刀具动平衡技术介绍
MPM动平衡中文资料

2.01
MPM balancing systems have a modular structure. The best equipment for each machines and customer requirement can be arranged MPM 平衡系统可按客户的要求进行组合,为不同的机床提供不同的平衡解决方案。
or via the PCU of the machine. • 可以通过单独的操作模块或者机床的 PCU 系统操作动平衡系统 • It is possible to connect automatic external balancers, internal balancers or ring
balancers with measuring electronics. • 系统可以和外置平衡头、内置平衡头以及环状平衡头的连接 。
General 总括
Examples : 需要平衡的情况 :
• When using a new grinding wheel • 使用一个新砂轮时 • If there is a play in the tool holding system • 刀具(砂轮)夹持系统做过调整 • After each change of wheel • 每次更换砂轮后 • After the dressing • 砂轮修正以后 • After form-turning 成型车磨后 • After first use of coolants • 第一次冷却后
Balancing –2-channel(7-way) 5 双通道动平衡(7 线)
Balancing—2channel+GAP/Crash/Dress 6 function (2-channel) (7-way) 双通道动平衡和间隙、防碰撞、 修正功能(7 线)
德国Haimer公司 Tool Dynamic TD 2002模块化刀具动平衡机
德国Haimer公司 Tool Dynamic TD 2002模块化刀具动
平衡机
佚名
【期刊名称】《汽车制造业》
【年(卷),期】2007(000)007
【摘要】Tool Dynamic TD 2002模块化刀具动平衡机主要用于刀柄及砂轮的动平衡,测量精度极高,平衡精度小于0.5gmm。
该系列共有4种机型,包括可用于各类刀柄的单平面测量(静态)经济型、用于两个平面测量的经济增强型、可缩短平衡时间的舒适型及在舒适型上配备液晶显示器的舒适增强型。
该产品能够有效降低对主轴造成的损坏、大大减少成本及提高精准度。
【总页数】1页(P51)
【正文语种】中文
【中图分类】TP277
【相关文献】
1.伊斯卡大家族又添新成员--Tool Flo刀具公司 [J],
2.热缩技术的领跑者——访德国HAIMER公司亚太区副总裁黄嘉兴先生 [J], 涂丹华
3.翰默(上海)贸易有限责任公司HAIMER刀具动平衡机 [J],
4.HAIMER刀具动平衡机 [J],
5.北京世纪住研技术开发有限公司:BMT200刀具动平衡机 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
刀柄知识——精选推荐
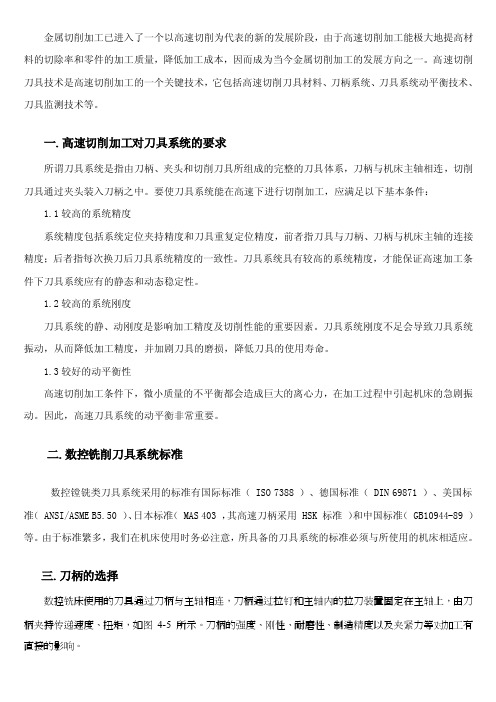
金属切削加工已进入了一个以高速切削为代表的新的发展阶段,由于高速切削加工能极大地提高材料的切除率和零件的加工质量,降低加工成本,因而成为当今金属切削加工的发展方向之一。
高速切削刀具技术是高速切削加工的一个关键技术,它包括高速切削刀具材料、刀柄系统、刀具系统动平衡技术、刀具监测技术等。
一.高速切削加工对刀具系统的要求所谓刀具系统是指由刀柄、夹头和切削刀具所组成的完整的刀具体系,刀柄与机床主轴相连,切削刀具通过夹头装入刀柄之中。
要使刀具系统能在高速下进行切削加工,应满足以下基本条件:1.1较高的系统精度系统精度包括系统定位夹持精度和刀具重复定位精度,前者指刀具与刀柄、刀柄与机床主轴的连接精度;后者指每次换刀后刀具系统精度的一致性。
刀具系统具有较高的系统精度,才能保证高速加工条件下刀具系统应有的静态和动态稳定性。
1.2较高的系统刚度刀具系统的静、动刚度是影响加工精度及切削性能的重要因素。
刀具系统刚度不足会导致刀具系统振动,从而降低加工精度,并加剧刀具的磨损,降低刀具的使用寿命。
1.3较好的动平衡性高速切削加工条件下,微小质量的不平衡都会造成巨大的离心力,在加工过程中引起机床的急剧振动。
因此,高速刀具系统的动平衡非常重要。
