渗透无损检测安全要求标准
GBT 18851-2渗透材料的检验

其中“ 部分: 第3 参考试块” 发布时的标准编号和名称为 G / 181 02无损检测 渗透检验 BT 5-20( 8 (
进行 。
62 报告 . 62 1 型式检验 .. 独立实验室( 6 11应出具一份执行 G / 18 1的本部分的鉴定证书和一份详列了所得结果 见 .. ) B T 5 8
的报告 。
如果生产渗透材料的成分出现变化 , 应重新进行型式检验和产品鉴定。 622 批,检验 .. 渗透材料的制造商应出具一份执行 G / 181的本部分的鉴定证书 , E 124中所规定的。 B T 5 8 如 N 0 0
633 显像剂 .. 显像剂的性能应按表 4的检验方法进行型式和( 批量检验。 或) 表 4 显像剂的性能和必要的检验
一一一
63 4 压力罐批f控制检验 .. 批量控制检验应进行如下检验 :
产品性能, . 见 710 8
G / 18 1 - 2 0 /S 3 5 - :0 0 B T 5 . 8 2 0 5 IO 4 22 2 0
62 3 过程控制检验 .. 所得结果应作记录( 见附录 B o ) 63 必要的检验 . 6 31 渗透剂 .. 渗透剂的性能应按表 2的检验方法进行型式和( 批量检验。 或) 表 2 渗透剂的性能和必要的检验
术 上 是等 同 的 。
G / 18 1 -2 0/S 35-:0 0 B T 5 . 05IO 4222 0 8 2
表 1 检 测 产 品
一 介川
52 灵敏度等级 . 52 1 荧光产品族 .. 1级灵敏度( 普通的) ; 2级灵敏度( 高灵敏度) ; 3级灵敏度( 特殊用途的超高灵敏度) 。
铝板焊接渗透探伤试验标准

铝板焊接渗透探伤试验标准铝板焊接渗透探伤试验是一种常用的无损检测方法,主要用于检测焊缝中的缺陷。
在铝板焊接中,焊缝中可能存在一些隐蔽的缺陷,如裂纹、孔洞、夹杂等,这些缺陷对焊接件的性能和安全性有很大影响。
因此,在生产过程中进行铝板焊接渗透探伤试验是非常重要的。
铝板焊接渗透探伤试验标准主要包括:试验方法、设备要求、试样准备、预处理、显像和评定准则等内容。
首先是试验方法。
铝板焊接渗透探伤试验主要有湿法和干法两种方法。
湿法是将渗透剂溶解在溶剂中,涂在试样表面,然后将超过指定时间的渗透液擦去。
再涂上显像剂并等待规定时间。
干法是将渗透剂喷洒在试样表面,然后用高压喷枪将试样表面的渗透剂冲洗干净,再涂上显像剂,并等待规定时间。
其次是设备要求。
铝板焊接渗透探伤试验所需设备主要有:渗透剂、显像剂、清洗剂、照明设备、喷枪等。
渗透剂和显像剂的选择要符合相应的标准要求,并且要保证其质量稳定。
照明设备要提供足够的光源,以确保试样表面的缺陷能被清晰显像。
试样准备是铝板焊接渗透探伤试验的重要环节。
试样的表面应进行必要的预处理,以保证试验结果的准确性。
一般来说,焊接试样的表面应进行研磨、去除油污和氧化膜等处理。
同时,还需要保证试样表面光洁度和平整度。
预处理是指在试验之前对试样进行一些必要的处理,以增加试验结果的可靠性和准确性。
预处理主要包括清洗试样表面、去污和去除氧化膜等工序。
这些预处理工作能够使试样表面更加干净,减少外界因素的干扰。
显像是铝板焊接渗透探伤试验中的一个重要环节。
显像的目的是将渗透剂渗透进试样表面的缺陷中,并用显像剂显像出来,以便观察和评定缺陷的性质和大小。
显像剂必须具备足够的浓度和粘度,以确保显像剂在试样表面停留的时间足够长,使得渗透剂充分渗透进缺陷中。
评定准则是铝板焊接渗透探伤试验的最后一步。
根据相应的标准要求,评定试样中的缺陷的大小、类型和数量,并根据评定结果判断试样的合格与否。
总之,铝板焊接渗透探伤试验标准是对该试验方法进行规范和约束的文件,它确保了试验结果的可靠性和准确性。
PT渗透检测相关标准

机械工业哈尔滨焊接技术培训中心
