Scansonic激光焊缝跟踪传感器TH6D
英国META激光焊缝系列产品介绍

英国META 公司激光焊缝跟踪系列产品介绍一、 激光焊缝跟踪技术的基本原理1.1 三角测量原理激光焊缝跟踪技术基于三角测量原理,如图2所示。
三角测量是一种提取几何信息的方法,有很多应用领域。
焊接激光传感器中通常使用一个半导体激光光源结合图像采集器件,来生成焊接接头的一系列三维截面图像。
三角测量法最大的优点是其仅仅提供了接头的几何信息,亦即物体的真实三维截面信息。
在理论上不受工件的表面状态影响,如表面光照变化或者表面上标记等。
但实际上物体的表面反射会对图像信号有一定的影响,需要一些特殊的技术来克服反射噪声的影响。
三角测量法的另一个优点是易于从设计上克服环境光照的影响,这在明弧环境下尤为重要。
强烈的电弧光会对普通的机器视觉系统产生严重的干扰。
图2 示意了用点状激光测量距工件表面距离的原理。
若要测量整个焊接接头的轮廓,需要沿着接头横向测量一系列连续的距离信息,从而形成三维截面轮廓。
这可以通过以下两种方式来实现:(1) 采用激光条纹投影到接头上,并用二维面阵CCD 获取激光条纹的图像。
我们称其为条纹式传感器。
(2) 沿着接头横向做一维点状激光扫描。
我们称其为扫描式传感器。
n e a rs u r f a c e f a rs u r f a c e i m a g ep o s i t i o n i s a f u n c t i o n l a s e r s e n s o r l a s e r d i s t a n c e a c t u a ld i s t a n ce of c a m e ra i m a g e p o s i t i o n图2 三角测量原理 二、产品系列:2.1 条纹式传感器顾名思义,其原理是采用激光条纹垂直投射到焊接接头上。
条纹的形状因受焊接接头形状影响而产生变形。
变形了的条纹图像被与激光器呈一定角度的二维CCD 或者CMOS 摄像机采集到计算机中进行信号处理。
激光焊缝自动跟踪系统
激光焊缝自动跟踪系统
佚名
【期刊名称】《机械工人:热加工》
【年(卷),期】2006()7
【摘要】山东山大奥太电气有限公司开发的用于焊缝自动跟踪的专用设备,以激光作为跟踪光源,由工控机控制执行机构实现焊缝的自动跟踪,
【总页数】1页(P21-21)
【关键词】自动跟踪系统;焊缝自动跟踪;激光;控制执行机构;专用设备;有限公司;工控机
【正文语种】中文
【中图分类】TG441.3;TG409
【相关文献】
1.直焊缝自动探伤中的自动跟踪系统的研制 [J], 高光旭;张庆亮;杨忠华;胡建华
2.基于激光位移传感器的焊缝自动跟踪系统 [J], 尹海涛;吴庆洪
3.自动钨极氩弧焊的焊缝自动跟踪系统 [J],
4.基于焊缝背面实时温度场检测的焊缝自动跟踪系统 [J], 董俊华
5.基于概率连续模型的激光视觉焊缝自动跟踪 [J], 邹焱飚;周卫林;王研博
因版权原因,仅展示原文概要,查看原文内容请购买。
焊接自动化智能化的关键-焊缝的查找、自动跟踪寻位引导-激光焊缝跟踪传感器

焊接自动化、智能化的关键问题是焊缝的自动查找、自动跟踪寻位-焊缝跟踪传感1.焊接行业发展趋势焊接行业是关乎工业制造生产与维护服务的核心行业之一,是大型安装工程建设期间的一项关键工作,其进度直接影响到计划的工期,其质量的好坏直接影响到工程的安全运行和使用寿命,其效率的高低直接影响工程的建造周期和建造成本。
为了减少人为因素对焊接质量的影响、提高生产效率就需要使焊接过程更加自动化和智能化,这也是焊接行业发展的必然趋势。
焊接自动化、智能化的关键问题是焊缝的自动查找、自动跟踪,苏州博智慧达自主研发的3D激光焊缝跟踪系统可以轻松获取焊缝位置、焊缝偏转角度、焊缝宽度、高度、深度等信息,并支持市面上大部分机器人品牌的数据通讯,如FANUC、ABB、KUKA、安川、川崎等。
将数据实时反馈至上位机,已达到最佳工艺控制要求。
