JIS Z3262-1998 铜及铜合金硬钎焊料
铜基钎料钎焊碳_碳复合材料的组织及强度
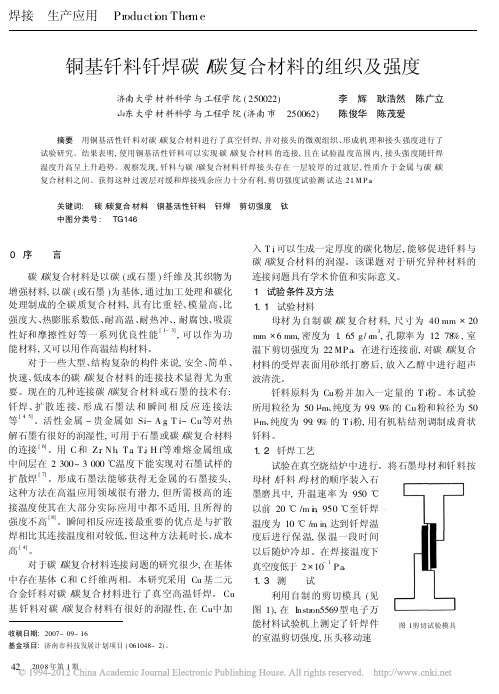
焊接 生产应用 Producti on The m e 2008年第1期铜基钎料钎焊碳/碳复合材料的组织及强度济南大学材料科学与工程学院(250022) 李 辉 耿浩然 陈广立山东大学材料科学与工程学院(济南市 250062) 陈俊华 陈茂爱摘要 用铜基活性钎料对碳/碳复合材料进行了真空钎焊,并对接头的微观组织、形成机理和接头强度进行了试验研究。
结果表明,使用铜基活性钎料可以实现碳/碳复合材料的连接,且在试验温度范围内,接头强度随钎焊温度升高呈上升趋势。
观察发现,钎料与碳/碳复合材料钎焊接头存在一层较厚的过渡层,性质介于金属与碳/碳复合材料之间。
获得这种过渡层对缓和焊接残余应力十分有利,剪切强度试验测试达21M P a 。
关键词: 碳/碳复合材料 铜基活性钎料 钎焊 剪切强度 钛中图分类号: TG1460 序 言碳/碳复合材料是以碳(或石墨)纤维及其织物为增强材料,以碳(或石墨)为基体,通过加工处理和碳化处理制成的全碳质复合材料,具有比重轻、模量高、比强度大、热膨胀系数低、耐高温、耐热冲、,耐腐蚀、吸震性好和摩擦性好等一系列优良性能[1-3],可以作为功能材料,又可以用作高温结构材料。
对于一些大型、结构复杂的构件来说,安全、简单、快速、低成本的碳/碳复合材料的连接技术显得尤为重要。
现在的几种连接碳/碳复合材料或石墨的技术有:钎焊、扩散连接、形成石墨法和瞬间相反应连接法等[4,5]。
活性金属-贵金属如Si-A g ,T i-Cu 等对热解石墨有很好的润湿性,可用于石墨或碳/碳复合材料的连接[6]。
用C 和Zr ,Nb ,Ta ,T,i H f 等难熔金属组成中间层在2300~3000 温度下能实现对石墨试样的扩散焊[7]。
形成石墨法能够获得无金属的石墨接头,这种方法在高温应用领域很有潜力,但所需极高的连接温度使其在大部分实际应用中都不适用,且所得的强度不高[8]。
瞬间相反应连接最重要的优点是与扩散焊相比其连接温度相对较低,但这种方法耗时长、成本高[4]。
金基钎料简介
为 1 ~ 1 % , 最 佳 范 围 是 3 ~ 1 。 。 o 其 0 随 着 半 导 体 工 业 的 发 展 , 现 了 一 些 低 熔 出 点 金 基 钎 料 , 些钎 料 都 是 共 晶 成分 合 金 , 点 这 熔
栓 向 栓 脚 流 动 , 得 良好 的 钎 焊 效 果 。 获
Au I —n系 钎 料
好 的延 展 性 。该 钎 料 在 最 佳 温 度 范 围内 可 用 于 陶 瓷焊 陶 瓷 、 瓷 焊 金 属 、 属 焊 金 属 。 。 陶 金
Au Ni - — Cu钎 料
该 钎 料 有 良 好 的 流 动性 , 比 AuC 它  ̄ u钎 料 具 有 更 好 的 润 湿 性 能 , 的熔 点 较 高 , 用 作 电 它 可 真空器件的 第一级钎焊 料 , 钎焊铜 、 伐、 、 可 可 钼
1 金 基 钎 料 的 种 类
() — 1 Au Cu系 钎 料
金 与 铜 形 成 连 续 固 溶 体 , 且 固 相 线 与 渡 而 相 线 的 间 隔 都 很 小 , 以 Au C 所 — u钎 料 的 塑 性 很 好 , 制 成 各 种 形 状 。 根 据 不 同 比例 , 配 成 各 可 可 种 不 同 熔 点 的 AuC — u钎 料 , 随 铜 含 量 的 增 但 加 , 蚀 性 逐 渐 降 低 。 。 Au C 耐 — u钎 料 的 蒸 气 压 低 , 金 元 素 不 易挥 发 , 别 适 用 于 电真 空 器 件 合 特 的 钎 焊 。 AuCu钎 料 中 , 点最 低 ( 1 ℃ ) 在 — 熔 91 的 Au 2C 一0 u钎 料 , 工 业 上 应 用 最 广 , 种 Au 在 各 — Cu系 钎 料 的 成 份 和 性 质 见 表 1 AuC 。 — u钎 料 有 合 适 的熔 点 、 好 的 流 动性 和 填 充 微 小 间 隙 的 很 能力 , 铜 、 、 、 、 、 、 、 等金 属 及 其 对 镍 铁 钴 钨 钼 钽 铌 合 金 都 有 良好 的 润 湿 性 它与 基 体 金 属 相 互 间 不 发 生 明 显 的 化 学 作 用 , 而 钎 焊 后 不 会 降 低 因 工 件 的 强 度 和 尺 寸 精 度 。 它 广泛 应 用 于 真 空 器