版权归哈尔滨焊接技术中心所有,未经许可,不得翻录,翻录必究
1/65
目录
9.1 EN 12062 焊缝的无损检测—金属材料一般原则 9.2 EN 571-1 无损检测—渗透检测—第 1 部分:一般原理 9.3 EN 1289 焊缝的无损检测—焊缝的渗透检测—验收等级 9.4 EN 10228-2 钢锻件的无损检测—第 2 部分:渗透检测 9.5 ENISO 3059 无损检测—渗透检测与磁粉检测—观察条件 9.6 EN 1371-1 铸件—渗透检测—第 1 部分:砂型、硬型和低压造型铸造 9.7 EN 1371-2 铸件—渗透检测—第 2 部分:熔铸 9.8 ENISO 3452-2 渗透检测—第 2 部分:检测剂的检查 9.9 ENISO 3452-3 渗透检测—第 3 部分:对比试块 9.10 EN 473 无损检测—资格和无损检测人员认证— 一般原则 9.11 AD2000 规范 HP5/3 附件 1 焊缝的无损检测
3/65
——钢铁; ——铝; ——铜; ——镍; ——钛。
其他金属材料使用此标准应在合同双方之间达成协议。
6. 人员资格
按照 EN473 或类似的条款,在相关工业领域内的适当级别上的等同标准,执行无损检测的人员和有关焊
接最终验收的结果评估人员均应是合格人员。
7. 检测组织
检测组织应该是独立于生产和生产活动之外受质量保证系统所管理的组织。
○c 2009 WTI Harbin
EN473 无损检测人员培训教材
版权归哈尔滨焊接技术培训中心所有,未经许可不得翻录,翻录必究(注:教材中所列标准只适用于本次教学使用。)
5/65
附录 A(规范性) 实施的规则和标准
EN 571-1无损检测—渗透检测—第1部分:一般原则

EN 571-1 无损检测—渗透检测—第1部分:一般原则1. 应用范围本标准定义了渗透测试方法,用来探测诸如裂纹、分层、折叠、气孔和未熔合这些在待测材料表面开口的不规则性。
它主要适用于金属材料,但也可在其它材料上执行,只要它们与检测介质不起化学反应,且是非多孔性材料(例如铸件、陶制品等)。
本标准并不作为验收标准,且对于检测设备有特殊用途或要求的单独检测系统的适应性没有作出任何说明。
这里的术语不规则性是在不考虑合格或不合格评估下使用的。
EN 571-2 和EN 571-3 指出了确定和监测渗透检测产品基本特性所采用的方法。
2.引用标准(略)3.定义(略)4.安全防护措施作为渗透检测技术通常要求使用有害易燃和/或易挥发的材料,应采取适当的防护措施,应避免皮肤或粘膜长时间或反复接触这些材料。
规定工作区域应保持足够的通风,且应远离热源火花和明火,应遵照制造商提供的说明书来使用渗透检测产品和设备。
当使用UV-A 源时,应确保UV-A 源产生的未过滤辐射不会直接照射操作者的眼睛,不管它是灯的组成部分还是一个独立的部件,UV-A 过滤器应一直保持在良好的状态。
5.一般原理5.1 人员应由胜任的人员来执行或监督该项检测,并且如果有要求的话,应按照EN473 或合同双方认可的系统对人员作出资格认证。
5.2 方法说明在渗透检测前应先清洗并干燥待测表面,然后将合适的渗透剂施加到检测区,并且让它们渗入到表面的不规则性中,经过一段渗透时间后从表面除去多余的渗透剂,并施加显像剂,显像剂吸收已经进入并保留在不规则性中的渗透剂,使不规则性显示痕迹增强,从而变得清晰可见。
如果要求有补充的无损检验,则应首先执行渗透检测,除非合同双方达成一致不让污染物进入开口的不规则性中;如果在另一种无损检验技术之后采用渗透检测,则应在执行之前仔细清洗表面以清除污染物。
5.3 处理顺序附录A 中图示说明了一般情况下的操作顺序,检测通常按照以下步骤进行:a) 准备和预清洗见8.2 条;b) 施加渗透剂见8.3 条;c) 清除多余的渗透剂见8.4 条;d) 施加显像剂见8.5 条;e) 观察见8.6 条;f) 记录见8.7 条;g) 后清洗见8.8 条。
