中温铝钎料的研究现状及发展趋势
中国铝行业现状及发展趋势分析
中国铝行业现状及发展趋势分析
一、中国铝行业的现状
1、背景
当前,全球范围内的铝业行业处于复苏发展的关键期,其中,中国铝
业行业也一样,从2024年开始走出一片繁荣局面,出现了新的发展机遇。
如今,中国铝业市场竞争力和产业集群效应的加强以及节能降耗的持续推进,让中国铝业企业获得更多发展机遇。
2024年,中国铝业总产量为198.36万吨,较2024年的188.14万吨
增长5.75%,其中,粉铝总产量为63.79万吨,同比减少0.17%,而延铝
总产量为134.57万吨,同比增长11.34%,表明延铝发展速度比粉铝快。
2、现状
近年来,中国铝业行业的发展态势普遍比较乐观,产业也呈现出呈现
出“发展良好”的态势。
(1)技术进步明显。
中国铝业技术水平不断提高,节能技术效率不
断提升,制造工艺也在不断改进。
比如,中国铝业的新型节能技术可以有
效降低能源消耗,节约能源,提高铝业制造的效率。
(2)市场需求持续增加。
随着城市化和产业化的深入发展,各种工
业领域对铝及其相关产品的需求持续增加,这给中国铝业提供了更多发展
机会
(3)发展起来的铝制品产业市场。
随着政府大力支持,中国铝制品
产业市场近几年来发展迅猛,以铝制品为原料的工业。
铝中温钎料-概述说明以及解释

铝中温钎料-概述说明以及解释1.引言1.1 概述铝中温钎料是一种在中温下应用于铝及其合金的特殊焊接材料。
与传统的高温钎料相比,铝中温钎料具有更低的钎焊温度和更好的钎焊效果。
它可以用于连接铝材料,实现可靠的焊接接头,广泛应用于航空航天、汽车制造、电子设备和建筑等领域。
铝中温钎料的特点主要包括以下几个方面:1. 低钎焊温度:铝中温钎料相对于传统的高温钎料来说,其钎焊温度明显降低。
这是由于铝中温钎料的成分经过改良,使其在中温下也能够达到良好的焊接效果。
降低了钎焊温度的同时,也减少了对焊接基材的热影响,降低了变形和残余应力的产生。
2. 优异的焊接性能:铝中温钎料具有良好的流动性和润湿性,能够迅速扩散到焊接接头的各个部位。
这使得焊接接头的强度和密封性得到了有效提高,减少了焊接缺陷的出现。
同时,铝中温钎料也具有较高的耐腐蚀性和耐热性,能够在恶劣环境下保持焊接接头的性能稳定。
3. 多样化的应用领域:铝中温钎料在航空航天、汽车制造、电子设备和建筑等领域都有广泛的应用。
在航空航天领域,铝材料的轻便特性决定了它在飞机和航天器制造中的重要地位。
铝中温钎料的使用可以有效地连接铝材料,提高关键部位的强度和密封性。
在汽车制造领域,铝中温钎料的应用可以减轻汽车的整体重量,提高燃油经济性和安全性。
在电子设备领域,铝中温钎料可以用于焊接散热器、电池和电路板等关键部件,提高设备的散热性能和可靠性。
在建筑领域,铝中温钎料可以用于连接铝合金型材,实现建筑结构的轻量化和高强度要求。
综上所述,铝中温钎料具有低钎焊温度、优异的焊接性能和广泛的应用领域。
它为铝材料的连接提供了一种高效可靠的解决方案,并在各个领域具有重要的意义。
随着技术的不断进步和应用需求的增加,铝中温钎料的发展前景十分广阔。
进一步的研究和应用将能够推动铝中温钎料在各个行业的应用,为社会和经济的发展作出更大的贡献。
1.2 文章结构文章结构部分的内容可以是关于整篇文章的组织和布局,以及各个部分的概述和目标。
未来铝产业发展趋势如何

未来铝产业发展趋势如何未来铝产业发展趋势如何?铝是一种轻量、抗腐蚀、导电性能良好的金属材料,以其在航空航天、交通运输、建筑等领域的广泛应用而受到世人的关注。
随着经济的发展和技术的进步,未来铝产业将呈现出一系列新的发展趋势。
本文将对未来铝产业的趋势进行分析和展望。
一、绿色、环保产业发展趋势随着全球对环保要求的提高,未来铝产业将向绿色、环保方向发展。
传统的铝冶炼方法存在能源消耗大、污染排放量高等问题,因此绿色铝产业的发展势在必行。
未来的铝冶炼工艺将更加注重能源的节约利用,积极采用可再生能源,如太阳能、风能等,以减少对化石燃料的依赖。
同时,在废弃铝回收利用方面也会得到更多的重视,提高铝资源的再利用率,减少废弃物的排放。
二、技术创新驱动的产业升级未来铝产业将通过技术创新来推动产业升级。
随着先进材料技术的发展,铝的合金化、强度提高、性能改善等技术将成为未来铝产业的主要发展方向。
新型的合金材料将在航空航天、高速铁路、汽车等领域得到广泛应用。
同时,先进的生产工艺也将提高铝产业的生产效率和产品质量。
自动化、智能化工厂将成为未来铝产业的一大趋势,提高生产效率、减少人力资源的投入。
三、全球化竞争格局形成未来铝产业将呈现出全球化竞争的格局。
铝是一种基础材料,其需求不仅来自国内市场,还与全球经济的发展关系密切。
随着全球经济一体化的进一步深化,铝产业将与国际市场更加紧密地联系起来。
同时,全球范围内铝企业间的竞争将更加激烈。
中国作为全球最大的铝生产和消费国,将在全球铝产业中扮演重要角色。
中国铝企将面临来自其他发达国家的竞争,也将面对国际市场的需求变化和保护主义的影响。
四、供应链整合加强未来铝产业供应链的整合将得到加强。
铝产业由矿产勘探、冶炼、加工、应用等环节组成,各个环节的协同作用对整个产业的发展至关重要。
未来,企业将更加注重供应链整合和优化,实现资源的合理配置和信息的快速传递。
同时,供应链的数字化和智能化也将进一步推动铝产业的发展,提高生产效率和质量控制能力。
铝合金材料的现状与发展趋势
铝合金材料的现状与发展趋势铝合金材料是一种高强度、轻质、耐磨、耐腐蚀的金属材料,具有广泛的应用领域,是现代工业中不可或缺的材料之一。
随着科技的不断进步,铝合金材料的性能和应用越来越广泛,未来的发展前景也十分可观。
