在deform怎么看金属流线问题
DEFORM-3D基本操作指南

五、模拟参数的定义
这里定义的参数,主要是为了进行有效的数值 模拟。因为成形分析是一个连续的过程,分许多时 间步来计算,所以需要用户定义一些基本的参数: 1、总步数:决定了模拟的总时间和行程。 2、步长:有两种选择,可以用时间或每步的行程。 3、主模具:选择主运动模具。 4、存储步长:决定每多少步存一次,不要太小, 否则文件太大。
四、导入模具文件
1. 导入上下模具的几何文件。在前处理控制窗口中点击增加物体按钮 Inter Objects…进入物体窗口。可以看到在Objects列表中增加了 一个名为Top Die的物体。 2.在当前选择默认Top Die 物体的情况下,直接 选择 然后选 3.本例中选择安装目录下 DEFORM3D\V6.1\ Labs的 Block_Top Die .STL
九、定义物间关系
1.在前处理控制窗口的右上角点击 按钮,会出现一个提示,选择 Yes弹出Inter Object窗口。 2.定义物间从属关系:在v6.1中,系统会自动将物体1和后面的物体定 为从属关系(Slave-Master),即软的物体为Slave,硬的物体设为 Master。
1.点击按钮 ,进入新的窗口 2.选择剪切摩擦方式Shear,输入常摩擦系数constant,如果你对具体 的摩擦系数没有概念,可以选择工艺种类,例如,本例中的冷Cold Forming用的是Steel Die,摩擦系数系统会设为0.12,点击Close按 钮,关闭窗口。 3.回到Inter Object 窗口后选择第二 组。 4.重复1-2的操作, 将Bottom Die 和Workpiece的 摩擦系数也设 为0.12(也可以 在第2步后,点 击按钮 )
deform2d二维deform3d二维deformht热处理deformpc微机版deformf22d简化版本deformf33d简化版本deform系列软件简介deformdeform3d是一套基于工艺模拟系统的有限元系统fem专门设计用于分析各种金属成形过程中的三维3d流动提供极有价值的工艺分析数据及有关成形过程中的材料和温度的流动
DEFORM后处理操作流程
后处理
模拟运算结束后,在主控界面上单击xxx.DB文件 在Post Processor栏中单击DEFORM-3D Post按钮,进入后处理界面。
(1)观察变形过程:点击播放按钮查看成型过程;
(2)观察温度变化:在状态变量的下拉菜单中选择Temperature,点击播放按钮查看成型过程中温度变化情况;
(3)观察最大应力分布:在状态变量的下拉菜单中选择Max Stress,点击播放按钮查看成型过程中最大应力分布及其变化情况;
(4)观察最大应变分布:在状态变量的下拉菜单中选择Max Strain,点击播放按钮查看成型过程中最大应变分布及其变化情况;
(5)观察破坏系数分布:在状态变量的下拉菜单中选择Damage,点击播放按钮查看成型过程中可能产生破坏的情况;
(6)成型过程载荷:点击Load Stroke按钮,生成变形工具加载曲线图,保存图形文件为load.png;
(7)点跟踪分析:点击Point Tracking按钮,根据上图点的位置,在工件上依次点击生成跟踪点,点击Save按钮,生成跟踪信息,观察跟踪点的最大应力、最大应变、温度、破坏系数,保存相应的曲线图。
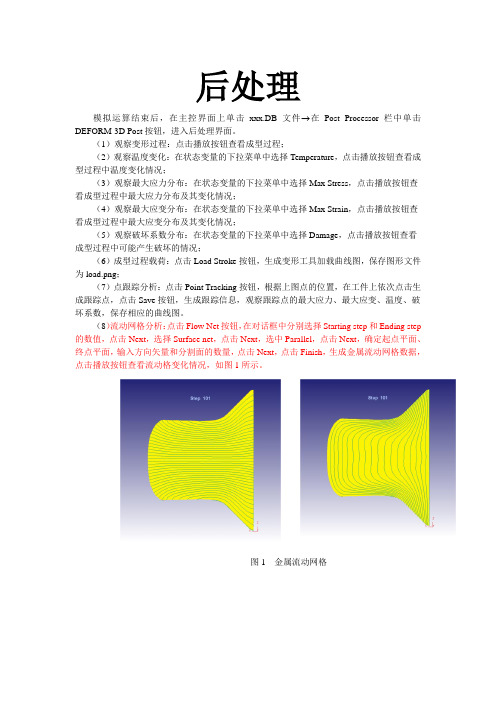
(8)流动网格分析:点击Flow Net按钮,在对话框中分别选择Starting step和Ending step 的数值,点击Next,选择Surface net,点击Next,选中Parallel,点击Next,确定起点平面、终点平面,输入方向矢量和分割面的数量,点击Next,点击Finish,生成金属流动网格数据,点击播放按钮查看流动格变化情况,如图1所示。
图1 金属流动网格。
DEFORM基本操作指南

,更加直观地了解变形过程和结果。
数据提取、分析和报告生成
在DEFORM软件中,可以通 过选择“分析”菜单下的不 同选项,提取模拟结果中的 各种数据,如位移、应力、
应变、温度等。
提取的数据可以以图表形式 展示,方便进行数据分析和
比较。
可以将提取的数据和图表导 出为报告文件,如Word、 PDF等格式,供后续分析和交 流使用。
解决方法
检查安装目录是否正确,并确保已将DEFORM添加到 系统路径中。
使用过程中遇到的常见问题及解决方法
问题1
DEFORM启动失败或崩溃
01
解决方法
02 检查是否有最新的更新或补丁
可用,并尝试重新安装或修复 安装。
问题2
03 在使用特定功能时出现问题
解决方法
04 查阅DEFORM的官方文档或
用户手册,了解该功能的使用 方法和限制。
快捷键
支持多种快捷键组合,如Ctrl+C(复制)、Ctrl+V(粘贴)、Ctrl+S(保存)等,提高操作效率。
03
前处理操作指南
导入几何模型
支持的几何模型格式
DEFORM支持多种CAD软件输出 的几何模型格式,如IGES、STEP 、STL等。
导入步骤
在DEFORM前处理界面中,选择 “文件”->“导入”->选择对应 的几何模型格式进行导入。
网格划分与边界条件设置
网格类型
DEFORM支持多种网格类型,如四面体网 格、六面体网格等,用户可以根据模型特点 和计算精度要求进行选择。
