热轧带钢卷取机浅议
热轧卷取机设备的相关分析

热轧卷取机设备的相关分析在轧钢生产中,热轧卷取机在其中起到关键性作用。
尤其是在科学技术不断创新和发展背景下,热轧卷取机设备以其独特的优势被广泛应用在生产中,可能由于长期运行加剧部件磨损和老化,出现故障问题,影响到设备正常运行和使用寿命。
基于此,本文主要对热轧卷取机工作原理、分类、故障和维修方法进行分析,以求为后续工作提供参考。
标签:热轧;卷取机;卷筒轴冷热带钢材由于自身产品断面形状,在轧制处理后,需要通过卷取机对钢材进行处理,逐渐弯曲成卷,在一定程度上增加材料重量,提升轧制效率和质量,营造良好的生产环境,对于产品质量提升具有重要促进作用。
加强热轧卷取机设备研究,可以为后续相关工作提供参考。
1 卷取机的概述卷取机作为热轧钢材卷曲处理的重要设备,对于热钢连轧机布置完成后,单机座可逆冷带轧机需要在轧机前后安装。
同时也可以在退火、纵剪和涂层机组中。
由于每台卷取机自身设备特性,配备一对夹送辊,主要是为钢材施加夹紧作用力,输送到特定位置后施加弯曲作用力;尾部卷曲阶段对钢材施加张力,有助于提升钢材卷曲质量。
需要注意的是,每台卷取机配备三根助卷辊,对开端带钢施加弯曲变形作用,在卷筒上缠绕带钢[1]。
对尾端进行压紧带尾处理,可以有效避免尾部松卷问题出现。
同时,热轧卷取机还具有踏步控制功能,有助于降低对岗头部位的压痕,保证钢材质量。
2 卷取机的分类卷取机是现代工业生产中重要组成部分,以其独特的优势在酸洗、镀锡和修模抛光热处理中,对轧件卷绕成板卷。
在带钢生产和线材生产中,冷带生产工艺较之热带生产工艺而言存在明显的差异,不同的卷取机功能不同、结构不同,适用于不同的生产需要。
就卷取机来看,类型较为多样,可以将其分为三种,即辊式卷取机、线材和小型型钢卷取机、带张力卷筒的卷取机,功能和用途不同,使用不同的生产情况。
其中张力卷筒的应用,适用于冷状态有张力条件下的卷曲钢板,可以有效提升卷曲钢板处理效率和质量[2]。
3 卷取机工作原理带张力卷筒的卷取机应用范围较广,在可逆和不可逆冷轧钢板轧制过程中,可以充分满足卷曲轧件需要,还可以提升轧件的张力,确保轧制过程保持稳定,提升轧制质量[3]。
热轧卷取机设备概述

热轧卷取机设备概述作者:张利伟来源:《商情》2013年第20期【摘要】卷取机在轧钢生产过程中起着重要的作用。
本文从卷取机的基础知识入手,介绍了其工作原理,并对日常生产中的常见故障及维修方法进行了探讨。
【关键词】热轧卷取机设备冷热带钢、线材由于产品断面形状的特点,需要在轧制后立即用卷取机将钢材弯曲成卷,从而为增大原材料重量、提高轧制速度、减小轧件头尾温差提供了有力的条件,由此导致了产品产量与质量的提高。
此外,成卷的轧材便于运送,这是各种形式卷取机的共同特点和作用。
一、卷取机概述卷取机是将热轧或冷轧钢材卷取成卷筒状的轧钢车间辅助设备,在热带钢连轧机(热连轧机组)、冷带钢连轧机和线材轧机上布置在成品机座之后;在单机座可逆冷带轧机上则安装在轧机的前后。
此外,它也安设在连续酸洗机组、纵剪、退火、涂层等各种精整机组中。
每台卷取机有一对夹送辊,主要作用是在头部咬钢阶段对带钢施加一定的夹紧力,将其送至1#助卷辊,同时对其实施第1次弯曲变形作用;在尾部卷取阶段对带钢施加一定张力,以保证良好的卷形质量。