一、铝合金材料现状目前,铝合金材料的应用已经覆盖了几乎所有的领域,特别是在航空航天、汽车、电子、建筑等工业领域中,铝合金材料得到了广泛的应用。
在航空航天行业中,铝合金材料是构建飞机、航天器和卫星的主要材料之一,其轻质、高强度、耐腐蚀等优点被广泛地运用。
在汽车工业领域,铝合金材料的应用主要是减轻汽车重量,从而降低燃油消耗和减少废气排放。
在电子领域,铝合金材料的应用主要是制造高精度的电子设备,如手机、电脑等。
在建筑领域中,由于铝合金材料具有轻质、坚固、耐腐蚀的特性,广泛应用于建筑幕墙、铝门窗等领域。
二、铝合金材料的发展趋势未来,铝合金材料的发展主要有以下几个趋势:1.功能性铝合金材料的研究和开发随着科技的不断发展,铝合金材料除了强度、耐腐蚀等基本性能外,功能性也逐渐受到关注,包括磁性、电学性、热传导性等。
例如,将铝合金材料与磁性材料复合,可以研发出高性能的电机;将铝合金材料作为热管材料,可以有效地改善热量传递性能等。
2.高强度铝合金材料的研究和应用随着材料科技的发展,越来越多的高强度铝合金材料正在研制开发中,例如钛铝合金、镁铝合金、铬铝合金等,这些新型材料都具有高强度、轻质等特点,特别适用于航空航天、汽车、高速列车等需要高强度和高刚度的领域。
3.铝合金材料与其他材料的复合应用铝合金材料与其他材料的复合应用已经成为近年来的一个热点。
例如,将铝合金材料与纤维材料、陶瓷材料等进行复合,可以显著改善材料的物理、力学和化学性质,同时还可以增强铝合金材料的抗磨损性和抗冲击性能,使其更加适用于多种领域。
4.绿色环保的铝合金材料的开发随着社会的发展,环保问题日益受到关注,铝合金材料的绿色环保性也成为研究热点。
铝及铝合金钎焊用硬钎料的研究现状与展望

铝及铝合金钎焊用硬钎料的研究现状与展望牛志伟;黄继华;许方钊;刘凯凯;陈树海;赵兴科【摘要】铝及铝合金以其优良的特性,在当代工业材料中占有越来越重要的地位.钎焊作为一种可靠连接铝及铝合金结构件的连接方法而被广泛应用.铝及铝合金钎焊用硬钎料的开发一直是国内外学者争相研究的热点,然而,钎料合金熔化温度高、加工成形性差、钎焊接头强度低等因素严重制约着钎料合金的开发应用,实现商业化的钎料甚少.添加合金元素能够降低钎料熔化温度,改善钎料显微组织和性能,这对铝钎焊用硬钎料的发展是一个行之有效的方法.结合国内外对铝及铝合金钎焊用硬钎料的最新研究成果,全面阐述合金元素的添加对钎料熔化温度、加工成形性及钎焊接头组织性能的影响,指明铝及其合金钎焊用硬钎料目前研究中存在的问题及今后的研究方向.【期刊名称】《中国有色金属学报》【年(卷),期】2016(026)001【总页数】11页(P77-87)【关键词】铝合金;硬钎料;加工成形;钎焊接头【作者】牛志伟;黄继华;许方钊;刘凯凯;陈树海;赵兴科【作者单位】北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083;北京科技大学材料科学与工程学院,北京100083【正文语种】中文【中图分类】TG425+.2铝及铝合金具有密度小、强度高和耐腐蚀等优点,因而广泛应用于汽车、高速铁路车辆、航空航天和军事工业[1-4]。
不同牌号的铝合金及其过烧温度如图1所示。
对于铝合金的焊接,传统的方法主要以熔化焊接为主,设备复杂,且对焊工的技术要求比较严格[5-7]。
钎焊作为铝合金连接的重要方法,具有钎焊件变形小、尺寸精度高等优点,近年来,在国内外得到广泛的应用[8-10]。
铝及铝合金的软钎焊是不常应用的方法,由于铝及铝合金软钎料主要采用以低熔点金属如锡、锌等为基,使得软钎料的成分、组织及电极电位与铝及铝合金母材相差很大,钎焊接头易引起严重的电化学腐蚀[11-12]。
自钎剂铝钎料的研制与应用前景

不 需 要 另 加 钎 剂 。 这 种 钎 料 更 大 的 优 势 在 于 对 炉 中 气 氛 的 要
求不高 ,不需要真空状态 ,空气气氛即可施焊.氮氢气氧或
氮气气氛效果更 好 。
重 量 、提 高 功 效 、增 强 美 观 , 以铝 代 铜 、 以铝 代 钢 取 得 了 可
喜 的 成 就 .这 在 很 大 程 度 上 依 赖 于 焊 接 技 术 的 发 展 ,尤 其 是 钎 焊 和 氩 弧 焊 ,进 ~ 步 研 究 铝 的氩 弧 焊 、钎 焊 以 及 钎 焊 氩 弧 焊 的结 合 有 着 深 远 的 意 义 。
并 与 氧 化 膜 反 应 的 还 原 剂 ,在 钎 焊 温 度 区 间 可 以 防 止 接 头 在 钎 焊 过 程 中 氧 化 、还 原 钎 缝 内 的 氧 化 物 , 同 时 可 以 改 变 液 态 钎 料 的 物 理 性 能 、改 善 钎 料 对 母 材 的 润 湿 性 。
并 用 滚 模 拉 丝 的 方 法 减 径 。 图 3是 A .0 i 自 钎 剂 铝 钎 料 的 11 S 型 金 相 照 片 。细 小 的 椭 圆 或 圆 形 黑 点 是 初 晶硅 , 大 面 积 的 黑 斑
铝 的 钎 焊 工 艺 主 要 有 真 空 钎 焊 、 NO COL OK 钎 剂 炉 中 钎
焊 、浸 渍 钎 焊 、火 焰 钎 焊 等 。 真 空 钎 焊 和 NO COL OK钎 剂 炉 中 钎 焊 的 质 量 可 靠 但 成 本 高 ,浸 沾 钎 焊 污 染 大 。 由 于 火 焰 钎 焊 适 应 性 强 、操 作 灵 活 方 便 .其 应 用 面 最 广 。 常规 的火焰 钎焊 需要边 加 热工 件边涂 覆钎 剂 ( 常 用 烤 通
钎料钎 焊的接 头抗 腐蚀 性和力 学性 能均优 于钎料 一钎 剂法。根 据工程试 用情 况预 见 了自钎 剂铝钎料的发展 方向和 应用前景。
