推力测试作业指导书
公司实验室推拉力计作业指导书

1.0目的:
为规范推拉力计的操作,确保实验的可靠性。
2.0范围:
适用于本公司推拉力计的操作。
3.0职责:
由相关推拉力计的操作使用人员执行。
4.0内容
4.1基本操作:
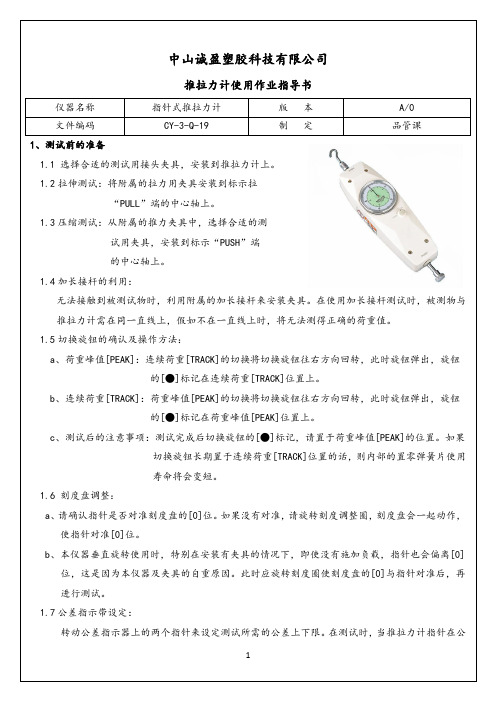
4.1.1拉力测试:
将附属的拉力用夹具安装到标示【PULL】端的中心轴上。
放置好产品,按切换钮归零,均匀用
力垂直向下拉,当指针停止不动时读出拉力的大小。
4.1.2推力测试:
从附属的推力夹具中,选择合适的测试用夹具,安装到标示【PUSH】端的中心轴上,放置好产
品后,按切换钮归零,均匀用力向垂直方向推,当指针停止不动时,读出力的大小。
4.1.3测试完成后切换旋钮的“.”标记,一定要置于荷重峰值【PEAK】的位置。
如果切换旋钮长期置
于连续荷重【TRACK】位置的话,则内部的置零弹簧片使用寿命会变短。
4.2注意事项:
4.2.1请勿施加超过推拉力计最大测试范围的荷重,以免造成仪器破损及故障。
4.2.2推拉力计正常的工作温度为:20±10℃,相对湿度为:15﹪-80﹪RH。
4.2.3避免将推拉力计保管或使用于低温、低湿或高温、高湿的场所。
4.2.4要求周围工作环境无震源及腐蚀性介质。
分发部门:□总经理□管代□行政□资材□工程□工模□装配■品质部□喷印□市场□塑胶.。
SMT元件推力测试使用作业指导书
3.测推力时,应按元件由大到小的顺序.,从元件的宽边去推,
4.每推完一个零件,一定要重新归零,再进行测试下一个,并作好记录。
5.测试完毕,注意把推力测试仪整理放好。
6.如有元件被推掉,应在PCB板相应位置用箭头纸粘上,
7. 推掉元件的PCB板放入待修理架中,交给修理员及时处理;
作业错误的后果:
1.推力测试达不到要求将造成后工序贴片焊接缺陷,影响后工序操作!
2.推掉元件时漏补、未及时维修和重复使用掉落元件将造成后工序贴片焊接不
良产品存在质量隐患
注意事项:
1.把推掉元件的PCB板放入待修理架中,交给修理员及时处理;
2.推掉的元件不能回收使用;
3.作业时需佩戴静电手环、手套;
4.对于连续产生不良缺陷时要及时调整设备;
佛山市北川电子科技有限公司
SMT元件推力测试使用作业指导书
共1页
第1页
岗位名称
SMT
文件编号
QG/BCC18-08-2012
适用机型
通用
岗位重要度
A
工
作
内
容
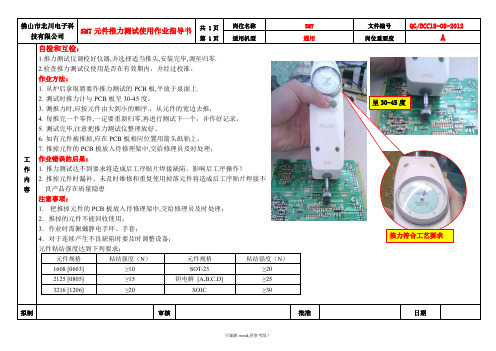
自检和互检:
1.推力测试仪调校好仪器,并选择适当推头,安装完毕,调至归零.
2.检查推力测试仪使用是否在有效期内,并经过校准。
作业方法:
1.从炉后拿取將要作推力测试的PCB板,平放于桌面上.