网格划分
对几何模型进行网格划分,可以通过设置网格大小 、密度等参数来控制网格质量和计算精度。
边界条件
deform操作流程

综合性实验实验报告Dform-2D仿真模拟学校:郑州航空工业管理学院院系:机电工程学院专业:材料成型及控制工程学号:姓名:指导教师:一、实验名称:Deform2D仿真模拟二、实验目的1、了解认识DEFORM软件的窗口界面。
2、了解DEFORM界面中功能键的作用。
3、掌握利用DEFORM有限元建模的基本步骤。
利用DEFOR模拟锻造成型过程。
三、实验原理DEFORM是一套基于有限元的工艺仿真系统,用于分析金属成形及其相关工业的各种成形工艺和热处理工艺。
通过在计算机上模拟整个加工过程,帮助工程师和设计人员:设计工具和产品工艺流程,减少昂贵的现场试验成本。
提高工模具设计效率,降低生产和材料成本。
缩短新产品的研究开发周期。
DEFORM-2D(二维)适用于各种常见的UNIX工作站平台(HP,SGI,SUN,DEC,IBM)和Windows-NT微机平台。
可以分析平面应变和轴对称等二维模型。
它包含了最新的有限元分析技术,既适用于生产设计,又方便科学研究。
四、实验步骤1、DEFORM前处理过程(Pre Processer)1)进入DEFORM前处理窗口。
2)了解DEFORM前处理中的常用图标3)设置模拟控制4)增加新对象5)网格生成6)材料的选择7)确立边界条件8)温度设定9)凸模运动参数的设置10)模拟控制设定11)设定对象间的位置关系12)对象间关系“Inter-Object”的设定13)生成数据库14)退出前处理窗口2、DEFORM求解(Simulator Processer)3、DEFORM后处理(Post Processer)1)了解DEFORM后处理中的常用图标。
2)步的选择3)真实应变4)金属流线5)载荷——行程曲线五、实验任务已知条件毛坯尺寸:底面半径10mm,高度20mm毛坯材料:AISI-1025[1800-2200F(1000-1200℃)毛坯温度:1200℃单元数:3000模具尺寸:宽度25,高度30上模压下量10mm,压下速度10mm/s完成如下操作(1)建立DEFORM-2D/Preprocessor圆柱体镦粗模拟分析模型,生成.DB文件。
2024Deform入门教程

Deform入门教程CONTENTS •引言•Deform软件简介•Deform基本操作•材料模型与参数设置•网格划分与边界条件•模拟过程与结果分析•常见问题及解决方案•总结与展望引言01目的和背景目的帮助初学者快速掌握Deform软件的基本操作和技能,提高数值模拟的效率和准确性。
背景Deform是一款广泛应用于金属成形、热处理、焊接等领域的数值模拟软件,具有强大的前后处理功能和精确的数值模拟能力。
软件界面和基础操作介绍Deform软件的基本界面布局、常用工具栏和菜单功能,以及文件管理和数据导入导出等基础操作。
讲解Deform软件中的材料模型、材料数据库和自定义材料参数等知识点,以及如何进行材料参数的设置和调整。
介绍Deform软件中的网格划分和重划分技术,包括网格类型、网格密度、网格质量评估和调整等方法。
详细讲解如何在Deform软件中设置边界条件、施加各种载荷和约束,以及如何处理接触和摩擦等问题。
介绍Deform软件中的模拟结果分析方法,包括变形、应力、应变、温度等物理量的计算和可视化展示,以及如何进行数据导出和报告生成等操作。
材料模型和数据库边界条件和载荷设置模拟结果分析和后处理网格划分和重划分技术教程内容概述Deform 软件简介02DEFORM 提供了全面的有限元分析功能,可以对金属成形过程中的应力、应变、温度等物理量进行准确计算。
强大的有限元分析功能软件内置了丰富的材料数据库,包括各种金属和非金属材料,用户可以根据需要选择合适的材料模型。
丰富的材料数据库DEFORM 采用了直观的图形界面设计,使得用户可以更加方便地进行模型建立、结果查看等操作。
直观的图形界面软件提供了多种求解器供用户选择,可以根据具体问题的复杂程度和计算精度要求来选择合适的求解器。
多种求解器选择软件功能与特点金属成形领域DEFORM广泛应用于金属成形领域,如锻造、挤压、轧制、拉拔等工艺过程的模拟分析。
材料研究领域DEFORM也常用于材料研究领域,通过对不同材料的成形过程进行模拟分析,可以研究材料的变形行为、组织演变等问题。
DEFORM-3D学习笔记资料讲解
Iteration菜单——求解,迭代方法设定菜单。对于典型的成形模拟,系统默认的方法就能计算很好,系统默认的迭代方法是直接迭代法。系统默认的收敛误差值对常规模拟也是合适的,不需修改。以下三种情况可以使用松弛求解法,利用直接迭代法来模拟:
(1)弹性或弹塑性物体
(2)多个变形物体
(3)模具是由载荷步控制的。
Process Condition菜单——工艺条件设定菜单。
Advanced菜单——高级设定菜单。当前模拟时间在【current global time】栏中显示,用户通过此栏可知目前模拟经过的时间。点击【user Defined】用户可设定用户变量,可以添加自定义变量不超过10个
接触——选择定位物体和参考物-在【Approach Direction】前进方向一栏定义移动方向-在【Interference】定义接触值-点击【Apply】——点击【OK】.