铝及铝合金的钎焊
铝及铝合金的钎焊08材控 邢钧魁 20080607131摘 要 本文主要论述了铝及铝合金的分类、性能,以及铝及铝合金钎焊的研究现状、钎焊过程中有可能出现的问题以及在具体实施钎焊时钎剂、钎料的选择与搭配,还介绍了施焊前如何对表面进行清理、准备以及焊后的清理与处理工作、注意事项等。
关键词 钎焊 铝合金 钎剂 钎料1 铝及铝合金1.1铝及铝合金钎焊的研究现状铝合金具有密度小、强度高和耐腐蚀等优点,因而广泛应用于汽车、高速铁路车辆、航空航天和军事工业。
由于它特有的物理、化学性能,其焊接过程中会遇到一系列困难,如氧化、焊缝热裂纹和气孔等。
对于铝合金的焊接,传统的方法主要以熔化焊接为主,设备复杂,且对焊工的技术要求也比较严格。
铝钎焊作为铝合金连接的重要方法,具有钎焊件变形小。
尺寸精度高等优点,近年来在我国得到广泛的应用。
铝及铝合金的钎焊技术近年来研究较多。
随着新材料、新方法的不断出现,铝及铝合金的钎焊工艺也得到了快速的发展,其钎焊方法、钎料及钎剂都有很大的进步。
1.2 铝及铝合金的分类及性能铝及铝合金可以分为工业纯铝、变形铝合金和铸造铝合金。
变形铝合金是指经不同的压力加工方法制成的板、带、管、型、条等半成品材料;铸造铝合金以合金铸锭供应。
变形铝合金又分为不能热处理强化的铝合金和能热处理强化的铝合金。
铝是一种轻金属,密度小,仅为3/7.2cm g ,约为铜或钢的3/1;具有优良的导电性、导热性,良好的耐蚀性以及优良的塑性和加工性能等。
铝合金仍保持纯铝的密度小和耐蚀性好的特点,且力学性能比纯铝高得多。
经热处理后铝合金的力学性能要求可以和钢铁材料相媲美。
1.3 铝及铝合金钎焊的问题铝及铝合金的钎焊与其他合金相比比较难,是由于其表面有一层极为致密的氧化膜,这一层氧化膜的性能非常稳定,能够充分抵抗大气的腐蚀,又能在旧摸上随时生成新膜。
铝及铝合金在焊接的时候需要破坏这一层膜,否则熔化的钎料不能与母材润湿;焊后又需要维持保护膜的完整,否则接头将产生严重的腐蚀。
铝行业规模发展趋势

铝行业规模发展趋势1.铝行业背景随着工业化和城市化的快速发展,对于更轻、更强、更耐用的金属材料需求不断增加,而铝因其轻量、强度高、导电性能好、抗腐蚀性强而备受关注。
铝材料不仅被广泛应用于汽车、航空、航天、建筑等领域,还是我国大力发展新能源汽车和轨道交通的重要原材料之一。
2.铝行业现状目前,全球铝生产能力稳步增长,世界铝行业产量与消费量呈现快速增长的趋势。
我国是全球铝行业生产、消费和出口大国之一,铝行业规模不断扩大,技术水平不断提升。
2019年,我国铝行业产量达到了36.5万吨,约占全球总产量的50%。
3.铝行业未来趋势未来,随着人工智能、云计算等技术在各个领域中的普及,智能化生产将成为铝行业的新趋势。
铝行业也将面临着新的市场机遇和挑战,未来的发展将更加注重可持续性和环境保护。
下面分别分析铝行业未来的发展趋势。
4.智能制造将成为未来发展趋势未来,铝行业将面临着向智能化制造转型的挑战。
铝行业在传统加工工艺上存在的浪费和效率低下的问题将迅速被大数据和云计算等技术所解决。
在智能化生产领域,自动化控制、计算机集成制造技术、虚拟现实技术等将极大地提高铝行业的生产效率并降低生产成本。
5.削减环境污染将成为铝行业的新方向随着环境污染问题的加剧,铝行业也面临着迫切的环保压力。
铝行业将加强对优良的环境保护技术和节能减排等方面的研发和应用,致力于减少对自然环境的污染和对可持续发展的威胁。
6.数据驱动创新将提高企业的竞争力未来,数据驱动的创新将带来铝行业的巨大机遇。
铝行业需要依靠数据技术分析大量的生产和销售数据,快速预测市场需求和消费趋势,以便最快地做出反应。
数据驱动的创新能够促进铝行业转型升级,提高企业的生产效率和竞争力。
7.结论总之,作为一种重要的轻量材料,铝在未来的世界中扮演着越来越重要的角色。
铝行业的发展将受益于智能制造和数据驱动的创新,同时更注重环保和可持续性,铝行业必将迎来更加稳健和可持续的未来。
中温氟铝酸盐铝钎剂的研究现状和发展趋势_蔡志红
Welding Technology Vol.38No.1Jan .2009中温氟铝酸盐铝钎剂的研究现状和发展趋势蔡志红1,贺军四1,2,杨占红2,刘宏江1(1.广州有色金属研究院,广东广州510651;2.中南大学化学化工学院,湖南长沙410083)摘要:Nocolok 钎剂虽具有无腐蚀、不溶于水等优点,但其操作温度过高,一多半的铝合金不能用其进行钎焊。
重点介绍了3种中温氟铝酸盐钎剂,但由于其价格昂贵或有毒,其应用受到了一定的限制。
笔者认为:钎剂未来的发展方向将会在继续保持钎剂无腐蚀、不溶性的基础上,考虑常用铝合金的不同固相线熔点和特性,研发出匹配于常用钎焊铝合金的钎剂系列,同时还进一步降低钎剂的熔化温度,提高钎剂活性,增加钎剂的稳定性,使Nocolok 系列钎剂适用于更多种的铝合金。
关键词:中温氟铝酸盐;Nocolok 钎剂;铝合金;无腐蚀中图分类号:TG425文献标志码:A收稿日期:2008-08-05文章编号:1002-025X (2009)01-0003-04·专题综述·0前言铝及其合金具有优良的导电和导热性能,在人造卫星、火箭、导弹、微波元件、飞机或地面雷达天线、汽车水箱或空调散热器上得到了广泛的应用。
在钎焊中常常采用钎剂来清除铝表面的氧化膜和减小熔态钎料与母材之间的界面张力,钎剂性能的好坏成为制约钎焊技术的关键因素。
在铝及其合金的钎焊过程中,氯化物钎剂一直以其活性好、能增强钎料的流动性、加热时稳定不易失效、使用方便、价格低廉等优点,被广泛应用。