二.数控铣削刀具系统标准数控镗铣类刀具系统采用的标准有国际标准( ISO 7388 )、德国标准( DIN 69871 )、美国标准( ANSI/ASME B5.50 )、日本标准( MAS 403 ,其高速刀柄采用 HSK 标准)和中国标准( GB10944-89 )等。
由于标准繁多,我们在机床使用时务必注意,所具备的刀具系统的标准必须与所使用的机床相适应。
三.刀柄的选择数控铣床使用的刀具通过刀柄与主轴相连,刀柄通过拉钉和主轴内的拉刀装置固定在主轴上,由刀柄夹持传递速度、扭矩,如图4-5 所示。
刀柄的强度、刚性、耐磨性、制造精度以及夹紧力等对加工有直接的影响。
常见刀柄如下图:1.传统刀柄标准7/24锥联结目前,在数控铣床、数控镗床和加工中心上使用的传统刀柄是标准7:24锥度实心长刀柄。
1机床动平衡测试技术要求规范

机床动平衡测试技术规范沈阳机床(集团)有限责任公司“高速/复合数控机床及关键技术创新能力平台”课题组2012年5月1 简介动平衡技术是在转子校正面上进行校正平衡,校正后的剩余不平衡量,以保证转子在动态时是在许用不平衡量的规定范围内,在理想的情况下回转体旋转时与不旋转时,对轴承产生的压力是一样的,这样的回转体是平衡的回转体。
提高精度或精密化,减小振动噪音是制造技术的一个主要发展方向、是各种各类数控机床与基础制造装备在应用中所追求的目标。
动平衡技术不但可以用于各类数控机床,而且可用于各类设备包括大型和重型设备,还可用于高档数控装置等等。
因此,完成本课题的目标和任务对于国家“高档数控机床与基础制造装备”科技重大专项及其项目目标和任务来说,具有着重大作用和显著意义。
由于动平衡技术可用于各类数控机床、设备和高档数控装置。
本课题成果将可以为各类数控机床、设备和高档数控装置的开发提供技术支持,同时为这些数控机床、设备及高档数控装置的设计、制造及安装提供理论依据与保证。
动平衡技术已越来越多地应用于航天航空、国防、飞机制造、汽车制造等行业,其工程意义是非常显著的,这项技术可用于各种各类的机床及装备,而且不但可应用于新机床以提高其技术含量和精度,还可应用于老机床以焕发其新春和加入现代制造行列,提高机床及装备的加工精度是此项技术的目的。
2 试验的目的(1)对于回转零部件,由于零件结构不对称、材质不均匀、加工或装配误差等因素,不可避免地存在质量不均衡。
根据平衡理论,我们把具有一定转速的回转件称为转子。
如果转子的质量分布对其轴线而言不均匀、不对称,即其中心主惯性轴不能与旋转轴线重合,那么旋转时就会产生不平衡离心力,它会对支承架和基础产生作用力,而且还会引起机器振动,振动的大小主要取决于不平衡量大小及支承架和基础的刚度。
如果振动严重,则会影响机器的性能和寿命。
因此,在几乎所有的回转体零件中,平衡工艺是必不可少的工艺过程,它是减小转子振动的极为重要的手段,它能解决由于自由离心力造成的振动。
刀具长度补偿
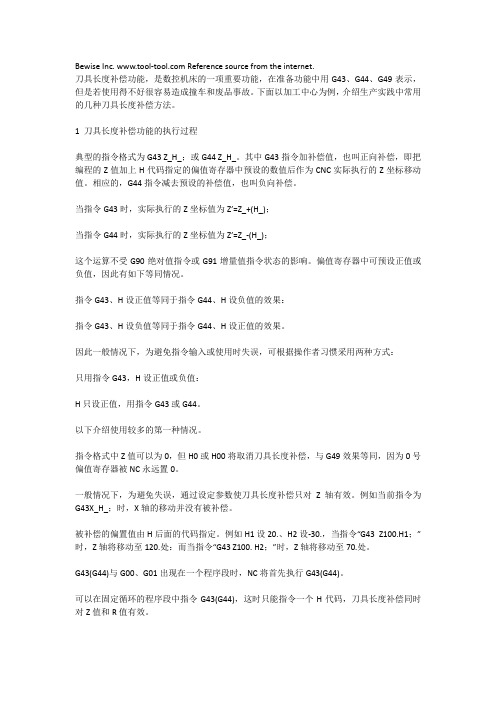
Bewise Inc. Reference source from the internet.刀具长度补偿功能,是数控机床的一项重要功能,在准备功能中用G43、G44、G49表示,但是若使用得不好很容易造成撞车和废品事故。
下面以加工中心为例,介绍生产实践中常用的几种刀具长度补偿方法。
1 刀具长度补偿功能的执行过程典型的指令格式为G43 Z_H_;或G44 Z_H_。
其中G43指令加补偿值,也叫正向补偿,即把编程的Z值加上H代码指定的偏值寄存器中预设的数值后作为CNC实际执行的Z坐标移动值。
相应的,G44指令减去预设的补偿值,也叫负向补偿。
当指令G43时,实际执行的Z坐标值为Z’=Z_+(H_);当指令G44时,实际执行的Z坐标值为Z’=Z_-(H_);这个运算不受G90绝对值指令或G91增量值指令状态的影响。
偏值寄存器中可预设正值或负值,因此有如下等同情况。
指令G43、H设正值等同于指令G44、H设负值的效果:指令G43、H设负值等同于指令G44、H设正值的效果。
因此一般情况下,为避免指令输入或使用时失误,可根据操作者习惯采用两种方式:只用指令G43,H设正值或负值:H只设正值,用指令G43或G44。
以下介绍使用较多的第一种情况。
指令格式中Z值可以为0,但H0或H00将取消刀具长度补偿,与G49效果等同,因为0号偏值寄存器被NC永远置0。
一般情况下,为避免失误,通过设定参数使刀具长度补偿只对Z轴有效。
例如当前指令为G43X_H_;时,X轴的移动并没有被补偿。
被补偿的偏置值由H后面的代码指定。
例如H1设20.、H2设-30.,当指令“G43 Z100.H1;”时,Z轴将移动至120.处:而当指令“G43 Z100. H2;”时,Z轴将移动至70.处。
G43(G44)与G00、G01出现在一个程序段时,NC将首先执行G43(G44)。