中国国标无损检测术语——渗透检测.doc

中国国标无损检测术语——渗透检测中华人民共和国国家标准无损检测术语渗透检测GB/T 12604.3-90Terminology for nondestructive testingPenetrant testing1 主题内容与适用范围本标准规定了在渗透检测的一般概念、渗透检测设备、器件和材料、渗透检测方法中使用的术语。
本标准适用于渗透检测。
供制订标准和指导性技术文件及编写和翻译教材、图书、刊物等出版物时使用。
2 渗透检测的一般概念2.1 渗透探伤penetrant flaw detection通过施加渗透剂,用洗净剂除去多余部分,如有必要,施加显像剂以得到零件上开口于表面的某些缺陷的指示。
2.2 可见光visible light波长在400~700 nm范围内的电磁辐射。
2.3 紫外辐射ultraviolet radiation单色分量的波长小于可见光而大于约1 nm的辐射。
国际照明学委员会,将紫外辐射的频谱范围分类如下:UV-A:315~400 nmUV-B:280~315 nmUV-C:100~280 nm2.4 A类紫外辐射UV-A波长在315~400 nm范围内的电磁辐射。
同义词:(黑光black light)2.5 荧光fluorescence一种物质在吸收A类紫外辐射期间方可发射出的可见光。
2.6 英尺烛光footcandle表面上的照度,在一平方英尺面积上均匀分布一流明的光通量。
1 lm/ft2=10.8 lm/m2。
2.7 埃(Å)angstrom unit一种可用于表示电磁辐射波长的长度单位。
1 ?=0.1 nm。
2.8 荧光的猝灭quenching of fluorescence不是由于激发辐射的移开,而是由于强氧化剂或酸、或此两者的作用,或者由于温度或浓度的变化而导致的荧光熄灭。
2.9 污染物contaminant存在于试件表面上或是在检查材料中对液体渗透材料的性能起有害影响的任何外来物。
JB4730.5-2005渗透检测

承压设备无损检测第5部分:渗透检测JB/T 4730.5—2005代替JB 4730—1994部分前言JB/T 4730.1~4730.6—2005《承压设备无损检测》分为六个部分:——第1部分:通用要求;——第2部分:射线检测;——第3部分:超声检测;——第4部分:磁粉检测;——第5部分:渗透检测;——第6部分:涡流检测。
本部分为JB/T 4730.1~4730.6—2005的第5部分:渗透检测。
本部分主要参照ASME《锅炉压力容器规范》第V卷SE-165《液体渗透检测的标准推荐操作方法》的有关要求并结合国内的实际情况制定。
本部分与JB 4730—1994相比主要变化如下:1. 增加了规范性引用文件。
2. 增加了灵敏度等级分类。
3. 增加了质量控制内容。
4. 增加了在用承压设备的渗透检测;增加了高强钢以及裂纹敏感材料的荧光渗透检测。
5. 增加了渗透基本程序、渗透检测时机等章节。
本部分的附录A和附录B为规范性附录。
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262)提出。
本部分由全国锅炉压力容器标准化技术委员会(SAC/TC 262)归口。
本部分主要起草人:范宇、邢兆辉、孙殿寿、陈用坚。
1 范围JB/T 4730的本部分规定了承压设备的液体渗透检测方法以及质量分级。
本部分适用于非多孔性金属材料或非金属材料制承压设备在制造、安装及使用中产生的表面开口缺陷的检测。
2 规范性引用文件下列文件中的条款通过JBfr 4730的本部分的引用而成为本部分的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本部分。
