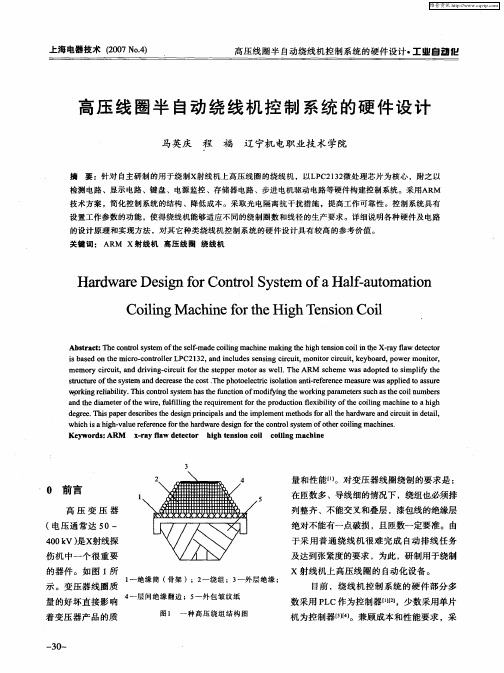
[关键词] 绕线机;单片机;传感器;电机The Intelligent Coiling System of Transformer[Abstract] The article introduced a kind of transformer round line system based on the MEGA16 MCU of ATMEL company. It discusses working principle, hardware realization and the software plait distance method of system. The system includes the MCU controlled circuit, the transducer detected circuit, electromotor drive circuit, keyboard imported circuit and LCD show circuit .The two stalks of round line and row line have no mechanical coupling, and the system control through the electric solution coupling and software controlling, to promise synchronously drive of the two stalks, and carry out a gentle numerical control. The traditional old style rounds line machines have some function blemishes while using , such as , counting circle not exactly , line tray throwing line and so on . While rounding small line wrap around lacquer, it can't arrange line tidily and can't control the strain while rounding line .The problem is outstanding, especially when rounding some small diameter winding and some winding of sensor's core .These weaknesses seriously influenced the quality to round linear. This design works out the problems above, and it is applicable to round the small line wraps around lacquer. Not only the tension is stable and the line is arranged tidily, but also the design provided the man-machine interface of amity, making use of the LCD screen. It realized that the craft is gentle to turn, craft parameter is convenience to change, and the effect is better .Practice proved that the system mentioned above have a great many of advantages , such as , operated simple, run credibility, high automation degree, high control accuracy, work steadily and reliably.[Key words] Rounding line machine;MCU;Sensor;Electromotor目录0 前言-------------------------------------------------------------------11 系统概述---------------------------------------------------------------31.1 系统功能要求-----------------------------------------------------31.2 系统组成---------------------------------------------------------32 系统设计方案的比较-----------------------------------------------------52.1 控制器的方案论证与选择-------------------------------------------52.2 直流电机的方案论证与选择-----------------------------------------52.3 显示电路的方案论证与选择-----------------------------------------63 系统硬件设计-----------------------------------------------------------83.1 单片机电路-------------------------------------------------------83.1.1 