可以在固定循环的程序段中指令G43(G44),这时只能指令一个H代码,刀具长度补偿同时对Z值和R值有效。
有关动平衡方面的专业知识
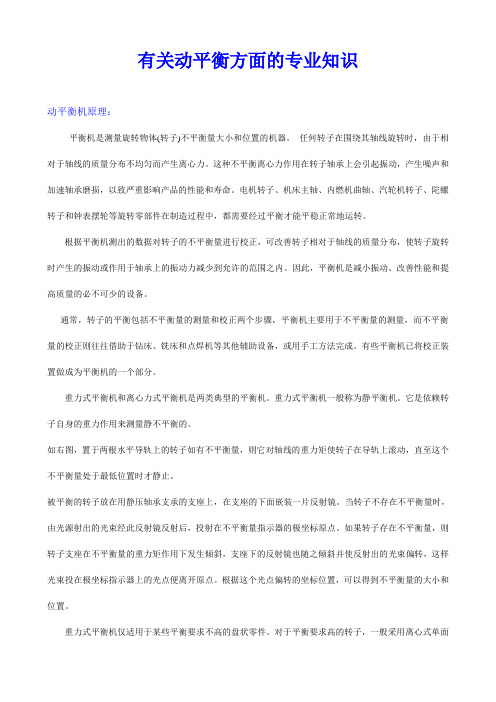
有关动平衡方面的专业知识动平衡机原理:平衡机是测量旋转物体(转子)不平衡量大小和位置的机器。
任何转子在围绕其轴线旋转时,由于相对于轴线的质量分布不均匀而产生离心力。
这种不平衡离心力作用在转子轴承上会引起振动,产生噪声和加速轴承磨损,以致严重影响产品的性能和寿命。
电机转子、机床主轴、内燃机曲轴、汽轮机转子、陀螺转子和钟表摆轮等旋转零部件在制造过程中,都需要经过平衡才能平稳正常地运转。
根据平衡机测出的数据对转子的不平衡量进行校正,可改善转子相对于轴线的质量分布,使转子旋转时产生的振动或作用于轴承上的振动力减少到允许的范围之内。
因此,平衡机是减小振动、改善性能和提高质量的必不可少的设备。
通常,转子的平衡包括不平衡量的测量和校正两个步骤,平衡机主要用于不平衡量的测量,而不平衡量的校正则往往借助于钻床、铣床和点焊机等其他辅助设备,或用手工方法完成。
有些平衡机已将校正装置做成为平衡机的一个部分。
重力式平衡机和离心力式平衡机是两类典型的平衡机。
重力式平衡机一般称为静平衡机。
它是依赖转子自身的重力作用来测量静不平衡的。
如右图,置于两根水平导轨上的转子如有不平衡量,则它对轴线的重力矩使转子在导轨上滚动,直至这个不平衡量处于最低位置时才静止。
被平衡的转子放在用静压轴承支承的支座上,在支座的下面嵌装一片反射镜。
当转子不存在不平衡量时,由光源射出的光束经此反射镜反射后,投射在不平衡量指示器的极坐标原点。
如果转子存在不平衡量,则转子支座在不平衡量的重力矩作用下发生倾斜,支座下的反射镜也随之倾斜并使反射出的光束偏转,这样光束投在极坐标指示器上的光点便离开原点。
根据这个光点偏转的坐标位置,可以得到不平衡量的大小和位置。
重力式平衡机仅适用于某些平衡要求不高的盘状零件。
对于平衡要求高的转子,一般采用离心式单面或双面平衡机。
离心式平衡机是在转子旋转的状态下,根据转子不平衡引起的支承振动,或作用于支承的振动力来测量不平衡。
其按校正平面数量的不同,可分为单面平衡机和双面平衡机。
加工中心刀柄结构说明

在主轴+刀柄+刀具这样的一个系统中, 刀柄是影响同心度和动平衡一个关键 环节,千万不能将它当成一般的部件 来看待。随着主轴转速的增加,刀柄 的选择对于加工的影响将显得越来越 重要。
Two Face Contact & HSK holders/两面接触HSK刀柄
•Centrifugal force from fast spindle speeds can cause the tool holder to retract when the spindle and holder touch only along the taper. •Two-face contact at the spindle interface can solve this problem. HSK is a widely used tool holder design that features two-face contact
•对于仅仅是锥度连接的刀夹系统来说, 当主轴在高速旋转的情况下,因为主轴 本身锥孔的膨胀,而主轴和刀柄的连接 又仅仅是通过锥度面连接,此时刀柄受 到拉力的影响会有一个回缩。 •两面接触的连接方式有助于解决该问 题。HSK即是被广泛使用的一种两面 接触的刀夹系统。
Two Face Contact Holders/两面接触刀柄
•同心度测量如右图,通 过调整刀夹的中心轴线 与主轴的中心轴线重合 来调整痛心度。 •好的同心度控制可以确 保所有切削刃在各个方 向上有均匀的加工量
Balance/动平衡
Balance measures the distribution of weight of the tool and tool holder together. A perfectly balanced tool / tool holder combination would not generate any centrifugal force as it spins. But in reality, some part of this combined weight will be unbalanced. The unbalance will produce a vibration at a frequency equal to the spindle RPM. If the unbalance amount is small, this vibration will also be small.