每台卷取机有3根助卷辊,主要作用是在头部咬钢阶段对带钢实施弯曲变形,并使带钢紧紧缠绕上卷筒。
在尾部卷取阶段压紧带尾,防止尾部松卷。
热轧卷取机助卷辊拥有踏步控制功能,可有效减少带钢头部的压痕缺陷。
侧导板用于引导带钢头部进入夹送辊,同时起对中作用,1#侧导板传动侧是长导板,工作侧是短导板、且第4组辊道安装时略有倾斜,以保证带钢头部贴住传动侧长导板运行。
二、卷取机的分类卷取机主要用于将长轧件卷绕成盘材或板卷。
在现代化的冷轧带钢车间里,卷取机还广泛用于剪切、酸洗、修磨后抛光热处理、镀锡和镀锌等机组中。
由于带钢生产与线材生产、冷带生产与热带生产间工艺上的区别,卷取机尚有各自的特点和功用,从而导致了它们结构上的差异。
卷取机的类型很多,按其用途和构造可分为三种型式:带张力卷筒的卷取机、辊式卷取机、线材和小型型钢卷取机。
其中带张力卷筒的卷取机通常是在冷状态有张力的条件下卷取钢板或带钢;辊式卷取机用于热卷、冷卷钢板和带钢。
热轧带钢卷取机的工艺研究及液压系统仿真的开题报告

热轧带钢卷取机的工艺研究及液压系统仿真的开题报告一、课题背景及意义随着钢材生产技术的不断发展,热轧带钢已经成为了钢铁工业中的重要材料,广泛应用于建筑、机械、航空、车辆等领域。
在热轧带钢生产过程中,卷取机是关键设备之一,其性能的稳定与否,直接影响到产量和质量。
因此,热轧带钢的卷取机工艺研究和液压系统仿真成为研究的热点。
二、研究内容和目标1. 热轧带钢卷取机的工艺研究:根据卷取机的工作原理和要求,分析卷取机的工艺特点,包括卷取机的动力系统、控制系统、验收标准等,以及其与整个热轧生产线的关系;2. 液压系统仿真研究:通过对液压系统的建模和仿真,研究液压系统性能的优化,提高系统稳定性和可靠性,同时减少系统能量损失,降低生产成本。
三、研究方法1. 热轧带钢卷取机的工艺研究:采用文献研究和实地考察相结合的方法,分析卷取机的结构和原理,调研卷取机的应用及维护情况,并对其进行性能测试;2. 液压系统仿真研究:建立液压系统的数学模型,并利用MATLAB/Simulink等仿真软件进行仿真研究,通过调整系统参数来优化系统性能。
四、研究成果及预期效果1. 热轧带钢卷取机的工艺研究达到技术标准,为生产提供技术支持,提高生产效率和产品质量,降低生产成本;2. 液压系统仿真研究优化系统性能,提高系统的工作效率和稳定性,实现能源节约,减少生产成本。
五、研究计划1. 前期准备:文献研究、实地考察,了解卷取机的基本工作原理和要求,准备相关实验设备和软件;2. 实验研究:对卷取机进行各项性能测试,收集数据资料;建立液压系统模型,进行仿真测试,分析仿真结果,优化系统性能;3. 结果分析与总结:对实验数据进行流程控制方面的分析,对液压系统仿真结果进行优化;对得出的结论进行总结、评价和比较分析。
六、预期的研究经费来源1. 学校在相关科研计划中安排的经费;2. 企业合作资助。
热轧卷取机设计

热轧卷取机设计简介热轧卷取机是用于将热轧板材定尺卷成卷材的设备。
在钢铁工业中,热轧卷取机起着至关重要的作用,它能够实现快速高效的卷取过程,为后续的加工提供了便利。
本文将对热轧卷取机的设计进行详细介绍。
设计要求在进行热轧卷取机的设计时,需要考虑以下几个方面的要求:1.卷取速度:热轧卷取机需要具备较高的卷取速度,以满足生产需求。
2.卷取精度:热轧卷取机需要保证卷取的板材能够达到一定的卷取精度,以提高生产效率。