但是,该类钎剂的最大缺点是对母材存在强烈的电化学腐蚀、吸湿性强,钎剂不易保存。
在钎焊区,焊后残渣受潮后会严重腐蚀钎焊件,在加热过程中易水解,导致钎剂性能变坏,甚至失效。
此外,焊后对残留物的清洗要求较高,稍有残留即因受潮而引起腐蚀。
对铝用氯化物钎剂和氟化物钎剂在钎料的铺展面积、流动性、对钎着率、抗剪强度、涂敷性和耐蚀性等方面的影响,结果表明:就钎缝的内部质量和母材被腐蚀的程度而言,氟化物钎剂远比氯化物钎剂好[1]。
2022年中国铝加工行业现状、竞争格局及发展趋势分析
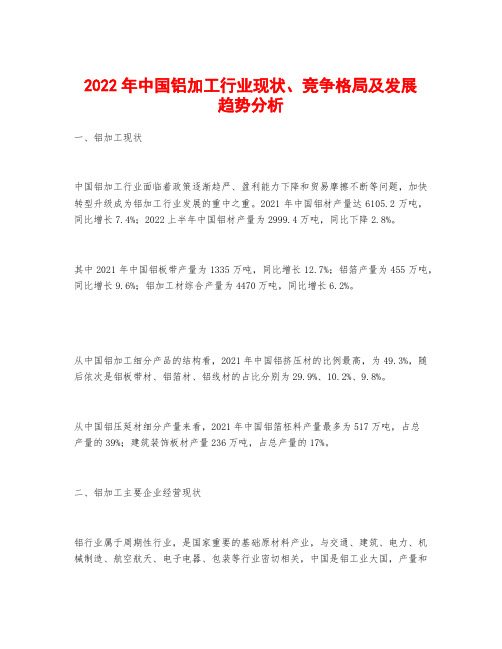
2022年中国铝加工行业现状、竞争格局及发展趋势分析一、铝加工现状中国铝加工行业面临着政策逐渐趋严、盈利能力下降和贸易摩擦不断等问题,加快转型升级成为铝加工行业发展的重中之重。
2021年中国铝材产量达6105.2万吨,同比增长7.4%;2022上半年中国铝材产量为2999.4万吨,同比下降2.8%。
其中2021年中国铝板带产量为1335万吨,同比增长12.7%;铝箔产量为455万吨,同比增长9.6%;铝加工材综合产量为4470万吨,同比增长6.2%。
从中国铝加工细分产品的结构看,2021年中国铝挤压材的比例最高,为49.3%,随后依次是铝板带材、铝箔材、铝线材的占比分别为29.9%、10.2%、9.8%。
从中国铝压延材细分产量来看,2021年中国铝箔柸料产量最多为517万吨,占总产量的39%;建筑装饰板材产量236万吨,占总产量的17%。
二、铝加工主要企业经营现状铝行业属于周期性行业,是国家重要的基础原材料产业,与交通、建筑、电力、机械制造、航空航天、电子电器、包装等行业密切相关,中国是铝工业大国,产量和消费居世界前列。
目前,中国铝加工行业市场集中度较低,上市企业主要有南山铝业、云铝股份、宏创控股、常铝股份等。
其中2021年云铝股份-铝加工产量为241.13万吨,同比下降0.5%;中孚实业-铝加工生产量54.97万吨,同比增长33.1%。
2021年云铝股份铝行业销售及使用量243.72万吨,同比增长0.3%;中孚实业销售量54.89万吨,同比增长35.4%。
其中2021年云铝股份铝加工业务主营收入220.9亿元,同比75.9%;万顺新材铝加工业务主营收入为28.49亿元,同比增长11.1%;中孚实业铝加工主营收入107.2亿元,同比增长76.4%。
其中2021年云铝股份铝加工收入比例53%;万顺新材铝加工收入比例52.4%;中孚实业铝加工收入比例70.14%。
其中2021年云铝股份铝加工业务主营成本为185.1亿元,同比增长67.1%;万顺新材铝加工业务主营成本25.69亿元,同比增长13.1%;中孚实业-铝加工业务主营成本83.44亿元,同比增长69%。
铝冶炼行业市场前景分析
铝冶炼行业市场前景分析铝作为一种重要的金属材料,在现代工业和日常生活中都有着广泛的应用。
铝冶炼行业作为铝产业链的上游环节,其发展状况对于整个铝产业的稳定运行和市场供应起着至关重要的作用。
本文将对铝冶炼行业的市场前景进行深入分析。
一、铝冶炼行业的现状近年来,全球铝冶炼行业经历了一系列的变化和调整。
在产能方面,中国、俄罗斯、印度等国家的铝产量持续增长,逐渐成为全球铝冶炼的主要生产国。
同时,一些发达国家的铝产能则相对稳定或有所下降。
从技术层面来看,电解铝技术不断改进和创新,使得生产效率提高,能耗降低。
例如,大型预焙槽技术的广泛应用,有效提高了电解铝的生产能力和质量。
在市场需求方面,建筑、交通、电力等领域对铝的需求持续增长。
特别是在汽车轻量化趋势的推动下,铝合金在汽车制造中的应用比例不断提高,进一步拉动了铝的消费。
二、市场驱动因素(一)经济增长与工业化进程随着全球经济的持续增长,尤其是新兴经济体的工业化进程加速,对铝的需求将保持稳定上升态势。
基础设施建设、制造业的发展都离不开铝材料的支持。
(二)汽车轻量化需求为了提高燃油效率和减少尾气排放,汽车制造商越来越倾向于使用铝合金来减轻车身重量。
这一趋势将为铝冶炼行业带来长期的市场需求。
(三)新能源产业的发展在新能源领域,如风力发电、太阳能发电等,铝的应用也日益广泛。
例如,风力发电机的叶片和塔架、太阳能电池板的框架等都需要大量的铝材。
三、面临的挑战(一)环保压力铝冶炼过程中会产生大量的废气、废水和废渣,对环境造成较大的压力。
随着环保政策的日益严格,企业需要投入更多的资金用于环保设施的建设和运营,这增加了生产成本。
(二)能源成本电解铝是高能耗产业,能源成本在生产成本中占据较大比重。
能源价格的波动会对企业的盈利能力产生直接影响。
(三)原材料供应铝土矿作为铝冶炼的主要原材料,其供应的稳定性和价格波动也会对行业发展带来一定的挑战。
四、未来发展趋势(一)技术创新未来,铝冶炼行业将继续加大技术研发投入,以进一步提高生产效率、降低能耗和减少环境污染。
铝行业的技术创新和市场前景

铝行业的技术创新和市场前景随着全球经济的快速发展和工业化的推进,铝行业作为重要的基础性产业在世界舞台上扮演着越来越重要的角色。
铝及其合金具有轻便、耐腐蚀、导电导热等诸多优点,被广泛应用于航天航空、汽车制造、建筑工程等领域。
本文将就铝行业的技术创新和市场前景进行探讨。
一、铝行业的技术创新1.先进生产工艺的应用目前,铝行业正不断引进和推广先进的生产工艺,如氧化铝生产工艺、铝合金冶炼工艺和熔铸工艺等。
这些工艺的引入大大提高了铝厂的生产效率和产品质量,并且有助于节约能源和降低环境污染。
2.新型铝材料的研发为了满足不同领域对铝材料性能的需求,铝行业积极开展新型铝材料的研发工作。