GB/T 5097 黑光源的间接评定方法GB/T 5616 常规无损探伤应用导则GB 11533—1989 标准对数视力表GB/T 12604.3 无损检测术语渗透检测GB/T 16673 无损检测用黑光源(UV-A)辐射的测量JB/T 4730.1 承压设备无损检测第1部分:通用要求JB/T 6064—1992 渗透探伤用镀铬试块技术条件JB/T 9213—1999 无损检测渗透检查A型对比试块JB/T 9216 控制渗透探伤材料质量的方法3 一般要求渗透检测的一般要求除应符合JB/T4730.1的有关规定外,还应符合下列规定。
渗透检验标准

2 检验人员2.1 凡从事锅炉、压力容器及压力管道原材料、零部件和焊缝渗透检测人员,都必须经技术培训,掌握了解必要的设计、材料、制造、检验方面的基本知识,并按照国家质量监督检验检疫总局文件“特种设备无损检测人员考核与监督管理规则”的要求,经过考核取得渗透检测技术资格。
2.2 无损检测人员按技术等级分为高、中、初级。
取得渗透检测方法各技术等级的人员,只能从事与该技术等级相应的无损检测工作,并负相应的技术责任。
2.3 凡从事锅炉、压力容器及压力管道渗透检测的人员,除具有良好的身体素质外,视力必须满足下列要求:未经矫正或经矫正的近和远视力应不低于5.0(测试方法应符合GB11533的规定),并一年检查一次。
不能有色盲、色弱。
3 作业程序、方法及工艺要求3.1 准备工作3.1.1 技术准备3.1.1.1 根据《金属试验委托单》了解被检工件情况,包括材料、规格等。
3.1.1.2 确定检验工作质量等级、检验比例、数量、受检工件质量验收级别。
3.1.2 工艺制订根据有关标准规定及现场情况等制订工艺,确定检测方法、工艺流程等。
以上参数参见具体检验项目的《渗透探伤工艺卡》。
3.1.3 探伤剂准备3.1.3.1 本作业使用的是喷灌式溶剂去除型的渗透探伤剂。
要求喷灌表面不得有锈蚀,不得出现泄露。
喷灌必须标明生产日期和有效期并按要求存放,要附带产品合格证和使用说明书。
3.1.3.2 对镍基合金材料、奥氏体钢、钛及钛合金材料,渗透探伤剂的选择必须符合标准JB/T4730.5的3.2.6~3.2.8条款的要求。
3.1.3.3 用A型试块鉴别渗透探伤剂是否有效。
3.1.4 工艺试验3.1.4.1 将B型试件放在第一批被检验工件中,按正常的操作工艺进行渗透探伤,并与预先保存的该试件的缺陷复制板或照相记录进行比较,达到相同效果时,开始进行其他的检验。
这项工作在检测前、检测过程或检测结束认为必要时应随时进行。
3.1.4.2 如果被检工件只有一两件,可将工艺试验与正常检验工作同时进行。
NBT47013 PT渗透检测工艺规程

NB/T47013-2015渗透检测工艺规程1 目的本规程规定了渗透检测工作的一般要求和操作方法,更好地促进检测人员操作的规范化和适用性,特制订此规程。
2 适用范围本规程规定了承压设备的液体渗透检测方法和质量分级。
本规程适用于非多孔性金属材料制承压设备在制造、安装及使用中产生的表面开口缺陷的检测。
3 编制依据本规程的编制依据包括但不限于以下相关规范及技术标准3.1 GB/T 12604.3 无损检测术语渗透检测3.2 NB/T 47013.1-2015 承压设备无损检测第1部分:通用要求3.3 NB/T 47013.5-2015 承压设备无损检测第5部分:渗透检测3.4 JB/T 6064 无损检测渗透试块通用规程3.5 JB/T 7523 无损检测渗透检测用材料3.6 GB 11533 标准对数视力表3.7 TSG Z8001-2013 特种设备无损检测人员考核规则4 职责4.1 质量技术部(或项目部)负责操作指导书编制,操作人员负责检测实施、记录、报告编发;4.2 检测责任师负责操作指导书、记录、报告审核,并对检测过程进行质量控制;4.3 质量技术部负责质量监督管理。
5 一般要求5.1 检测人员5.1.1 从事承压设备渗透检测的人员,应按照国家特种设备无损检测人员考核的相关规定取得检测资格证。
