汽车车门手动包边机使用说明书
包边机技术协议

包边液压机技术要求甲方(买方):乙方(卖方):甲方就订购乙方生产的汽车车门包边液压机,经双方友好协商后签订如下技术协议,供双方共同遵守。
1. 设备的用途轿车左/右后车门、后背门总成的包边压合工位。
2. 使用环境:工作温度: 0~ 40℃. 湿度: 40-90%;电源:3~AC 380V ±10%, 50Hz.压缩空气压力:0.5Mpa。
3. 生产方式说明每台液压机配置为三个移动工作台,预留第四个工作台位置,工作台可左/右移动及左/右面前后移动,变换任何一个移动工作台到达液压机工作位置。
每一工作台上安装一套包边模具, 每台液压机可安装三套包边模具, 因而可对三种零件(总成)进行包边压合。
在液压机操纵站上设一选择开关(无模、联模)。
生产方式是采用三种总成交替生产,即当生产一种总成时,另二种总成不生产。
4. 技术要求4.1. 液压机主要包括以下部分:机械部件(主要由机身、滑块、主油缸、移动三工作台、T形台前后二个移动工作台预留轨道等组成);液压系统;电气控制系统;4.2. 设备主要技术描述4.2.1.主要技术参数序号内容单位参数YH25-200HI1 压机数量台 12 公称压力KN 20003 液压油压力MPa 5~254 最大开口高度MM 19005 上滑块行程MM 11006 上滑块最大承载重量T 157 上滑块底台面有效尺寸MM 左右3000MM 前后25008 移动工作台有效尺寸MM 左右3000 MM 前后25009 立柱内侧净间距(前/后方向)左右MM 2700前后MM 260010 移动工作台的移动方向和距离3个/台向左3400及前后向右3400及前后11 移动工作台高度MM 50012 移动工作台最大承载重量T 2513 滑块速度空行程MM/S200 回程95 工作行程8~1614 上模手持式自动夹紧器 6 个/台 6 T/个4.2.2.机械结构4.2.2.1.机身为框架式结构,有良好的强度和刚度。
多功能汽车车门包边A面凹陷问题分析和解决方法
汽车作为现代化重要交通工具之一,几乎每一辆均配备左右前门、左右后侧门、尾门和发盖,即五门一盖,简称车门。
车门是汽车所有零部件中最主要的覆盖件,总覆盖面积占整个车身外观的60%以上。
通常,汽车车门是由数十个钣金零件通过特殊而复杂的包边工艺结合其他工装焊接、涂胶工艺、铰链安装等组装完成。
在汽车制造技术领域,由于包边工艺直接影响车身外观感知质量(美观度和间隙段差等),提升包边质量,满足甚至超越客户对整车感知质量的期望和诉求,显得尤为重要。
因而迫切需要对车身门盖包边A 面缺陷问题产生的原因展开深入的研究分析,得出有效的解决方案。
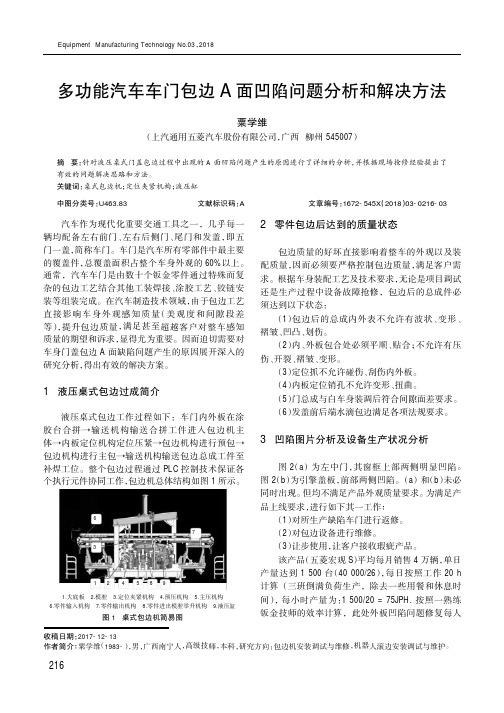
1液压桌式包边过成简介液压桌式包边工作过程如下:车门内外板在涂胶台合拼→输送机构输送合拼工件进入包边机主体→内板定位机构定位压紧→包边机构进行预包→包边机构进行主包→输送机构输送包边总成工件至补焊工位。
整个包边过程通过PLC 控制技术保证各个执行元件协同工作,包边机总体结构如图1所示。
2零件包边后达到的质量状态包边质量的好坏直接影响着整车的外观以及装配质量,因而必须要严格控制包边质量,满足客户需求。
根据车身装配工艺及技术要求,无论是项目调试还是生产过程中设备故障抢修,包边后的总成件必须达到以下状态:(1)包边后的总成内外表不允许有波状、变形、褶皱、凹凸、划伤。
(2)内、外板包合处必须平顺、贴合;不允许有压伤、开裂、褶皱、变形。
(3)定位抓不允许碰伤、刮伤内外板。
(4)内板定位销孔不允许变形、扭曲。
(5)门总成与白车身装调后符合间隙面差要求。
(6)发盖前后端水滴包边满足各项法规要求。
3凹陷图片分析及设备生产状况分析图2(a )为左中门,其窗框上部两侧明显凹陷。
图2(b )为引擎盖板,前部两侧凹陷。