焊缝自动跟踪系统的作用是精确检测出焊缝的位置和形状信息并传递给焊枪(机器人)控制系统,控制系统根据检测结果调整焊枪位置,从而实现焊缝自动跟踪。
2.工作原理激光焊缝跟踪传感器采用激光三角反射式原理,即激光束被放大形成一条激光线投射到被测物体表面上,反射光透过高质量光学系统,被投射到成像矩阵上,经过计算得到传感器到被测表面的距离(Z轴)和沿着激光线的位置信息(X轴)。
移动被测物体或轮廓仪探头,就可以得到一组三维测量值。
所获得的信息可用于焊缝搜索定位、焊缝跟踪、自适应焊接参数控制、焊缝成形检测并将信息实时传递到机械手单元,完成各种复杂焊接,避免焊接质量偏差,实现无人化焊接。
传感器通过复杂的程序算法完成对常见焊缝的在线实时检测。
对于检测范围、检测能力以及针对焊接过程中的常见问题都有相应的功能设置。
设备通过计算检测到的焊缝与焊枪之间的偏差,输出偏差数据,由运动执行机构实时纠正偏差,精确引导焊枪自动焊接,从而实现对焊接过程中焊缝的智能实时跟踪。
支持多种焊接类型3.激光焊缝跟踪系统的优点1.整套软件系统采用自主技术,无版权风险,具有开源的软件架构,用户可自行添加通讯协议与各种机器人进行配合。
中科院科技成果——波纹管焊缝实时跟踪自动焊接设备
中科院科技成果——波纹管焊缝实时跟踪自动焊接设备
项目简介
应用激光传感器对焊缝进行实时跟踪检测,将传感器测得的焊缝数据进行坐标变换,转换成焊枪运动轨迹坐标,并将该坐标发送到运动控制卡完成焊枪动作,并通过改变回转工作台的转速和波纹管的直径,观察焊枪实时跟踪焊缝的精确度。
自动焊接设备能够适应直径600mm-1800mm,厚度0.29-0.46mm 的各种规格波纹管;实现了连续焊接,焊线焊透饱满、成型均匀、无波浪。
有效提高了焊接质量和生产效率,降低了工人劳动强度。
手工焊接一圈需要耗时十分钟左右,自动焊接时,包括辅助时间只需要两三分钟,是手工焊接的五分之一。
焊缝跟踪定位系统主要采用激光扫描产品进行焊缝信息采集,控制焊枪沿工件径向和轴向的运动。
激光扫描视觉焊缝跟踪传感器
激光扫描视觉焊缝跟踪传感器
佚名
【期刊名称】《泰州科技》
【年(卷),期】2007(000)007
【摘要】主要研究内容:基于三角测量原理,激光器光束投射在漫反射的工件表面上形成一个光点,它通过透镜在光学位置敏感器(采用CCD)上成象。
如果漫反射点在激光束前进方向上的测量范围内移动,则它在敏感器上
【总页数】2页(P26-27)
【正文语种】中文
【中图分类】TP212
【相关文献】
1.用于焊缝跟踪的激光扫描测距传感器的设计 [J], 王晓东;刘洪乾
2.焊缝跟踪的激光视觉传感器图像处理研究 [J], 姜家高
3.一种基于激光结构光的焊缝跟踪视觉传感器 [J], 李原;徐德;李涛;王麟琨;谭民
4.基于激光视觉传感器的机器人实时焊缝跟踪方法 [J], 陈新禹;张庆新;朱琳琳;胡为
5.焊缝跟踪视觉传感器扫描电机的高精度测控技术研究 [J], 杨楠;沙吉乐;杨学友因版权原因,仅展示原文概要,查看原文内容请购买。
Scansonic激光焊缝跟踪传感器 TH6D

尺寸
70 x 40 x 100 mm
工作温度
10°C - 45°C
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
系统与技术 传感器接头
接头 X1 空气 — 防护玻璃集成式空气吹洗,最大6 巴,软管直径:4 mm 空气 — 冷却输入,最大6巴,软管直径: 6 mm 空气 — 冷却输出,最大6巴,软管直径: 6 mm 电力, M12电缆 以太网连接, M12线缆
F O R
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 传感器TH6D-150-KFAA-AB
采样线 z向工作距离 3 150 ± 40 mm
40 x 80 mm 视场 [W x H] 0,08 x 0,12 mm 分辨率 [W x H] 取样频率 60 – 240 Hz
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 应用