旋转——在【Center】指定旋转中心,【Axis】指定旋转轴和【Angle】相对旋转角度(可用鼠标指定中心和轴也可直接输入值)
Date Extraction-提取选定步的变量信息。首先在模拟步中选定要分析的模拟步-选定要分析的物体-在【Variable】栏中选定要分析的变量-点击【Extract】,选定存储路径保存,可用记事本等打开。
State Variable-选取要分析的变量。选定要分析的变量-【Type】栏中选取变量显示方式(等高线、云图等显示方式)-选取显示比例-【OK】
前处理窗口:点击【DEFORM-3D Pre】进入DEFORM-3D的通用前处理界面。点击【Machining [Cutting]】进入DEFORM-3D的机加工向导界面,它包括车削,钻削,铣削等机加工工艺。点击【Forming】进入DEFORM-3D的成形向导界面,它包括冷成形,温成形,热成形等工艺。点击【Die Stress Analysis】进入DEFORM-3D的模具分析向导界面。点击【Cogging】进入DEFORM-3D的粗轧向导界面。
deform问题总结
本人是刚刚学习deform的新手,希望哪位高手指点一下,如何能分析和模拟在锻造生产中的缺陷产生,例如折叠,断裂等?折叠可以看网格,断裂就是看损伤,如果设置断裂和删除准则,可以直接看到断裂晶粒流动、金属微结构和缺陷产生发展情况等。
DEFORM- 3D功能与2D类似,但它处理的对象为复杂的三维零件、模具等。
- 不需要人工乾预,全自动网格再剖分。
- 前处理中自动生成边界条件,确保数据准备快速可靠。
- DEFORM- 3D模型来自CAD系统的面或实体造型(STL/SLA)格式。
- 集成有成形设备模型,如:液压压力机、锤锻机、螺旋压力机、机械压力机、轧机、摆辗机和用户自定义类型(如胀压成形)。
- 表面压力边界条件处理功能适用于解决胀压成形工艺模拟。
- 单步模具应力分析方便快捷,适用于多个变形体、组合模具、带有预应力环时的成形过程分析。
- 材料模型有弹性、刚塑性、热弹塑性、热刚粘塑性、粉末材料、刚性材料及自定义类型。
- 实体之间或实体内部的热交换分析既可以单独求解,也可以耦合在成形模拟中进行分析。
- 具有FLOWNET和点迹示踪、变形、云图、矢量图、力-行程曲线等后处理功能。
- 具有2D切片功能,可以显示工件或模具剖面结果。
- 程序具有多联变形体处理能力,能够分析多个塑性工件和组合模具应力。
- 后处理中的镜面反射功能,为用户提供了高效处理具有对称面或周期对称面的机会,并且可以在后处理中显示整个模型。
- 自定义过程可用于计算流动应力、冲压系统响应、断裂判据和一些特别的处理要求,如:金属微结构,冷却速率、机械性能等。
其它- DEFORM 软件持续升级,并支持定期培训。
- 定期举行DEFORM用户会。
- 输出结果包括图形、原始数据、硬拷贝和动画。
- HTML格式的在线帮助(web browser)。
- SFTC为DEFORM 材料数据库提供了146 种材料的宝贵数据。
冷挤成形零件万向节十字轴(请留意两图的的网格质量)DEFORM -3D 是一套基于工艺模拟系统的有限元系统(FEM),专门设计用于分析各种金属成形过程中的三维(3D) 流动,提供极有价值的工艺分析数据,有关成形过程中的材料和温度流动。
DEFORM金属成形及热处理模拟解决方案

DEFORM金属成形及热处理模拟解决方案1DEFORM锻造、拉拔模拟方案DEFORM锻压数值模拟可实现适热、冷、温状态下的自由锻、模锻、开坯、墩粗、拉拔、挤压等成形工艺的仿真分析,提供极有价值的工艺分析数据:➢通过锻造、拉拔全过程模拟,获得成形产品形状及尺寸,有助于分析锻件、管材、棒材等横向缺陷发生的原因;多工步成形过程模拟➢获得成形过程工件应力场、应变场及速度场分布;➢提高模内金属流动现象,分析材料流动规律;➢预测成形缺陷,包括裂纹、拉痕、凹坑、缩径、折叠、填充不足等;裂纹折叠➢可优化工艺参数,包括成形吨位、拉拔力、拉拔速度、润滑方案、锻造温度、拉坯截面形状等;➢分析及优化模具结构,包括模具内腔、模具孔径、孔型,入模锥角等;不同孔径及毛坯的优化➢获得模具应力场数据,分析模具强度,模具磨损。
模具主应力和等效应力2DEFORM轧制模拟方案DEFORM轧制模拟可以实现有色金属及钢等的管材、板材及其他型材的连轧、滚轧、扩孔等工艺,预测成形尺寸、成形缺陷等结果,提供快速全面的工艺优化模拟方案:➢根据工艺流程,实现冷轧、热轧的成形过程,预测成形产品形状及尺寸、有助于分析缺陷的产生。
➢预测轧制过程中出现的折叠、塔型卷曲、壁厚不均、变形扭曲、流线紊乱等轧制缺陷。