例如,高强度铝合金的研制使得铝合金在汽车制造领域得到了广泛应用,可以减轻汽车重量、提高燃油效率;另外,高纯度铝在航天航空领域也有着重要的作用。
3.智能制造技术的应用智能制造技术是当今制造业的重要发展方向,铝行业也不例外。
通过引入机器人、物联网等智能设备,铝行业可以实现生产过程的自动化和智能化,提高生产效率和产品质量,并减少人为因素对生产的影响。
二、铝行业的市场前景1.快速增长的汽车市场需求随着全球汽车生产技术的不断进步和环保意识的提高,铝合金作为汽车轻量化的重要手段正在获得越来越广泛的应用。
预计未来几年,全球铝合金在汽车制造领域的需求将保持快速增长,铝行业市场前景广阔。
2.建筑工程领域的应用潜力随着城市化进程的加快和人们对建筑品质要求的提高,铝合金作为建筑材料的应用也日益增多。
铝合金具有优良的抗腐蚀性、耐久性以及美观性,因此在建筑外墙、门窗等方面具有广泛的应用潜力。
3.新能源车产业的崛起随着全球对环境保护的重视,新能源车产业得到了快速发展。
铝合金在新能源汽车制造中也占据着重要地位,因其轻质高强的特性,使得新能源车的续航性能得到显著提升。
预计未来几年,随着新能源车产业的进一步崛起,铝行业将迎来更加广阔的市场前景。
综上所述,铝行业在技术创新方面取得了长足发展,同时也面临着巨大的市场机遇。
铝合金材料发展现状
铝合金材料发展现状、趋势及展望我国是铝合金材料生产和消费大国,铝合金材料在交通、海洋、空天等领域具有广泛应用,尤其在汽车、飞机、航天、舰船等领域的一些轻量化关键部件上,铝合金材料具有不可替代性。
而国内绝大部分铝合金材料属于中低端产品,生产能耗高、效率低、成本高、附加值低,恶性竞争的情况难以得到改变,且部分高端产品仍需从国外高价购买,这无疑阻碍了我国制造业升级的步伐。
我国虽在通信、高铁等领域具有显著优势,但随着国际形势错综复杂地变化,关键材料领域被卡脖子的风险日渐突出,自主创新迫在眉睫。
在新的产业形势下, 发展高端铝合金材料绿色化、智能化的制备与加工技术对支撐我国关键制造业的可持续优质发展具有重大战略意义。
本文主要介绍了国内外铝合金材料发展及研究现状,分析常用铝合金系的市场需求,总结目前我国在此领域遇到的问题以及未来发展目标,并给出相应的发展对策,以促进相关产业的升级和进步。
二、国内外铝合金材料发展及研究现状(一)国外铝合金材料发展及研究现状总体来看,工业发达国家铝合金材料开发与应用的历史时间长, 基础好,研究积累雄厚,铝合金材料体系系统性强,产业技术水平较高。
尤其是美国、俄罗斯等工业强国较早开展了铝合金材料的研发工作,申请了大量的铝合金牌号,广泛应用于汽车、船舶、空天等领域,现己形成了一定程度的专利霸权。
在汽车领域,铝合金是实现汽车轻量化的重要材料。
在2XXX系铝合金方而,美国的雷伊路菲公司和法国的西贝内公司相继开发了2036-T4. AU2G-T4铝合金板材,用于汽车车身。
在5XXX系铝合金方面,美国铝业公司(ALCOA)开发了X5085-0. 5182-0等铝合金, 用于车身内板。
在6XXX 系铝合金方面,美国研制了6009和6010 车身铝合金板。
挪威海德鲁铝业公司在2018年开发了HHS360合金,抗拉强度比6082合金提高了10. 8%,达到360 N/mm2 ,伸长率达到10%;之后,该公司又在此基础上开发了HHS400合金,抗压强度达到400 N/mm2 ,屈服强度370 N/mm2 ,伸长率为8%,主要应用于汽车制造。
铝合金钎焊用钎料的发展动态
c t n a e s hl rdc i e po p c o e eo ig lw met g—p ithg t n le n eff x ai r a ,w i pe it g t r s t fd v lpn ・ l n o e n h e o i on ih s e  ̄h s d r a d s l l - r o s -u
ig au n m le a e n A1S e e le n e r pd s ldf ain tc n lge o le 、 n l miu s d r b s d o ・ is r ss d r a d t a i i ic to e h oo isf rs d r o s i o s h o i o s Ke wo d y r s:au n m lo l mi u aly;b a ig;s le rzn o dr
0 前 言
随着 运 载 工具 的轻 量化 , 合金 的应用 范 围渐 铝
广 , 连接 特别 是 焊 接 问题 得 到 广泛 , 给接头 的抗 腐蚀 性 能带来 不利 影 响 ; ( ) 剂 一般 是 卤化 盐 , 有 强 腐 蚀 性 , 头 因 4钎 具 接
一
钎 料之 间的原 子扩 散 , 使得 润湿性 大 大降低 ; () 合金 硬 钎 焊 用钎 料 的熔 点 与 铝合 金 熔 点 2铝 相 差不 大 , 焊时 铝合 金母 材 晶粒很 容易 长大 , 钎 或造 成 母材 的过 量熔解 形 成熔 蚀缺 陷 ;
铝行业发展现状分析报告

铝行业发展现状分析报告引言作为一种重要的金属材料,铝在现代工业中发挥着重要作用。
本报告将对铝行业的发展现状进行详细分析,包括市场规模、产能增长、行业竞争、政策环境以及未来发展趋势等方面。
一、市场规模近年来,全球铝需求持续增长,推动了铝行业的快速发展。
根据统计数据显示,2019年全球铝需求量达到6500万吨,其中中国市场占据了相当大的份额。
中国的建筑、汽车、电子等领域对铝材料的需求量持续增长,推动了相关行业的发展。
二、产能增长为满足市场需求,铝行业在过去几年间经历了产能大幅增长的阶段。
据最新统计数据,中国铝行业的总产能已超过1亿吨,居世界首位。