(a )和(b )未必同时出现。
但均不满足产品外观质量要求。
为满足产品上线要求,进行如下其一工作:(1)对所生产缺陷车门进行返修。
(2)对包边设备进行维修。
(3)让步使用,让客户接收瑕疵产品。
锁边机操作规程范本(2篇)
锁边机操作规程范本一、操作前的准备工作1. 检查锁边机的电源是否正常,并确保电源线的连接牢固。
2. 检查锁边机的刀具和刀具夹具是否完好,并进行必要的更换或修复。
3. 检查锁边机的周围环境是否干净整洁,无杂物和障碍物。
二、操作步骤1. 将待加工的板材放置在锁边机的工作台上,并按照需要调整板材的位置和方向。
2. 按下启动按钮,启动锁边机的电机,并调节合适的工作速度。
3. 使用手轮或电动调节装置,将刀具调节到适当的位置和角度。
4. 打开锁边机的进料装置,将待加工的板材缓慢地送入锁边机。
5. 确保板材与刀具之间有适当的间隙,以避免刀具的过度磨损或损坏。
6. 注意观察锁边机的工作状态,及时调整工作速度和刀具位置,确保加工效果良好。
7. 在加工过程中,定期检查刀具的磨损情况,并及时更换刀具。
8. 加工完成后,关闭锁边机的电机和进料装置,待刀具完全停止后方可进行下一步操作。
9. 清理锁边机的工作台和刀具,并将加工好的板材移除。
10. 关闭锁边机的电源,并将锁边机的周围环境恢复整洁。
三、安全事项1. 在操作锁边机前,务必按照操作规程进行必要的培训和学习,熟悉锁边机的工作原理和操作方法。
2. 操作锁边机时,应注意佩戴适当的个人防护装备,如安全眼镜、耳塞等。
3. 当锁边机出现异常情况或故障时,应立即停止操作,并及时报告相关人员进行检修和维护。
4. 在操作过程中,应保持警惕,避免手部、服装或其他物体接触锁边机的刀具。
5. 操作锁边机时,应遵守安全操作规程,严禁随意拆卸、调整或修改锁边机的部件和设备。
6. 在清理锁边机时,应先切断电源,并等待锁边机完全停止后再进行清理工作。
7. 坚决禁止酒后或疲劳状态下操作锁边机,以免发生危险事故。
8. 遵守相关的消防安全规定,确保锁边机周围的消防设备完好有效。
总结:锁边机的操作规程是保证操作安全和提高工作效率的重要依据。
在操作锁边机前,必须进行充分的准备工作和安全培训,确保操作人员具备必要的知识和技能。
车门包边机技术协议

技术协议——MS2车型五门一盖包边机甲方(定制人):乙方(承揽人):南京锋远自动化装备有限公司2010年9 月18 日目录一供货范围二技术设计、制作、调试要求三设备技术描述四技术会谈及方案会审五设备安装六培训与指导七技术资料提交八设备验收九质保及技术服务十项目管理十一现场生产管理十二保密十三其它事项依照《中华人民共和国合同法》及其他有关法律、行政法规、遵循平等、自愿、公平和诚实信用的原则,双方经友好协商一致,订立本技术协议。
一、供货范围乙方应保证所承包的装备技术先进、结构合理、配套完整、不漏项,装备应满足生产线节拍、工艺过程质量、运行成本和焊装车间法规标准等要求。
乙方按下列供货范围一览表提供设备。
供货范围一览表供货程度:交钥匙工程。
交钥匙工程是指乙方应当负责合同设备的设计、制造、运输、安装、调试、培训、交付验收及生产陪伴、售后服务等。
二、技术设计、制作、调试要求1.基本技术要求1.1任务:承担华瑞MS2车型五门一盖包边机。
1.2生产纲领及节拍:生产纲领:年产50000台套。
工作班次:二班制生产节拍:≤3分钟/次。
1.3能源和介质数据:电源:电压380V±10%、220V ±10%、频率50HZ±2%、三相五线制相对湿度:最大95%温度:-5℃~45℃压缩空气: 5±0.5bar;工业用水压力:4.5bar;设备在设计上必须保证在使用地的气候条件下不会对其功能的稳定性及使用寿命,包括液压、气动、电气的控制部分等产生不良影响。
2.结构要求:2.1结构分为:包边机主体、液压动力系统、电气控制系统、液压控制系统;包边机采用独立的液压系统及电控系统。