元件Байду номын сангаас结强度达到下列要求:
元件规格
粘结强度(N)
元件规格
粘结强度(N)
1608 [0603]
≥10
SOT-23
≥20
2125 [0805]
≥15
钽电解[A,B,C,D]
推拉力计操作作业指导书
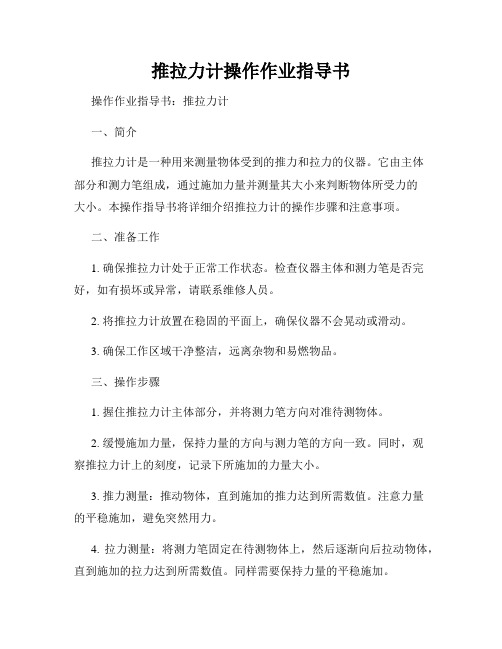
推拉力计操作作业指导书操作作业指导书:推拉力计一、简介推拉力计是一种用来测量物体受到的推力和拉力的仪器。
它由主体部分和测力笔组成,通过施加力量并测量其大小来判断物体所受力的大小。
本操作指导书将详细介绍推拉力计的操作步骤和注意事项。
二、准备工作1. 确保推拉力计处于正常工作状态。
检查仪器主体和测力笔是否完好,如有损坏或异常,请联系维修人员。
2. 将推拉力计放置在稳固的平面上,确保仪器不会晃动或滑动。
3. 确保工作区域干净整洁,远离杂物和易燃物品。
三、操作步骤1. 握住推拉力计主体部分,并将测力笔方向对准待测物体。
2. 缓慢施加力量,保持力量的方向与测力笔的方向一致。
同时,观察推拉力计上的刻度,记录下所施加的力量大小。
3. 推力测量:推动物体,直到施加的推力达到所需数值。
注意力量的平稳施加,避免突然用力。
4. 拉力测量:将测力笔固定在待测物体上,然后逐渐向后拉动物体,直到施加的拉力达到所需数值。
同样需要保持力量的平稳施加。
四、注意事项1. 操作时要保持稳定的姿势,避免身体晃动对测量结果产生影响。
2. 施加力量时要平稳持续,避免猛力或突然改变力量的方向。
3. 在测量过程中要注意力量的大小,避免超出推拉力计的测量范围。
4. 若在操作过程中出现测力笔或主体部分松动或脱落的情况,应立即停止使用,并及时联系维修人员进行修复。
5. 操作结束后,将推拉力计放置在安全的位置,并做好清洁和维护工作。
五、常见问题及解决方法1. 为什么推拉力计的测量结果不准确?可能是由于推拉力计受到外界干扰,比如地面不平或操作者姿势不正确。
应尽量选择平整的工作区域进行测量,并保持正确的操作姿势。
2. 推拉力计是否需要定期检修?是的,推拉力计作为一种精密仪器,需要定期进行维护和校准。
请按照推拉力计的说明书上的要求参考操作人员进行维修和校准工作。
六、总结本操作指导书介绍了推拉力计的操作步骤和注意事项。
在使用推拉力计时,操作者应注意力量的平稳施加和正确的姿势,以确保测量结果的准确性。
SMT推力测试作业指导书 10.28

名称 静电环 推力测试仪
型号/参数设置
序号 1 2
版本变更记录 变更依据 修改者
日期
深圳市鸿富源实业有限公司
页码:
第1页 共1 页
拟制 审核 批准
编号
WI-PR-028-V1.0
图示
顺序 1
物料编码
物料名推力作业指导书
注意手不可 碰触被测试
器件
客户代码
工序名称:
SMT推力测试
通用
产品型号/版本: WI-PR-028-V1.0
环保要求
文件版本:
V1.0
无铅
作业内容:
1、生产线转线生产首件后IPQC需做推力测试,使用推力计测试PCBA
上不同规格器件各5pcs.做推力测试之前需将推力计归零,使其指针
向“0”刻度;力度要求:0603 大于0.8KG/0805大于1.0KG/1206大
于1.5KG/二极管大于1.5KG/电晶体元件大于2.0KG/IC/大于3.0KG。
位置如图
2.使用推力计时要求推力计与被测试物料呈30度至45度斜角进行施
力,匀速达到力度达到规定标准要求即可 ;
3.测试良品与不良品需记录在相应的记录表上以备查验 ;
4.测试后不良品需单独放置经维修重新测试后方可下拉;
注意事项:
1、测量时不可迅速加力,以免损坏器件; 3、不同器件的推力测试标准无客户未指定可参考品质相关标准或IPC通用 性检验标准执行。
位号
用量/色标
工具 治具
SMT贴片元件推力测试操作指导书

e
名称
SMT贴片元件推力测试操作指导书
图号
/
编号
一、测试仪器:推力器
二、目的:检查贴片元件(红胶)过回流焊后承受的推力。
三、操作说明:
1、将推力器的测试端顶在贴片侧面的中点,边看推力器的读数,边用一定的力度推推力器。
2、各贴片元件的不脱落推力如下:0805≧0.8Kg,1206≧1.2Kg,三极管≧1.5Kg。
3、要求IPQC按抽检记录表要求进行抽检。
备注
更改标记
数量
更改单号签名日期编制源自罗冯荣04-12-25
审核
会签
批准
第1页
共1页
顺德科威电子厂有限公司
SMT红胶推力作业指导书
佛山市顺志电子有限公司文件类别:作业指导书
客户通用发行版本V0.1
页数第1页,共1页
项目编号通用工序编号 1
机型名称红胶通用工序名称SMT红胶推力测
试
【目的】提高生产效率,确保产品品质..
