联轴器同心度偏差允许值
联轴器装配标准
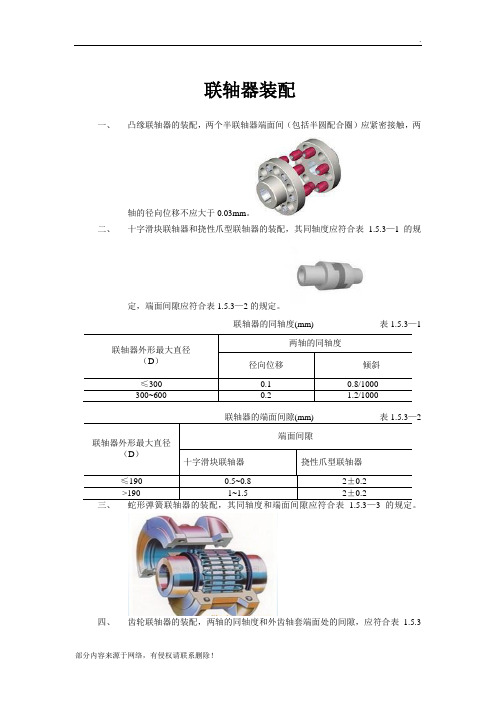
联轴器装配一、凸缘联轴器的装配,两个半联轴器端面间(包括半圆配合圈)应紧密接触,两轴的径向位移不应大于0.03mm。
二、十字滑块联轴器和挠性爪型联轴器的装配,其同轴度应符合表 1.5.3—1的规定,端面间隙应符合表1.5.3—2的规定。
联轴器的同轴度(mm) 表1.5.3—1联轴器外形最大直径(D)两轴的同轴度径向位移倾斜≤300 0.1 0.8/1000300~600 0.2 1.2/1000联轴器的端面间隙(mm) 表1.5.3—2联轴器外形最大直径(D)端面间隙十字滑块联轴器挠性爪型联轴器≤190 0.5~0.8 2±0.2>190 1~1.5 2±0.2三、蛇形弹簧联轴器的装配,其同轴度和端面间隙应符合表 1.5.3—3的规定。
四、齿轮联轴器的装配,两轴的同轴度和外齿轴套端面处的间隙,应符合表1.5.3—4的规定。
联轴器的同轴度和端面间隙(mm) 表1.5.3—3联轴器外形最大直径(D)两轴的同轴度端面间隙径向位移倾斜D≤300 0.11.0/1000 1.0~1.5200<D≤400 0.2 1.5~2.0400<D≤700 0.31.5/10002.0~2.5700<D≤1350 0.5 2.5~3.01350<D≤2500 0.72.0/10003.0~3.5D>2500 1.0 3.5~4.0联轴器的同轴度及外齿轴套端面间隙(mm) 表1.5.3—4联轴器外形最大直径(D)两轴的同轴度外齿轴套端面间隙径向位移倾斜170≤D<300 0.300.5/1000 2.5~5.0 220≤D<290 0.45290≤D<490 0.65 1.0/10005.0~7.5 490≤D<680 0.901.5/1000680≤D<900 1.20 7.5~10.0900≤D<12501.502.0/1000 10.0~15.0D≥1250 15.0~20.0五、弹性圆柱销联轴器的装配,两轴的同轴度应符合表1.5.3—5的规定,两个半联轴器端面间隙,应符合表 1.5.3—6的规定,且不应小于实测的轴向窜动。
电动机联轴器同轴度标准
电动机联轴器同轴度标准
摘要:
I.电动机联轴器同轴度标准的重要性
II.电动机联轴器同轴度的定义和计算方法
III.电动机联轴器同轴度的调整方法
IV.电动机联轴器同轴度应达到的标准
V.总结
正文:
I.电动机联轴器同轴度标准的重要性
电动机联轴器同轴度标准是评价电动机联轴器性能的重要指标,对于保证电动机运行的稳定性、可靠性和安全性具有至关重要的作用。
如果电动机联轴器的同轴度不符合标准,可能会导致电动机运行时出现振动、噪音、过热等问题,严重时甚至可能造成电动机故障,影响生产和生活。
联轴器找正的方法及标准
二、电机联轴器找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲�只要能保证联轴器安全可靠地传递扭矩�两轴中心允许的偏差值愈大�安装时愈容易达到要求。
但是从安装质量角度讲�两轴中心线偏差愈小�对中愈精确�机器的运转情况愈好�使用寿命愈长。
所以�不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
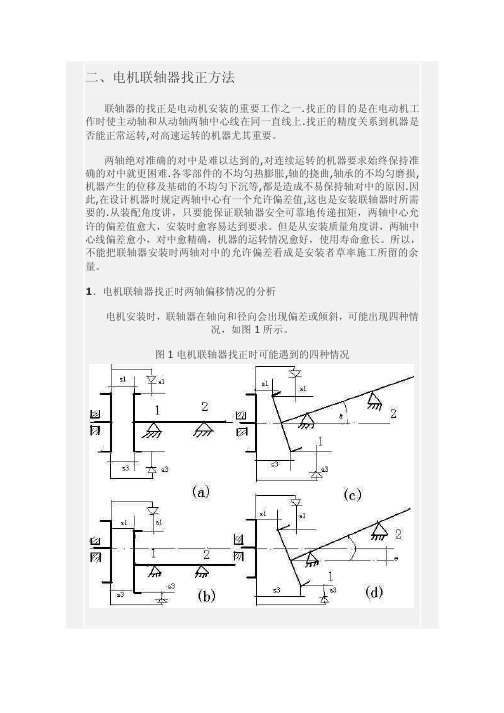
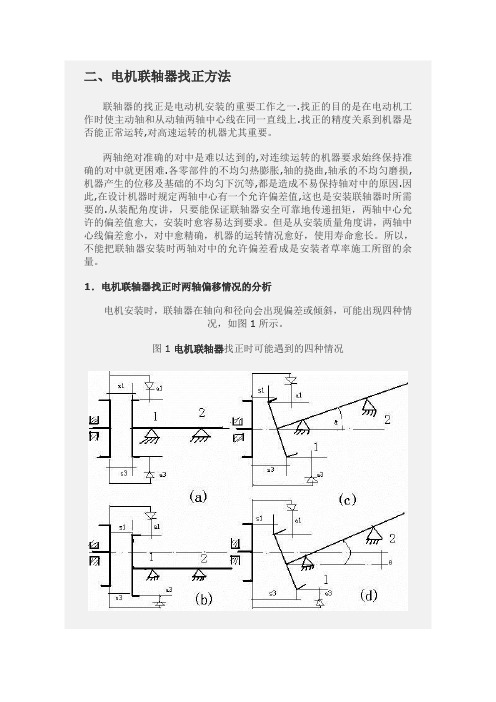
1�电机联轴器找正时两轴偏移情况的分析电机安装时�联轴器在轴向和径向会出现偏差或倾斜�可能出现四种情况�如图1所示。
图1电机联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1电机联轴器偏移的分析2.测量方法安装电机时�一般是在电机中心位置固定并调整完水平之后�再进行联轴器的找正。