➢获得成形过程金属应力、应变、速度、损伤、温度等场变量数据。
应力云图及板型尺寸变化➢分析轧制过程金属流动规律,有助于成形方式的控制。
➢优化工艺参数,包括轧制速度、轧制道次、轧制厚度等。
➢耦合模具应力分析,可判断轧辊发生弹性变形对轧制效果的影响。
➢可模拟复合材料的轧制过程,研究复合材料的成形特型。
3DEFORM微观组织模拟方案DEFORM采用元胞自动机及蒙特卡洛法实现微观组织相图及演变过程的可视化模拟,通过耦合结构及温度,获得成形过程及热处理过程中微观组织的模拟分析,提供多方面的分析方案:➢模拟微观组织在锻造、轧制、自由锻等成形过程、热处理过程及加热、冷却过程的演变;自由锻过程晶粒细化分布(红色为细化部分)➢ 模拟晶粒生长,分析整个过程的晶粒尺寸变化;➢ 计算成形及热处理过程中的回复再结晶现象,包括动态再结晶、中间动态再结晶及静态再结晶;➢ 通过微观演变预测总体性能,避免缺陷;➢ 模拟微观组织相的转变,提供转变时间、转变温度及任一时刻的微观演变结果;马氏体转变率分布云图及残余应力云图 ➢ 用户可二次开发自己的晶粒演变模型用于微观组织计算,验证新的演变模型的可行性;➢ 具有元胞自动机法、蒙特卡洛法等计算方法,可现实微观组织相图、晶粒尺寸、晶界及晶向,实现微观组织演变的可视化观测;➢ 分析成形过程中晶粒织构的变化情况,有助于优化成形工艺;ε =0 ε = 0.01 ε = 0.3 ε = 1.24 DEFORM 热处理模拟方案金属的热处理工艺,主要包括钢的奥氏体化,渗碳,淬火,回火,有色金属的金相固溶沉淀、应力松弛。
金属流线检查方法

金属流线检查方法内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)重庆荆江汽车半轴有限公司查看金属流线方法1.金属流线的定义:.金属流线又叫——锻造流线。
是热模锻件在型腔中流动情况的一种检查方法,如果流线是不正常的、乱流、回流、窝流等未按设计者的要求进行流动,就属于不正常。
2.金属流线查看前准备:“使用1:1盐酸水溶液加热到60~80度之间煮15分钟分钟”是热酸蚀,还可以用冷酸蚀的办法硝酸1份,盐酸3份或硫酸铜100g,盐酸和水各500ml; .想取得明显的金属流线主要在锻造过程中取得,让金属沿着一个方向变形就是了,跟锻造温度,含碳量,杂质量的关系不大.不过锻造温度,含碳量,杂质量对产品的最终产品性能影响较大;.看锻造零件的金属流线,把零件切开后进行腐蚀,然后看纹路是否有金属流线了;没有相应的国家标准,因为流线与锻件的外形有关,只要和外形一致就好了。
模锻件检查金属的流线,一般用热酸洗;金属的流线是金属在变形加工中较软的杂质被拉长形成的线,可已经热酸洗后观察。
流线是金属中的低熔点成分和带状组织偏析在轧制或挤压时伸展而形成的。
同时,铸锭的晶粒在轧制过程中也被拉长成条状。
经过再结晶加热过程能使长条形晶粒恢复成等轴晶粒,但是由于低熔点成分和带状组织伸长所形成的条纹分布仍然存在。
在钢材的纵向截面上经抛光和酸浸后,用肉眼可以看到这种条纹状的线条。
这种宏观组织称为纤维组织,又称为流线。
不能认为合理分布的流线是一种缺陷。
因为几乎所有经过轧制、挤压或锻造的金属型材、制件中都存在着流线。
但是应认识到由于这种流线的分布,会引起在性能上各向异性反映。
试验也表明:在钢中顺纤维方向切取的试样机械性能要比横纤维方向试样的高。
因此,控制流线的合理分布;了解应力与流线分布及机械性能间的关系是至为重要的。
3.塑性成形金属在加热时组织和性能的变化.加热时的组织和性能变化要消除形变强化而产生的残余应力,必须对冷态下的塑性变形金属加热,因为金属塑性变形后晶体的晶格畸变,处于不稳定状态,它虽有自发地恢复到原来稳定状态的趋势,但在室温下,原子活动能量小,不可能自行恢复到未变形前的稳定状态。
6061铝合金复合挤压的缺陷分析

准25
图 1 试样挤压前后示意图 Fig.1 Samples before and after extrusion
92
Hot Working Technology 2010, Vol.39, No.17
上半月出版
Casting·Forging·Welding 金属铸锻焊技术
表 2 挤压后三试样对应 H 和 h 值 Tab.2 H and h value of samples after extrusion
1 实验材料及方法
1.1 实验材料 实验原材料为 6061 铝合金, 其化学成分见 表
1。 加工成 3 个尺寸为 准25 mm×H0(H0 分别为 23.1、