3.卷取力:热轧卷取机需要具备足够的卷取力,以确保板材能够被紧密卷取。
4.自动化程度:热轧卷取机需要具备一定的自动化程度,减少人工操作。
设计方案卷取速度为了实现较高的卷取速度,可以采用以下设计方案:1.采用高功率的电动机驱动卷取器,提供足够的动力。
2.优化传动系统的设计,减少能量损失。
3.使用较轻的材料制造卷取器,减小惯性负载。
4.优化卷取材料的过程控制,减少卷取过程中的阻力。
卷取精度为了保证卷取的精度,可以采用以下设计方案:1.采用闭环控制系统,结合传感器实时监测卷取过程,并根据监测数据进行反馈控制。
2.优化卷取机的结构设计,减少运动过程中的震动和变形。
3.使用高精度的滚轮和轴承,减小运动过程中的摩擦。
卷取力为了确保足够的卷取力,可以采用以下设计方案:1.采用高功率的液压系统,提供足够的液压力。
2.优化液压系统的设计,减小能量损失。
3.使用高强度的材料制造卷取器,增加卷取力的传递效率。
自动化程度为了提高热轧卷取机的自动化程度,可以采用以下设计方案:1.采用PLC控制系统,实现自动化控制。
2.加装自动化传感器,实现自动检测和自动调节。
3.结合网络技术和远程监控,实现远程操作和监测功能。
结论本文对热轧卷取机的设计进行了详细介绍,包括卷取速度、卷取精度、卷取力和自动化程度等方面的设计要求和设计方案。
通过优化设计,可以提高热轧卷取机的卷取效率和生产质量,满足钢铁工业中对高效卷取的需求。
同时,也为后续的热轧卷取机的研发和生产提供了参考。
浅论热轧带钢卷取钢卷的卷形控制
浅论热轧带钢卷取钢卷的卷形控制浅论热轧带钢卷取钢卷的卷形控制仲昭平(⽇照钢铁有限责任公司,⼭东⽇照276806)摘要:针对热轧钢带卷取成型过程中产⽣的钢卷不良问题。
从⼯艺过程和控制过程对各种形态的塔形产⽣的机理进⾏了分析。
以提⾼钢带卷⼀次成材率提⾼热轧钢带卷直发率为⽬标提出并实施应⽤新的控制思想和⽅法。
关键词:卷取;塔形;原因分析;改进控制;Abstract : Thetelescoping problens with coiling hot rolled strip steel are conce rned with in the article。
the formation mechanism of various telescopes are elucidated in terms of the processes and controls employed in coiling and a new control method is propose and put into USE , in order to increase the primary acceptance rate of hot 2rolled strip coil , and to maximize its direct 2delivery rate。
Finally 。
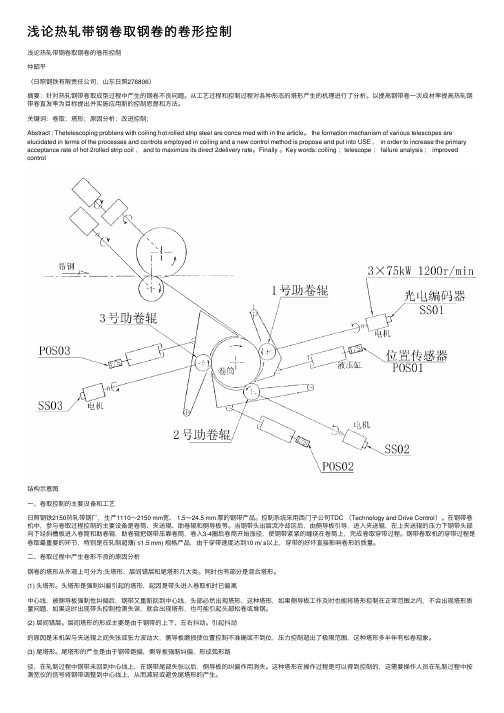
Key words: coiling ;telescope ; failure analysis ; improved control结构⽰意图⼀、卷取控制的主要设备和⼯艺⽇照钢铁2150热轧带钢⼚,⽣产1110~2150 mm宽、 1.5~24.5 mm 厚的钢带产品。