火车车皮的MIG焊接
来源:Eurob Engineering GmbH
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 传感器TH6D-150-CFAA-AB
网络连接 操作面板
BINZEL电缆和焊枪
与BINZEL焊枪夹 持器集成
相机
带摄像头的电脑 元件
BINZEL传感器
电脑显示器
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
焊缝跟踪传感器的工作原理
焊缝跟踪传感器的工作原理
激光焊缝跟踪传感器主要由激光发射器、光学系统、光电检测器、信号处理系统和控制系统组成。
其工作原理如下:激光发射:传感器会发射激光束,该激光束照射到工件表面。
表面扫描:传感器可能使用激光束扫描工件表面,以获取表面的拓扑信息。
这有助于传感器了解焊缝的位置和形状。
反射检测:传感器接收激光束反射回来的信号。
通过分析反射信号的特征,传感器可以确定焊缝的位置和形状。
实时反馈:传感器可能会提供实时反馈,控制系统根据计算出的焊缝位置和形状信息,控制焊接机器人或自动化焊接设备进行相应的调整,实现焊缝的自动跟踪和焊接。
激光焊缝跟踪传感器优势总结
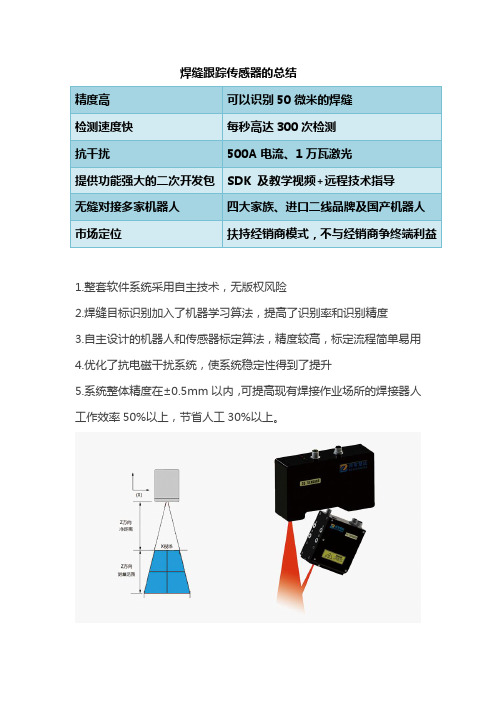
精度高
可以识别50微米的焊缝
检测速度快
每秒高达300次检测
抗干扰
500A电流、1万瓦激光
提供功能强大的二次开发包
SDK 及教学视频+远程技术指导
无缝对接多家机器人四大家族源自进口二线品牌及国产机器人市场定位
扶持经销商模式,不与经销商争终端利益
1.整套软件系统采用自主技术,无版权风险
2.焊缝目标识别加入了机器学习算法,提高了识别率和识别精度
3.自主设计的机器人和传感器标定算法,精度较高,标定流程简单易用
4.优化了抗电磁干扰系统,使系统稳定性得到了提升
5.系统整体精度在±0.5mm以内,可提高现有焊接作业场所的焊接器人工作效率50%以上,节省人工30%以上。
TH6D光学焊缝跟踪系统-精确引导机器人焊枪作业 广州阿比泰克焊接技术有限公司
TH6D光学焊缝跟踪系统-精确引导机器人焊枪作业广州阿比
泰克焊接技术有限公司
佚名
【期刊名称】《现代焊接》
【年(卷),期】2014(000)008
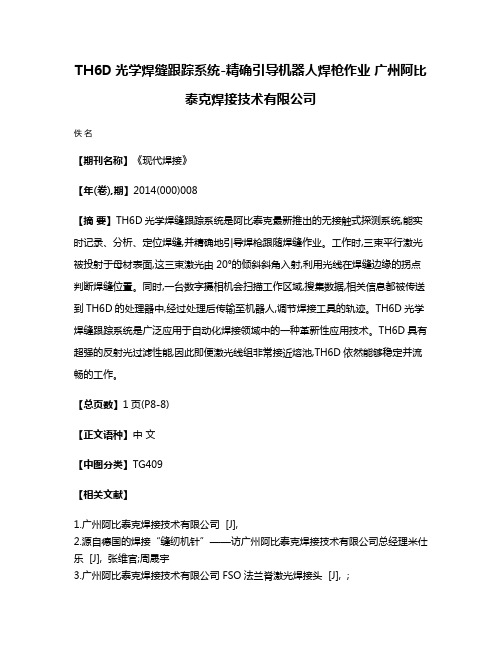
【摘要】TH6D光学焊缝跟踪系统是阿比泰克最新推出的无接触式探测系统,能实时记录、分析、定位焊缝,并精确地引导焊枪跟随焊缝作业。
工作时,三束平行激光被投射于母材表面,这三束激光由20°的倾斜斜角入射,利用光线在焊缝边缘的拐点判断焊缝位置。
同时,一台数字摄相机会扫描工作区域,搜集数据,相关信息都被传送到TH6D的处理器中,经过处理后传输至机器人,调节焊接工具的轨迹。
TH6D光学焊缝跟踪系统是广泛应用于自动化焊接领域中的一种革新性应用技术。
TH6D具有超强的反射光过滤性能,因此即便激光线组非常接近熔池,TH6D依然能够稳定并流畅的工作。
【总页数】1页(P8-8)
【正文语种】中文
【中图分类】TG409
【相关文献】
1.广州阿比泰克焊接技术有限公司 [J],
2.源自德国的焊接“缝纫机针”——访广州阿比泰克焊接技术有限公司总经理米仕乐 [J], 张维官;周晟宇
3.广州阿比泰克焊接技术有限公司 FSO法兰脊激光焊接头 [J], ;
4.广州阿比泰克焊接技术有限公司:TH6D光学焊缝跟踪系统 [J],
5.专业专注,切实满足用户需求——访广州阿比泰克焊接技术有限公司公司总经理米仕乐博士 [J], 郭嘉;
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
漫反射激光
TH6D – 焊缝跟踪头的功能原理
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 工作原理
1.