A VR单片机内部结构-------------------------------------------83.1.2 A VR单片机引脚功能------------------------------------------113.1.3 A VR单片机最小系统电路--------------------------------------123.1.4 A VR单片机PWM电路-----------------------------------------143.2 电源电路--------------------------------------------------------143.2.1 电源电路结构------------------------------------------------153.2.2 电源芯片引脚功能--------------------------------------------153.3 直流电机驱动电路------------------------------------------------173.4 传感器电路------------------------------------------------------173.5 液晶显示电路----------------------------------------------------184 系统的软件设计--------------------------------------------------------194.1 直流电机控制子程序----------------------------------------------194.2 键盘子程序------------------------------------------------------194.3传感器子程序----------------------------------------------------214.4 步进电机控制子程序----------------------------------------------214.5 显示子程序------------------------------------------------------224.6 主程序----------------------------------------------------------245 系统调试--------------------------------------------------------------255.1 硬件调试--------------------------------------------------------255.1.1 电源电路的调试----------------------------------------------255.1.2 直流电机电路的调试------------------------------------------255.1.3 步进电机电路的调试------------------------------------------255.1.4 传感器电路的调试--------------------------------------------255.1.5 液晶电路调试------------------------------------------------255.1.6 键盘电路调试------------------------------------------------255.2 软件调试--------------------------------------------------------25 结论---------------------------------------------------------------------26 致谢语-------------------------------------------------------------------27 参考文献-----------------------------------------------------------------28 附录一原理图------------------------------------------------------------29 附录二程序--------------------------------------------------------------30 附录三英文原文----------------------------------------------------------47 附录四中文译文----------------------------------------------------------58前言随着电子电器工业的发展,线圈的需求量越来越大、品种也越来越多,从大型的电力变压器、牵引电机绕组到充电用的微型线圈、节能灯具用线圈,以及各类电子设备都使用线圈。
基于PLC的绕线机自动控制系统

20093804基于PLC 的绕线机自动控制系统林锦实(辽宁机电职业技术学院自动控制系,辽宁丹东118002)收稿日期:2008-11-19。
,用步进驱动器和步进电机进行线圈线径选择控制,;变频器;驱动器文献标识码:B文章编号:1009-9492(2009)04-0048-031工作原理绕线机自动控制系统工作原理框图如图1所示,被绕线圈与三相电动机相连,供线圈与步进丝杠相连,绕线时先在文本显示器中根据要绕的线径,设定步进电机要移动的距离,即步长设定。
再根据主轴三相电机的转速设定程长速度。