【权责】①PE部:制订SMT红胶推力测试标准作业指导
②SMT IPQC依据此书作业,以提高生产效率,
确保产品品质达到良好;
【工具】推力测试仪、静电环、手套等。
【步骤】
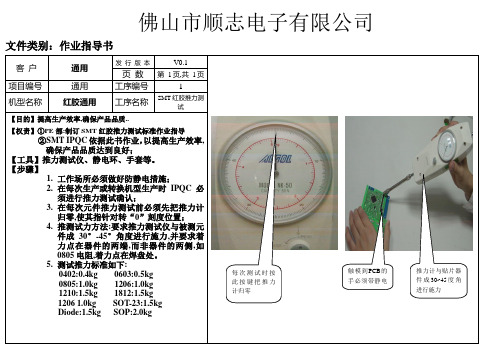
1.工作场所必须做好防静电措施;
2.在每次生产或转换机型生产时IPQC必
须进行推力测试确认;
3.在每次元件推力测试前必须先把推力计
归零,使其指针对转“0”刻度位置;
4.推测试力方法:要求推力测试仪与被测元
件成30°-45°角度进行施力,并要求着
力点在器件的两端,而非器件的两侧,如
0805电阻,着力点在焊盘处。
5.测试推力标准如下:
0402:0.4kg 0603:0.5kg 0805:1.0kg 1206:1.0kg 1210:1.5kg 1812:1.5kg 1206 1.0kg SOT-23:1.5kg Diode:1.5kg SOP:2.0kg 每次测试时按
此按键把推力
计归零
触模到PCB的
手必须带静电
手套或无线静
推力计与贴片器
件成30~45度角
进行施力。
红胶推力测试作业指导书
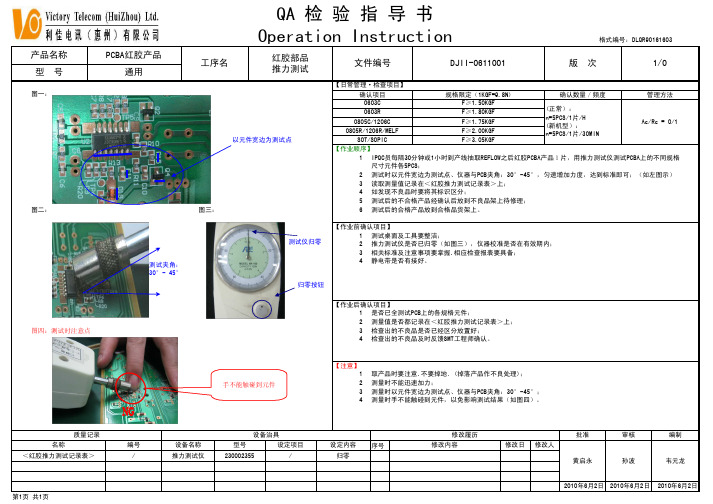
图一:
图二:
图四:测试时注意点
PCBA红胶产品 通用
测试夹角: 30°- 45°
QA 检 验 指 导 书 Operation Instruction
格式编号:DLQR90161603
工序名
红胶部品 推力测试
文件编号
DJII-0611001
版次
1/0
以元件宽边为测试点 图三:
【日常管理·检查项目】
4 如发现不良品时要将其标识区分;
5 测试后的不合格产品经确认后放到不良品架上待修理;
6 测试后的合格产品放到合格品货架上。
测试仪归零
【作业前确认项目】 1 测试桌面及工具要整洁; 2 推力测试仪是否已归零(如图三),仪器校准是否在有效期内; 3 相关标准及注意事项要掌握,相应检查报表要具备; 4 静电带是否有接好。
Ac/Re = 0/1
【作业顺序】
1 IPQC员每隔30分钟或1小时到产线抽取REFLOW之后红胶PCBA产品1片,用推力测试仪测试PCBA上的不同规格
尺寸元件各5PCS;
2 测试时以元件宽边为测试点、仪器与PCB夹角:30°-45°,匀速增加力度,达到标准即可;(如左图示)
3 读取测量值记录在<红胶推力测试记录表>上;
审核 孙波
编制 韦元龙
2010年6月2日 2010年6月2日 2010年6月2日
确认项目
规格限定(1KGF=9.8N)
确认数量/频度
管理方法
0603C 0603R 0805C/1206C 0805R/1206R/MELF SOT/SOPIC
F≥1.50KGF F≥1.80KGF F≥1.75KGF F≥2.00KGF F≥3.05KGF
1放大镜和推力作业指导书
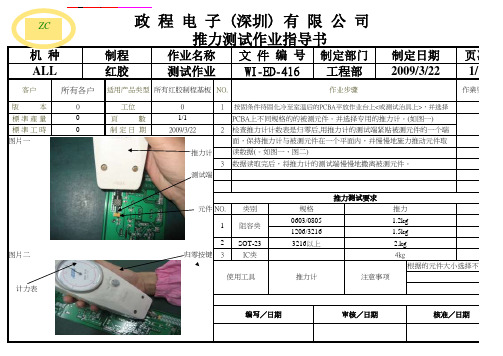
版 本工位1標 準 產 量頁 數標 準 工 時制 定 日 期2图片一推力计
3
测试端
元件NO.