5.1.2 渗透检测人员资格级别分为Ⅰ(初)级、Ⅱ(中)级和Ⅲ(高)级。
5.1.3 取得渗透检测不同资格的人员,按下述规定从事相应工作。
5.1.4 渗透检测人员的未经矫正或矫正的近(小数)视力和远(距)视力应不低于5.0,且应一年检查一次,不得有色盲。
5.2 检测工艺文件5.2.1 工艺规程表1列出了规程相关因素和非相关因素的具体范围和要求,当相关因素一项或几项发生变化或超出规定时,应重新编制或修订工艺规程。
表1 规程的相关因素和非相关因素5.2.2 工艺规程验证采用规程规定的渗透剂材料、检测工艺、镀铬试块对工艺正确性进行验证,并编发报告。
jbt60622018渗透探伤标准

jbt60622018渗透探伤标准JBT6062-2018渗透探伤标准是中国国家标准,适用于金属制品的渗透探伤工作。
渗透探伤是一种无损检测方法,通过涂敷渗透剂,让其渗透入材料表面的缺陷中,再通过去除表面多余渗透剂,加入显像剂,并在合适的光照条件下观察,从而发现表面和近表面的缺陷。
渗透探伤是一种可靠的检测方法,其原理是基于材料表面存在的开放性或近表面的缺陷,比如裂纹、毛细孔和气孔等,这些缺陷会在涂敷渗透剂后吸收显像剂并形成缺陷的影像,从而通过观察和评判来判断材料的质量。
JBT6062-2018渗透探伤标准主要包括以下几个方面的内容:1.范围和引用标准:详细说明了该标准的适用范围,同时引用了其他相关的国家标准,确保在渗透探伤工作中使用合适的相关标准。
2.术语和定义:列举了渗透探伤中常用的术语和定义,确保在使用该标准时,各方对术语的理解是统一的。
3.渗透剂和显像剂:对渗透剂和显像剂的性能和要求进行了详细描述,包括渗透剂的渗透性能、显像剂的显像性能等。
4.渗透表面处理:描述了在进行渗透探伤前对表面进行的处理步骤,以确保渗透剂能够充分渗透进缺陷中。
5.渗透实施程序:详细介绍了渗透探伤的具体操作步骤,包括涂敷渗透剂、渗透时间和渗透条件等。
6.渗透剂和显像剂的去除:说明了渗透剂和显像剂的去除方法和要求,以及去除后对材料表面的处理。
7.被测件评判:根据渗透测试结果,对被测试件的缺陷进行评判和分类,并对各种缺陷的处理建议进行了说明。
8.附录:包括一些渗透探伤的实例和示意图,以帮助读者理解和应用该标准。
JBT6062-2018渗透探伤标准的发布和实施,对提高金属制品质量的检测和监控水平具有重要意义。
通过采用该标准,能够在生产过程中及时发现和处理材料表面和近表面的缺陷,提高产品的质量和安全性,并能够对不同的缺陷进行评判和处理,使生产过程更加科学、标准化。
总的来说,JBT6062-2018渗透探伤标准对渗透探伤的各个方面进行了明确的规定,确保了渗透探伤工作的准确性和可靠性,为金属制品的质量控制提供了有力的支持。
钢锻件渗透检测标准
钢锻件渗透检测标准
以下是关于钢锻件渗透检测标准。
钢锻件渗透检测是一种无损检测方法,主要用于检测材料表面裂纹、缺陷等。
根据我国相关标准,钢锻件渗透检测主要参考以下几个标准:
1.GB/T 15830-2017《钢锻件渗透检测》:该标准规定了钢锻件渗透检测的通用要求,包括检测方法、检测设备、检测程序、检测结果评定等。
2.SB/T 9279-1999《钢锻件渗透检测技术条件》:该标准对钢锻件渗透检测的技术要求、检测程序、检测结果评定等进行了详细规定。
3.GB/T 18686-2019《钢制品渗透检测》:该标准规定了钢制品渗透检测的通用方法,适用于钢锻件、钢板、钢管等钢制品的渗透检测。
4.YB/T 4159-2017《高速钢锻件渗透检测》:该标准针对高速钢锻件的特点,规定了其渗透检测的专用方法和技术要求。
在进行钢锻件渗透检测时,应根据具体情况选择合适的标准,并严格按照检测程序进行。
渗透探伤方法标准
渗透探伤方法标准
渗透探伤是一种常用于检测材料表面或近表面裂纹、孔洞、气孔等缺陷的无损检测方法。