通过测量与计算�分析偏差情况�调整电动机轴中心位置以达到主动轴与从动轴既同心�又平行。
联轴器找正的方法有多种�常用的方法如下��1�简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差�用塞尺测量两半联轴器端面间的轴向间隙偏差�通过分析和调整�达到两轴对中。
这种方法操作简单�但精度不高�对中误差较大。
只适用于电机转速较低�对中要求不高的联轴器的安装测量。
图2角尺和塞尺的测量方法�2�用中心卡及塞尺的测量方法找正用的中心卡�又称对轮卡�结构形式有多种�根据联轴器的结构�尺寸选择适用的中心卡�常见的结构图3所示。
中心卡没有统一规格�考虑测量和装卡的要求由钳工自行制作。
同心度

同心度电机与泵同心度找正初探泵与电机两轴的连接,要进行同轴度的检查和调整,这种工作称为同轴度找正,或称为轴系找中。
联轴器本身的加工精度以及在轴上的安装精度是保证找中同心度获得理想效果的前提,因此联轴器内外圆的同轴度,端面与轴心线的垂直度,都要求做到十分精确,安装后误差最好控制在0.01mm内较为理想,同轴度找正大多采用百分表为测量工具。
当百分表旋转不能通过时,用塞尺测量。
但测量精度和工作效率都不及用百分表。
泵与电机找正的目的:使电机平稳地将电机动能传递给泵,减少振动和噪音。
过大的偏差会使联轴器、转动轴及其轴承增加负荷,引起轴承发热、加速磨损;联轴器扭转、拉伸过大,导致疲劳断裂;加大泵整体振动和噪音,因此严格保证两轴线的同轴度是非常必要的。
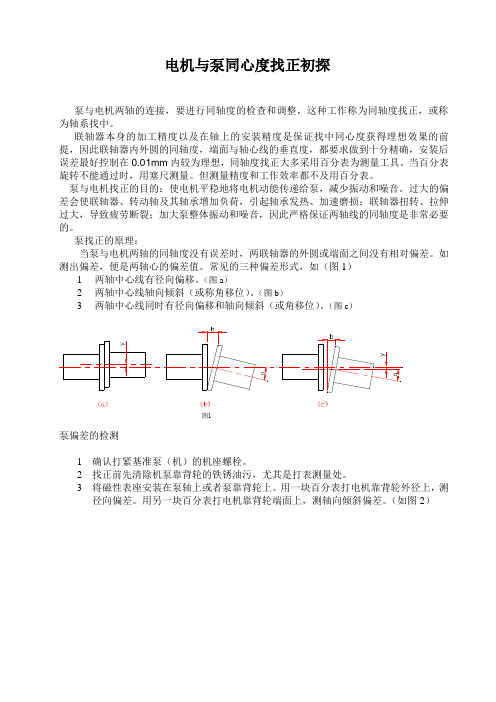
泵找正的原理:当泵与电机两轴的同轴度没有误差时,两联轴器的外圆或端面之间没有相对偏差。
如测出偏差,便是两轴心的偏差值。
常见的三种偏差形式,如(图1)1两轴中心线有径向偏移。
(图a)2两轴中心线轴向倾斜(或称角移位)。
(图b)3两轴中心线同时有径向偏移和轴向倾斜(或角移位)。
(图c)图1泵偏差的检测1确认打紧基准泵(机)的机座螺栓。
2找正前先清除机泵靠背轮的铁锈油污,尤其是打表测量处。
3将磁性表座安装在泵轴上或者泵靠背轮上。
用一块百分表打电机靠背轮外径上,测径向偏差。
用另一块百分表打电机靠背轮端面上,测轴向倾斜偏差。
(如图2)4 用手缓慢转动电机轴,分别读出径向、轴向百分表的跳动值,并在靠背轮上分别标出最高值和最低值位置,在校正中以备参考。
如果跳动超过0.02mm 时,则得加同步杆(如图2左图),使两个转子转过的角度相同,保持两个转子的相对位置不变,以消除靠背轮自身加工、安装误差。
5 用手缓慢转动泵轴,测出电机靠背轮径向的最大读数值和最小读数值,并作出径向偏差图,标上最大偏差和最小偏差的相应位置。
(图3)北(上)南(下)东(右)(左)西东北西南西北东南径向偏差图36 测出电机靠背轮端面的最大读数值和最小读数值,并作出轴向倾斜偏差图,标上最大偏差和最小偏差的相应位置。
电机联轴器找正的方法及标准
二、电机联轴器找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.电机联轴器找正时两轴偏移情况的分析电机安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1电机联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1电机联轴器偏移的分析2.测量方法安装电机时,一般是在电机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整电动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于电机转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺(2)用中心卡及塞尺找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作。