2.245度及90度包边在同一台设备上完成。
2.3包边机的零件定位和夹紧方式以气动方式为主,其中后背门、前机罩采用框架式定位,保证包边工件经夹紧后无畸变和划痕等缺陷。
2.4包边机上下料的工作高度为900mm,便于人工操作。
豪迈780封边机说明书

豪迈780封边机说明书
1、检查胶盒中是否有胶后开机预热到190-230°(根据气候温差时间约10-30分钟)。
2、确认对应板材封边带的颜色、规格,无误后开始下项操作。
3、主机手开始调试豪迈780封边机,主要根据封边带厚度调整压轮压力、调整修边刀、刮刀,以上数值体现在数字定位表上,同时根据板材厚度调整压轮高度,常规封18mm厚板时计数表体现180值,但可考虑压轮轻微磨损情况按经验、向下微调0、2mm。
4、调试后进行参数调整精度试验,确认封边后有齐头是否在20mm内、有无啃边、胶线、导圆是否规则、粘结是否牢固。
5、经试验无误后开始封边操作,要求部件水平拿起轻放在工作台上,封边面与靠挡靠严后送入传送带中,长的部件应用力向靠挡推,直至全部进入传送带方可,部件与靠挡不能脱离。
6、门板封边应先封高后封宽度,箱体板封边先封深度后封高或宽度。
7、豪迈780封边机封边接料时检查封边质量,确认符合质量要求后轻放在托盘上,将封过边板件朝一个方向整齐摆放。
8、手工修边可用壁纸刀片与板件略微倾斜一定角度,顺向刮动。
以去掉胶线及封边带高出部分,要求刀片锋利修后封边带无凹凸不平,无啃边无划伤,同时板件要求用干净抹布清理干净。
9、作业完毕,先关闭机器开关后关闭电源,机器清理干净。
车门机器人包边机操作规程

巡检时间: 年 月 日 至 年 月 日
质控编号: KCZJSD15
设备名称:修车线 资产编号: 单位: 焊装一现场分部 班次:白 中 类别标记:机械(JX) 液压(YY) 气动(QD) 润滑(RH) 电气(DQ) 检查标记:正常(√) 异常(╳)修 星 期 内容 NO 检查部位 判断基准 方 法 检查时间 一 二 三 四 1 风动工具 定置 查看 每班巡检 2 支架 无变形 查看 JX 3 防滑板 无打滑现象 查看 4 工位按钮 功能正常有效 查看 QD 1 三联件 无漏风现象 查看 1 链条 润滑良好 查看 RH 2 三联件 油量上下限之间 查看 1 葫芦限位 灵敏可靠 查看 2 光电开关 灵敏可靠 查看 DQ 3 电控柜 无松动脱落 查看 4 按钮指示灯 完好有效 查看 巡检情况记录: 1 2 3 巡检人员签名 4 5 6 7 检查人员签名
质控编号: KCZJSD156
班次: 日
巡检人员签名
检查人员签名
自动车边机操作规程最新

自动车边机操作规程最新
根据我了解的信息,自动车边机操作规程可以分为以下几个步骤:
1. 确认车辆和设备情况:在使用自动车边机之前,需要检查车辆和设备是否处于正常工作状态。
特别是需要检查车辆的制动装置是否正常,并确认自动车边机的电源及信号输入是否正确。
2. 启动自动车边机:操作员需要按照设备说明书正确启动自动车边机,将车辆驶入自动车边机作业区域。
在驶入作业区域之前,需要先将车辆停靠在指定位置,并按照设备说明书的要求进行切比割等准备工作。
3. 内部控制模式和手动模式的切换:使用自动车边机时,需要在自动模式和手动模式之间进行切换。
在手动模式下,操作员需要通过操纵杆或者按键等手动控制自动车边机的运行,而在自动模式下,自动车边机可以根据设定的程序来自主完成作业。
4. 监测作业情况:在自动车边机作业过程中,需要不断监测作业情况。
操作员需要通过显示屏等设备及时了解作业过程,同时还需要随时在设备和车辆之间保持良好的通讯。
5. 故障排解:在自动车边机作业过程中,可能会出现一些故障状况,例如设备故障、系统错误等。
在这种情况下,操作员需要及时排除故障,并保证作业能够顺利完成。