数据估计以三个步骤进行:
激光二极管将光传送至测量焊件
2.
过滤器(软件和硬件)消除反射和所有其他光线的影 响
W O R L D .
光学焊缝跟踪 光学焊缝跟踪的优点
确保安全焊接和完美焊缝 降低热负荷 提高生产率 可补偿生产、设备和操作公差 可以使焊枪处于理想位置 对于复杂的焊件,可减少编程工作 可实现一致的和可复现的连接
T E C H N O L O G Y
该系统的配置通过一个易于使用的图形用户界面
(GUI)来执行。
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 工作原理
三维焊缝跟踪 适用于反光表面,例如不锈钢和铝
X2 X3 X4 X5
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
中国销售/服务代表:
广州阿比泰克焊接技术有限公司
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 系统配置
Motoman
ABB
Fanuc
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 ABICOR Binzel作为合作伙伴,实现完美解决方案
采样线 z向工作距离 3 150 ± 12 mm 16 x 24 mm 视场 [W x H]
0,03 x 0,07 mm 分辨率 [W x H] 取样频率 60 – 240 Hz
尺寸
70 x 40 x 100 mm
工作温度
10°C - 45°C
T E C H N O L O G Y
3.
TH6D – 焊缝跟踪头
分析软件计算跟踪点
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 工作原理
改变发射二极管与测量物体之间的角位置可能会发
生误差,可通过对三条激光线的多次估算,消除该误差。 这样就避免了角度依赖性。
尺寸
70 x 40 x 100 mm
工作温度
10°C - 45°C
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
系统与技术 传感器接头
接头 X1 空气 — 防护玻璃集成式空气吹洗,最大6 巴,软管直径:4 mm 空气 — 冷却输入,最大6巴,软管直径: 6 mm 空气 — 冷却输出,最大6巴,软管直径: 6 mm 电力, M12电缆 以太网连接, M12线缆
F O R
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 技术
激光器二极管
标线器
CMOS传感器阵列
从激光二极管发出的激光束通过光学激光标线器转变成一条线。 如果该激光线遇到一个测量物体,将会以一定的角度漫反射,并 将一片单个的明亮光点投射到CMOS相机芯片上。 这些单个像素会在ASIC芯片中经过过滤并相加。 结果会得出一组行数据,表示测量物体的真实3D 轮廓。
网络连接 操作面板
BINZEL电缆和焊枪
与BINZEL焊枪夹 持器集成
相机
带摄像头的电脑 元件
BINZEL传感器
电脑显示器
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 应用
F O R
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 传感器TH6D-150-KFAA-AB
采样线 z向工作距离 3 150 ± 40 mm
40 x 80 mm 视场 [W x H] 0,08 x 0,12 mm 分辨率 [W x H] 取样频率 60 – 240 Hz
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 应用
接口的MAG焊接
来源:Mösslang Maschinenbau GmbH
T E C H N O L O G Y
F O R
T H E
对电场和环境光不敏感 由于采用了光学滤波技术和高功率激光二极管,对干 扰光具有高抗性 适用于所有常见的焊接工艺:激光;MIG;MAG; PLASMA 支持不同的线性轴机器人接口和模拟接口
TH6D – 焊缝跟踪头
T E C H N O L O G Y
F O R
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
焊缝跟踪传感器系统TH6D
自动化焊接解决方案
功能原理 系统配置 应用 技术数据
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 应用
火车车皮的MIG焊接
来源:Eurob Engineering GmbH
T E C H N O L O G Y
F O R
T H E
W E L D E R ´ S
W O R L D .
光学焊缝跟踪 传感器TH6D-150-CFAA-AB