图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
水泵联轴器同轴度标准
水泵联轴器同轴度标准
水泵联轴器的同轴度标准主要依据的是GB/T 《水泵同轴度检验规程》这一国家标准。
该标准规定了水泵的同轴度应按其型号及技术条件规定的标准进行评定。
在评定时,应按照水泵的使用条件和要求,确定相应的技术要求和公差限制。
具体的同轴度数值可能因水泵的类型和规格而有所不同,一般来说,同心度误差应不大于,同时还应检测水泵与电机的轴线是否平行,若偏差应在以内。
此外,标准还规定了相关的检验方法和要求,以确保联轴器的适用性和质量。
检测方法包括使用专业的检测设备,如同轴度测试仪、激光测量仪等,并按照标准的要求进行操作,包括检测方法、检测环境、样品的选择和数据处理等方面。
以上内容仅供参考,如需更准确的信息,可查阅国家标准的原文或咨询专业的工程师。
联轴器同心度标准
联轴器同心度标准
联轴器同心度标准是指联轴器安装后两个轴向的相对误差值,用来衡量联轴器的同心度和安装质量。
联轴器同心度标准通常参考下列国家标准:
1. 中华人民共和国机械行业标准:JB/T 9147-2010《联轴器》规定,联轴器的同心度误差应符合以下标准:
- 最大偏差值小于等于带轴套式联轴器为0.06毫米;不带轴套式联轴器为0.03毫米;
- 最大径向偏差值不大于带轴套式联轴器为0.1毫米,不带轴套式联轴器为0.05毫米。
2. ISO标准:ISO 14691-2008《机械传动-- 联轴器-- 精度校核与联轴器的运转平衡》规定,联轴器的同心度误差应符合以下标准:
- 最大径向偏差值不大于同轴度公差的50%,不同轴度公差的30%;
- 最大径向偏差值不大于0.08毫米。
需要注意的是,联轴器的同心度标准应根据具体联轴器的应用要求和技术规范来制定,不同类型和规格的联轴器同心度标准可能会有所不同。
在应用合适的
联轴器时,需要仔细阅读相关标准和技术文件,以确保联轴器的安装和使用符合相关标准,保证安全和稳定性。
联轴器对中调整方法
联轴器对中调整一、联轴器装配的技术要求联轴器装配的主要技术要求是保证两轴线的同轴度。
过大的同轴度误差将使联轴器、传动轴及其轴承产生附加载荷,其结果会引起机器的振动、轴承的过早磨损、机械密封的失效,甚至发生疲劳断裂事故。
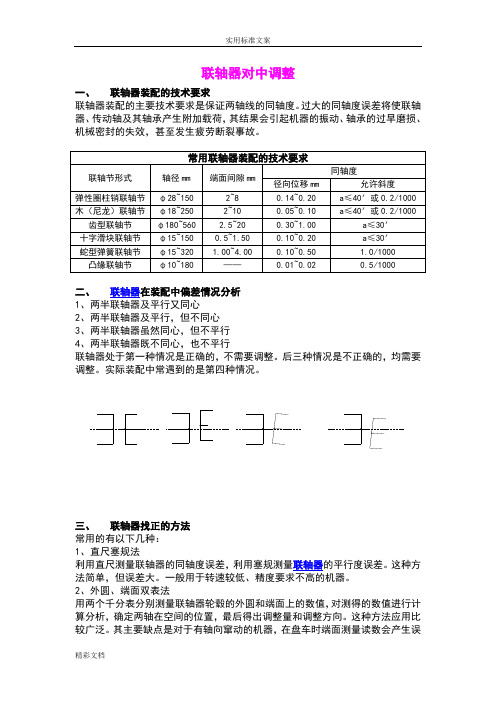
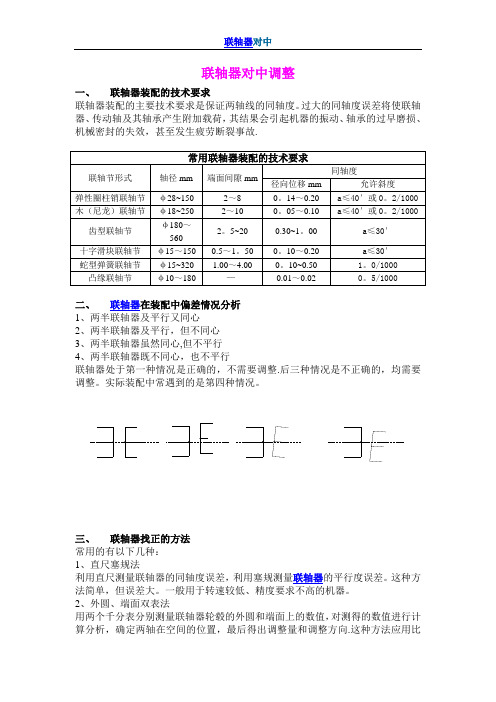
常用联轴器装配的技术要求联轴节形式轴径mm 端面间隙mm同轴度径向位移mm 允许斜度弹性圈柱销联轴节φ28~150 2~8 0.14~0.20 a≤40′或0.2/1000 木(尼龙)联轴节φ18~250 2~10 0.05~0.10 a≤40′或0.2/1000 齿型联轴节φ180~560 2.5~20 0.30~1.00 a≤30′十字滑块联轴节φ15~150 0.5~1.50 0.10~0.20 a≤30′蛇型弹簧联轴节φ15~320 1.00~4.00 0.10~0.50 1.0/1000凸缘联轴节φ10~180 ——0.01~0.02 0.5/1000二、联轴器在装配中偏差情况分析1、两半联轴器及平行又同心2、两半联轴器及平行,但不同心3、两半联轴器虽然同心,但不平行4、两半联轴器既不同心,也不平行联轴器处于第一种情况是正确的,不需要调整。
后三种情况是不正确的,均需要调整。
实际装配中常遇到的是第四种情况。
三、联轴器找正的方法常用的有以下几种:1、直尺塞规法利用直尺测量联轴器的同轴度误差,利用塞规测量联轴器的平行度误差。
这种方法简单,但误差大。
一般用于转速较低、精度要求不高的机器。