总之,使用自动车边机需要严格按照操作规程进行操作,同时还需要不断加强安全意识,并在实践中不断总结经验,提升作业效率和质量。
车门包边液压机

车门包边液压机
性能特点: ●液压系统上置,占地面积小,工作场地宽敞,操作方便。
●液压控制采用插装阀集成系统,冲击小、动作可靠,使用寿命长,泄漏少。
●导轨自动润滑装置。
●可实现定压、定程两种成型工艺,具备保压延时功能,延时时间可调。
●电器系统采用进口PLC控制。
●工作压力、行程可按工艺要求调节,操作简便。
●按钮集中控制,具有调整、手动及半自动三种操作方式。
适用领域:该系列压机是汽车车门包边专用压机,也可用于车门及其它金属制品的拉伸落料等冲压工艺和非金属制品的压制。
可选附件或功能:●单移动或双移动工作台●冲裁缓冲装置●光电保护装置●换模用浮动导轨和滚动托架●模具快速夹紧机构●行程、压力、速度数显、数控装置●触摸式工业显示屏●液压系统加热、冷却装置●打料装置●换模小车。
主要技术参数
主要技术参数。
包边机安全操作规程
包边机安全操作规程在使用包边机时,安全操作是非常重要的。
正确的操作方法可以保障您的人身安全和设备的正常运转。
本文档将为您介绍包边机的安全操作规程。
1. 安全装置包边机中配备了多种安全装置,包括断线保险丝、漏电保护器、防护罩等。
在使用包边机之前,您必须确保这些安全装置都处于正常工作状态。
2. 操作前准备在操作包边机之前,请先检查包边机是否处于稳定的地面上,且不会滑动或晃动。
同时,检查包边机的电源线是否完好无损,并检查电源插座是否符合国家规定的标准。
3. 操作者要求在操作包边机时,您必须具备专业的知识和经验,并且必须经过专门的培训和考试。
未经过培训和考试的人员不得擅自操作包边机。
4. 操作顺序在操作包边机时,请按照操作顺序进行操作,不要随意更改或省略任何步骤。
操作顺序如下:•手动调整包边机的各项参数,例如调整缝纫速度、线头张力等。
•将物品放置在包边机上,并调整合适的位置和角度。
•启动包边机,并在机器运行过程中进行必要的调整和检查。
•在包边过程中注意观察物品的状态和机器的工作状态,及时处理出现的异常情况。
•包边结束后,关闭包边机,并将机器清洁干净并进行必要的保养和维护。
5. 注意事项除了上述的操作规程外,还需要注意以下事项:•不要将手指、裸露的皮肤或衣物靠近运动的机器部件。
•不要使用磨损、损坏或无法正常工作的机器和配件。
•不要用水或其他液体接触电气元件和电源插头。
•不要在电气元件处未拔电源就进行清洁和维护。
•不要将火源或易燃物品靠近运转中的包边机。
6. 总结包边机是一种非常便捷的缝纫工具,但是在使用时必须非常小心。
为了保障您的人身安全和机器的正常使用,请务必遵守本文档中的操作规程,并在操作前做好必要的准备。
门盖包边技术介绍

5. 机器人辊边工艺
5.6辊边速度:
-对于直边的辊边速度可达到200-500mm/s; -但对于板件变形复杂的曲面,实际速度往往为50-100mm/s; -节拍估算时,可按平均120-150mm/s计算为好。
6. 机器人辊边对产品的要求
6.1标准式包边
原则上,需要辊边的外板边缘高度应不超过10mm,水滴型包边除外。 边缘高度的定义:见图1
6. 机器人辊边对产品的要求
6.3 产品包边分析案例
a
1mm 3~7mm
3
AREA 3 区域3 Operation on Flange 法兰操作工艺 Flange length 法兰长度 Opening angle 开角 Distance 包边后内外板间距 Overlap 重叠宽度 Cutting geometry 切边形状
Final Hemming Forces:
Steel
approx.1000 - 1500 N
Aluminum approx. 900 - 1250 N
The robots are working well below their load limited !!!!