焊料成分性能分析
焊料成分、性能分析(1)杭州辛达狼焊接科技有限公司王大勇1.焊料焊料是钎焊用材料,已有 4000 余年的使用历史,其熔点比被焊母材低。
钎焊过程中将焊料加热到高于焊料熔点,而低于母材熔点的温度,焊料熔化后填充接头间隙并与母材发生冶金作用,从而实现材料的连接。
用焊料焊接材料具有灵活、简单、不需大的设备投资等优点,在电气工程材料领域占据极为重要的地位。
焊料的种类较多,根据熔点可分为软焊料和硬焊料两大类。
通常将熔点低于 450℃的焊料称为软焊料,而熔点高于 450℃的焊料称为硬焊料。
电气工程用软焊料包括锡铅、锡基无铅、金基、铟基、铋基和锌基焊料等;所用硬焊料包括银基和铜基焊料等。
1.1 焊料型号和牌号的表示方法1.1.1焊料的型号GB/T6208-1995《焊料型号表示方法》规定,焊料的型号由两部分构成:第一部分用大写字母来表示焊料的类型,“ S”表示软焊料,“B”表示硬焊料;第二部分合金主元素符号构成,且每个型号最多只能标出六个元素符号。
型号表示方法及示例如下:1.1.2焊料的牌号原机械工业部编写的《焊接材料产品样本》规定,焊料牌号由三部分构成:(1)字母“HL”表示焊料;(2)牌号的第 1 位数字表示焊料的化学组成类型,见表 4.7-1 ;(3)牌号的第2、3位数字表示同一类焊料的不同牌号。
牌号表示方法示例如下:表 4.7-1 焊料牌号中第 1 位数字的含义牌号化学组成类型牌号化学组成类型HL1××铜锌合金HL5××锌合金HL2××铜磷合金HL6××锡铅合金HL3××银合金HL7××镍基合金HL4××铝合金1.2 焊料的选用原则焊料的种类较多,其选用主要遵循以下原则:(1)主成分尽量与母材主成分相同,焊料的成分与母材相同,钎焊时具有良好的润湿性。
(2)熔点合适,即焊料的液相线温度要低于母材固相线温度至少40-50℃(3)焊料中的某一重要组元应能与母材产生液态互溶,从而能形成牢固的结合。
JIS_Z_3282焊锡
焊錫-化學成分及形狀JIS Z 3282: 2006(JWES)2006年3月25日修訂(日本標準協會發行)1目錄序文 (1)1.适用范围 (1)2.引用标准 (1)3.定义 (1)4. 合金系,种类及记号 (1)4.1合金系及种类 (1)4.2记号 (1)5. 外观 (5)6. 化学成分 (5)7. 形状及尺寸 (5)8. 分析试验 (5)9. 检查 (5)10.制品名称 (5)11. 标记 (6)11.1标记事项 (6)11.2标记位置 (6)11.3注意事项的标记 (7)焊錫--化學成分及形狀Soft solders-Chemical compositions and form序文本標準是以JIS Z3282:1999為基礎,依據第二版ISO/FDIS9453:2006, Soft solder alloys-Chemical composition and forms,並適應國內含鉛焊錫及無鉛焊錫行業技術趨勢,對部分技術內容進行研究變更而做成的日本工業標準。
下劃實線或虛線部分為原國際標準的變更處。
附錄(參考)中給出了有關變更的列表及說明。
1.適用範圍本規格對用於一般工業及電氣電子工業的含鉛焊錫(以下稱“含鉛焊錫”)及不含鉛焊錫(以下稱“無鉛焊錫”)做了規定。
備註:本標準對應的國際標準如下:另外,根據ISO/IEC Guide 21,用符號表示JIS與國際標準間的對應度—IDT(相同),MOD (有修改的),NEQ(不一致)。