2、外圆、端面双表法用两个千分表分别测量联轴器轮毂的外圆和端面上的数值,对测得的数值进行计算分析,确定两轴在空间的位置,最后得出调整量和调整方向。
这种方法应用比较广泛。
其主要缺点是对于有轴向窜动的机器,在盘车时端面测量读数会产生误差。
它一般用于采用滚动轴承、轴向窜动较小的中小型机器。
3、外圆、端面三表法此法是在端面上用两个千分表,两个千分表与轴中心等距离对称设置,以消除轴向窜动对端面测量读数的影响,这种方法的精度很高,适用于需要精确对中的精密机器和高速机器。
联轴器联接误差

联轴器联接误差十字滑块联轴器径向位移y≤0.04d,d为轴的直径。
弹性套柱销联轴器,允许轴向位移为2-7.5㎜,径向位移0.2-0.7㎜,偏角位移30′-1°30′.弹性柱销联轴器(尼龙柱销)允许径向位移0.1-0.25㎜。
联轴器装配一、凸缘联轴器的装配,两个半联轴器端面间(包括半圆配合圈)应紧密接触,两轴的径向位移不应大于0.03㎜二、十字滑块联轴器和绕性爪型联轴器的装配,其同轴度应符合表1的规定,端面间隙应符合表2的规定。
表1同轴度(㎜)表2端面间隙三、蛇形弹性联轴器的装配,其同轴度和端面间隙应符合表3的规定。
表3同轴度和端面间隙四、齿轮联轴器的装配,两轴的同轴度和外齿轴套端面处的间隙,应符合表4的规定。
表4五、弹性圆柱销联轴器的装配,两轴的同轴度应符合表5的规定,两个半联轴器端面间隙,应符合表6的规定。
表5表6联轴器的端面间隙六、尼龙柱销联轴器的装配,应符合下列要求:1.两个半联轴器连接后,端面间的间隙应符合表7的规定,且不应小于实测的轴向窜动。
2.两轴的同轴度应符合表5的规定。
表7联轴器的端面间隙七、圆片摩擦离合器装配后,摩擦片应能灵活地沿花键轴移动。
在接合的位置上,不应有打滑现象,在脱开位置时,不应有阻滞现象。
八、闸瓦制动器的装配,应符合下列要求:1.闸瓦松开时,摩擦片应与制动轮平行,其平行度为制动轮宽度的1/1000.2.制动时,两闸瓦应同时均匀地压紧在制动轮上。
其摩擦片的接触面积不应小于75%。
3.制动器的动作应平稳可靠。
联轴器对中调整方法
联轴器对中调整一、联轴器装配的技术要求联轴器装配的主要技术要求是保证两轴线的同轴度。
过大的同轴度误差将使联轴器、传动轴及其轴承产生附加载荷,其结果会引起机器的振动、轴承的过早磨损、机械密封的失效,甚至发生疲劳断裂事故.二、联轴器在装配中偏差情况分析1、两半联轴器及平行又同心2、两半联轴器及平行,但不同心3、两半联轴器虽然同心,但不平行4、两半联轴器既不同心,也不平行联轴器处于第一种情况是正确的,不需要调整.后三种情况是不正确的,均需要调整。
实际装配中常遇到的是第四种情况。
三、联轴器找正的方法常用的有以下几种:1、直尺塞规法利用直尺测量联轴器的同轴度误差,利用塞规测量联轴器的平行度误差。
这种方法简单,但误差大。
一般用于转速较低、精度要求不高的机器。
2、外圆、端面双表法用两个千分表分别测量联轴器轮毂的外圆和端面上的数值,对测得的数值进行计算分析,确定两轴在空间的位置,最后得出调整量和调整方向.这种方法应用比较广泛.其主要缺点是对于有轴向窜动的机器,在盘车时端面测量读数会产生误差.它一般用于采用滚动轴承、轴向窜动较小的中小型机器。
3、外圆、端面三表法此法是在端面上用两个千分表,两个千分表与轴中心等距离对称设置,以消除轴向窜动对端面测量读数的影响,这种方法的精度很高,适用于需要精确对中的精密机器和高速机器。
如:汽轮机、离心式压缩机等。
4、外圆双表法用两个千分表测量外圆,其原理是通过相隔一定间距的两组外圆测量读数确定两轴的相对位置,以此得知调整量和调整方向,从而达到对中的目的。
此方法的缺点是计算较复杂。
5、单表法此方法只测定轮毂的外圆读数,不需要测定端面读数。
此方法对中精度高,不但能用于轮毂直径小且轴端距比较大的机器轴找正,而且又适用于多轴的大型机组(如高速轴、大功率的离心式压缩机组)的轴找正。
用这种方法进行轴找正还可以消除轴向窜动对找正精度的影响。