类别2SOT-23
图片二归零按键3
I C类
计力表
编写/日期审核/日期核准/日期
制定日期页次工程部2009-3-221/1ALL 红胶测试作业
WI-ED-416 1.2kg 1
3216以上 推力测试作业指导书机 种制程作业名称
文 件 编 号制定部门客户适用产品类型所有红胶制程基板所有各户阻容类00使用工具推力计注意事项根据的元件大小选择不同型0推力测试要求
0603/08051206/3216面,保持推力计与被测元件在一个平面内,并慢慢地施力推动元件取读数据(。
如图一、图二)PCBA上不同规格的的被测元件。
并选择专用的推力计。
(如图一)0
按固条件待固化冷至室温后的PCBA平放作业台上<或测试治具上>,并选择2009-3-22
检查推力计计数表是归零后,用推力计的测试端紧贴被测元件的一个端数据读取完后,将推力计的测试端慢慢地撒离被测元件。
推力1.5kg 2.kg 4kg 作業要求NO.作业步骤1/1
规格輸出電壓范圍輸出電流輸出電壓最大范圍
輸出范圍。
SMT推力测试作业指导书

二、
操作1
2
3
44.14.24.3567文件编号XX-QPA-QA019制订日期2018/5/1文件版本A/01页 码第1页,共1页
一、操作流程四、相关图片准备待测试板将需待做推力测试的板准备好,每次测试数量:AYD 客户产品≤3片,其它客户产品≤1片(依客户要求测试);测试时机⑴首件;⑵制程中;⑶批次工单将结束时。
按下“归零按钮”键,使用指针指向“0”,图A ;推力测试将推力计尖头对准待测试之元件;
角度要求推力计尖头与元件成45度角,图D ;
1.推力计必须在有效范围内使用;
2.当出现异常时必须立即停线分析原因。
XX 电子科技有限公司
检查 1.每次测试完后,均必须检查各焊盘的状况,图E ;
2.检查标准:
⑴焊盘均被推掉;⑵焊盘未被推掉,但能看到焊盘上有锡;以上两要求必须符合其中之一,否则判NG 。
异常处理
当推力达不到标准,或测试后焊盘要求不达标时均必须立即上报给品质领班处理。
三、注意事项
SMT 推力测试作业指导书方向要求
推力计尖头对准元件长边方向,图C ;
推力标准 1.CHIP 件(C\R\D )标准:
0201≥0.50Kg ,0402≥0.80Kg ,0603≥1.20Kg ,0805≥1.50Kg ;2.IC/CON (连接器)标准:
小于8mm 元件标准≥1.50Kg ,大于8mm 小于25mm 元件标准≥2.50Kg ,大于25mm 元件标准≥3.50Kg 。
记录值将测试结果一一记录于【推力测试报告】内,图B ;
推力计归零。
IPQC WP-Q-037 A1 压铆扭力与推力试验作业指导书
主题压铆扭力与推力试验作业指导书第1页 共 2页批准﹕ 审核﹕ 作成﹕ 江荣广1.0 目的规范扭力和推力试验的工作流程、检验频率、检验工具以及检验标准等。
2.0 范围本指引的适用范围为制程拍钉工序的非标紧固件:压铆螺母、压铆螺柱、压铆螺钉。
3.0 定义3.1扭力:垂直方向的力乘上与旋转中心的距离。
3.2推力:施加于物体表面垂直方向的力。
4.0 职责4.1 IPQC 负责扭力与推力试验的操作。
4.2 生产部负责需测试产品的送检。
5.0 工作流程 5.1 检验流程5.1.1生产人员开出《首样检验记录》连同首件产品交IPQC 进行首件检验。
5.1.2 IPQC 依据检验指引等进行首检,并在《首样检验记录》记录试验数值。
5.1.3 IPQC 依据结果进行判定:若NG ,则要求停止生产。
生产部将此问题回馈工程部,工程部相关人员指导进行设备参数的调整或维修,若仍NG ,则由QE 主导进行分析解决,生产部再重新送样 5.1.4若OK ,则继续生产。
5.2检验频率:每次换钉时做一次,每次试片测试两颗钉。
5.3检验工具: 5.3.1 扭力计 5.3.2 推力计5.4压铆螺钉不做扭力测试。
5.5 压铆螺母检验方法图示:注意:扭力測試時壓鉚螺母與螺釘在同一方向。