ISO/FDIS 9453:2005. Soft solders alloys-Chemical compositions and forms(MOD)2.引用標準下列在本文中所引用的標準亦構成本標準的一部分。
這些引用標準,適用其最新版本(包含增補)。
JIS H 0321 非鐵金屬材料的檢查通則JIS Z 3001 焊接術語JIS Z 3198-1 無鉛焊接試驗方法—第一部:焊接溫度範圍測定方法JIS Z 3284 焊錫膏JIS Z 3910 焊錫化學分析方法3.定義本標準中的主要用語的定義,依據JIS Z 3001及下列定義。
JISH铜及铜合金棒材标准[参考]
![JISH铜及铜合金棒材标准[参考]](https://img.taocdn.com/s3/m/7ac611a9f021dd36a32d7375a417866fb84ac0a8.png)
铜及铜合金棒1.适用范围本规格是适用于拉制加工之后断面为圆形、正六角形、正方形、带圆角正六角形铜及铜合金的棒(以下称为棒)。
备注 1. 所谓棒就是,全长断面均匀,笔直的拉制制品。
2. 所谓带圆角正六角形就是正六角形的角的外切边切为圆弧形。
2.引用规格下面介绍的标准,都被本标准所引用,构成本标准的一部分内容。
这些标准都是最新版本(包括补充内容)。
JIS B 8265 压力容器的构造一般事项JIS B 8266 压力容器的构造特定标准JIS B 8607 制冷剂用喇叭口型和钎焊焊管接头JIS H 0321 非铁金属材料的检查手册JIS H 0505 非铁金属材料的电阻率记导电率的测定方法JIS H 1051 铜及铜合金的铜含量的测定方法JIS H1052 铜及铜合金的锡含量的测定方法JIS H1053 铜及铜合金的铅含量的测定方法JIS H1054 铜及铜合金的铁含量的测定方法JIS H1055 铜及铜合金的锰含量的测定方法JIS H1056 铜及铜合金的镍含量的测定方法JIS H1057 铜及铜合金的铝含量的测定方法JIS H1058 铜及铜合金的磷含量的测定方法JIS H1062 铜及铜合金的锌含量的测定方法JIS H1292 铜及铜合金的荧光X线分析方法JIS K8085 氨溶液JIS Z2201 金属材料抗拉试验用试料JIS Z2241 金属材料抗拉试验方法JIS Z2243 布氏硬度试验试验方法JIS Z2244 维氏硬度试验试验方法3.种类及标号棒的种类及标号,见表1备注材质的表示记号在表1中标号的后面。
前言本标准,根据工业标准化法第14条附属第12条第1项规定为基准,由日本制铜协会(JCBA)财团法人日本规格协会(JSA)提出申请将工业标准原案更改为日本工业规格,经过日本工业标准调查会的审议,由经济大臣批准更改的规格标准。
由此将JIS H3250:2000变更,由本标准置换。
在使用过程中希望注意的是本标准有部分内容有技术性质发明专利权、公开发表特权申请、新案实用特权或者是与申请公开的实用新案登记有出入。
贵金属及其合金复合钎料规范
贵金属及其合金复合钎料规范1.范围本规范规定了贵金属及其合金复合钎料的要求、质量保证规定、交货准备等。
本规范适用于电子元器件封装钎焊用的Ag72Cu/4J29 复合钎料及用于硬质合金与钢钎焊的AgCuZnMnNi/CuMn 复合钎料.2.规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注明日期的引用文件,其随后所有的修改(不包含勘误的内容)或修订版均不适用于本规范。
鼓励根据本规范达成协议的各方研究是否选择用这些文件的最新版本.凡是未注明日期的引用文件,其最新版本适用于本规范.GB/T 15072(所有部分)贵金属及其合金化学分析方法.GT/T 15077 贵金属及其合金材料几何尺寸测量方法.GB/T 15159-1994 贵金属及其合金复合带材.GJB 950.2 贵金属及其金微量元素分析方法ICP--AES法测定银及银合金中微量铅锑铋铁。
GJB 6468-2008 金锡合金钎料规范.SJ/T 11026 电子器件用银铜钎焊料的分析方法原子吸分光光度测定铁、镉、锌YB/T 5231-1993 铁镍钴玻封合金4J29和4J44技术条件。