表 1 6061 铝合金的化学成分(质量分数,%) Tab.1 Chemical composition of 6061 aluminium alloy(wt%)
在冷挤压过程中, 金属流动具有极大的不均匀 性。外部摩擦、模具结构、零件的各种复杂几何形状、 材料的硬化等, 均使金属的流动更加复杂。 对于这 些问题的深入研究, 是正确设计冷挤压成形方案和 模 具 设 计 的 基 础 ,并 且 有 助 于 保 证 挤 压 件 的 质 量 [2]。
本文通过物理实验和数值模拟两种途径研究 6061 铝合金 H 形复合挤压时金属流动的规律,讨论 工件内的涡流、空洞等缺陷,并提出防止措施。
0 5000 10000 15000 20000
0 1000 2000 3000 4000
行程 / μm
行程 / μm
行程 / μm
图 3 各试样行程载荷曲线
Fig.3 Load - stroke curves of different samples
金属流线检查方法
重庆荆江汽车半轴有限公司查看金属流线方法1.金属流线的定义:1.1.金属流线又叫——锻造流线。
是热模锻件在型腔中流动情况的一种检查方法,如果流线是不正常的、乱流、回流、窝流等未按设计者的要求进行流动,就属于不正常。
2.金属流线查看前准备:1.1 “使用1:1盐酸水溶液加热到60~80度之间煮15分钟分钟”是热酸蚀,还可以用冷酸蚀的办法硝酸1份,盐酸3份或硫酸铜100g,盐酸和水各500ml;1.2.想取得明显的金属流线主要在锻造过程中取得,让金属沿着一个方向变形就是了,跟锻造温度,含碳量,杂质量的关系不大.不过锻造温度,含碳量,杂质量对产品的最终产品性能影响较大;1.3.看锻造零件的金属流线,把零件切开后进行腐蚀,然后看纹路是否有金属流线了;没有相应的国家标准,因为流线与锻件的外形有关,只要和外形一致就好了。
模锻件检查金属的流线,一般用热酸洗;金属的流线是金属在变形加工中较软的杂质被拉长形成的线,可已经热酸洗后观察。
流线是金属中的低熔点成分和带状组织偏析在轧制或挤压时伸展而形成的。
同时,铸锭的晶粒在轧制过程中也被拉长成条状。
经过再结晶加热过程能使长条形晶粒恢复成等轴晶粒,但是由于低熔点成分和带状组织伸长所形成的条纹分布仍然存在。
在钢材的纵向截面上经抛光和酸浸后,用肉眼可以看到这种条纹状的线条。
这种宏观组织称为纤维组织,又称为流线。
不能认为合理分布的流线是一种缺陷。
因为几乎所有经过轧制、挤压或锻造的金属型材、制件中都存在着流线。
但是应认识到由于这种流线的分布,会引起在性能上各向异性反映。
试验也表明:在钢中顺纤维方向切取的试样机械性能要比横纤维方向试样的高。
因此,控制流线的合理分布;了解应力与流线分布及机械性能间的关系是至为重要的。
3.塑性成形金属在加热时组织和性能的变化3.1.加热时的组织和性能变化要消除形变强化而产生的残余应力,必须对冷态下的塑性变形金属加热,因为金属塑性变形后晶体的晶格畸变,处于不稳定状态,它虽有自发地恢复到原来稳定状态的趋势,但在室温下,原子活动能量小,不可能自行恢复到未变形前的稳定状态。
2024版Deform详细教程(苍松书苑)

Deform详细教程(苍松书苑)•引言•Deform 软件概述•Deform 软件安装与配置•Deform 软件基本操作•建模与网格划分技术•材料属性定义及数据库管理•模拟计算过程控制与结果分析•高级功能应用与拓展目录引言教程目的和背景教程目的背景介绍苍松书苑介绍苍松书苑概述教程特色学习资源Deform软件概述直观的图形界面提供友好的图形界面,方便用户进行模型建立、结果查看等操作。
用户可以根据实际工艺需求,自定义工艺参数和边界条件。
丰富的材料数据库内置大量金属材料的物理和力学性能数据,方便用户进行模拟分析。
强大的模拟功能形工艺的模拟,包括锻造、轧高精度分析软件功能和特点机械制造领域金属成形领域航空航天领域科研与教育领域汽车制造领域应用领域和范围Deform软件安装与配置系统要求和硬件配置Windows内存至少处理器显卡硬盘空间Intel 或AMD 多核处理器,推荐Intel i5或更高系统要求和硬件配置1. 下载软件访问Deform官方网站或授权下载站点,下载最新版本的Deform安装程序。
0203双击下载的安装程序,开始安装向导。
阅读并同意软件许可协议。
2. 运行安装程序01020304013. 选择安装目录选择合适的安装目录,建议安装在非系统盘符下。
4. 等待安装完成安装程序将自动完成软件的安装过程,包括复制文件、创建快捷方式等。
01 02 034. 保存配置完成配置后,点击“保存”或“应用”按钮,使配置生效。