根据主轴三相电机的转速要求,设定变频器的频率。
正常绕线时,绕线轴圈数传感器将代表线圈圈数的频率信号传到可编程控制器高速计数器中,经过处理输出脉冲信号给步进电机控制器,控制步进电机,步进电机带动丝杠,进而驱动供线圈转动,同时可编程控制器输出方向信号,以改变步进电机的方向,达到绕线的目的。
线圈圈数、步长、程长速度在文本显示器中显示。
2硬件设计硬件原理接线图如图2所示。
2.1可编程控制器(PLC )可编程控制器(PLC )选用台达DVP-ES /EX /SS 系列可编程序控制器DVP14SS11T2,电源电压为24VDC ;输入点数为8;输出点数为6;输出形式为晶体管。
高速计数器功能如表1所示。
其中:U 为递增输入;D 为递减输入;S 为开始输入;R 为清除输入。
晶体管输出脉冲只有Y0、Y1,频率设定范围为2~10000Hz 。
所设定的脉冲数发送完毕时,Y0输出完毕M1029=On ,Y1输出完毕M1030=On 。
2.2步进电机驱动器步进电机驱动器采用Q3HB64MA ,这是等角度恒力矩细分型驱动器,驱动电压DC12~40V ,电流在5.8A 以下。
内部采用类似伺服控制原理的电路,此电路可以使电机低速运行平稳,几乎没有震动和噪音,电机在高速转动时力矩远远高于二相和五相混合式步进电机。
定位精度最高可达60000步/转。
全自动绕线机操作说明

全自动绕线机操作说明一、安全须知1.操作人员必须经过专业培训并具备一定的机械设备操作经验;2.在操作绕线机之前,必须穿戴好安全装备,如安全帽、工作服、安全鞋等;3.确保操作绕线机的场地环境干燥、通风良好,并远离易燃物品;4.在操作绕线机前,务必检查机器的各个部件是否完好并处于正常工作状态;5.严禁在操作绕线机时将手指或其他物体放入机器内部;6.操作结束后,必须关掉绕线机的电源,并进行定期清洁和维护。
二、绕线机的基本结构1.机架:绕线机的主要承载部件,由钢材焊接而成;2.绕线系统:由电动机、绕线器、张紧装置和导线机构组成;3.控制系统:由电控箱、控制器、人机界面等组成。
三、操作步骤1.打开电源开关,并启动绕线机的电控箱;2.操作人员可以通过控制器上的按钮或电脑上的软件来设置绕线机的工作参数,如绕线速度、绕线圈数等;3.将需要绕线的导线放置在导线机构上,并通过张紧装置使导线保持适当的张力;4.调整绕线器的位置和角度,使其与导线位置相匹配;5.按下启动按钮,绕线机开始工作,绕制导线;6.在绕制过程中,及时检查导线的绕制情况,确保绕制质量;7.如果需要改变绕线方向或角度,可以通过控制器上的相应按钮进行调整;8.当绕线任务完成后,按下停止按钮,绕线机停止工作;9.关闭电控箱的电源开关,断开绕线机与电源之间的连接;10.取下绕制完成的导线,并进行相应的检查。
四、维护与保养1.绕线机使用一段时间后,应进行定期的清洁和润滑工作;2.清洁绕线机时,首先切断电源,并清除机器表面的尘土和异物;3.使用干净的棉布擦拭绕线机的各个部件,并用专用的清洁剂清洗绕线器等关键部件;4.在绕线机的轴承处加入适量的润滑油,保持机器正常运转;5.定期检查绕线机的电线和电源接线是否有损坏,如有发现问题及时修复或更换;6.定期检查绕线机的电控系统,确保控制器和人机界面的正常工作;7.维护过程中,永远不要直接触摸电器元件,以免发生触电事故;8.对于复杂的故障,应及时请专业维修人员处理。
缠绕机的自动化控制系统设计

缠绕机的自动化控制系统设计对于缠绕机行业而言,自动化控制系统的设计是至关重要的一环。
缠绕机的自动化控制系统可以有效地提高生产效率、降低劳动成本,并确保产品质量的一致性。
本文将介绍缠绕机的自动化控制系统的设计原则、关键组成部分以及其功能和优势。
1. 设计原则在缠绕机的自动化控制系统的设计中,应遵循以下原则:1.1 系统稳定性:自动化控制系统应具备稳定性,能够在长时间运行中保持稳定的工作状态,确保生产过程的可靠性。
1.2 灵活性:自动化控制系统应具备灵活性,能够适应不同规格和尺寸的产品进行生产。
系统应具备可调节性,方便根据不同产品的要求进行调整。
1.3 可扩展性:自动化控制系统应具备可扩展性,能够适应未来的技术发展和市场需求的变化。
系统应具备可升级性,以便随着需求的增长而进行扩展。
1.4 安全性:自动化控制系统应具备安全性,能够保障操作人员的安全。
系统应具备防护机制,能够及时检测和处理潜在的危险。
2. 关键组成部分缠绕机的自动化控制系统主要由以下几个关键组成部分构成:2.1 PLC控制器:PLC(可编程逻辑控制器)是缠绕机自动化控制系统的核心。
它能够实时监测和控制缠绕机的运行状态,并根据设定的程序进行相应的操作。
PLC控制器具有高可靠性、高精确性和高速度的特点,并且具备可编程性,易于进行调试和修改。
2.2 传感器:传感器是缠绕机自动化控制系统中的重要组成部分,用于检测和监测缠绕机的各项参数。
例如,位置传感器可以用于检测产品的位置和运动状态,压力传感器可以用于监测缠绕力度的大小等。
传感器的选择应根据具体的应用需求进行,以确保系统的准确性和可靠性。
2.3 人机界面:人机界面是操作人员与自动化控制系统之间进行交互的接口。
通过人机界面,操作人员可以监视系统的运行情况、修改控制参数以及获取故障报警信息等。
人机界面应具备友好、直观、易操作的特点,以便提高操作人员的工作效率。
2.4 伺服驱动器:伺服驱动器是用于控制缠绕机的电动机的速度和位置的装置。
全自动变压器绕线机整体的工作流程

全自动变压器绕线机整体的工作流程
(1)将变压器线圈芯模放置在卷绕主机上,绝缘层供给装置将绝缘纸送至卷绕主机,卷绕主机转动使绝缘纸缠绕在线圈芯模上,主副绝缘层主轴轴向驱动装置左右重复移动使绝缘纸均匀布满线圈芯模。
(2)导线则通过自动排线装置送至卷绕主机,卷绕主机转动使导线缠绕在绝缘纸上,自动排线装置左右重复移动使导线均匀布满绝缘纸,张力可调放线架可自动调节导线在缠绕过程中张力大小。