然而,产能过剩也带来了一些问题,例如过剩产能导致的价格下降、资源浪费等。
三、行业竞争中国的铝行业竞争激烈,市场上有许多大型铝企。
国有企业和民营企业在市场份额上存在一定竞争。
国有企业通常具有规模优势和政策支持,而民营企业则更注重技术创新和市场敏锐度。
此外,国际铝企也在中国市场上积极竞争,加剧了行业竞争的激烈程度。
四、政策环境中国政府对铝行业的政策支持较为强力。
在环保方面,政府加强了对铝企的减排要求,推动行业向高效、绿色发展转型。
此外,政府鼓励铝企加大科技创新力度,推动行业提升技术水平和产品质量。
五、未来发展趋势1. 铝行业向高附加值产品转型:随着市场竞争的加剧,铝企需要不断提升技术水平,开发出更高附加值的铝产品,提高市场竞争力。
2. 绿色制造成为发展趋势:环保的要求日益严格,铝行业需要加大减排力度,推动绿色制造的发展,以符合国家的环保政策。
3. 深入拓展国际市场:中国铝企在国际市场上的竞争力逐渐增强,未来应进一步深化国际合作,拓展海外市场。
结论目前,中国铝行业发展迅速,市场规模逐年增长,但也面临着产能过剩、环保压力等挑战。
未来,铝行业在技术创新、绿色制造以及国际市场开拓等方面需不断努力,才能实现持续、稳定发展。
政府应加大政策支持力度,提供更好的环境和机会,促进铝行业的楷模。
铝行业的发展现状及前景
铝行业的发展现状及前景铝作为广泛应用于工业和制造业的重要金属,其在现代社会中扮演着不可或缺的角色。
本文将就铝行业的发展现状进行深入探讨,并展望其未来的前景。
一、行业背景与现状1. 铝的特性与应用铝是一种轻质、耐腐蚀、导热性能好的金属,具有广泛的应用前景。
它被用于航空航天、汽车、建筑、包装和电子等多个领域,如飞机制造、车身构建、建筑结构和电子设备外壳。
2. 全球铝产业现状目前,全球铝产业集中在几个主要国家和地区,如中国、印度、美国等。
中国是全球最大的铝生产国和消费国,其铝产量和需求量占据了全球的很大比重。
此外,全球铝行业面临着过剩产能、市场需求疲软和环境压力等挑战。
二、铝行业发展趋势1. 技术创新与绿色制造为应对环境和能源的挑战,铝行业正加紧推动技术创新,以提高资源利用效率和减少碳排放。
例如,采用先进的电解工艺和再生铝生产方式,可有效降低碳排放,并实现资源的循环利用。
2. 市场需求的多样化随着各种新兴行业的发展以及国际贸易的不断扩大,铝的市场需求也呈现多样化的趋势。
汽车工业、新能源产业和通讯设备制造等领域对铝的需求持续增长,为铝行业带来新的发展机遇。
3. 可持续发展的重要性在全球环保和可持续发展的倡导下,铝行业必须积极应对挑战,加强绿色生产和资源节约利用。
通过实施节能减排、循环经济和推动清洁能源的使用,铝行业可实现可持续发展,同时提升企业形象和竞争力。
三、铝行业的前景展望1. 未来需求增长的预测由于全球工业化进程的不断推进以及新兴行业的崛起,铝的需求将继续保持增长态势。
汽车行业的发展、节能环保政策的实施以及新能源市场的扩大,将成为铝行业未来需求增长的主要推动力。
2. 技术进步带来的机遇随着科技的进步和创新能力的提升,铝行业将迎来更多的技术突破和发展机会。
例如,轻量化技术在汽车和航空领域的应用,可促使铝材料在更广泛的范围内替代其他金属材料,进一步拓展铝行业的市场空间。
3. 地理布局的调整与拓展为了更好地适应市场需求和资源配置的变化,铝行业将面临着地理布局的调整与拓展。
中国铝型材行业现状及发展趋势

中国铝型材行业现状及发展趋势近几年来,随着我国国民经济的持续健康增长,人民生活水平不断提高,作为现代经济和高新技术发展支柱性原材料的铝材需求旺盛,建筑幕墙、交通运输业、化工业、电力设备业、国防军工等行业的快速发展,将使铝型材消费断地增长,同时,新产品、新工艺、新用途的铝型材将不断出现,从而推动技术进步和行业持续健康发展。
一、世界铝型材行业现状与发展趋势1.世界铝型材行业发展现状(1)全球铝型材产量及产能分布2001-2007 年,全球铝型材产量逐年增长,由2001 年的880 万吨增长至2007 年的1470 万吨,年复合增长率约为9.01%。
2009 年全球可生产铝型材的国家和地区约95 个,生产企业约2200 余家,其中中国的产能占世界总产能的比重超过50%,位列第一。
(2)全球铝型材产量(3)全球铝型材消费量随着全球经济增长及铝型材用途不断扩展,全球铝型材的消耗量由2001 年的869 万吨增长至2009 年的1550 万吨,年复合增长率约为7.5%。
预计2012 年,全球铝型材消费量将达1669 万吨。
从地区来看,2001-2009 年全球主要地区消费量呈现出不同走势,中国消费量比例迅速上升,而欧洲和北美洲呈现出下降趋势。
2009 年,中国消费量占全球消费量比达到47%,而欧洲、北美洲和日本分别仅占21%、8%、6%,中国已经发展为铝型材的消费大国。
从应用领域来看,建筑行业仍然是铝型材应用的主要领域,远远超过其他领域消费量,消费量逐年上涨,2009 年占总消费量的63%以上。
分地区看,北美、欧洲等发达地区2009 年铝型材在工业领域的消费平均比重已经超过50%,而中国铝型材在工业领域的消费量仅32%,工业领域的消费比例相对较低。
2.国际铝型材行业竞争格局从国际铝型材行业的竞争情况来看,中国、美国和日本三国具有较强的竞争力。
从产量分布来看,全球铝型材材约60%的产量集中于中、美、日三国,多年来中国的产量占世界总产量的比重超过1/3。
2023年钎焊材料行业市场前景分析

2023年钎焊材料行业市场前景分析近年来,随着工业化的进一步推进和国家经济的不断发展,钎焊材料行业的市场需求逐步增加。