十字槽盘头螺钉压铆螺母原材料主题压铆扭力与推力试验作业指导书第2页共2页5.6检验标准:5.6.1 压铆螺母类非破坏性检测参数压铆螺母类螺母型号螺母规格料厚(mm) 压铆底孔(mm)推力(kgf) 扭力(kgf.vom)铁板铝板铁板铝板S SS CLS CLSS SP H HN HNL AS AC LAS LAC M2,M2.50-1.04.2515.0 12.0 5.0 4.01.0-2.0 18.0 15.66 7.0 5.62.0以上21.0 18.0 9.0 7.0M30-1.04.2518.0 15.6 11.3 9.01.0-2.0 21.0 17.6 13.5 10.82.0以上23.0 20.0 15.0 12.8M3.50-1.04.7521.0 17.0 14.0 11.21.0-2.0 23.0 20.0 16.0 12.82.0以上26.0 23.0 18.0 14.4M40-1.05.427.0 24.0 20.0 18.61.0-2.0 30.0 27.0 23.0 20.02.0以上35.0 30.0 27.0 23.0≥M50-1.06.440.0 35.4 30.4 28.01.0-2.0 45.0 40.0 35.0 30.82.0以上50.0 45.0 40.0 35.0F M3-M5 0.76 N/A 27.0 21.0 N/A N/A1.37 30.0 24.0 N/A N/A型号规格推力(kgf) 扭力(kgf.vom)铁板铝板铁板铝板SO,SOS,SOA, SON, BSOS, BSO,BSON M3-M525.0(T≤1.0) 20.0(T≤1.0)11.5 9.030.0(T>1.0) 24.0(T>1.0)翻边铆合螺柱M3 25.0(T≤1.0) 20.0(T≤1.0) 7.5 6.0 M3.530.0(T>1.0) 24.0(T>1.0)8.1 6.4 M4.0 8.7 7.0型号规格推力(kgf) 扭力(kgf.vom)FH,FHS,FHA,TFH TFHS,HFH,HFHS, HFHB,FH4M3 16.0 8.0 M3.5 18.0 9.0 M4 20.0 10.05.7。
推力测试作业指导书

1.目的规范电动推拉力测试的操作步骤,有效的维护设备的使用寿命。
2.适用范围适用于精密电子部所有需做推拉力测试的产品。
3.权责IPQC 负责测试并记录。
4.电动推拉力机结构示意图:5.电动推力机的使用步骤5.1将PCB 板正面向前靠紧PCB 定位柱5.2 向右扭动PCB 固定座的锁紧旋钮将PCB 固定 5.3按推力计复位键使推力计表盘指针归零※ 修订履历 ※ 变更日期 变更版本变 更 内 容推拉力显示表推力计推力计复位健手动自动切换按键自动指示灯点动控制键电源开关调速器重复次数设定与显示 PCB 固定座推力测试头5.4打开电动推拉力计电源,将调速器调到较慢的状态,按动“手动自动切换按键”切换到点动状态(自动指示灯灭即为点动)5.5按住下降键:此时推力计开始均速下降,当推力测试头距离PCB 板3~5mm 时松开下降键观察测试头的凹槽是否与PCB 板边对齐,若没有对齐需左右扭动测试头进行调整。
确认对齐后再按住下降键,当推力计显示表指针达到所要求的推力时松开下降键;5.6读取推力计表盘上的值,表盘上的值也就是推力测试结果; 5.7按住点动操作的上升键使推力测试头与PCB 板分离; 5.8向左扭动PCB 固定座的锁紧旋钮将PCB 取下;5.1测透镜时将PCB 板正面(贴片面)向前(箭头方向)靠紧定位柱5.2.向右扭动(箭头方向)此旋钮将PCB 固定5.3按推力计复位键5.3推力计表盘指针归零,若按复位键后表针不在零位可转动表盘使之归零5.4自动指示灯灭 5.4按动“手动自动切换按键”切换到点动状态5.5按住下降键5.5推力测试头(可左右扭动)5.5推力头凹槽 5.5 PCB 板边6.推力标准6.1连接器推拉力6KG 以上,LED 推拉力6KG 以上,透镜推拉力9KG 以上; 6.2若客户有指定要求以客户要求为标准;5.6读取推力计表盘上的值5.7按住点动操作的上升键5.8向左扭动(箭头方向)PCB 固定座的锁紧旋钮。
IPQCWP-Q-037A1压铆扭力与推力试验作业指导书
IPQCWP-Q-037A1压铆扭力与推力试验作业指导书
主题
批准﹕审核﹕作成﹕江荣广
1.0 目的
规范扭力和推力试验的工作流程、检验频率、检验工具以及检验标准等。
2.0 范围
本指引的适用范围为制程拍钉工序的非标紧固件:压铆螺母、压铆螺柱、压铆螺钉。
3.0 定义
3.1扭力:垂直方向的力乘上与旋转中心的距离。
3.2推力:施加于物体表面垂直方向的力。
4.0 职责
4.1 IPQC 负责扭力与推力试验的操作。
4.2 生产部负责需测试产品的送检。
5.0 工作流程 5.1 检验流程
5.1.1生产人员开出《首样检验记录》连同首件产品交IPQC 进行