常见的渗透探伤方法标准包括以下几种:
1.ASME Boiler and Pressure Vessel Code(ASME BPVC)Section V:这是美国机械工程师学会(ASME)发布的关于无损检测的标准,其中包括了液体渗透探伤的要求和规定。
2.ASTM E1417:这是美国材料与试验协会(ASTM)发布的标准,涉及液体渗透检测方法的要求,包括液体渗透探伤的设备、试剂、程序等内容。
3.ISO3452-1:这是国际标准化组织(ISO)发布的标准,涉及渗透检测的一般要求,包括设备、试剂、检测程序等方面。
4.EN ISO23277:这是欧洲标准化委员会(CEN)发布的标准,涉及渗透检测的要求和程序,特别适用于钢铁制品和铸件。
-STD-6866:这是美国国防部发布的标准,涉及渗透检测的要求和程序,适用于军用航空航天领域。
6.GB/T9444:这是中国国家标准,涉及渗透检测的要求和规定,适用于工业制品和材料的检测。
以上标准主要涉及液体渗透探伤方法,而渗透探伤还有其他形式,例如气体渗透探伤和磁粉渗透探伤等,对应的标准也有所不同。
选择合适的标准需要根据具体的应用领域和要求进行判断,以确保渗透探伤的准确性和可靠性。
jbt60622018渗透探伤标准
jbt60622018渗透探伤标准渗透探伤是一种广泛应用于工业领域的无损检测方法,它通过应用透明性强的渗透剂和图像增强技术来探测和评估材料表面和近表面的缺陷。
为了确保渗透探伤的准确性和一致性,国际标准化组织(ISO)制定了一系列的标准,其中包括JBT6062-2018标准。
JBT6062-2018标准对渗透探伤的各个环节进行了细致的要求,涵盖了材料准备、渗透剂应用、渗透剂残留清洗、显像剂应用和评定等方面。
在进行渗透探伤之前,必须对被测材料的表面进行充分的清洁和处理,以保证探测过程中的准确性。
标准对材料表面的准备方法作出了具体规定,包括去除污垢、油脂和氧化物等,同时还要求对材料表面进行研磨和抛光处理,以消除可能对探测结果产生干扰的因素。
在渗透剂的应用方面,标准要求必须选择与被测材料相容的渗透剂,并对其应用过程进行规范。
渗透剂的应用应均匀、连续,并确保其充满所有可能产生缺陷的表面区域。
此外,标准还规定了渗透剂的浸渍时间、渗透剂的渗透时间以及渗透剂的清除方法,以确保测量结果的准确性和可靠性。
清除渗透剂残留是渗透探伤过程中的重要环节之一,标准对渗透剂残留的清洗方法进行了详细规定。
清洗过程中使用的清洗剂必须与渗透剂相溶,并能够完全清除渗透剂的残留物。
清洗剂的选择和使用应符合标准的要求,以确保被测材料表面不受损害和污染。
标准还规定了清洗时间、温度和压力等参数,以及清洗后应进行的干燥处理。
显像剂的应用是评定渗透探伤结果的重要步骤,标准对显像剂的选择和应用进行了规范。
显像剂必须具有良好的透明性和增强性,能够清晰地显示缺陷的位置和形状,以便后续的评定和判读。
标准还对显像剂涂覆的均匀性、时间和干燥条件等方面进行了具体要求,以确保显像剂的应用符合标准的要求。
最后,标准还对渗透探伤结果的评定和判读进行了规范。
评定时应结合渗透剂和显像剂的应用结果,根据标准所定义的缺陷判据和指标进行评估。
评定结构合格与否的标准包括缺陷的尺寸、形状、位置和数量等因素。
渗 透 检 测标准解读 (2)

• 3.2.1.3 散装渗透剂的浓度应根据制造厂说明书规 定进行校验。校验方法是将10mL待校验的渗透剂 和基准渗透剂分别注人到盛有90mL无色煤油或其 他惰性溶剂的量筒中,搅拌均匀,然后将两种试 剂分别放在比色计纳式试管中进行颜色浓度的比 较。如果被校验的渗透剂与基准渗透剂的颜色浓 度差超过20%时,就应作为不合格。 • 3.2.1.4 对正在使用的渗透剂进行外观检验,如发 现有明显的混浊或沉淀物、变色或难以清洗,则 应予以报废。 • 3.2.1.5 被检渗透剂与基准渗透剂利用试块进行性 能对比试验,当被检渗透剂显示缺陷的能力低于 基准渗透剂时,应予报废。 • 3.2.1.6 荧光渗透剂的荧光效率不得低于75%。试 验方法按GB/T 5097-1985附录A中的有关规定执 行。