控制系统采⽤西门⼦公司TDC (Technology and Drive Control)。
在钢带卷机中,参与卷取过程控制的主要设备是卷筒、夹送辊、助卷辊和侧导板等。
当钢带头出层流冷却区后,由侧导板引导,进⼊夹送辊,在上夹送辊的压⼒下钢带头部向下经斜槽板进⼊卷筒和助卷辊,助卷辊把钢带压靠卷筒,卷⼊3-4圈后卷筒开始涨径,使钢带紧紧的缠绕在卷筒上,完成卷取穿带过程。
11.第十三章 卷取机解析

二、1700三辊式卷取机的结构(地下式)
卷取速度:8-22m/s,卷重:30t;它由张力辊、卷筒以及助卷辊组成。 1、张力辊
轧件
也称夹送辊,由上下辊组成,作用是在带尾离开轧机时保持卷取张力 并在卷取开始时咬入带钢,迫使带钢头部向下弯曲,沿导板方向进入 5 卷筒与助卷辊的缝隙,进行卷取。
6
2、卷筒:
12
§13.2
线材卷取机
60年代以前线材卷取机有两种基本结构型式: 1、 轴向送料的线材卷取机 如图3.3-5所示,由轧机来的线材,经过管1和卷取机的空心旋转 轴2,从轴的锥形端的螺旋管3出来后,在自由地挂于轴上的卷筒5 和外壳4之间的环形空间成圈地叠起。当打开门6 后,卷好的线材 掉在运输机上。 这种卷线机的主要优点是卷取过程中线卷不转动,因而可允许采 用较高的卷取速度,这样,为选择较高的轧制速度创造了有利的条 件。然而由于金属在卷取时被扭转(卷取机每转一转金属扭转3600), 故这种卷线机常用于卷取直径较小的圆形断面金属。
办法以减少冲击。
10
11
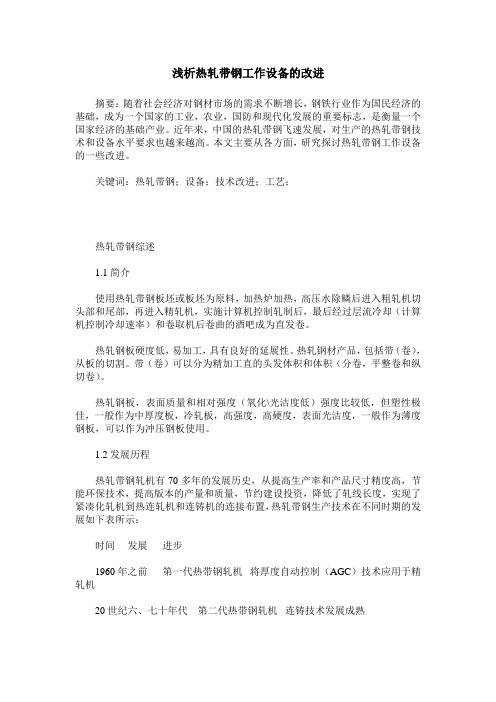
助卷辊控制过程如图所示,它 包括压力控制和“跳动”控制 两部分。激光探测器和助卷辊 上的加速度计可探测带钢头部 的位置;卷筒和张力辊的测速 计可测定卷取速度(带头速度)。 这些信息输入计算机进行处理, 然后由计算机通过伺服系统控 制助卷辊开闭液压缸,使层叠 的带头即将通过助卷辊时,助 卷辊瞬时“跳起”,让过带头。 液压助卷辊可以有效地消除冲 击,同时也使卷取中的头端压 痕、划伤、松卷、塔形等现象 大为减少。
向 120 度均布,起到压紧带钢
头几圈的作用。武钢1700热轧 卷取机助卷辊采用气动式的压 紧方案,如图所示。
助卷辊直径一般取300~400mm,采用实心辊可提高强度,但也增 加其惯性质量,对冲击更为敏感。空心辊可减少质量,提高动力控制 性能,但强度有所削弱。
热轧带钢卷取机的卷取控制方法及其发展
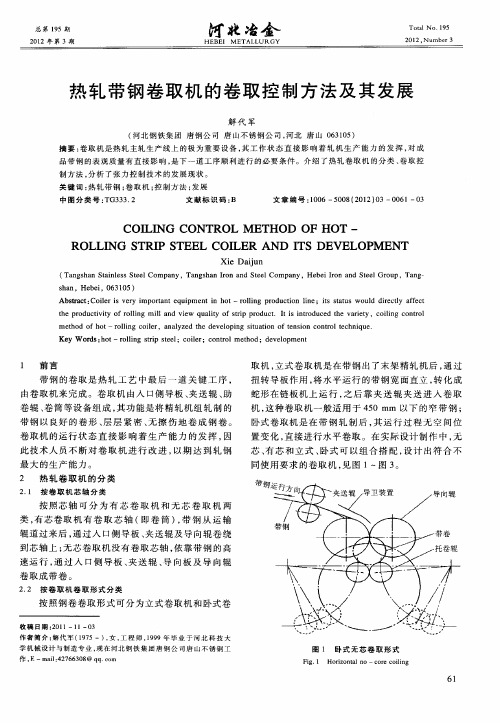
F g. Hor on a o e c ie i 2 i z t lc r o l r
力控 制 的负 面影 响 , 间接 张 力 和 直 接 张力 的有 机 是
结合 。
间接 张力 控制 稳定 性好 , 精度 低 、 在 稳 态误 但 存
间距 、 带钢 的金 属 变 形 弹力 系 数 和 卷 径 等有 关 。带
直 接 张力控 制 系统是 将 张力计 测 量 出的 实 际张 力值 反 馈 到输入 端 , 形成 张力 负反 馈 , 通过 张 力调 节 器对 张 力进 行 控 制 , 是一 种 闭环 控 制 系 统 。与 间接
6 2
3 4 张 力 控 制 技 术 的 发 展 现 状 .