(3)副绝缘层供给装置包括剪纸机构,首先将绝缘纸送至线圈侧边,使线圈侧边绝缘,线圈侧边缠绕完成后,剪纸机构使用刀具自动剪切绝缘纸,使绝缘纸送离线圈。
在变压器的实际绕制过程中,层间绝缘带及端部绝缘带缠绕是变压器绕制过程中消耗工时最长且效率最低的部分,通过上述的流程分析,要确保变压器绕制各项指标的实现,不仅需要实现设备的全自动化,提高制造的工艺水平,更需要高精度,高效率的自动排线系统及绝缘带张力控制系统之间的相互配合。
变压器的智能绕线功能系统
❖ 11)能够保存30个产品参数信息
系统组成框图
步进电机驱动
电源
步进电机
MCU
红外传感器
键盘
直流电机驱动 直流电机 液晶显示器
❖ 2)采用PWM控制,无极变速,慢速启动
❖ 3)自动排线,换向灵敏,到匝自动停车
❖ 4)绕制线圈最大外径:
120mm
❖ 5)绕制线圈最大长度:
180mm
❖ 6)绕制线圈最小长度:
3mm
❖ 7)绕制线圈线径范围:
0.03~0.5mm
❖ 8)主轴转速:
80~2500转/分钟
❖ 9)断线时停车报警
❖ 10)液晶屏显示参数
变压器的智能绕线功能系统
电科 0401
随着电子电器工业的发展, 线圈的需求量越来越大、品种 也越来越多,从大型的电力变 压器、牵引电机绕组到充电用 的微型线圈、节能灯具用线圈, 以及各类电子设备都要使用线 圈,因此很有必要设计一种可 以自动完成线圈绕制功能的设 备。
❖ 1)用户能够输入产品的参数信息。
高压线圈半自动绕线机控制系统的硬件设计
Ab t a t T ec n l y tm f h efma ec i n a h n k n eh g n i n c i i eX-a a d tc o sr c : h o  ̄o se o t es l- d o l gm c i e ma i g t i h t so o ln t r y f w ee t r s i h e h l i a e n t emi r . o t l rLP 1 2 a d i cu e e sn ic i mo io ic i k o r , o r o i r sb s d o h c o c n r l C2 3 , n l d ss n i g c r u t o e n , n t rc r u t e , a d p we n t , m o me o c r u t n rv n . i u t o h t p e o o swe 1 Th m  ̄ ic i ,a d d i i g c r i f rt e se p rm t ra l c . e ARM c e s a o t d t i l y t e s h me wa d p e o smp i h f sr cu eo es se a dd c e s ec s Th h t e e ti s lt n a t r f r n e me r ewa p l d t su e tu t r f y tm n e r a e t o t. e P o o lc r io a i i e e e c  ̄u sa p i a s r h t h c o n — e o w r i g r l b l y T i c n o y t m a ef n t n o mo iy n ewo k n aa t r u ha ec i n mb r p kn i i t . h s o t l s ea i r s e h st c i f h u o d f i g t r i gp r me e ss c st o l u e h h s
自动绕线机工作原理

自动绕线机工作原理
自动绕线机是一种用于绕制线圈或线束的机械设备,它的工作原理如下:
1. 下料:自动绕线机通过给定的线材供给系统,将线材从线盘中提取出来。
2. 锚定:将线材锚定在绕线机的工作表面或夹具上,确保线材牢固不会松动。
3. 编织:自动绕线机会根据预设的绕线程序,以既定的速度和方式将线材绕制到目标物体上。
这可能涉及到不同的绕线方式,如绕圆、绕椭圆、绕直线等。
4. 张力控制:为了确保绕制线圈或线束的均匀性和稳定性,自动绕线机通常会通过张力控制装置来控制线材张力。
这可以防止线材在绕制过程中过紧或过松。
5. 切割:在完成线圈或线束的绕制后,自动绕线机会自动切割线材,并进行下一次绕线准备。
6. 产品采集:完成绕线后,自动绕线机会将绕制好的线圈或线束从工作表面或夹具上取下,并将其整齐地堆放在指定的位置。
需要注意的是,不同型号的自动绕线机可能会有一些功能和操作的差异,但总体工作原理大致相同。
绕线机培训资料
绕线机培训资料1. 绕线机的基本概述绕线机是一种用于电子元件制造过程中的自动化设备,主要用于绕制线圈。
它通过自动收放线材和控制线圈的形状、大小和密度等参数,来完成绕线工艺。
绕线机的应用范围非常广泛,包括电子元器件、电机、变压器、电感器等领域。
2. 绕线机的工作原理绕线机主要由线材供给系统、线圈成型系统、控制系统和安全保护系统等部分组成。
线材供给系统通过放线架将线材传送到绕线机上,并实现自动收放线材的功能。
线圈成型系统通过绕线头对线材进行成型,实现各种绕线形状的需求。
控制系统负责调节绕线机的运行速度、绕线参数等,确保线圈的质量和准确性。
安全保护系统则保障了绕线机的工作安全。
3. 绕线机的操作流程绕线机的操作流程主要包括以下几个步骤:步骤一:准备工作在使用绕线机之前,需要对绕线机进行相关的准备工作,包括检查机器的状态和功能是否正常,确认线材供给系统和线圈成型系统是否调整到合适的位置。
步骤二:设定绕线参数根据实际需求,设定绕线机的相关参数,包括线圈的大小、形状、数量等。
可以通过绕线机的控制面板进行设定。