• 3.3 设备、仪器和试块 • 3.3.1 暗室或检测现场 • 暗室或检测现场应有足够的空间,能满足检测 的要求,检测现场应保持清洁,荧光检测时暗室 或暗处可见光照度应不大于201x。 • 3.3.2 黑光灯 • 黑光灯的紫外线波长应在320nm~400nm的范 围内,峰值波长为365nm,距黑光灯滤光片38cm 的工件表面的辐照度大于或等于1000μW/cm², 自显像时距黑光灯滤光片15cm的工件表面的辐照 度大于或等于1000μW/cm²。黑光灯的电源电压 波动大于10%时应安装电源稳压器。
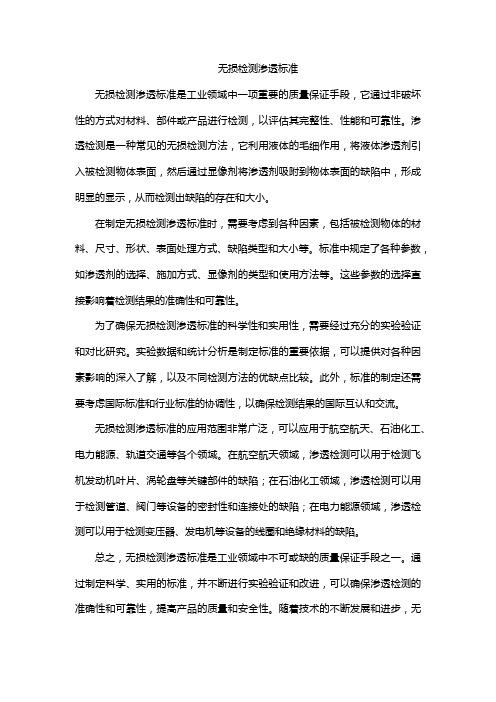
工件干燥干燥施加后乳化型渗透剂施加乳化剂施加乳化剂水洗水洗溶剂去除去除干燥显像干燥显像干燥观察观察蒸汽脱脂超声波清洗溶剂清洗水清洗机械清洗干燥溶剂浸泡交付使用后处理规范性附录用于非标准温度的检测方法b1概述当渗透检测不可能在1050温度范围内进行时应对检测方法进行鉴定
渗 透检测
JB/T4730-2005
• 5.2.2.2无损检测通用工艺规程至少应包括以下内 容: • a)适用范围; • b)引用标准、法规; • c)检测人员资格; • d)检测设备、器材和材料; • e)检测表面制备; • f)检测时机; • g)检测工艺和检测技术; • h)检测结果的评定和质量等级分类; • i)检测记录、报告和资料存档; • j)编制(级别)、审核(级别)和批准人; • k)制定日期。
无损检测渗透检测标准
无损检测渗透检测标准无损检测是指在不破坏被检测物件的情况下,利用各种无损检测方法和设备对被检测物件进行内部和表面的检测、测量和评定。
渗透检测是无损检测中的一种重要方法,主要用于检测金属和非金属材料表面的裂纹、夹杂、气孔等缺陷。
为了确保无损检测渗透检测的准确性和可靠性,制定了一系列的标准规范,下面将对无损检测渗透检测标准进行详细介绍。
首先,无损检测渗透检测标准包括了检测人员的资质要求。
根据国家标准,进行无损检测渗透检测的人员必须持有相应的无损检测资格证书,且必须经过相关培训和考核合格方可从事相应的检测工作。
这一要求旨在确保检测人员具备足够的专业知识和实际操作能力,从而保证检测结果的准确性和可靠性。
其次,无损检测渗透检测标准还规定了检测设备和工艺的要求。
在进行渗透检测时,必须选择适当的检测设备和工艺,并严格按照相关标准和规范进行操作。
例如,在进行渗透检测前,必须对检测设备进行校准和验证,确保其性能稳定可靠;在进行检测时,必须严格控制温度、湿度等环境因素,以确保检测结果的准确性。
此外,无损检测渗透检测标准还包括了检测过程中的安全要求。
在进行渗透检测时,必须严格遵守相关的安全操作规程,采取必要的防护措施,确保检测人员和被检测物件的安全。
例如,在使用化学试剂进行渗透检测时,必须佩戴防护手套和眼镜,避免化学试剂对人体造成伤害。
最后,无损检测渗透检测标准还规定了检测结果的评定标准。
在进行渗透检测后,必须对检测结果进行准确的评定,并按照相关标准和规范进行记录和报告。
评定结果应当客观、准确,符合实际情况,为后续的工程质量评定和安全评估提供可靠的依据。
总之,无损检测渗透检测标准对于保障检测结果的准确性和可靠性起着至关重要的作用。
只有严格遵守相关标准和规范,确保检测人员具备足够的资质和技术水平,选择适当的检测设备和工艺,严格遵守安全操作规程,才能够获得准确可靠的检测结果,为工程质量和安全提供有力保障。
无损检测渗透标准
无损检测渗透标准无损检测渗透标准是工业领域中一项重要的质量保证手段,它通过非破坏性的方式对材料、部件或产品进行检测,以评估其完整性、性能和可靠性。