钎焊材料是在金属焊接过程中,加热金属或合金到一定温度并施加一定压力的过程中添加的一类材料,通常包括钎料和焊剂两种,广泛应用于机械加工、汽车制造、能源和电力工业、冶金工业、建筑和航空航天工业等领域。
本文将从市场背景、市场规模、竞争格局和未来趋势等四个方面对钎焊材料行业市场前景进行分析。
一、市场背景随着我国工业化水平的不断提高,对钎焊材料的需求也越来越大。
目前,我国以汽车制造、机械加工等为主的制造业和能源、化工等行业中均大量使用钎焊材料。
特别是在高端制造业和航空、航天领域的快速发展中,对高性能和高品质的钎焊材料有着极高的需求。
此外,因为钎焊材料可以加强金属焊接的强度和密封性,还可以用于连接不同材料、不同形状、不同尺寸的零件,因此在修理和改造行业也有着广泛的应用。
二、市场规模据工业和信息化部发布的《2018年我国焊材工业经济运行情况》数据显示,2018年我国焊材工业实现营业收入2025亿元,同比增长19.3%;利润总额157.8亿元,同比增长16.7%;出口增长7.7%,达到72.5万吨,出口额同比增长8.7%。
其中,钎焊材料是中国焊材产业中的一个重要品种,市场规模逐年扩大。
根据富士德咨询(FIRST)发布的数据,2019年全球钎焊材料市场规模约为197亿美元,同比增长3%,其中中国的市场份额为33.2%。
三、竞争格局目前,钎焊材料行业市场竞争主要由国内外知名企业占据。
国内企业包括江苏金井焊材、广东锐利精化工、沈阳黎云焊材、上海加强焊材、山东锦盛焊材等;外国企业包括德国的特耐和维氏法兰克公司、日本的松下、美国的阿罗氏和哈里斯等。
这些企业在钎焊材料品牌、产品技术、服务和价格等方面都具有一定的竞争优势。
四、未来趋势未来,随着工业化和智能化的深入发展,钎焊材料行业的市场需求将会进一步扩大。
预计在智能制造和高端装备制造领域,对高性能和高品质的钎焊材料的需求将不断增加。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
136
Hot Working Technology 2011 , Vol.40 , No. 19
上半月出版
Casting·Forging·Welding 金属铸锻焊技术
常发生丝状断裂,加工成型较为困难。 采用快冷方 法 可 使 Al-Si-Zn 系 钎 料 合 金 的 组 织 和 加 工 性 能 有 所 改 善[8],但 生 产 工 艺 较 为 复 杂 ,且 成 本 较 高 。 1.3 Al-Si-Ge 系钎料合金
4 Sn-Pb 系铝钎料
Sn-Pb 系钎料熔点较低,近共晶成分 60Sn-40Pb 的熔点为 183 ℃,钎焊过程对母材性能的影响较小。 在 LD31 铝 合 金 表 面 电 刷 镀 镍 过 渡 层 及 铜 改 性 层 后,可采用 Sn-Pb 钎料实现连接,但接头强度较 低,
只有 20 MPa[14]。 Sn-Pb 钎料由于钎料与母材成分差 别大,且 Sn 和 Pb 对 Al 的互溶度都极低,亦没有化 合物生成,与 Al 的结合很弱。同时,铝与钎料中的铅 与锡电极电位差很大,易形成电化学腐蚀,因此难以 实现可靠连接。 另外,铅及含铅化合物属有毒物质,容 易对环境及人体健康产生危害,应尽量减少其使用。
关键词:铝合金; 中温钎焊; 钎料
中 图 分 类 号 :TG425
文 献 标 识 码 :A
文 章 编 号 :1001-3814(2011)19-0136-03
Research Status and Developing Trend of Filler Metals for Brazing Al-alloy at Middle Temperature
Key words:Al-alloy; braze at the middle temperature; brazing filler metals
由于铝及铝合金力学性能良好, 成型性能优异 且耐腐蚀性能较好而广泛应用在航空航天、机械、电 力、制冷[1]等行 业。 铝及铝合 金钎焊通常 采用 Al-Si 钎 料 , 如 4047 (Al-12Si), 此 类 钎 料 润 湿 性 好 、 强 度 高,缺点是熔点高,钎焊温度接近铝材熔点,钎焊时 必须严格而精确地控制加热温度, 否则将导致母材 过烧甚至熔化。 因此, 诸多行业中铝及铝合金钎焊 产品合格率低、生产效率不高,已成为铝及铝合金应用 和推广的 “瓶颈”, 迫切需要性能优良的中温(400~ 500℃)铝钎料[2]来解决此类问题。 本文重点对目前国 内外研究较多的几类中温铝钎料进行介绍及讨论。
尽管 Al-Si-Cu 系钎料的熔化温度显著降低,但 Al-Si-Cu 系钎料中的 Al 元素与 Cu 元素容易形成脆 性化合物 CuAl2[5],钎料脆性增大,加工困难,难以扎 制成带材或拉拔成丝材,限制了这类钎料的使用。 另 外,钎焊接头晶界处形成 CuAl2 化合物,导致晶界周 围形成贫 Cu 区,与晶粒内部处于钝态的 α-Al 相电位 差较大,容易形成局部腐蚀电池,产生晶间腐蚀[6]。 1.2 Al-Si-Zn 系钎料合金
2011 年 10 月
质 Pb、 Cd 元素而被限制使用,且 Sn-Pb 系钎料钎焊 接头容易产 生电化学腐 蚀,Cd-Zn 系钎料 与母材 色 差较大,影响产品美观。 Sn-Zn 系钎料虽然接头强度 较高,但钎焊接头的抗腐蚀性能差,难以实现可靠连 接。 Pb-Bi 系钎料钎焊接头强度极低,一般不考虑应 用。 Zn-Al 系钎料熔点适中,且钎焊性能良好,作为 中温铝钎料钎焊铝及铝合金具有美好的应用前景。
2 Cd-Zn 系铝钎料