YS/T 370 贵金属及其合金金相试样制备方法.3.要求3.1 化学成分3.1.1 Ag72Cu/4J29 复合钎料其基材4J29 的化学成分应符合YB/T 5231-1993 的规定;复层材料Ag72Cu 的化学成分应符合表1的规定。
本规范中产品的化学成分为复层材料的化学成分.3.1.2 AgCuZnMnNi/CuMn 复合钎料其基材CuMn 成分应符合表2 的规定,复层材料AgCuZnMnNi 的化学成分应符合表 3 的规定。
本规范中产品的化学成分为复层材料的化学成分。
3.2 几何尺寸3.2.1 产品断面示意图如图1 所示。
3.2.2 产品的几何尺寸及其允许偏差应符合表4 的规定。
3.3 复合牢固度产品复合层应结合牢固。
3.4 表面状况产品表面粗糙度Rz 应不大于3.2um.3.5 外观质量3.5.1产品表面应光洁、平整,但允许有少量目视不可见的小气泡和不超出总厚度允许偏差的局部划伤、斑点、辊印、凹坑等缺陷.3.5.2 产品边缘应整齐,但允许有不超出宽度允许偏差的裂口和不超出总厚度允许偏差的轻微的卷边和毛刺。
钎焊焊料规格和相关参数对照表

665-755
Ag30、Cu、Zn、Sn
Brazing of copper, copper alloys, steel and stainless steel etc、
钎焊铜及铜合金、钢及不锈钢等
L325
Wire & rod
丝
645-685
Ag45、Cu、Zn、Sn
Brazing of copper, copper alloys, steel and stainless steel etc、
涂药丝
660-725
Ag45 Cu30
Zn Rem、
L303 coated with flux, the same application as L303、
外涂钎剂的L303,用途与L303相同
BAg-5
L304
Foil
箔
690-775
Ag50 Cu34
Zn Rem、
Brazing of copper, copper alloys and steel etc、
钎焊铜及铜合金、钢等
BAg-6
L308
Wire & rod
丝
779-780
Ag72 Cu Rem、
Brazing of copper and nickel under vacuum or reducing protective atmosphere、
铜与镍的真空或还原保护气氛钎焊
BAg-8
L312
Wire & rod
钎焊硬质合金刀具
Copper
phosphorus
铜磷
L201
Cast rod, wire & rod, powder
bni-2钎料对应标准
bni-2钎料对应标准
一、概述
BNI-2是一种常见的铜基钎料,广泛应用于电子、电器、制冷和汽车等领域。
钎料是用于将两种金属连接在一起的金属合金,而BNI-2钎料则是一种以铜为主要成分的合金,具有良好的导热、导电性能和钎焊性。
二、对应标准
1.GB/T 3131-2001《铜及铜合金术语》
该标准规定了铜及铜合金的术语及其定义,其中也包括了对BNI-2钎料的定义。
根据该标准,BNI-2钎料是一种铜基合金钎料,主要由铜、镍、硅和少量其他元素组成。
2.GB/T 10760.1-2000《铜及铜合金焊接材料检验方法第1部分:钎料》
该标准规定了铜及铜合金焊接材料,包括BNI-2钎料的检验方法。
该标准详细规定了BNI-2钎料的化学成分、物理性能和焊接性能的检验方法及合格指标。
3.GB/T 38825-2020《铜及铜合金钎焊技术条件》
该标准规定了铜及铜合金钎焊的术语和定义、技术要求、试验方法、检验规则及标志、包装、运输和贮存等要求。
其中,BNI-2钎料作为铜基合金钎料的一种,也适用于该标准的相应规定。
三、总结
BNI-2钎料是一种常见的铜基合金钎料,具有优良的导热、导电性能和焊接性能。