四、 联轴器装配误差的测量和求解调整量使用不同找正方法时的测量和求解调整量大体相同,下面以外圆、端面双表法为例,说明联轴器装配误差的测量和求解调整量的过程.一般在安装机械设备时,先安装好从动机,再安装主动机,找正时只需调整主动机。
电机联轴器找正的方法及标准

二、电机联轴器找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.电机联轴器找正时两轴偏移情况的分析电机安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1电机联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1电机联轴器偏移的分析2.测量方法安装电机时,一般是在电机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整电动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于电机转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作。
图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
1.5MW对中指导
对中指导说明保证联轴器的使用寿命,必须每年进行1次同轴度检测。
轴的平行度误差:±0.2mm,如果误差超出±0.2mm就需重新调整。
同轴度检测设备:激光对中仪(EASY-LASER)调整方法:靠调整电机的位置来控制同轴度。
以下是联轴器同轴度调整的具体方法:1)齿箱-电机对中要求:轴向联接板间距Ka为689±0.5mm,Kr(垂直位移)偏差为0.8mm,Kw(水平位移)偏差为0.2mm。
Kw(开角)偏差为0.1°2)手动停机:手动刹上高速刹车夹钳,确保机组已处于安全停机状态。
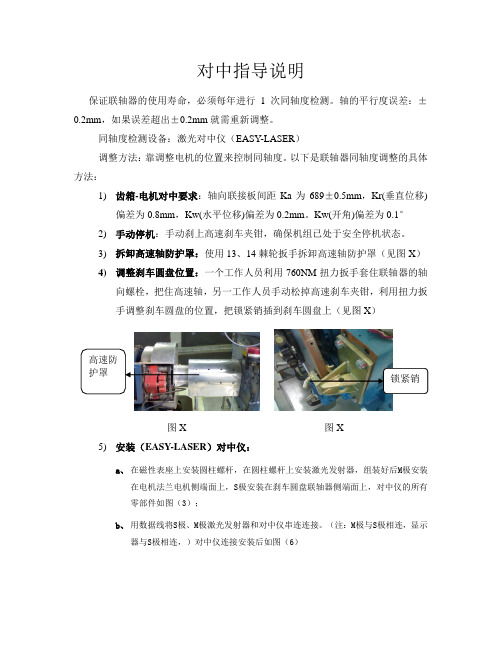
3)拆卸高速轴防护罩:使用13、14棘轮扳手拆卸高速轴防护罩(见图X)4)调整刹车圆盘位置:一个工作人员利用760NM扭力扳手套住联轴器的轴向螺栓,把住高速轴,另一工作人员手动松掉高速刹车夹钳,利用扭力扳手调整刹车圆盘的位置,把锁紧销插到刹车圆盘上(见图X)图X 图X5)安装(EASY-LASER)对中仪:a、在磁性表座上安装圆柱螺杆,在圆柱螺杆上安装激光发射器,组装好后M极安装在电机法兰电机侧端面上,S极安装在刹车圆盘联轴器侧端面上,对中仪的所有零部件如图(3);b、用数据线将S极、M极激光发射器和对中仪串连连接。
(注:M极与S极相连,显示器与S极相连,)对中仪连接安装后如图(6)c 、 对中仪开机后调整激光发射器,首先保证激光发射器的水平气泡在中间;然后把两激发发射器的靶心往激光接收器方向推,推到底,再保证M 极的激光射到S极的靶心,S 极的激光射到M 极的靶心,调整好后移开靶心,如图(4)的位置;图(3)对中仪零部件简介图(5)对中仪装配图 图(6)对中仪安装图6) 输入数据准备检测:开机后,首先出现一个对中方法选择界面,运达同轴度调整选用的是第12种方式(三点式对中),输入12,按确定键,键面操作及含义见图(7),接着输入三个数据,分别是刹车圆盘与电机法兰端面的距离689mm 如图(8)、刹车圆盘端面到电机前脚的距离1170mm 如图(9)、刹车圆盘端面到电机后脚的距离2670mm 如图(10),每项数据输入后都按确定键,数据全输入完后,会出现如图(11)的界面。
同心度
电机与泵同心度找正初探泵与电机两轴的连接,要进行同轴度的检查和调整,这种工作称为同轴度找正,或称为轴系找中。
联轴器本身的加工精度以及在轴上的安装精度是保证找中同心度获得理想效果的前提,因此联轴器内外圆的同轴度,端面与轴心线的垂直度,都要求做到十分精确,安装后误差最好控制在0.01mm内较为理想,同轴度找正大多采用百分表为测量工具。