机器人在其额定负载范围内 可提供良好的滚边性能
5. 机器人辊边工艺
5.4工艺步骤:
根据不同的板件材料和板件的内外部几何结构 ,滚 边的折角步骤主要有以下四种: 90°→ 45°→ 0° 90°→ 60°→ 30°→ 0° 130°→ 90°→ 60°→ 30°→ 0° 180°→145°→ 95°→ 45°→ 0°
5. 机器人辊边工艺
零件公差、材质、厚度及形状
尺寸缺陷:缩进与胀大
形状缺陷:弹回与变弯
9. 包边质量
9.3辊边常见缺陷:
豪迈NKL 210 封边机安全操作规程
豪迈NKL 210 封边机安全操作规程一、对操作者的要求1、本机型的工件加工尺寸范围及加工能力为:工件的厚度范围12-60毫米;最小工件尺寸250毫米X125毫米;封边带厚度: 0 .4-3.0毫米;2、对机器操作人员的资格要求:必须接受过由机器供应商提供的该机型的专业培训课程后,才能操作此机器;3、操作机器时的安全规范(1)、禁止操作者为贪图方便而将安全保护装置(如紧急开关、安全门罩开关等)直接短路操作机器;(2)、禁止穿戴手套、领带、裙类等宽松服装靠近正在转动的机器部件(如修边工具、输送带等);(3)、禁止在麻醉剂(如酒精或毒品)的影响下操作生产设备;(4)、禁止触摸处于高温状态的溶胶系统;(5)、女性操作者必须将辨子盘起并戴上工作帽,才能允许操作机器。
二、操作过程中安全注意事项1、待加工的工件的平整度是否良好,是否规方。
2、刀具切削的声音是否正常。
3、有无因吸尘不好而导致修边效果不稳定的故障现象。
4、锐边时有无崩边的现象。
5、观察涂胶情况,有无拉丝、涂胶不均匀、胶的流动性太差等现象。
6、前后齐边时,有无切伤边带或切不平的故障现象。
7、跟踪圆角修边时,有无修伤边带、圆角不顺畅等故障现象。
8、上下铲胶清洁时,有无铲伤板面的故障现象。
9、以上故障会严重影晌封边质量,建议尽快联络专业机械维修人员。
三、正确的开机步骤1、打开开电源总开关;2、电脑自动启动,键入a1/user后完成网络检测、启动人机界面程序、启动PLC程序后,进入软按钮主页面;3、点击压缩空气确认键后,按下打开控制电源;4、点击涂胶辊加热,预先开启涂胶辊转动旋钮;5、当温度达到基础温度后(一般设在140℃左右),涂胶辊开始旋转,此时回胶门应处于打开状态,否则胶会溢流出外面;6、20分钟可达到使用温度(180℃-200℃);7、选择并启动加工程序后,即可开始封边生产。
四、机器空转检查以下事项1、确认各加工单元的气压表是否调节在正常压力范围{现场贴有标签) ;2、输送带运转是否正常(无异常响声、无输送链块凸起等) ;3、修边电机旋转有无异常的响声;4、前后齐边单元及跟踪修边单元的导向系统的滑块移动时有无异常的响声;5、安全保护开关、安全保护门罩等是否起作用;6、出现以上故障现象时,应由相关的专业人员及时处理维修。
汽车门盖包边机设计和调试的探讨

汽车门盖包边机设计和调试的探讨摘要:随着现代工业的发展,汽车已经成为当下人们日常生活生产的必需品,对于汽车的质量和舒适性的要越来越高,因此这就对于汽车车身也提出了新的要求,特别是对于汽车表面的门盖类表面质量的要求,汽车门盖覆盖件上的质量对于车身的整体质量有着较大的影响,在我国的汽车生产中使用的各类的包边机的使用都是依靠国外进口,大大的提高了我国的汽车生产成本,并且包边机的维修技术在我国还是一大缺陷,极大的限制了我国的汽车的门盖配件的发展,为了节约我国汽车生产的成本,同时积极响应国家的号召,针对汽车门盖包边机的设计进行了详细的研究,为我国的包边机生产和制造奠定基础。
关键词:汽车门盖,包边机设计,调试研究引言:汽车门盖包边技术在我国的发展尚不成熟,但是国外的汽车生产已经应用了这项设备,汽车门盖包边机的开发主要是为了解决大型压力机和电焊在汽车生产中所设计制造的,在汽车的生产过程中部分零件是由内板和外板通过包边相结合而形成的,例如汽车的门盖就是通过包边机而形成,传统的手工包边效率低下,并且包边质量难以保证,不能满足汽车生产的需求,未来我国的汽车生产对于包边机的使用更加广泛,因此本文对于汽车门盖包边机的设计和调试进行了简要的说明和分析。
汽车的前后盖和车门统称为门盖,是整个车身组装的重要部分,对于汽车的包边类型主要是复杂的不规则的部件,在当下的包边类型中扁平包边的使用较为广泛的,其次是直接包边的使用,这类包边的技术主要使用在特殊的无内板的包边上,对于有内板的包边是无法起到包边的效果,同时质量也达不到要求,第三种类型的包边设计是凸尖角包边技术,这类包边由于产生尖角部分,可以适合内板较厚的门盖包边,最后应用于汽车发动机罩的包边技术是环形包边技术,因此看到这些包边不同类型的应用,可以看出对于门盖包边机的设计需要符合所包边的工件,从而使得汽车的门盖质量符合要求。
一、汽车门盖包边机的设计方案首先做好包装机的未来发展和当前的设计缺陷的完善,台式包边机的设计首先是体积大这就造成了占地面积较大,在进行包边的过程中不够灵活,因此在设计的过程中要尽量减小包边机的体积,最终使得包边机的应用更加便捷,目前的使用的包边机的自动化程度相对较低,在进行零件的加工过程中效率不能满足需求,其次对于生产成本也是需要通过设计进行降低,包边线的成本相对于单个包边机的成本较大,只有更加的使得包边机的设计符合生产需要,降低包边机的大规模使用同样也可以降低生产成本。