Deform软件基本操作用户界面介绍主界面图形界面命令行界面基本操作命令模型创建与编辑提供丰富的建模工具,支持模型的创建、修改和编辑,包括基本几何体、复杂曲面等。
材料定义与属性设置允许用户定义材料并设置其物理和机械属性,如弹性模量、泊松比、屈服强度等。
网格划分与控制提供灵活的网格划分工具,支持网格的自动生成、手动调整和局部加密等操作。
文件管理和数据导入导文件格式支持数据导入数据导出建模与网格划分技术几何建模曲面建模实体建模030201建模方法介绍网格划分原则及技巧网格类型选择根据模型特点和求解需求,选择合适的网格类型,如四面体网格、六面体网格、混合网格等。
2024版Deform详细教程学习教案

实例演示:材料属性与边界条件设置
1
实例背景
假设我们要模拟一个铝合金板的冲压过程, 需要设置铝合金的材料属性和冲压模具的 边界条件。
2
材料属性设置
首先,我们需要在Deform中定义铝合金 的密度、弹性模量、泊松比和屈服强度等 物理和机械属性。这些属性可以通过查找 铝合金的材料手册或实验数据获取,并输 入到软件中进行设置。
热-流耦合分析
研究材料在热流作用下的传热和流 动特性。
优化设计方法与案例分享
形状优化
通过改变结构形状来优化性能, 如减小应力集中、提高刚度等。
拓扑优化
在给定设计空间内寻找最优材料 分布,实现轻量化设计。
参数优化
调整设计参数,如尺寸、角度等, 以优化目标函数。
自定义函数及二次开发简介
自定义函数
用户可编写自己的函数,实现特定功能或改进算 法。
3
边界条件设置
接下来,我们需要设置冲压模具的边界条 件。假设模具是刚性的,我们可以在模具 上选择特定的节点,并指定其位移为零, 以模拟模具的固定不动。同时,我们还需 要在铝合金板上施加压力载荷,以模拟冲 压过程中的力学行为。这些边界条件可以 通过Deform的图形界面或命令行方式进 行设置,确保模拟的准确性。
02
03
通过多个案例的学习,熟悉了 Deform在金属成形、热处理等领 域的应用。
04
未来发展趋势预测
01
随着计算机技术的不断发展, 有限元分析软件的计算效率和 精度将不断提高,使得更复杂 的工程问题得以解决。
02
材料数据库将不断完善,为有 限元分析提供更准确、全面的 材料性能数据。
03
人工智能、机器学习等技术的 引入,将进一步提高有限元分 析的自动化和智能化水平。
金属流线检验方法

金属流线检验方法
首先呢,你得把要检验的金属样本准备好。
这个样本啊,可不能随随便便拿一块就行,要选择能代表你想要检验的那一批金属的哦。
我觉得吧,最好是从不同的部位选取一些样本,这样会更全面些。
接下来呢,就是对样本进行初步的处理啦。
这一步啊,就是要让样本表面尽可能的干净、平整。
怎么弄呢?你可以用一些简单的工具,像砂纸之类的东西打磨一下。
不过,打磨的时候可别太用力了,不然可能会破坏样本的一些特性呢。
然后呢,就是观察的环节啦。
这时候你可以借助一些工具,比如说显微镜。
当然啦,要是没有显微镜,你也可以用一些简单的放大工具试试,虽然效果可能没有显微镜那么好,但有时候也能看出个大概来。
在观察的时候要仔细看金属的纹理,那些纹理就是金属流线啦。
再然后呢,就是记录的工作啦。
把你观察到的金属流线的情况记录下来。
这个记录啊,可以简单一点,比如说画个草图,或者简单描述一下。
我觉得这一步可以根据自己的习惯来,不用太死板。
最后,可别忘了总结分析哦!把前面记录的内容综合起来分析一下,看看这个金属的质量到底怎么样。
刚开始可能会觉得这一整套流程有点麻烦,但习惯了就好了!。
DEFORM基本操作指南

.stl格式文件的生成
Pore软件建模完成后以.stl格式保存副本,然后 将“偏差控制”中的“弦高”和“角度控制”两个参数设为“0”后便可生成。 UG软件建模完成后可以直接以.stl格式形式文件导出。
二、网格划分
DEFORM软件是有限元系统 FEM ,所 以必须对所分析的工件进行网格划分。 在DEFORM-3D中,如果用其自身带的网格 剖分程序,只能划分四面体单元,这主要是为了 考虑网格重划分时的方便和快捷。但是它也接收 外部程序所生成的六面体 砖块 网格。网格划 分可以控制网格的密度,使网格的数量进一步减 少,但不至于在变形剧烈的部位产生严重的网格 畸变。
五、模拟参数的定义
这里定义的参数,主要是为了进行有效的数值 模拟。因为成形分析是一个连续的过程,分许多时 间步来计算,所以需要用户定义一些基本的参数: 1、总步数:决定了模拟的总时间和行程。 2、步长:有两种选择,可以用时间或每步的行程。 3、主模具:选择主运动模具。 4、存储步长:决定每多少步存一次,不要太小, 否则文件太大。