Cd-Zn 系 钎 料 属 于 镉 基 钎 料 , 共 晶 成 分 为 Cd-17.5Zn,共晶温度为 265 ℃。 该系共晶钎料钎焊 温度不超过 300 ℃,可以配合有机钎剂使用,与使用 无机反应型钎剂相比,腐蚀性得到显著改善,且钎焊 工艺及接头强度均属上乘[2]。 但镉属于有毒元素,欧 盟颁布的 WEEE 和 RoHS 指令,明令禁止含镉的材 料用于家电等领域, 并于 2006 年 7 月 1 日起实施。 另外,由于镉的色泽较深,钎焊后母材与钎缝之间色 差较大,影响产品美观。
省 淮 阴 工 学 院 青 年 科 研 基 金 项 目 (HGC1017) 作者简介:张满(1980- ),男,吉林蛟河人,讲师,博士研究生;
电话:15996169552: Email:zhangmansky@
系钎料合金,熔点有所降低,其三元共晶成分为 Al5.5Si-28Cu,共晶温度为 525℃。 正交试验表明,合金元 素对铝硅钎料熔点影响的主次顺序为 Cu、Si、Ni,随着 Cu 元素、Si 元素含量的增加, 钎料熔点大大降低,Ni 含量对钎料熔点影响较小[3]。 Humpston 等人[4]研制的 Al-5Si-20Cu-2Ni 钎 料 熔 化 温 度 在 518~538 ℃范 围 内,钎焊 3001 铝合金接头强度可达到 75MPa 以上。
7 结束语
新型中温铝钎料的研究将会给铝及铝合金钎焊 带来革命性的影响,Al-Si 系钎料通过合金化方法降 低其熔点的效果并不显著,且容易导致钎料变脆,加 工性能恶化。 Sn-Pb、Cd-Zn 系钎料由于存在剧毒物
《热加工工艺》 2011 年第 40 卷第 19 期
137
金属铸锻焊技术 Casting·Forging·Welding
ZHANG Man1,2,3, LU Jianqiang1, XU Hongbin1, JIANG Hailin1
(1.Department of Mechanical Engineering, Huaiyin Institute of Technology, Huaian 223003, China; 2.College of Materials Science and Technology, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China; 3.Jiangsu Provincial Key Laboratory for Interventional Medical Devices, Huaiyin Institute of Technology, Huaian 223003, China)
摘 要: 介绍了目前国内外中 温 铝 钎 焊 研 究 较 多 的 几 类 钎 料 合 金 , 包 括 Al-Si 系 、Sn-Zn 系 、Sn-Pb 系 、Cd-Zn 系 、
Pb-Bi 系、Zn-Al 系等的研究现状,并进行了综合对比分析,认为 Zn-Al 系合金作为中温铝钎料将具有美好的应用前景。
Al-Si-Zn 系 钎 料 的 熔 点 较 低 ,Al-4.2Si-40Zn 钎 料的熔点为 535 ℃[7],Al-2.2Si-61.4Zn 钎料熔点可降 至 490 ℃, 与氟化物钎剂 配合钎焊温 度较为理想 。 Al-Si-Zn 系钎料 润 湿 性 佳 、流 动 性 好 ,加 入 少 量 Cu 可减少与母材的色差, 加入少量 Mg 可提高抗腐蚀 性[2]。 但此类钎料熔炼过程中易产生 Si 的偏析,组织 上的不均匀导致钎料塑性降低, 在焊丝拉拔过程中
6 Zn-Al 系铝钎料
Zn-Al 二元合金的共晶成分为 Zn-5Al, 共晶温 度为 382 ℃。通过调整 Al 元素的含量,Zn-Al 钎料熔 点可控制在 382~500 ℃左右, 显著低于铝材熔点, 与现有大量使用的 Al-Si 钎料相比, 钎焊过程易于 控制, 母材不易过烧, 且 Zn-Al 钎料具有优良的塑 性,容易加工成型。
5 Pb-Bi 系铝钎料
Pb-Bi 系合金的共晶成分为 Pb-55.5Bi, 共晶温 度为 124 ℃。 在钎焊温度下(低于 300 ℃)液态钎料与 Al 几乎没有互溶度,亦没有金属间化合物生成。 钎 缝与铝母材的结合力极弱,钎焊接头强度很低[2]。 此 外,无铅钎料是目前的发展趋势,除非特殊情况,此 系钎料不是钎焊工艺的首选。
1 Al-Si 系钎料的合金化
通过合金化的方法, 向 Al-Si 钎料中添加 Cu、 Zn、Ge、Ni 等元素,可以降低其熔化温度。 1.1 Al-Si-Cu 系钎料合金
在 Al-Si 合 金 中 加 入 Cu 元 素 形 成 的 Al-Si-Cu
收 稿 日 期 :2011-04-17 基金项目:科技部科技人员服务企 业 行 动 项 目(2009GJC20040);江 苏
Abstract:The brazing filler metals for brazing Al-alloy at middle temperature are summarized, including Al-Si alloy, Sn-Zn alloy, Sn-Pb alloy, Cd-Zn alloy, Pb-Bi alloy and Zn-Al alloy. Through the comprehensive analysis and comparison of every brazing alloy, it can be found that Zn-Al alloy can be perfectly used as the brazing filler metals for brazing Al-alloy at middle temperature.