车门包边液压机安全操作及保养规程
车门包边液压机安全操作及保养规程车门包边液压机是一种用于加工汽车门边的设备。
在使用过程中,必须严格按照安全操作规程进行操作,以确保人身安全和设备的正常运转。
本文将介绍车门包边液压机的安全操作规程和保养规程。
安全操作规程1. 操作前的准备在使用车门包边液压机之前,应该做好以下准备工作:•检查设备是否正常运转。
检查它的所有机械部件是否运转灵活,能否正常工作。
如果发现设备有损坏或故障,应该立即通知维修人员进行维修。
•穿戴好必要的防护设备。
必要的防护设备包括手套、口罩、安全鞋等。
穿戴好这些设备有助于保护工作人员的人身安全。
•检查工作环境。
确保工作环境整洁、明亮、无明显障碍物。
如果发现工作环境存在安全隐患,应该及时予以解决。
2. 操作过程中的安全注意事项在使用车门包边液压机进行加工的过程中,需要注意以下几点:•保持设备清洁。
在进行加工之前和加工结束后,都需要对设备进行清洁。
清洁设备有助于保持设备的稳定性和运转的平稳性。
•留意设备的电压。
确保设备的电压符合标准。
如果电压过高或者过低,会影响设备的工作效率和加工结果。
•控制好加工速度。
在使用车门包边液压机进行加工的时候,需要控制好加工速度。
加工速度过快或者过慢,都会对设备造成损坏。
•不要超负荷使用设备。
在使用车门包边液压机进行加工的时候,不要超负荷使用设备。
超负荷使用设备会对设备产生不可逆转的损坏。
3. 操作结束后的处理在使用车门包边液压机进行加工之后,需要做好一些后续处理:•关闭设备电源。
在加工结束之后,应该立即关闭设备的电源,以防止意外伤害。
•清理加工过程中的垃圾和杂物。
为了保持工作环境的整洁和设备的稳定性,必须清理加工过程中产生的垃圾和杂物。
•进行设备的维护。
在加工结束之后,应该对设备进行维护,以保证设备的正常运转状态。
保养规程为了保证车门包边液压机的正常运行,必须定期对设备进行保养。
以下是一些保养注意事项:•定期更换设备液压油。
根据设备的使用频率和加工效果,定期更换设备液压油,以保持设备的稳定性和运转效率。
汽车车门常用包边工艺比较及技术难点分析
10.16638/ki.1671-7988.2019.12.054汽车车门常用包边工艺比较及技术难点分析张宝红(重庆长安铃木汽车有限公司,重庆401321)摘要:文章首先综述汽车车门包边工艺,然后介绍和比较分析了目前汽车厂商常用的液压机加包边模系统和机器人滚边系统两种车门包边工艺,并重点阐述了机器人滚边成形工艺的技术难点。
为适应汽车厂商小批量多车型生产模式的变化,自动化、柔性化程度越来越高的组焊生产线会更多地采用机器人滚边工艺进行车门包边成形生产。
关键词:汽车;生产技术;包边工艺中图分类号:U466 文献标识码:A 文章编号:1671-7988(2019)12-162-03Comparison of technology and technical difficulty analysis on the commonedge of car doorZhang Baohong( Chongqing changan suzuki automobile co. LTD, Chongqing 401321 )Abstract: This paper firstly summarizes the technology of automobile door bounding, then introduces and analyzes the two kinds of technology of hydraulic machine bounding die system and robot bounding system commonly used by automobile manufacturers. In order to adapt to the changes in the production mode of small batch multi-vehicle, the highly automatic and flexible welding production line will use the robot roller technology more and more to produce the door envelope forming. Keywords: automobile; production technology; wrapping processCLC NO.: U466 Document Code: A Article ID: 1671-7988(2019)12-162-03前言在汽车行业竞争日趋白热化阶段,各大汽车厂商纷纷推出新车型抢占市场份额。
最新包边机使用说明书
包边机使用说明书PLC控制汽车车门包边机使用说明书南京康达焊接设备有限公司一,设备用途本设备适用于各类汽车车门、发动机罩、散热器面罩框等汽车覆盖件总成的包边成型工艺,也可以用于其它薄板零件的包边成型。
本设备既可单机使用,也可纳入自动生产线。