主轴径向跳动解决方法
主轴径向跳动解决方法主轴径向跳动是机床加工中常见的问题,它会导致加工精度下降,甚至影响加工质量。
因此,解决主轴径向跳动问题是非常重要的。
下面介绍几种解决方法。
1. 检查主轴和夹头主轴和夹头是主轴径向跳动的主要原因。
因此,首先要检查主轴和夹头是否有损坏或磨损。
如果有,需要及时更换。
此外,还要检查夹头是否正确安装,是否紧固牢固。
2. 调整主轴预紧力主轴预紧力对主轴径向跳动有很大影响。
如果预紧力过大或过小,都会导致主轴径向跳动。
因此,需要根据机床的要求,调整主轴预紧力。
一般来说,预紧力应该适中,既不能太大也不能太小。
3. 优化刀具刀具的质量和形状也会影响主轴径向跳动。
因此,需要选择质量好、形状合适的刀具。
此外,还要注意刀具的使用寿命,及时更换磨损的刀具。
4. 加强机床维护机床的维护对于解决主轴径向跳动问题也非常重要。
需要定期对机床进行检查和维护,保证机床的各项参数正常。
此外,还要注意机床的清洁和润滑,保证机床的正常运转。
5. 采用动平衡技术动平衡技术是解决主轴径向跳动问题的有效方法之一。
通过对主轴进行动平衡,可以消除主轴的不平衡,减少主轴径向跳动。
但是,动平衡技术需要专业的设备和技术,需要专业人员进行操作。
综上所述,解决主轴径向跳动问题需要综合考虑多个因素。
需要从主轴、夹头、刀具、机床维护等多个方面入手,采取相应的措施。
只有这样,才能有效地解决主轴径向跳动问题,提高机床加工精度和质量。
高速切削刀具相关关键技术的研究

匹酉 己。
一
键技 术 。 强 对 高 速 切 削刀 具 技 术 的研 究 极 大地 发 挥 加
了高速 切 削 技术 的最 佳 效 益 , 力 地促 进 高 速切 削 技 有
维普资讯
高速 切 削 刀具 相 关关键 技 术 的研 究 女
口 周纯 江 口 叶 红朝
杭州 3 0 5 10 3 浙江 机电职业技术学 院
摘
要 :从 高速 切 削刀 具 技 术 是 实现 高速 切 削所 必 须 的 关键 技 术这 一 角度 出发 , 高速 切 削 的 刀 具 材 料 与 加 工对 象 对
c ii , t. h nng e c
Ke o d :H g p e c ii g T o Mae il T o S a k D n mi aa c y W r s ib S e dMa hn n o l tr o l h n a y a c ln e B
由于 高速 切 削加 工 具有 高速 高 精 度 的特 点 , 加 在 工 过 程 中不 仅 可 以大 幅度 提 高 零 件 的加 工 效率 , 短 缩 加 工 时 间 , 低 加工 成本 , 且 可 以使零 件 的表 面加工 降 而 质 量 和 加工 精 度 达 到更 高 的水 平 。 广 泛、 车 等 行 业 , 产 生 了 动 机 模 汽 并 巨 大 经 济 效 益 , 制 造 业 产 生 了 巨 大 的 影 响 , 认 为 是 对 被
2世 纪 最 有 发 展 潜 力 的 几 大先 进 制 造 技 术 的发 展趋 1
刀具补偿功能概述

刀具补偿功能概述刀具补偿是数控加工中一项关键的技术,它可以有效地提高加工精度和效率。
本文将对刀具补偿功能进行概述,介绍其原理、应用和优势。
一、刀具补偿的原理刀具补偿是通过在数控系统中对工具轨迹进行校正来实现的。
由于刀具的尺寸、形状和磨损等因素,工件的加工结果可能会与预期有所偏差。
刀具补偿基于工具几何和轨迹偏差的关系,通过调整数控程序中的刀具路径,使实际切削轨迹与期望轨迹保持一致,从而实现精准加工。
二、刀具补偿的应用领域刀具补偿广泛应用于各种数控加工领域,如铣削、车削、钻削等。
在这些加工过程中,刀具补偿能够提高零件的尺寸精度、表面质量和加工效率。
1. 铣削中的刀具补偿:在铣削过程中,刀具补偿可以根据刀具直径和偏移量来自动调整切削轨迹,确保切削结果符合要求。
同时,通过刀具补偿,还可以实现铣削过程中不同刀具的自动更换,提高生产效率。
2. 车削中的刀具补偿:车削过程中,刀具补偿可以针对工件的尺寸偏差进行调整,使加工后的工件尺寸与期望尺寸保持一致。
刀具补偿可以通过修正刀具位置或调整进给速度来实现,大大提高了车削加工的精度和稳定性。
3. 钻削中的刀具补偿:在钻削过程中,刀具补偿可以根据刀具尺寸和磨损情况来调整刀具的位置和轨迹。
通过刀具补偿,可以有效控制钻孔的直径误差和圆度误差,提高钻削加工的质量。
三、刀具补偿的优势刀具补偿具有许多优势,使其在数控加工中得到广泛应用。
1. 提高加工精度:刀具补偿可以消除工具尺寸和磨损等因素对加工精度的影响,实现更加精确的加工结果。
2. 提高加工效率:通过刀具补偿,可以使切削轨迹与工件的实际形状相匹配,减少加工过程中的空刀时间,提高生产效率。
3. 增强加工稳定性:刀具补偿可以对工具的位置和轨迹进行校正,减少切削力的变化,有助于提高加工过程的稳定性。
四、结论刀具补偿功能在数控加工中起到至关重要的作用,它通过调整刀具路径,确保加工结果与期望一致,提高加工精度和效率。
刀具补偿在铣削、车削、钻削等加工过程中广泛应用,并具有诸多优势,如提高加工精度、效率和稳定性。
动平衡介绍

动平衡简单讲就是刀具高速旋转时的跳动要达到一定标准,重心在旋转轴心上,不会发生共震,是高速旋转刀具或者砂轮必须要检测的项目。
不平衡是一个旋转体的质量轴线(惯量轴线)与实际的旋转轴线不重合。
其单位为不平衡的质量与该质量中心至实际旋转轴线的距离的乘积,以gmm计量。
不平衡有3种表现形式。
静力不平衡(单平面) 表现在一个旋转体的质量轴线与旋转轴线不重合,但平行于旋转轴线,因此不平衡将发生在单平面上。
不平衡所产生的离心力作用于两端支承上是相等的、同向的。
偶力不平衡表现在一个旋转体的质量轴线与旋转轴线不重合,但相交于旋转体重心,不平衡所产生的离心力作用于两端支承是相等而180°反向的。