Excellent handout training template
DEFORM基本操作指南
DEFORM系列软件是由美国的科学成形技术公司 Science Forming Technology Corporation 开发的。该系列软件主要应用于金属塑性加工、热处理等工艺数值模拟。目前,DEFORM软件己经成为国际上流行的金属加工数值模拟的软件之一。主要软件产品有: DEFORM-2D 二维 DEFORM-3D 二维 DEFORM-HT 热处理 DEFORM-PC 微机版 DEFORM-F2 2D简化版本 DEFORM-F3 3D简化版本
金属塑性成形的前处理
DEFORM-3D软件的模块结构是由前处理器、模拟处理器、后处理器三大模块组成。 前处理是有限元分析的主要步骤,它所占用的操作时间占到用户操作时间的80%,有很多定义都是在前处理阶段进行的。前处理主要包括 步骤 : 1、几何模型建立或导入 2、网格划分 3、材料定义 4、物体的接触和摩擦定义 5、模拟参数的设定 6、数据库文件的生成
Deform使用简明步骤
Deform-3D(version6.1)使用步骤Deform—3D是对金属体积成形进行模拟分析的优秀软件,最近几年的工业实践证明了其在数值模拟方面的准确性,为实际生产提供了有效的指导。
Deform—3D的高度模块化、友好的操作界面、强大的处理引擎使得它在同类模拟软件中处于领先地位。
以下将分为模拟准备、前处理、求解器、后处理四部分简要介绍Deform—3D的使用步骤。
一、模拟准备模拟准备阶段主要是为模拟时所用的上模、下模、坯料进行实体造型,装配,并生成数据文件。
实体造型可通过UG、Pro-e、Catia、Solidworks等三维作图软件进行设计,并按照成形要求进行装配,最后将装配体保存为STL格式的文件。
该阶段需要注意的是STL格式的文件名不能含有中文字符;另外对于对称坯料,为了节省求解过程的计算时间并在一定程度上提高模拟精度(增加了网格数量),可把装配体剖分为1/4,1/8或更多后再进行保存。
二、前处理前处理是整个数值模拟的重要阶段,整个模拟过程的工艺参数都需要在该阶段设置,各参数设置必须经过合理设置后才能保证模拟过程的高效性和模拟结果的准确性。
首先打开软件,新建(new problem)→选择前处理(Deform-3D preprocessor)→在存放位置(Problem location)选项卡下选择其他(other location)并浏览到想要存放deform 模拟文件的文件夹→下步的problem name可任意填写。
注意:所有路径不能含有中文字符。
simulation controls)→改变单位(units)为SI,接受弹出窗口默认值;选中模式(mode)选项卡下热传导(heat transfer)。
导入坯料、模具并设置参数:导入毛坯:1、general:通常采用刚塑性模型即毛坯定义为塑性(plastic),之后导入的模具定义为刚性(rigid);温度(temperature):根据成形要求设定坯料预热温度(温热成形时一定注意);材料(material):点击load选择毛坯材料,若材料库中没有对应的材料可选择牌号相近的。
金属流线检查方法
重庆荆江汽车半轴有限公司--(二)查看金属流线方法1.金属流线的定义:1.1.金属流线又叫——锻造流线。
是热模锻件在型腔中流动情况的一种检查方法,如果流线是不正常的、乱流、回流、窝流等未按设计者的要求进行流动,就属于不正常。
2.金属流线查看前准备:1.1 “使用1:1盐酸水溶液加热到60~80度之间煮15分钟分钟”是热酸蚀,还可以用冷酸蚀的办法硝酸1份,盐酸3份或硫酸铜100g,盐酸和水各500ml;1.2.想取得明显的金属流线主要在锻造过程中取得,让金属沿着一个方向变形就是了,跟锻造温度,含碳量,杂质量的关系不大.不过锻造温度,含碳量,杂质量对产品的最终产品性能影响较大;1.3.看锻造零件的金属流线,把零件切开后进行腐蚀,然后看纹路是否有金属流线了;没有相应的国家,因为流线与锻件的外形有关,只要和外形一致就好了。
模锻件检查金属的流线,一般用热酸洗;金属的流线是金属在变形加工中较软的杂质被拉长形成的线,可已经热酸洗后观察。
流线是金属中的低熔点成分和带状组织偏析在轧制或挤压时伸展而形成的。
同时,铸锭的晶粒在轧制过程中也被拉长成条状。
经过再结晶加热过程能使长条形晶粒恢复成等轴晶粒,但是由于低熔点成分和带状组织伸长所形成的条纹分布仍然存在。
在钢材的纵向截面上经抛光和酸浸后,用肉眼可以看到这种条纹状的线条。