单机工作时,人工将待包工件迭好后,置于顶出器上,然后按一下启动按钮,包边机便按预定程序自动实现对工件的包边并顶出已包好的工件,完成一个工作循环;纳入自动生产线时,通过设备与生产线的接口电路,即可实现全自动操作。
本设备操作简单方便,动作可靠,并具有一定的先进性,能明显提高工作效率,改善产品包边质量。
三,设备结构本设备由三个部分构成:包边主机,液压站和电气控制柜。
主机:由基础部分,定位夹紧部分和包边部分组成。
基础部分包括机架,大底板,底模,顶出器,管路等;定位限位部分由内外板定位装置,限位装置,托架,夹紧装置组成;包边部分由若干个包边总成组成,每个总成具有预包模块和包边模块。
液压站:由油箱,叶片泵,高低压控制回路,冷却器,过滤器,电机等组成。
控制柜:它是整个包边机的控制中心,由一台PLC及外围电路实现对液压泵站,各油路,气路的控制。
二,主要技术规格进线电压AC380V气路压强0.4-0.6MPa油路最大压强16 MPa包边形式预包45°,包边90°工作方式自动或手动工作节拍 1-1.5分钟,可根据产量设置调整。
整机消耗功率 10千瓦。
整机外形尺寸依待包工件而定。
三,工作过程包边机工作过程如下:电源打开后,启动油泵电机,顶出器处在顶出位置,选择触摸屏上的“自动控制”按钮——放置待包工件——按一下按钮盒上的“顶出器下降”按钮——顶出器下降——确定工件完全到位,按一下“系统启动”按钮——内板定位——工件夹紧——预包模块进——预包模块退——包边模块进——包边模块退——夹紧松开——定位松开——顶出器上升,取出工件。
至此一个工作循环结束。
四,操作方法1)系统开机旋动控制柜上的“控制电源”钥匙开关,“电源指示”灯亮,系统启动,触摸屏显示开机画面,如下图1“系统开机画面”。
豪迈封边机说明书

The thermostat controls the temperature using a microprocessor.FeaturesValues Measuring and control range0...600°C Sensor typePT 100Fe-CuNiDegree of protection IP20Operating temperature -10...50°C Control voltage • H02 - 1• H02 - 5230 / 11524V ACV DCContents:1Connection 21.1Connections / DIP switch (22)Operation42.1Interface elements................................................................................................42.2Changing the control parameters..........................................................................52.3Changing the hysteresis........................................................................................62.4Adjusting the set point (7)T:\\9081\\458011\\x00101td.tif1 Connection1.1 Connections / DIP switchDIP switch 1.51Sensor type on1off1PT 100 Fe-CuNi2Hysteresis setting onoff2blocked possible3Set value II on2off free coupled4not occupied-•1 Switch setting dependent on the temperature sensor used•2Switch setting on deliveryT:\\9081\\458020\\e00102td.wmf1.1Output 10 mA / 24 V DC1.2Output III Last max.1.3Input PT 100 / Fe-CuNi1.4Output II1.5DIP switch1.6Control voltageT:\\9081\\645094\\E00001kd.WMF2 Operationelements2.1 Interface•Current temperature readingWhen adjusting:•Set switching temperature•Set control parametersT:\\9081\\458010\\x00001td.wmf2.1Key2.2Key2.3Display2.4Up/down keys2.2 Changing the control parametersCaution:Do not change factory settings!