动力不平衡(双平面) 表现在一个旋转体的质量轴线与旋转轴线不重合,而且既不平行也不相交,因此不平衡将发生在两个平面上,可以认为动力不平衡是静力不平衡和偶力不平衡的组合,不平衡所产生的离心力作用于两端支承,既不相等且向量角度也不相同。
动平衡就是在刀具上选择两个平衡操作面,通过加重、去重、调整等方法形成一个平衡合力和一个平衡合力矩,使原来不平衡力与附加的平衡力的矢量和趋于零,也使原来的不平衡力矩与附加的平衡力矩的合力矩趋于零。
在上图中T2及T3为平衡块的离心力,C为T2及T3的合力,可抵消刀具系统的离心力U。
常用机械中包含着大量的作旋转运动的零部件,例如各种传动轴、主轴、电动机和汽轮机的转子等,统称为回转体。
在理想的情况下回转体旋转时与不旋转时,对轴承产生的压力是一样的,这样的回转体是平衡的回转体。
但工程中的各种回转体,由于材质不均匀或毛坯缺陷、加工及装配中产生的误差,甚至设计时就具有非对称的几何形状等多种因素,使得回转体在旋转时,其上每个微小质点产生的离心惯性力不能相互抵消,离心惯性力通过轴承作用到机械及其基础上,引起振动,产生了噪音,加速轴承磨损,缩短了机械寿命,严重时能造成破坏性事故。
为此,必须对转子进行平衡,使其达到允许的平衡精度等级,或使因此产生的机械振动幅度降在允许的范围内。
金属切削刀具基本知识

金属切削刀具基本知识 Last updated on the afternoon of January 3, 2021秦皇岛技师学院机械安装与维修系金属切削刀具基本知识郝赫(编)金属切削刀具基本知识1 金属切削的基本要素机械制造过程概述机器是由零件、组件、部件等组成的,一台机器的制造过程包含了从零件、部件加工到整机装配的全过程,这一过程可以用图1所示的系统图来表示。
首先,从图中可以看出机器中的组成单元是一个个的零件,它们都是由毛坯经过相应的机械加工工艺过程变为合格零件的,在这一过程中要根据零件的设计信息制订每一个零件的适当加工方法,加工成在形状、尺寸、表面质量等各方面都符合加工使用要求的合格零件。
其次,要根据机器的结构和技术要求,把某些零件装配成部件,部件是由若干组件、套件和零件在一个基准零件上装配而成的,部件在整个机器中能完成一定的、完整的功能,这种把零件和组件、套件装配成部件的过程称为部装过程。
部装过程是依据部件装配工艺,应用相应的装配工具和技术完成的,部件装配的质量直接影响整个机器的性能和质量。
最后,在一个基准零部件上把各个部件、零件装配成一个完整的机器,我们把零件和部件装配成最终机械产品的过程称为总装过程,总装过程是依据总装工艺文件进行的,在产品总装后,还要经过检测、试车、喷漆、包装等一系列辅助过程最终形成合格的产品,如一辆汽车就是经过这样的机械制造过程而生产出来的。
图1 机械制造过程的构成机械加工工艺系统从机械制造的整个过程来看,机器的最基本组成单元为零件,也就是首先要制造出合格的零件,然后组装成部件,再由零、部件装配成机器,因此,制造出符合要求的各种零件是机械加工的主要目的,而机械加工中绝大部分材料是金属材料,故机械加工主要是对各种金属进行切削加工。
零件的表面通常是几种简单表面如平面、圆柱面、圆锥面、球面、成形表面等的组合,而零件的表面是通过各种切削加工方法得到的,其中在金属切削机床上利用工件和刀具彼此间协调的相对运动切除被加工零件多余的材料,获得在形状、尺寸和表面质量都符合要求的这种加工方法称为金属切削加工。
刀具简介介绍

刀具的失效形式
• 刀具是机械制造中用于切削加工的工具。主要以切削刀具 、夹具、机床附件、切削液等几大类组成。
06 刀具的应用领域与未来发 展
刀具的应用领域
制造业
在制造业中,刀具被广泛应用的工具。
农业
农业领域,刀具常被用于砍伐树木、 收割庄稼、屠宰动物等,是人类从事 生产劳动的重要工具之一。
纳米涂层技术具有自修复能力,可以在一定程度上修复刀具表面的 损伤。
高抗腐蚀性
纳米涂层技术可以提高刀具的抗腐蚀性能,从而提高刀具的使用寿 命。
04 刀具的平衡与重磨
刀具的平衡
平衡的定义
刀具的平衡是指刀具整体的质量分布是否均匀,如果刀具的质量分布不均匀,则会导致刀 具在高速旋转或使用时产生振动和摇晃,进而影响刀具的精度和寿命。
应用
广泛应用于机械加工、航空航天等领域。
聚晶金刚石刀具
定义
聚晶金刚石刀具是一种由聚晶金刚石制成的刀具,具有高硬度、 高耐磨性和良好的韧性。
特点
聚晶金刚石刀具具有优异的耐热性和耐冲击性,适合于承受高温和 冲击的场合。
应用
广泛应用于机械加工、航空航天等领域。
03 刀具的涂层技术
物理气相沉积(PVD)涂层技术
重磨的方法和注意事 项
重磨的方法包括手动研磨和机器研磨 两种。手动研磨适用于一些小型、简 单的刀具,而机器研磨则适用于大型 、复杂的刀具。在重磨过程中需要注 意以下几点:首先,要选择合适的研 磨剂和砂轮;其次,要控制好研磨时 的温度和压力;最后,要确保研磨后 的刀具精度符合要求。
05 刀具的失效形式
刀具的分类
01
02
03
按用途分类
根据刀具的用途,可分为 切割刀具、刮削刀具、挖 掘刀具等。
机床主轴在线动平衡技术综述

综述
现代制造工程 2008年第 7期
第一台采用电子测量技术的 DS 500型通用动平衡机 开始, 40多年来, 我国在刚性和挠性主轴平衡的理论
和方法上进行了大量的研究, 如表 1所示, 目前已形成 一支素质较高的科研队伍和较强的生产能力。
完成人 杨晓红 曾胜, 等 李晓冬 汪希萱, 等 葛哲学, 等 李勇, 等 王欲欣 欧海涛, 等 曾胜, 等 李勇, 等
平衡头类型 纯机械式 纯机械式 喷液式 电磁式 电磁式 电动机驱动机械式 电动机驱动机械式 电动机驱动机械式 电磁式 电动机驱动机械式
资料来源 中国科学院研究生院 振动工程学报 兵工学报 热能动力工程 机械 振动工程学报 气轮机技术 测控技术
J. Sound & V ib 哈尔滨工业大学学报