其对应标准包括GB/T 3131-2001《铜及铜合金术语》、GB/T 10760.1-2000《铜及铜合金焊接材料检验方法第1部分:钎料》和GB/T 38825-2020《铜及铜合金钎焊技术条件》等。
这些标准规定了BNI-2钎料的定义、化学成分、物理性能和焊接性能等要求,为生产和使用BNI-2钎料提供了指导和依据。
钎焊材料及钎剂的分类

钎焊材料及钎剂的分类随着工业的不断前进发展,钎焊在各种行业当中都有所涉及,并且发挥的作用也有不断增强的趋势。
根据熔点不同,钎焊材料分为软钎料和硬钎料①软钎料:即熔点低于450℃的钎料,有锡铅基、铅基(T<150℃,一般用于钎焊铜及铜合金,耐热性好,但耐蚀性较差)、镉基(是软钎料中耐热性最好的一种,T=250℃)等合金。
软钎料主要用于焊接受力不大和工作温度较低的工件,如各种电器导线的连接及仪器、仪表元件的钎焊(主要用于电子线路的焊接)常用的软钎料有:锡铅钎料(应用最广、具有良好的工艺性和导电性,T<100℃)、镉银钎料、铅银钎料和锌银钎料等。
软钎焊:指使用软钎料进行的钎焊。
钎焊接头强度低(小于70Mpa)。
②硬钎料:即熔点高于450℃的钎料,有铝基、铜基、银基、镍基等合金。
硬钎料主要用于焊接受力较大、工作温度较高的工件,如:自行车架、硬质合金刀具、钻探钻头等(主要用于机械零、部件的焊接)常用的硬钎料有:铜基钎料、银基钎料(应用最广的一类硬钎料,具有良好的力学性能、导电导热性、耐蚀性。
广泛用于钎焊低碳钢、结构钢、不锈钢、铜以及铜合金等)、铝基钎料(主要用于钎焊铝及铝合金)和镍基钎料(主要用于航空航天部门)等。
硬钎焊:指使用硬钎料进行的钎焊。
钎焊接头强度较高(大于200Mpa)。
钎剂通常分为软钎剂、硬钎剂和铝、镁、钛用钎剂三大类。
图片来源⑴软钎剂按其成分可分为无机软钎剂(具有很高的化学活性,去除氧化物的能力很强。
能显著地促进液态钎料对母材的润湿。
组分为无机酸和无机盐。
一般的黑色金属和有色金属,包括不锈钢、耐热钢和镍铬合金等都可使用,但它残渣有腐蚀性,焊后必须清除干净)和有机软钎剂两类。
按其残渣对钎焊接头的腐蚀作用可分为腐蚀性、弱腐蚀性和无腐蚀性三类,其中无机软钎剂均系腐蚀性钎剂;有机软钎剂属于后两类。
常用的软钎剂有磷酸水溶液(只限于300℃以下使用,是钎焊含Cr不锈钢或锰青铜的适宜钎剂)、氯化锌水溶液和松香(只能用于300℃以下钎焊表面氧化不严重的金、银、铜等金属)等。
铜基钎料种类
铜基钎料种类
铜基钎料,作为一种常见的焊接材料,具有广泛的应用领域。
它以铜为基础,通过添加其他合金元素来提高其性能和焊接特性。
铜基钎料种类繁多,下面将为大家介绍几种常见的铜基钎料。
首先是铜-锌合金钎料。
这种钎料主要由铜和锌两种元素组成,其熔点较低,焊接温度相对较低,适用于低温焊接。
铜-锌合金钎料具有良好的流动性和润湿性,能够有效地填充焊接接头间的缝隙,提高焊接强度和密封性。
其次是铜-铝合金钎料。
铜-铝合金钎料具有较高的熔点和优异的力学性能,适用于高温焊接。
它具有良好的耐腐蚀性和高温强度,常用于航空航天、汽车制造等领域的焊接工艺。
另外还有铜-磷合金钎料。
铜-磷合金钎料是一种常用的低温钎焊材料,具有良好的润湿性和流动性。
它的熔点较低,适用于焊接温度较低的材料,如不锈钢、镍合金等。
铜-磷合金钎料在电子、仪器仪表等领域有着广泛的应用。
还有铜-石墨合金钎料。
铜-石墨合金钎料是一种特殊的钎料,它的主要成分是铜和石墨。
这种钎料具有良好的导热性和电导率,适用于高温、高压条件下的焊接。
铜-石墨合金钎料广泛应用于电力、电子、冶金等行业的焊接工艺。
总的来说,铜基钎料种类繁多,每种钎料都有其特定的应用领域和
焊接特性。
选择合适的铜基钎料对于焊接工艺的成功至关重要。
通过了解不同铜基钎料的特点和应用,可以更好地选择适合自己需求的钎料,提高焊接质量和效率。
钎焊焊料规格和相关参数对照表

Copper
phosphorus
铜磷
L201
Cast rod, wire & rod, powder
铸条、丝、粉
710-800
P7 Cu Rem.