首件检验。
5.1.2 IPQC 依据检验指引等进行首检,并在《首样检验记录》记录试验数值。
5.1.3 IPQC
依据结果进行判定:若NG ,则要求停止生产。
生产部将此问题回馈工程部,工程部相关人员指导进行设备参数的调整或维修,若仍NG ,则由QE 主导进行分析解决,生产部再重新送样 5.1.4若OK ,则继续生产。
5.2检验频率:
每次换钉时做一次,每次试片测试两颗钉。
5.3检验工具: 5.3.1 扭力计 5.3.2 推力计
5.4压铆螺钉不做扭力测试。
5.5 压铆螺母检验方法图示:
注意:扭力測試時壓鉚螺母與螺釘在同一方向。
十字槽盘头螺钉
原材料
主题
5.6检验标准:
5.6.1 压铆螺母类非破坏性检测参数
5.7。
2019-推力计作业指导书-推荐word版 (3页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==推力计作业指导书篇一:推力计测试作业指导书适用范围:指针式推力测试仪附件:测试头、连接杆目的:为正确使用推力计、延长设备的寿命,确保产品质量。
推接杆调零按钮刻度盘一、作业流程:推接杆1、推力测试前先拿出推力测试仪器,并选择适当推头,安装完毕,垂直向下按下调零按钮,指针归零;如指针不能归零时微调刻度盘归零。
2、装上加长杆1、选择适当的推头3、装上推力计2、从炉后拿取將要作推力测试的机板,平放于桌面上;放置5-10分钟;3、右手拿好推力测试仪,使推头与PCB板水平。
测推力時,应按元件由大到小的顺序;按各种零件推力标准(参照下表)进行推力测试,每推完一个零件,一定要重新归零,再进行测试下一个;当测试达不到要求时,应立即通知相关人员及时解決。
二、作业后注意事项:1、测试完毕,注意把推力测试仪整理放好,不能乱扔。
2、如有元件被推掉,应用坏机纸沾上元件并帖在PCB板相应位置,小心不要掉元件。
3、把推掉元件的PCB板放入待修理框中,交给修理员及时处理。
三、作业检查:1、推力测试仪是否调校好。
2、测推力时是否按规定的顺序。
3、每两小时要抽测一到两块,做时一定要等板凉透了再测。
4、测推力時,角度不能大于10。
篇二:推力计测试作业指导书适用范围:指针式推力测试仪附件:测试头、连接杆目的:为正确使用推力计、延长设备的寿命,确保产品质量。
推接杆调零按钮刻度盘一、作业流程:推接杆1、推力测试前先拿出推力测试仪器,并选择适当推头,安装完毕,垂直向下按下调零按钮,指针归零;如指针不能归零时微调刻度盘归零。
2、装上加长杆1、选择适当的推头3、装上推力计2、从炉后拿取將要作推力测试的机板,平放于桌面上;放置5-10分钟;3、右手拿好推力测试仪,使推头与PCB板水平。
测推力時,应按元件由大到小的顺序;按各种零件推力标准(参照下表)进行推力测试,每推完一个零件,一定要重新归零,再进行测试下一个;当测试达不到要求时,应立即通知相关人员及时解決。
贴片元件推力测试

深 圳 市 金 祥 电 子 有 限 公 司作 业 指 导 书客户产品型号作业名称文件编号版本检验类别检验性质产品工艺执行标准通用推力测试A\01批量生产 抽检 RoHS参考IPC-A-610试产 返工可靠性试验non-RoHS作 业 指 引 参 数 参考作 业 示 意 图元件规格≥推力标准(KG)元件规格≥推力标准(KG)红胶锡膏锡膏0201C ∕0.3三极管2.00201R ∕0.3耳机插座3.50402R 0.50.66脚IC 2.00402C 0.80.65脚IC 2.00603C 1.2 1.0 晶振 2.50603R 1.3 1.0 电池连接器 3.00805C 1.5 1.5USB插座8.00805R 1.5 1.5SOIC:8PIN2.0 1206C 1.5 2.0SOIC:8PIN以上3.01206R 1.5 2.0SOT 2.5 2.0二极管 2.0 2.04脚IC2.0 2.0操作步骤1、做推力计测试前必须确认推力计归零,其指针向“0”刻度值处于归零状态 。
(如图三)2、测试元件时以元件的宽面为测试点,推力计与被测PCB板元件呈30度至45度斜角进行施力。
(如图一)3、增加在推力计的力度要均匀,测试时指针或显示参数值到达标准后维持1至3秒钟即可 。
(如图二)4、测试完成后仔细观察元器件的焊盘锡点(或部品本体)是否有裂纹、裂缝、损坏或脱落掉件等现象并区分及记录报告。
注意事项1、在测试作业前必须配戴有线静电环。