日期 /年 2006 2006 2004 03 2001 2000 2000 2000 1998 1998
Applied E lectronics T echno logy, Be ijing Un iversity of T echno logy, Be ijing 100022, CHN)
Abstrac t: Ba lancing m ach ine tool on line technology is the co re o f the deve lopm ent of key techno log ies in our coun try. D escr ibes the basic ideas, applica tion me thods, and the sp indle ba lancing techno logy o fm ach ine too l sp ind le balanc ing a t hom e and abroad, br ing forward the requ irement to on line ba lancing m ach ine too l spindle and developm ent d irection. K ey word s: Sp indle; O n line ba lanc ing m ach ine too l spindle; Expecation
高速加工和动平衡
高速加工和动平衡2006-09-16 20:17:55大中小高速加工,由于采用很高的切削速度和进给速度,从而大大缩短加工时间以及获得很高的加工精度和表面质量,并导致节省加工工序,简化生产工艺流程和减少生产设备,因而高速加工具有显著的技术经济效益。
自二十世纪80年代中期兴起高速加工以来,在至今的约20年中获得了迅速发展,并相继在航空、航天和汽车工业以及模具制造业等领域里得到了广泛应用。
在汽车工业里,90年代初期开始应用高速加工技术,当时采用聚晶金刚石铣刀加工铝合金缸盖的切削速度已达到3000m/min,而到了90年代中期,铣削缸盖的铣削速度个别已高达7000m/min(HüLLER HILLE公司),当采用高强度铝合金刀盘并经较好动平衡(平衡品质等级G2.5)的聚晶金刚石面铣刀,在考虑了CEN/安全标准草案的情况下(即把刀体破裂转速的二分之一视作为铣刀允许的最高转速),铣削铝件时的切削速度甚至可提高到8000 m/min(铣刀直径≥200mm,MAPAL公司)。
这样的切削速度比90年代初期几乎提高了2.6倍。
在模具行业里,在90年代末期,对淬硬钢(HRC50)的铣削速度已高达(370~400)m/ min。
图1:动平衡技术中的定义量为适应高速加工的需要,目前加工中心和铣床均具有较高的主轴转速。
加工中心的主轴转速一般都在15000r/min和24000r/min的范围内。
用于模具加工的加工中心或铣削中心,由于加工时常常采用较小直径(2mm~12mm)的铣刀,其最高主轴转速一般为42000r/min,有的高达60000r/min。
很显然,高速旋转的刀具系统,存在的残余不平衡量(不对称质量)会产生与转速成平方关系的离心力,这种动态负载会激起刀具和机床的震动,从而导致加工表面质量、刀具寿命和主轴轴承寿命的下降,甚至影响到加工过程的正常进行。
为减小或限制这种由残余不平衡量产生的动态负载的影响,应对刀具系统进行必要的动平衡。
深孔加工过程中振刀现象对零件加工的影响与对策
深孔加工过程中振刀现象对零件加工的影响与对策摘要:深孔加工是重要的金属加工方法,但在实践过程中,由于振刀现象的出现,会导致零件质量下降,甚至损坏刀具,影响加工效率。
本文分析了振刀现象对深孔加工的影响,并提出了对策,以提高加工质量和效率。
关键词:深孔加工;振刀现象;加工质量;刀具正文:一、深孔加工简介深孔加工指的是钻孔深度大于3倍直径的加工方法。
常用于汽车、航空航天、军工等领域的零件制造。
深孔加工需要使用特殊的刀具和工艺,如钻头、铰刀、内圆刀等。
二、振刀现象的定义和原因振刀现象是深孔加工中经常出现的一种现象,指的是刀具在加工过程中发生的震动和摆动。
振刀现象的出现是由于多种原因引起的,如刀具失衡,刀柄刚性差等。
三、振刀现象对深孔加工的影响振刀现象对深孔加工的影响主要表现在以下几个方面:1.加工质量下降振刀现象会导致加工精度下降,尤其是加工内表面时,会产生明显的划痕和毛刺,影响零件的装配和使用。
2. 刀具寿命短振刀现象会使刀具受到额外的力和压力,导致其寿命缩短,降低工具的经济效益。
3. 加工效率低振刀现象会使加工后表面质量不良,需要进行二次加工或修整,导致加工效率低下。
四、振刀现象的对策为了避免振刀现象对深孔加工带来的不良影响,可以采取以下对策:1. 选择质量好的刀具和机床选用结构更加稳定的刀柄和导杆,提高机床的刚性和稳定性。
2. 刀具动平衡在安装刀具之前进行动平衡,以使刀具更加平衡稳定。
3. 调整切削参数对切削参数进行优化和调整,减少切削压力和摩擦力。
4. 合理的切削液选择合适的切削液和加工液,降低运转温度,减少振动和摩擦力。
五、总结振刀现象是深孔加工过程中常见的问题。
采取上述对策可以有效减少振刀现象的发生,提高零件的加工质量和效率。
因此,在深孔加工中要重视振刀现象,采取措施避免其对加工过程的干扰。
六、深孔加工工艺优化除了对策外,深孔加工的工艺优化也是避免振刀现象的重要手段。
具体优化措施包括:1. 合理选择刀具和加工设备深孔加工的刀具和加工设备的质量对于减少振刀现象和提高加工效率起着至关重要的作用。
2022年行业报告我国刀具行业市场发展情况及趋势分析

我国刀具行业市场发展情况及趋势分析要实现国内刀具企业的又好又快进展,需打破现有的研发思路,从客户的角度动身,与客户一起成长,从实际需求中开发出自己的产品,而不是仅仅替代国外的刀具。