当百分表旋转不能通过时,用塞尺测量。
但测量精度和工作效率都不及用百分表。
泵与电机找正的目的:使电机平稳地将电机动能传递给泵,减少振动和噪音。
过大的偏差会使联轴器、转动轴及其轴承增加负荷,引起轴承发热、加速磨损;联轴器扭转、拉伸过大,导致疲劳断裂;加大泵整体振动和噪音,因此严格保证两轴线的同轴度是非常必要的。
泵找正的原理:当泵与电机两轴的同轴度没有误差时,两联轴器的外圆或端面之间没有相对偏差。
如测出偏差,便是两轴心的偏差值。
常见的三种偏差形式,如(图1)1两轴中心线有径向偏移。
(图a)2两轴中心线轴向倾斜(或称角移位)。
(图b)3两轴中心线同时有径向偏移和轴向倾斜(或角移位)。
(图c)图1泵偏差的检测1确认打紧基准泵(机)的机座螺栓。
2找正前先清除机泵靠背轮的铁锈油污,尤其是打表测量处。
3将磁性表座安装在泵轴上或者泵靠背轮上。
用一块百分表打电机靠背轮外径上,测径向偏差。
用另一块百分表打电机靠背轮端面上,测轴向倾斜偏差。
(如图2)4 用手缓慢转动电机轴,分别读出径向、轴向百分表的跳动值,并在靠背轮上分别标出最高值和最低值位置,在校正中以备参考。
如果跳动超过0.02mm 时,则得加同步杆(如图2左图),使两个转子转过的角度相同,保持两个转子的相对位置不变,以消除靠背轮自身加工、安装误差。
5 用手缓慢转动泵轴,测出电机靠背轮径向的最大读数值和最小读数值,并作出径向偏差图,标上最大偏差和最小偏差的相应位置。
(图3)北(上)南(下)东(右)(左)西东北西南西北东南径向偏差图36 测出电机靠背轮端面的最大读数值和最小读数值,并作出轴向倾斜偏差图,标上最大偏差和最小偏差的相应位置。
联轴器安装标准

4~6
5~7
断面间隙 S(mm) 2~3 2.5~4
3~5
4~6 5~7 6~8
断面间隙 S(mm) 2.5 4~5
300~515
560~770 860~1158 1440~1640
0.15
0.2 0.25 0.3
齿式联轴器装配允许偏差
联轴器外形最大尺 寸 D(mm)
两轴心径向位移(mm)
两轴线倾斜
170~185 220~250 290~430 290~590 680~780
0.3 0.45 0.65 0.9 1.2
0.5/1000 1.0/1000 1.5/1000
滑块联轴器装配允许偏差
联轴器外形最大尺 寸 D(mm)
两轴心径向位移(mm)
≤190 250~330
0.05 0.1
两轴线倾斜
0.3/1000 1/1000
3~6 6~8 7~9
断面间隙 S(mm)
4.9 6.7 9.2 109 14.3 17.8 21.5 24.9 28.6 35.6
断面间隙 S(mm)
8~10 10~13 13~15 15~18 18~22 18~22 22~26 22~26 26~30
90~160 195~200
280~320
360~410 480 540 630
0.05 0.08 0.1
0.2/1000
弹性柱销齿式联轴器装配允许偏差
联轴器外形最大尺 寸 D(mm)
两轴心径向位移(mm)
78~118 158~260
0.08 0.1
两轴线倾斜 0.5/1000
断面间隙 S(mm)
2~4
0.04 0.05 0.06 0.06 0.1 0.12 0.14 0.16 0.2 0.25
联轴器同心度校正分析及调整方法
联轴器同心度校正分析及调整方法作者:郭建茂广盛来源:《科学与财富》2018年第31期摘要:离心泵作为油田上常用于原油输送的动力机械设备之一,尤其是在联合处理站中被称为"心脏",可见它的重要性。
在生产中为使机泵能安全有效平稳的运行,延长其使用寿命。
因此泵机组在安装和维修过程中,一项非常重要的工作就是联轴器同心度的校正,本文通过联轴器在生产中可能遇到的几种情况进行分析,结合现场找出正确的测量方法,将机泵同心度调整在规定范围内。