½ Key 2.1 and key 2.2 5 seconds pressÕ Display 2.3 shows the parameter Settings ½ Select parameter with key 2.2½ Change parameter value with 2.4up/down keys Õ Display 2.3 blinks½ Save parameter value with key 2.2½ Press key 2.1 and key 2.2Õ Display 2.3 shows current actual valueControl parameters Display ParameterAdjusting range Factory settings DisplayGluing Pxx 3dxx 30Ixx 15Cxx 20txx 0Fxx 0Lxx60T:\\9081\\458010\\x00001td.wmf2.1Key 2.2Key 2.3Display2.4Up/down keysYxx Positioning degree display, current Cannot be adjusted Pxx Proportional range off, P1...P99%dxx Rate time off, 1...99sec Ixx Reset timeoff, 1...99x106sec Cxx Switching cycle time 1...99sec txx Self optimizationoff, on Fxx Actual value offset setting -19...99°C LxxInst. rating scaling Input100...600°C L10...L602.3 Changing the hysteresisThe hysteresis is the temperature difference between switching on and off due to the set point.Note:The hysteresis is set correctly at the factory.It is not permitted to alter this setting!When spare parts are supplied:• Adjust the controllerSetting values:Í S ee the table control parameters½ Press keys 2.1 and 2.2 for 5 seconds ½ Set the hysteresis function Õ Display 2.3: Hxx½ Press and hold key 2.2:Õ Display 2.3 shows current set hysteresis ½ Change the hysteresis with the up/down keys 2.41...40-1...-40° C (Set point II)½ Release key 2.2Õ Set hysteresis is saved ½ Press key 2.1 and key 2.2Õ Actual value is displayedT:\\9081\\458010\\x00103td.wmfTTemperature curve S Set point H HysteresisP1Switch-off point P2Switch-on pointT:\\9081\\458010\\x00001td.wmf2.1Key 2.2Key 2.3Display2.4Up/down keys2.4 Adjusting the set point½ Press key 2.1To change the set point:½ Press and hold key 2.1½ Set temperature with up/down 2.4keys½ Release key 2.1Õ Set point is savedT:\\9081\\458010\\x00001td.wmf2.1Key2.2Key2.3Display2.4Up/down keys。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车车门手动包边机
使用说明书
南京康达焊接设备有限公司
一,设备结构
本设备由两个部分构成:包边底模,液压包边钳。
进线电压AC380V
油路最大压强30 MPa
包边形式预包45°,包边90°
工作方式手动
整机外形尺寸依待包工件而定
二,操作方法
1)系统开机
打开控制柜上的电源开关,系统启动。
2)上件定位
人工手动将工件的拐角处用橡胶锤包边后上件,手动夹紧定位。
3)开始包边
将包边钳卡口从拐角处缺口卡入包边底模边缘的包边导向卡槽内,摁住左手手柄上的启动按钮,开始包边,边包边向前推进,整条包边结束后,摁下右手包边钳打开按钮取出包边钳机内下一条包边动作。
4)系统关机
关闭控制柜上的电源开关,电机停止运转,系统关闭,整理好包边钳管路,摆放整齐。
1。