2、推力测试必须使用专用的推头。
(如图四)3、在测量推力时不可迅速加力,以免损坏元器件。
4、不良品及良品必须区分摆放并记录报告。
使用工具制定审核品质审核批准设备\工具:推力计测试仪\有线静电环各1个黎海荣辅料: PCBA2015年 6 月 28 日年 月 日 年 月 日 年 月 日√图一图二图三图四√√。
推拉力测试作业指导书+推力标准

推拉力测试作业指导书+推力标准NO 元件名称检测方式图片试验仪器测试方法推力标准(Kgf )1CHIP0402推力推力计1、消除阻碍0402元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥0.60Kgf判合格。
0.602CHIP0603推力推力计1、消除阻碍0603元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.00Kgf判合格。
1.003CHIP0805推力推力计1、消除阻碍0805元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.50Kgf判合格。
1.504CHIP1206推力推力计1、消除阻碍1206元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥2.50Kgf判合格。
2.505四脚 IC 推力推力计1、消除阻碍四脚IC边缘的其它元器件2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.00Kgf判合格。
3.006五脚 IC 推力推力计1、消除阻碍5脚 IC元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.50Kgf判合格。
3.507六脚 IC 推力推力计1、消除阻碍6脚 IC元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥3.50Kgf判合格。
3.508八脚 IC 推力推力计1、消除阻碍八脚IC边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥4.00Kgf判合格。
红胶推力测试

3KG
2KG
2KG
1.5KG
1.3KG
1.5KG
1.5KG
2KG
红胶推力测试指导书
(三)、 作业后
1.测试完 毕,注意把 推 好力元件的PCB板放入待修理框
中,交给修理员及时处理。
* *作 业流程:
设备 调校
首件 印刷
(一)、 作业前
1.推力测 试前先拿 出仪推 器力,并测 选择适当 完毕,调 至归零. 2.从炉后 拿取将要 的底板, 平放于桌
** 推力测
项目
1
2
3
4
5
6
7
8
规格 SOIC:8PIN以上
SOIC:8PIN 1206 0805 0603
玻璃二极管 小三极管 贴片按键
(二)、 作业中
1.右手拿 好推力测 2试.测仪推,使力推 時,应按元 3.按各种 零件推力 力测试,每 推完一个 进行测试 下一个. 4.当测试 达不到要 及时解決.
首件 检查
开始 生产
R
NG OK
* *顺 序检查
1.推力测试仪是否调校好. 2.测推力 时是否按
**自主 检查
1.元件是 否推掉? 2.推掉的 元件是否 3.推力测 试仪是否 **设备及 工具 1.推力测 试仪 2.镊子. **注意事 项 推力测试 仪是否OK
拟制
审核
批准
日期
推拉力计测试作业指导书
b、切换旋钮先置于连续荷重[TRACK],待至荷重第二次升高时将切换旋钮置于荷重峰值[PEAK]位置,可测得其次小的荷重峰值。
3.5被测试物的荷重值的峰值为单数或者复数不清楚时的测试。使用“1”的测试方法来确认荷重值的变化;在“1”的荷重值变化确认后,再确认“2”、“3”、“4”中哪一个测试方法较适合被测试物,选择后再做测试。
的[●]标记在连续荷重[TRACK]位置上。
b、连续荷重[TRACK]:荷重峰值[PEAK]的切换将切换旋钮往右方向回转,此时旋钮弹出,旋钮c、测试后的注意事项:测试完成后切换旋钮的[●]标记,请置于荷重峰值[PEAK]的位置。如果
切换旋钮长期置于连续荷重[TRACK]位置的话,则内部的置零弹簧片使用寿命将会变短。
1.6刻度盘调整:
a、请确认指针是否对准刻度盘的[0]位。如果没有对准,请旋转刻度调整圈,刻度盘会一起动作,