关键词:联轴器;同心度;校正通常情况下,泵轴与电机是通过联轴器连接的,联轴器作为一种常见的传动结构形式,被广泛应用于各类机械设备中。
机泵联轴器主要分为两大类:一是刚性联轴器,是一种无补偿能力的联轴器。
二是挠性联轴器,是具有补偿能力的,能吸收振动,缓和冲击力的一种联轴器。
因此目前油田上常用的是挠性联轴器为多。
联轴器在安装时必须精确地找正、对中,也就是我们平常所说的测机泵的同心度,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等,因此如何提高和保障两个半联轴器的同心度的精确性,是提高机泵安装维修至关重要的环节。
1.联轴器同心度偏移的几种情况在现场实际工作中,机泵经过运转一段时间,达到一定时间后要进行保养检查和维修,最后一道工序就是电机和机泵中泵联轴器同心度的较正。
一般有以下四种情况:(1)两半联轴器是处于平行又同心的正确位置,既两轴线位于一条直线上。
(2)两半联轴器端面同心,但不平行。
(3)两半联轴器端面平行,但不同心。
(4)两半联轴器端面既不平行,又不同心。
因此,通过上述图显示,后面三种情况都不符合机泵安装要求,这就需要进行调整机泵同心度。
2.联轴器校正同心度的测量方法联轴器校正,主要测量其径向(圆面)间隙和轴向(端面)间隙,根据测量所用工具不同,在工作现场中其常用方法主要有两种。
2.1用直尺和塞尺法(1)拆卸联轴器上所有的连接螺丝,并在联轴器两圆面上分别画一个标记,分上、下、左、右四个垂直等分。
联轴器检修标准制度规定
2.1.5.5.1 泵轮、透平轮及外壳不得有变形、损伤、腐蚀或裂纹。外 壳有轻微裂纹,可焊补修复,但应消除内应力。 2.1.5.5.2 修理时应做静压试验,充入0.3MPa的气压,将液力偶合器 的充气口封住,保持5min,压力不得下降。 2.1.5.5.3 有离心转阀的液力偶合器,必须加试离心转阀的动作情 况,其动作应灵活可靠。 2.1.5.5.4 液力偶合器检修后应做静平衡试验,其重心对旋转轴心的 偏移不超过0.02mm。 2.1.5.5.5 液力偶合器必须采用难燃液为工作介质(调速型液力偶合 器不受此限)。 2.1.5.5.6 易熔合金塞必须完整,其熔化温度应符合各型号液力偶合 器的规定。
<1.0
蛇型弹 2.1.5.2.1 两个半联轴器的任何两个穿柱销的孔对准后,柱销应能自 由地穿入其它各孔。 2.1.5.2.2 弹性圈的内径与柱销应紧密配合,外径与孔应有0.3~ 0.7mm的间隙。柱销螺母应有防松装置。 2.1.5.3 齿轮联轴器齿厚磨损不得超过原齿厚的20%。 2.1.5.4 蛇型弹簧联轴器的弹簧不得有损伤,厚度磨损量不得超过原 厚度的 10%。 2.1.5.5 液力偶合器
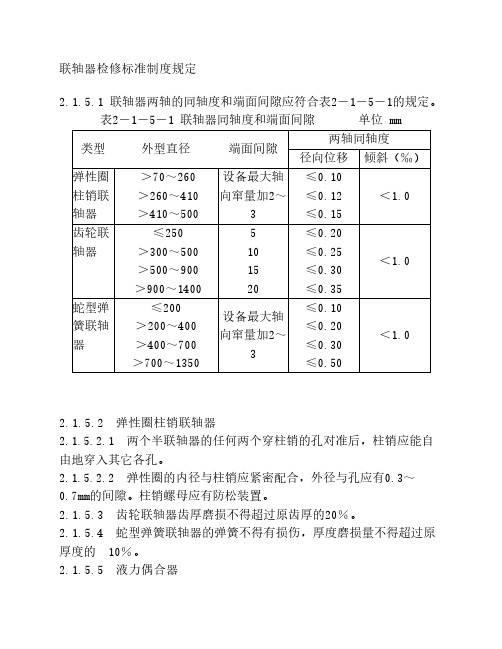
联轴器检修标准制度规定 2.1.5.1 联轴器两轴的同轴度和端面间隙应符合表2-1-5-1的规定。 表2-1-5-1 联轴器同轴度和端面间隙 单位 mm 类型 弹性圈 柱销联 轴器 齿轮联 轴器 外型直径 >70~260 >260~410 >410~500 ≤250 >300~500 >500~900 >900~1400 ≤200 >200~400 >400~700 >700~1350 端面间隙 设备最大轴 向窜量加2~ 3 5 10 15 20 设备最大轴 向窜量加2~ 3 两轴同轴度 径向位移 ≤0.10 ≤0.12 ≤0.15 ≤0.20 ≤0.25 ≤0.30 ≤0.35 ≤0.10 ≤0.20 ≤0.30 ≤0.50 倾斜(‰) <1.0
常用联轴器的技术要求
常用联轴器的技术要求1.1.1.1.1 壳形联轴器(轴接卡子)的安装应符合下列要求:a)安装应牢固,两轴应在同一中心线上。
b)同一侧连接螺丝的螺栓头应为交错位置放置,相对侧亦互相交错放置。