Brazing of copper and copper alloys.
钎焊铜及铜合金
BCuP-2
L204
Cast rod, wire
铸条、丝
钎焊铜及铜合金、钢及不锈钢等
BAg-1a
L321
Wire & rod
丝
615-650
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊铜及铜合金、钢及不锈钢等
BAg-7
L323
Wire & rod
丝
665-755
Brazing of copper, copper alloys, steel and stainless steel etc.
钎焊焊料规格、熔点、成分表
Category
类别
Trade-mark
牌号
Specification
规格
Melting
Point
熔点(℃)
Chemical
composition
主要成份(%)
Application
用途
Equivalent
to AWS
相当AWS
Copper
zinc
铜锌
L103
Wire & rod
Cu Rem.
Brazing of copper and copper alloys.
硬钎剂的成分
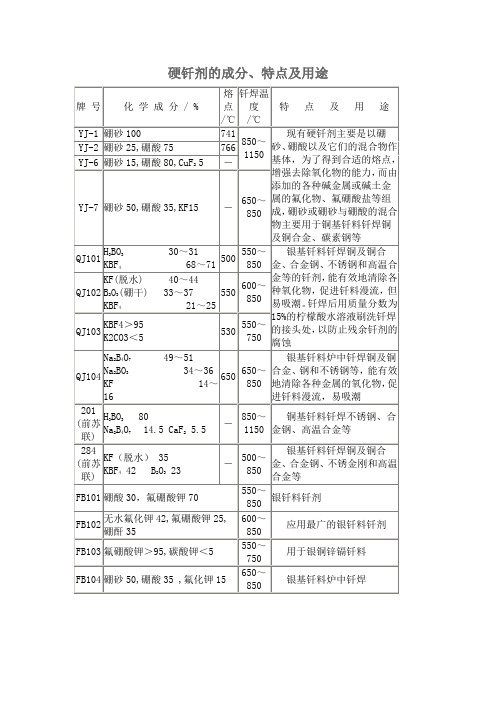
牌 号
化 学 成 分 / %
熔点
/℃
钎焊温度
/℃
特 点 及 用 途
YJ-1
硼砂100
741
850~1150
现有硬钎剂主要是以硼砂、硼酸以及它们的混合物作基体,为了得到合适的熔点,增强去除氧化物的能力,而由添加的各种碱金属或碱土金属的氟化物、氟硼酸盐等组成,硼砂或硼砂与硼酸的混合物主要用于铜基钎料钎焊铜及铜合金、碳素钢等
201
(前苏联)
H3BO380
Na2B4O714.5 CaF25.5
-
850~1150
铜基钎料钎焊不锈钢、合金钢、高温合金等
284
(前苏联)
KF(脱水) 35
KBF442 B2O323
-
500~850
银基钎料钎焊铜及铜合金、合金钢、不锈金刚和高温合金等
FB101
硼酸30,氟硼酸钾70
550~850
银钎料钎剂
YJ-6
硼砂15,硼酸80,CuF25
-
YJ-7
硼砂50,硼酸35,KF15
-
650~850
QJ101
H3BO330~31
KBF468~71
500
550~850
银基钎料钎焊铜及铜合金、合金钢、不锈钢和高温合金等的钎剂,能有效地清除各种氧化物,促进钎料漫流,但易吸潮。钎焊后用质量分数为15%的柠檬酸水溶液刷洗钎焊的接头处,以防止残余钎剂的腐蚀
FB102
无水氟化钾42,氟硼酸钾25,
硼酐35
600~850
应用最广的银钎料钎剂
FB103
氟硼酸钾>95,碳酸钾<5
550~750
用于银铜锌镉钎料
FB104