使指针对准[0]位。
b、本仪器垂直旋转使用时,特别在安装有夹具的情况下,即使没有施加负载,指针也会偏离[0]
位,这是因为本仪器及夹具的自重原因。此时应旋转刻度圈使刻度盘的[0]与指针对准后,再进行测试。
推拉力计放置成一直线再执行测试,被测试物和推拉力计若没有成一直线,则测试时将无法得到正确的荷重值。
3、切换旋钮的活用和指针的动作
3.1测试中荷重的变化:切换旋钮置于连续荷重[TRACK]时,指针会随着荷重值而变化。
3.2单一峰值的荷重值测试:切换旋钮置于荷重峰值[PEAK]时,当测试达最大荷重值时,指针会停在最大荷重值的位置。要将指针归零,按下切换旋钮,指针将会回到[0]的位置。
试用夹具,安装到标示“PUSH”端
推力计作业指导书
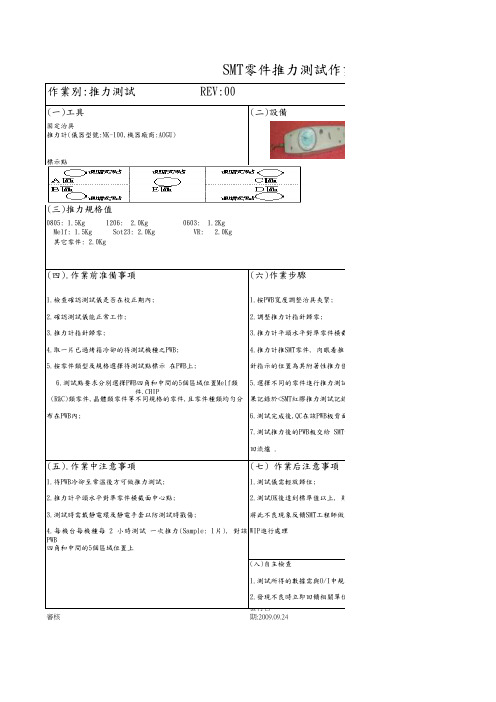
審核發行日期:2009.09.24 制表:ID CODE:V-28-030-0001-01-A 推力計(儀器型號:NK-100,機器廠商:AOGU)標示點 SMT零件推力測試作業指導書作業別:推力測試 REV:00(一)工具固定治具(二)設備4.取一片已過烤箱冷卻的待測試機種之PWB;5.按零件類型及規格選擇待測試點標示 在PWB上;(四).作業前准備事項1.檢查確認測試儀是否在校正期內;2.確認測試儀能正常工作;3.推力計指針歸零;2.調整推力計指針歸零;3.推力計平頭水平對準零件橫截面中心點;7.測試推力後的PWB板交給 SMT修護人員加膠補件, 然後重新過回流爐 .5.選擇不同的零件進行推力測試每次至少5個零件,并將推力結果記錄於<SMT紅膠推力測試記錄表>;布在PWB內;將此不良現象反饋SMT工程師做原因分析及改善,并對庫存品WIP進行處理4.推力計推SMT零件, 肉眼看推力器指針零件被推離PWB板時指針指示的位置為其附著性推力值;(五).作業中注意事項(七) 作業后注意事項6.測試點要求分別選擇PWB四角和中間的5個區域位置Melf類件,CHIP(R&C)類零件,晶體類零件等不同規格的零件,且零件種類均勻分 6.測試完成後,QC在該PWB板背面余邊位置蓋QC章;2.發現不良時立即回饋相關單位處理;(入)自主檢查1.測試所得的數據需與O/I中規格值做比較,並做記錄;(六)作業步驟1.按PWB寬度調整治具夾緊;1.待PWB冷卻至常溫後方可做推力測試;(三)推力規格值0805: 1.5Kg 1206: 2.0Kg 0603: 1.2KgMelf: 1.5Kg Sot23: 2.0Kg VR: 2.0Kg其它零件: 2.0Kg1.測試儀需輕放歸位;2.測試OK後達到標準值以上, 則判定允收 ;若達不到標準值則四角和中間的5個區域位置上2.推力計平頭水平對準零件橫截面中心點;3.測試時需戴靜電環及靜電手套以防測試時戳傷;4.每機台每機種每2小時測試一次推力(Sample:1片),對該PWB。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件名称
推力测试作业指导书
制定部门
生产部
制定日期
2015-6-1
文件编号
版本版次
A1
页次
1/1
一、目的:确保SMT红胶制程的推力能符合客户要求,防止运输或过波峰炉时掉件。
二、范围:全公司红胶制程适用。
三、权责:IPQC负责每小时测试1次并记录报表。
四、内容:
4.1推力测试方法:
4.1.1IPQC每小时对每条线的PCBA板在固化炉后取1枚置于常温中冷却。
1.2Kg以上
三极管/(二极管)
2.5Kg以上
0805型/2.0×1.2
2.0Kg以上
IC类
3.0Kg以上
1206型/3.2×1.6
2.5Kg以上
4.1.5把测试的位置与实测值记录在《SMT推力测试记录日报表》上。
4.1.6如发现推力不够时及时反馈给生产、工程部改善并对已生产之PCBA板返工处理。
修订记录:日期/版本版次
核准
审查
制作
第一次修订:2015-6-1/A1
第二次修订:
第ห้องสมุดไป่ตู้次修订:
第四次修订:
第五次修订:
4.1.2确保PCBA板完全冷却后,用推(拉)力测试仪对PCBA板上的电阻、电容、三极管、集成块等进行推力测试。
4.1.3测试时对着元件的横向面呈0~15角度逐渐用力测试。
4.1.4读出推(拉)力测试仪上的指针数据,如能满足以下条件时为合格。
尺寸/长×宽(mm)
推力标准
尺寸
推力标准
0603型/1.6×0.8