我们不仅需要有制造刀具的力量,还需要有将刀具应用到实际生产过程中的力量,这样才能真正有扎实的理论和实践基础,才能拥有自己的学问产权。
刀具制作过程中需要模具进行成型工艺,对我国的模具产业大有裨益。
我国五金刀具的高速进展,与强大的市场需求密不行分。
2022年我国国产刀具的生产总量达到了350亿元,出口刀具85亿元,同比增长21.4.按此增速计算,估计2022年刀具消费规模将达到485亿以上。
在消费的刺激下,我国的刀具生产规模正在不断扩大。
在刀具市场的推动下,我国的刀具模具的市场需求必定会得到提升,将会促进国内刀具模具产业更好进展。
刀具行业涵括了基体材质设计、涂层组织结构设计、刀具外观结构设计、专用数字化技术开发等学问领域,任一学科理论、技术的更新换代都会随之带动整个刀具行业技术系统性变化调整。
同样在生产线上,与以上技术关联的任一环节程序的微小缺失或浮动势必影响刀具产品性能指标的稳定性。
就刀具基体材料而言,成分在国内各家公司对应的牌号基本相同,硬度、密度、矫顽磁力等常规性能报告也基本全都,然而实际使用性能的反馈良莠不齐。
要打破这种“形似神不似”的尴尬,亟待对刀具研发进行系统性夯实积累,对各环节相关性探究连接,层层相符、环环相扣,从而指导实际生产,确保产品的稳定性,找到“神形兼备”的关键。
配套服务力量缺失国产刀具无法尽施其“神”高速、高效切削在航空零部件加工中,高速切削正在被大量应用,主要有以下几个缘由:(2)飞机零件的结构简单、精度高,零件的薄壁、细筋结构刚度差,要尽量削减加工中的径向切削力和热变形,只有采纳高速切削加工才能满意这些要求。
(3)难加工材料,如镍基高温合金、钛合金、高强度结构钢被现代航空产品大量采纳,这些材料强度大、硬度高,耐冲击、加工中简单硬化,切削温度高、刀具磨损严峻,属于难加工材料。
刀具动平衡参数
刀具动平衡参数
刀具动平衡参数分为以下几个方面:
1. 质量:刀具的质量对动平衡参数有直接的影响,一般情况下,刀具的质量越高,动平衡参数越稳定。
2. 直径:刀具的直径也是一个重要的参数,不同直径的刀具需要设置不同的动平衡参数。
3. 转速:刀具的转速是动平衡参数的核心参数,需要根据不同转速设置不同的参数,以保证动平衡的稳定性。
4. 材料:不同材料的刀具在动平衡参数上也会有一些差别,需要进行不同的设置。
5. 刀具的长度:刀具的长度也会对动平衡参数产生影响,不同长度的刀具需要进行不同的动平衡设置。
以上是刀具动平衡参数的几个方面,需要根据实际情况进行合理的设置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀具动平衡技术介绍
教程来源:网络作者:未知点击:780次时间:2009-11-2 11:50:00
1.引言
从二十世纪八十年代开始,随着现代制造技术的快速发展,金属切削加工进入了以高速切削为代表的发展阶段。
由于高速切削技术具有明显的技术优势,目前已在工业发达国家的汽车、飞机、模具等工业制造领域得到广泛应用,产生了巨大的技术经济效益,并显示出在二十一世纪现代制造技术发展中具有的重要地位和广阔应用前景。
“高速切削”目前还是一个发展中的相对概念。
对于不同的工件材料和不同的加工工序,要求达到的切削速度并不相同,通常可将切削速度(或进给速度)较普通切削提高5~1O倍归入高速切削范畴。
高速切削的实现需要建立在机床、刀具等相关领域最新技术成果的基础上。
目前,高速切削主要应用于在加工中心机床上采用铣刀、镗刀、孔加工刀具等旋转刀具进行的切削加工,所用加工中心机床的主轴转速通常在lO000r/min以上。
当加工中心机床主轴转速高达lO000r/min以上时,高速旋转的刀具(包括夹持刀柄)存在的不平衡量所产生的离心力将对主轴轴承、机床部件等施加周期性载荷,从而引起振动,这将对主轴轴承、刀具寿命和加工质量造成不利影响。
因此,高速切削加工对旋转刀具提出了严格的动平衡要求。
研究高速旋转刀具的动平衡技术、有效控制刀具不平衡量是研制开发和推广应用高速切削技术的必要前提和配套技术。
德国的切削行业对高速旋转刀具动平衡技术做了大量研究开发工作,本文结合有关报导对高速切削刀具动平衡技术的研究现状及一些相关问题作一介绍。
2.动平衡的一般概念
旋转刀具的动平衡原理与一般旋转零件的动平衡原理相似。
首先,刀具结构的设计应尽可能对称;其次,在需要对刀具进行平衡时,可根据测出的不平衡量采用刀柄去重或调节配重等方法实现平衡。
由于刀具品种不同,具体采用的平衡方法也不相同。
法国EPB公司特制的平衡刀具(柄)产品内装了平衡配重机构,并设置了配重刻度,通过转动配重环,调整其相对位置,即可补偿因刀具结构不对称或调刀引起的不平衡量;德国Walter公司的高速面铣刀则采用螺钉调节不平衡量。
对于普通的刀具或工具系统,可由刀具制造商或用户借助于平衡机进行平衡。
但是,如何科学、定量地规定和评价刀具的平衡质量以及在不同加工条件下允许的刀具不平衡量,是刀具制造商和用户关心的首要问题。
为此,有必要介绍一下机械转子动平衡的一般概念。
IS01940《刚性转子的动平衡质量要求》标准规定,一个转子的不平衡量(或称残留不平衡量)用U表示(单位为gmm),U值可在平衡机上测得;某一转子允许的不平衡量(或称允许残留不平衡量)用Uper表示。
从实际平衡效果考虑,通常转子的质量m(kg)
越大,其允许残留不平衡量也越大。
为对转子的平衡质量进行相对比较,可用单位质量残留不平衡量e表示,即e=U/m(gmm/kg),相应地即有eper=Uper/m。
U和e是转子本身对于给定回转轴所具有的静态(或称准动态)特性,可定量表示转子的不平衡程度。
从准动态的角度看,一个用U、e和m值表示其静态特性的转子完全等效于一个质量为m(kg)、且其重心与回转中心的偏心距为e(μm)的不平衡转子,而U值则为转子质量m(kg)与偏心距e(μm)的乘积。