渗透检测是一种常见的无损检测方法,它利用液体的毛细作用,将液体渗透剂引入被检测物体表面,然后通过显像剂将渗透剂吸附到物体表面的缺陷中,形成明显的显示,从而检测出缺陷的存在和大小。
在制定无损检测渗透标准时,需要考虑到各种因素,包括被检测物体的材料、尺寸、形状、表面处理方式、缺陷类型和大小等。
标准中规定了各种参数,如渗透剂的选择、施加方式、显像剂的类型和使用方法等。
这些参数的选择直接影响着检测结果的准确性和可靠性。
为了确保无损检测渗透标准的科学性和实用性,需要经过充分的实验验证和对比研究。
实验数据和统计分析是制定标准的重要依据,可以提供对各种因素影响的深入了解,以及不同检测方法的优缺点比较。
此外,标准的制定还需要考虑国际标准和行业标准的协调性,以确保检测结果的国际互认和交流。
无损检测渗透标准的应用范围非常广泛,可以应用于航空航天、石油化工、电力能源、轨道交通等各个领域。
在航空航天领域,渗透检测可以用于检测飞机发动机叶片、涡轮盘等关键部件的缺陷;在石油化工领域,渗透检测可以用于检测管道、阀门等设备的密封性和连接处的缺陷;在电力能源领域,渗透检测可以用于检测变压器、发电机等设备的线圈和绝缘材料的缺陷。
总之,无损检测渗透标准是工业领域中不可或缺的质量保证手段之一。
通过制定科学、实用的标准,并不断进行实验验证和改进,可以确保渗透检测的准确性和可靠性,提高产品的质量和安全性。
随着技术的不断发展和进步,无损检测渗透标准将继续发挥重要的作用,为工业生产和质量控制提供有力的支持。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
渗透无损检测安全要求标准
背景
渗透无损检测是网络安全领域中的一项重要技术,其目的是评估目标系统的安
全性能及存在的漏洞,并提供安全建议和修复建议。
由于其针对目标系统的“攻击”,如果渗透无损检测本身不符合安全要求,就会给目标系统带来严重安全威胁。
因此,规范渗透无损检测的安全要求标准,对于维护网络安全至关重要。
安全要求标准
1. 合法授权
渗透无损检测必须经过目标系统的合法授权,包括但不限于:系统管理员、信
息安全部门或授权的第三方安全服务提供商等。
2. 安全协议
在渗透无损检测过程中,必须使用安全协议进行通信,确保数据传输的机密性
和完整性。
安全协议可以包括但不限于:加密传输协议、数字证书和加密算法等。
3. 录音录像
渗透无损检测全过程需录音录像,并保存至安全存储设备中以备查证。
相关录
音录像需要至少包括如下内容:检测过程中的操作步骤、分析及评估结果、入侵操作及盗用敏感数据等。
4. 公告通知
在渗透无损检测前,必须向目标系统相关方进行书面公告通知,并保留相关的
申请使用授权材料。
公告通知必须明确渗透无损检测的范围、时间、地点、操作目的、操作方式及操作人员等,并征求目标系统相关方的同意和授权。
5. 授权限制
渗透无损检测必须在授权范围内进行,不得超越原授权内容和超出预定时间。
在授权期限结束后,必须删除相关的检测记录和数据,保证目标系统数据的机密性和完整性。
6. 保密性
渗透无损检测涉及到目标系统的机密信息,必须在严格保密的前提下进行。
检
测数据和结果不得以任何形式泄露或提供给未授权的第三方,包括但不限于:出版、公开、转载、分享、传输等。
7. 应急响应
在渗透无损检测过程中,如果出现目标系统异常、崩溃等情况,必须立即通知
目标系统管理员或信息安全部门,并提供相关操作记录和结果。
同时,提供协助排除和修复目标系统漏洞,并承担因此产生的法律责任。
结论
渗透无损检测是网络安全领域中的一项重要技术。
规范渗透无损检测的安全要
求标准,有助于维护网络安全,提高渗透无损检测的准确性和有效性。
如若违反安全标准,将对目标系统造成严重安全威胁,甚至可能引起法律责任。
因此,相关人员必须时刻关注安全标准,切实维护网络安全,确保渗透无损检测的合法性和安全性。