c)凸缘靠背轮的安装应符合下列要求;d)其边缘处端面跳动不应超过0.04mm,径向跳动不应超过0.03mm。
e)其端面间应紧密贴合,两轴的径向位移不应超过0.03mm。
f)十字间槽靠背轮其不同心度不应超过下表5数值:表1 十字间槽靠背轮其不同心度靠背轮最大外径(mm) 径向位移(mm)倾斜(mm)<300 0.1 0.8/1000300~600 0.2 12/10001.1.1.1.2 齿轮联轴器的安装应符合下列要求:g)装于轴上时,一般采用压力或垫装法,不得用锤打法打入;h)装入后两轴的不同心度不应超过下表6数值: 单位mm表2 装入后两轴的不同心度联轴器最大外径二轴的不同心度径向位移倾斜<300 0.3 0.5/1000 300~500 0.8 1/1000500~900 1.0 1.5/1000 900~1400 1.5 2/1000 i)装完后应加入充足的润滑油脂;j)装完后应复查定位线或定位孔的位置是否对准;k)齿轮磨损超过原厚的1/5时应进行更换。
1.1.1.1.3 弹性靠背轮的安装应符合下列要求:l)靠背轮安装时,测量的误差不应超过表7数值;单位mm表3 靠背轮安装测量误差联轴器最大外径每个靠背轮对轴的径向跳动每个靠背对轴的端面跳动二轴的不同心度径向位移倾斜105~170 0.07 0.16 0.050.2 190~260 0.08 0.18 0.05290~350 0.09 0.20 0.101000 410~500 0.10 0.25 0.10m)弹性圈与靠背轮孔之间隙为0.05mm~1mm,最大不应超过1.5mm;n)不允许单个或部分更换弹性圈,应全部更换;o)靠背轮柱销不应弯曲变形;p)弹性圈上紧后不应鼓起,应在自由状态;1.2 联轴器找正1.2.1.1.1 联轴器找正时偏移的4种情况:a)S1=S2 、α1=α2两个半联轴互相平行及同心,这时轴的中心线在一条直线上。
联轴器对中调整方法
联轴器对中调整一、联轴器装配的技术要求联轴器装配的主要技术要求是保证两轴线的同轴度。
过大的同轴度误差将使联轴器、传动轴及其轴承产生附加载荷,其结果会引起机器的振动、轴承的过早磨损、机械密封的失效,甚至发生疲劳断裂事故。
常用联轴器装配的技术要求联轴节形式轴径mm 端面间隙mm同轴度径向位移mm 允许斜度弹性圈柱销联轴节φ28~150 2~8 0.14~0.20 a≤40′或0.2/1000 木(尼龙)联轴节φ18~250 2~10 0.05~0.10 a≤40′或0.2/1000 齿型联轴节φ180~560 2.5~20 0.30~1.00 a≤30′十字滑块联轴节φ15~150 0.5~1.50 0.10~0.20 a≤30′蛇型弹簧联轴节φ15~320 1.00~4.00 0.10~0.50 1.0/1000凸缘联轴节φ10~180 ——0.01~0.02 0.5/1000二、联轴器在装配中偏差情况分析1、两半联轴器及平行又同心2、两半联轴器及平行,但不同心3、两半联轴器虽然同心,但不平行4、两半联轴器既不同心,也不平行联轴器处于第一种情况是正确的,不需要调整。
后三种情况是不正确的,均需要调整。
实际装配中常遇到的是第四种情况。
三、联轴器找正的方法常用的有以下几种:1、直尺塞规法利用直尺测量联轴器的同轴度误差,利用塞规测量联轴器的平行度误差。
这种方法简单,但误差大。
一般用于转速较低、精度要求不高的机器。
2、外圆、端面双表法用两个千分表分别测量联轴器轮毂的外圆和端面上的数值,对测得的数值进行计算分析,确定两轴在空间的位置,最后得出调整量和调整方向。
这种方法应用比较广泛。
其主要缺点是对于有轴向窜动的机器,在盘车时端面测量读数会产生误差。
它一般用于采用滚动轴承、轴向窜动较小的中小型机器。
3、外圆、端面三表法此法是在端面上用两个千分表,两个千分表与轴中心等距离对称设置,以消除轴向窜动对端面测量读数的影响,这种方法的精度很高,适用于需要精确对中的精密机器和高速机器。