这种宏观组织称为纤维组织,又称为流线。
不能认为合理分布的流线是一种缺陷。
因为几乎所有经过轧制、挤压或锻造的金属型材、制件中都存在着流线。
但是应认识到由于这种流线的分布,会引起在性能上各向异性反映。
试验也表明:在钢中顺纤维方向切取的试样机械性能要比横纤维方向试样的高。
因此,控制流线的合理分布;了解应力与流线分布及机械性能间的关系是至为重要的。
3.塑性成形金属在加热时组织和性能的变化3.1.加热时的组织和性能变化要消除形变强化而产生的残余应力,必须对冷态下的塑性变形金属加热,因为金属塑性变形后晶体的晶格畸变,处于不稳定状态,它虽有自发地恢复到原来稳定状态的趋势,但在室温下,原子活动能量小,不可能自行恢复到未变形前的稳定状态。
DEFORM金属成形技术的发展与应用

DEFORM金属成形技术的发展与应用DEFORM是在一个集成环境内综合建模、成形、热传导和成形设备特性进行模拟仿真分析。
适用于金属冷、温、热成形,提供极有价值的工艺分析数据。
如:材料流动、模具填充、锻造负荷、模具应力、晶粒流动、金属微观结构和缺陷产生发展情况等。
金属成形工艺及模具是加工制造业重要的生产方式及装备,随着金属制造业的迅速发展以及金属制品在电子、机械、汽车、航空航天和船舶等工业部门的推广应用,产品的生产质量以及产品对模具设备的要求将越来越高,传统的模具设计方法和靠经验的工艺生产方式已无法适应产品更新换代和提高质量的要求。
一、CAE技术在金属成形市场上的重要性与需求计算机辅助工程CAE技术已成为金属产品开发、模具设计及产品加工中薄弱环节的最有效途径。
同传统的模具设计相比,CAE技术无论在提高生产率、保证产品质量,还是在降低成本、减轻劳动强度等方面,都具有很大优越性。
近些年,CAE技术在汽车、家电、电子通讯、模具制造、日用品等领域逐步地得到了广泛应用。
当今,金属成形工艺及模具的设计不但要采用CAD技术,而且还要采用CAE技术,这是发展的必然趋势。
传统的金属成形方法是在正式生产前,由于设计人员凭经验和直觉设计模具、设定成形工艺,模具加工并装配完毕后,需要多次试模,发现问题后,不仅需要重新设计成形工艺、工艺参数,甚至还需要修改金属制品和模具设计,这种“试错”的研发模式势必增加生产成本,延长产品开发周期。
采用CAE技术,可以通过计算机模拟代替试模,提供了从产品设计到生产的完整解决方案。
在模具制造前,预测产品整个成形过程,帮助研判潜在的问题,有效地防止问题发生,大大缩短了开发周期,降低生产成本,在金属成形时市场上发挥着越来越重要的作用。
二、CAE技术在金属成形领域的重要应用采用CAE技术可以全面解决金属成形过程中出现的问题,指导模具设计。
CAE计算机模拟技术能成功地应用于产品成形工艺优化设计、模具设计开发、成形缺陷预测及热处理等方面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
打开需分析零件的后处理窗口,然后将坯料单独显示(不显示模具),点击 FLOW NET图标,选择你需要查看流线的起始步,如用鼠标在step 10上面点击一下,然后点选右边蓝
色的箭头,同样,选择一个终点步(如选择70)。
这里需要说明的是,这里选择的步数越多,稍后的运算就越慢,但是你可以看到的流线分析的步数就越多。
然后选择NEXT,然
后选择Grid,点击下一步,选择您欲观察流线的剖切面,默认情况下可以拖动滑块,。
在这里,默认是一个点加一个面来剖分,还可以使用3个点来定义一个剖分面。
当然,如果您
要查看的面不止一个方向,可以选择下面的Add 按钮,来增加剖分面。
接着,点击下一步,。
将对话框中中的数字改大一点(这个数字体现出网格的疏密程度),点击预览,观
察网格的疏密程度。
本对话框中的其他选项的意义:左边的灰色框内表示定义网格的方式,第一个为网格总数,第二个为网格横向和纵向的间隔,右边的最上面的为网格旋转角度,Shift 表示网格平移,高级选项里表示网格是否有边界,以及网格是否水平或垂直。
然后选
择下一步,出现新的对话框,不做任何调整,继续点击Finish。
你可以看到窗口的左下角
有进度条在显示。
当进行到100%以后,点击Sading按钮,坯料被带色显示,而且你刚才
划分的剖面也会以绿色的粗线条显示。
接着点击剖切按钮,对零件进行剖切,剖切面的选
择最好和之前选的剖切面接近,但不要将之前的剖切面覆盖,稍微留一点缝隙。
接下来将
坯料摆正,然后点击播放按钮,每点击一步,相应的网格就会发生变化。
在 FLOW NET
这个图标里,还有很多功能都是很实用的,可以自己尝试一下。