因此,也可将e称为残留偏心量,这是e的一个很有用的物理含义。
实际上,一个转子平衡质量的优劣是一个动态概念,它与使用的转速有关。
如
ISO1940标准给出的平衡质量等级图上一组离散的标有G值的45°斜线表示不同的平衡质量等级,其数值为eper(gmm/kg)与角速度ω(rad/s)的乘积(单位为mm/s),用于表示一个转子平衡质量的优劣。
例如,某个转子的平衡质量等级G=,表示该转子的e值与使用时ω值的乘积应小于或等于。
使用时,可根据要求的平衡质量等级G及转子可能使用的最大转速,从图上查出转子允许的eper值,再乘以转子质量,即可求出该转子允许的不平衡量。
接下来的问题是如何确定高速旋转刀具的合理平衡质量等级G,从而得出在最高使用转速下要求的Uper值。
3.合理平衡质量等级的确定
为了确定高速旋转刀具统一的合理平衡质量等级G,由德国政府和机器制造商协会(VDMA)所属精密工具专业委员会牵头成立了工作组,将刀具动平衡技术作为一个“要求公开”的项目进行了系统研究。
研究组的成员来自相关行业及技术领域,如刀具、机床和平衡机制造行业、用户行业、大学和研究机构等。
根据他们的研究结果,提出了“高速旋转刀具系统平衡要求”的指导性规范(FMK—Richtlinie)。
该规范有三个要点:
(1)认为对刀具平衡质量等级的要求是由上限值和下限值界定的一个范围,大于上限值时刀具的不平衡量将对加工带来负面影响,而小于下限值则表明不平衡量要求过严,这在技术和经济上既不合理且无必要。
(2)以主轴轴承动态载荷的大小作为刀具平衡质量的评价尺度,并规定以G16作为统一的上限值。
由于切削加工条件以及影响加工效果因素的多样性,以加工效果的好坏作为刀具平衡的评价尺度并不能普遍适用,而因刀具不平衡引起的主轴轴承动态载荷的大小则是与不平衡量直接相关的参数,因此提出以主轴轴承动态载荷的大小作为制定统一平衡要求的依据。
根据VDI加56(DIN/ISO10816)“机械振动评定标准”的规定,可将使主轴轴承产生最大振动速度(1~/s)的不平衡量作为刀具系统允许不平衡量的上限值。
当以lmm/s或s 的振动速度作为评价尺度时,不同重量的HSK一63刀柄在一定转速范围内所允许的平衡质量等级G的上限值(三条曲线b)表明,G的上限值与刀具的质量、转速和选定的机床主轴振动速度有关,且分散在一个较大范围内。
工作组选取振动速度S、2mm/s、转速范围10000~
40000r/min、重量~10kg的不同规格HSK刀柄,计算出27个G的上限值,其中最大G值达201,最小G值仅为9。
综合考虑高速旋转刀具的安全要求和使用的方便性,工作组提出一个折衷的刀具系统平衡等级要求,即选取G16作为统一的上限值,这样除无法满足一个G9值外,可满足计算所得全部G值覆盖的加工条件范围(即转速为l0000~40000r/min,刀具系统重量为~
12kg,振动速度为2mm/s)。
(3)确定刀具系统合理不平衡量的下限值为刀具系统安装在机床主轴上时存在的偏心量(单位为),根据现有机床制造水平,该值通常为2~5μm(根据每台机床的具体情况而略有不同)。
以安装偏心量作为下限值,表明将刀具系统的允许残留偏心量eper(μm)平衡到小于2~5μm并无意义。
当转速在40000r/min以下时,上限值G16所对应的允许残留偏心量eper值(μm)(或单位重量允许残留不平衡量,gmm/kg)均大于刀具系统的换刀重复定位精度值(仅当转速等于40000r/min时,eper=4μm)。
因此.规定上限值为G16、下限值为2~5μm(或gmm/kg)既可防止不平衡量过大对机床主轴的不利影响,又具有技术、经济合理性。
此外,G16的规定还满足了高速旋转刀具安全标准(EDINENISO15641)中规定刀具平衡等级应优于G40的要求。
该指导性规范还要求刀具的内冷却孔必须对称分布.否则可灌满冷却液封死洞口后再进行动平衡;并提出必要时可将刀具和机床主轴作为一个系统进行平衡.即首先分别对主轴和刀具(或工具系统)进行平衡.然后将刀具装入主轴后再对系统整体进行平衡。
4.关于刀具平衡质量等级的讨论
虽然德国已出台了有关刀具系统平衡质量的指导性文件以及统一的G16平衡质量等级规定.但仍存在不少关于刀具系统平衡质量等级的争议与讨论。
归纳起来主要有以下两方面的问题:
(1)G16的平衡质量等级规定给人一种“要求降低”的感觉,一般用户已习惯了较高的平衡质量等级,仍要求刀具制造商提供(最大使用转速20000r/min)的刀具。
另一方面,刀具制造商从市场竞争的需要出发.也尽可能使产品的平衡质量等级优于G16。
因此,在现阶段,工具制造商(包括刀具、刀柄、夹头制造商)除满足用户提出的特殊使用条件及平衡要求外,都是根据各自的产品特点及制造水平自行规定产品出厂的平衡质量等级。
一些大型用户企业如BoschTechnology公司、DaimlerChryslerAerospace公司等则根据刀具的使用条件规定企业内部的平衡质量等级。
(2)德国Ulm高等专科学校的等人通过试验发现,在三台平衡机上由不同操作者对同一把重量为、使用HSK63刀柄的整体刀具进行多次测量,得出的不平衡量最小为,最大为,可以计算出,在使用转速=15000r/min时,前者相当于G9,后者则相当于G19,G值的分散范围接近l0。
对8种常用刀具一刀柄组合系统进行的类似试验进一步证明了这种分散性,试验结果表明,所有测量数据都达不到,甚至也不是在所有转速下均能达到。
研究人员指出,这种不平衡量的不确定性与缺乏统一的测量仪器和测试方法有关。
目前,用于测量不平衡量的动平衡机既有专业厂家生产的通用型(一般为卧式),也有专为刀具动平衡而开发的专用型
(一般为立式)。
试验结果表明,不同的操作者使用不同类型的动平衡机对相同刀具测得的不平衡量数据并不一致。
这也是目前用户难以重复测出刀具制造商测定的不平衡量的主要原因。