步骤三:加载线材将所需的线材加载到线材供给系统中,并调整线材的张力和位置,确保线材能够顺利传送到绕线机的绕线头处。
步骤四:开始绕线确认绕线参数和线材的准备工作完成后,可以开始启动绕线机,让其按照预设的参数和形状进行绕线操作。
步骤五:监控和调整在绕线过程中,需要持续监控线圈的质量和形状情况,如果发现有异常,及时调整绕线机的参数,确保线圈质量的稳定性和准确性。
步骤六:结束绕线当完成所需的绕线任务后,可以停止绕线机的运行,并进行必要的线圈检查和质量评估。
4. 绕线机的常见问题及解决方法在使用绕线机的过程中,可能会遇到一些常见问题,例如线材断裂、线圈过紧或过松等。
这些问题的出现可能会导致线圈质量不理想甚至绕线机的停机。
对于这些问题,可以采取一些解决方法,如更换线材、调整绕线机的参数等。
5. 绕线机的维护与保养为了保证绕线机的正常运行和延长设备的使用寿命,需要定期进行维护和保养。
两轴同步协调控制的绕线机系统
两轴 同步 协 调 控制 的 绕 线机 系统
惠晶,王伟
( 江 南大 学工 业节 能与控 制技 术 重 点 实验 室 ,江 苏无锡 2 1 4 1 2 2 )
摘要 :针对 目前变压器绕线存 在的不足 ,研究一种高动态 响应 和高精度 的卷绕 一排线双轴协 调运动 的控制 系统 。系统 由P MA C高性 能运动控制器 、卷绕恒张力 变频 驱动 系统 、交 流伺 服排 线机构 和人 机界 面构成 。详 细地 描述 了系统 控制原 理 、软件设计流程 。通过现场工 程实践 ,验证了该控制系统具有绕线 紧密 、整齐 、控制精度高等特点 。
关键词 :协调控制 ;P MA C运动控制器 ;绕线机 中图分类号 :T P 2 9 文献标识码 :A 文章编 号 :1 0 0 1 —3 8 8 1( 2 0 1 3 )1 3— 0 7 1— 4
Co i l i ng Ma c h i ne Ba s e d o n Do ub l e - a x i s Sy n c hr o no us Co o r di na t e d Co n t r o l
HUI J i n g.W ANG We i
( J i a n g n a n U n i v e r s i t y , Wu x i J i a n g s u 2 1 4 1 2 2 ,C h i n a )
Ab s t r a c t :Ai mi n g a t s h o r t c o mi n g s o f t r a n s f o r me r wi n d e r ,a c o o r d i n a t e d mo t i o n s y s t e m w i t h h i g h d y n a mi c r e s p o n s e a n d h J g h p r e — c i s i o n w a s d e s i g n e d .T h e s y s t e m wa s c o mp o s e d o f a h i g h — p e r f o m a r n c e mo t i o n c o n t r o l l e r ,c o n s t a n t t e n s i o n v a ia r b l e f r e q u e n c y d i r v i n g s y s t e m f o r wi n d i n g ,w i r e d i s t i r b u t i o n s t r u c t u r e d i r v e d b y AC s e r g o mo t o r a n d h u ma n - ma c h i n e i n t e r f a c e .T h e r e a l i z a t i o n o f s y s t e m c o n t r o l t h e o r y a n d s o f t w a r e l f o w w a s g i v e n .B y e n g i n e e in r g p r a c t i c e ,t h e s y s t e m i s p r o v e n t o h a v e c h a r a c t e i r s t i c o f wi n d i n g t i g h t l y a n d n e a t l y, h i g h c o n t r o l a c c u r a c y . Ke y wo r d s :C o o r d i n a t e c o n t r o l ;P MAC mo t i o n c o n t r o l l e r ;Co i l i n g ma c h i n e
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自动变压器绕线机控制系统方案
变压器绕线机的控制系统,包括倍福控制系统、绕线机三个轴的伺服系统和张力控制的伺服系统三部分。
(1)倍福控制系统
倍福控制系统主要显示了需用到的各个模块,其中包括倍福工业PC、客户端软件、耦合器和扩展模块。
扩展模块中的数字量输入模块的1\0接口连接各轴限位、零点和手动/自动档等,模拟量输入模块的I/O接口连接张力传感器。
(2)绕线机张力控制的伺服系统
变压器绕线机的张力控制系统包括导线的张力控制和绝缘带的张力控制,张力传感器将压力值,通过算法换算成张力大小,倍福的模拟量模块和PC间的通讯将张力的大小显示在人机交互界面中;伺服系统通过EtherCAT通讯控制缠绕张力值的大小。
(3)绕线机三个轴的伺服系统
绕线机三轴的伺服系统包括伺服驱动器和伺服电机,通过EtherCAT总线和倍福工控机通讯,每个驱动器也通过EtherCAT总线连接通讯,实现对缠绕机三个轴的电机的控制,从而控制各轴到达指定位置。