3
卷 取 控 制 方 法
在 轧制 过程 中 , 了保证 稳定 的轧制 , 钢 的卷 为 带
取 是依 靠一 定 的张 时 , 以得 到 好 的卷 形 , 不会 错 边 , 不 会 形 可 既 也 成塔 形 , 不会 划伤 带钢 。在 我 国轧 钢生产 中 , 更 目前 广泛 采 用 的张力 控 制方法 有 间接 张力 控制 和 直接 张 力控 制 , 绝大 多数 是 采用 间接 法进 行张 力控 制 。 且 近 年来 , 结合 直 接 和 间接 的复 合 张 力 控制 方 法 也 逐
COI NG LI CONTROL ETHOD M oF HoT — ROLLⅡ S G TRI S P TEEL COI LER AND TS DEVELOP ENT I M
Xi i n eDai u
( a gh nSane sSe lC mp n T n s a tils te o a y,T n s a rn a dSe lC mp n a gh nIo n te o a y,He e r na d Se l o p,T n — b i o n te Gr u I a g
热轧带钢卷取塔形问题分析及控制措施

系列优 化措施 , 取得 了较好 的效果 。
2 卷取塔 形 问题分 析
为 了快 速确 定塔 形 问题优 化方 向 , 首先 从 带钢 长度方 向上分 3 段分 析塔形产 生的原 因。
第1 段 为带 钢 头部 , 包括 从夹 送 辊 咬钢 到建 立 稳定 卷 取 张 力 的 时间 内卷取 的带 钢 。带 钢 出精 轧
长度 约 1 4 0 m。在 这段 时 间 内卷 取 尚未达 到稳 定状
3 卷取塔形 的控制方 法
通 过对 带钢 全长 方 向上 出现塔形 情 况 的分 析 ,
提 出 了针 对卷 取 机侧 导 板 、 夹 送 辊等 设 备 的改 造 , 卷取 张力 的合 理设定 、 夹送辊 辊 型的开 发等一 系 列 控制 卷取塔形 的措 施 。
第3 5 卷 第2 期
2 0 1 3 年4 月
L L爿 L爿
山 东 冶 金
S h a n d o n g M e t a l l u r g y
Vo 1 . 3 5 No . 2
Ap il r 2 01 3
《生产 技 术 5
1 1 1 t ,t , ,t t , ,
到 带钢 尾部 离 开 F 6的时间 内卷 取 的带钢 。在 这 段
时间内, 卷筒与F 6 建立 了稳 定 的卷取 张 力 , 同时 侧 导 板处 于动 态纠偏 的控 制状 态 , 即使在 侧导 板开 口 度 偏 大或偏 小 情况 下 , 通过 I T V的监 视 也可及 时 修 正 。因此 , 第2 段 的控 制相 对较 为简单 , 引起 的钢 卷
3 . 1 卷 取机前侧 导尺 改造
态, 带 钢 虽 在 咬人 夹 送辊 前 , 通 过 导 尺二 次 短行 程 控 制达 到 对 中状 态 , 但在 咬入夹 送 辊 后 , 向助 卷辊 运 动 中头部两 侧处 于无 约束 状态 , 头 部 的“ 镰 刀弯 ” 会 引发 卷 取 的不 对 中现象 ; 同时 , 由于有 时 带 钢头 部 形状 的左 右 不完 全 对 称会 导 致 带钢 咬人 助 卷辊 初期 的两侧 不 均匀 受 力 , 从 而 引起 第 1 圈缠 绕 位置 的不对 中 , 产生 一 定 的 内塔 形 。另 外 , 助 卷 辊 与卷
浅析热轧带钢工作设备的改进
浅析热轧带钢工作设备的改进摘要:随着社会经济对钢材市场的需求不断增长,钢铁行业作为国民经济的基础,成为一个国家的工业,农业,国防和现代化发展的重要标志,是衡量一个国家经济的基础产业。
近年来,中国的热轧带钢飞速发展,对生产的热轧带钢技术和设备水平要求也越来越高。
本文主要从各方面,研究探讨热轧带钢工作设备的一些改进。
关键词:热轧带钢;设备;技术改进;工艺;热轧带钢综述1.1简介使用热轧带钢板坯或板坯为原料,加热炉加热,高压水除鳞后进入粗轧机切头部和尾部,再进入精轧机,实施计算机控制轧制后,最后经过层流冷却(计算机控制冷却速率)和卷取机后卷曲的酒吧成为直发卷。
热轧钢板硬度低,易加工,具有良好的延展性。
热轧钢材产品,包括带(卷),从板的切割。
带(卷)可以分为精加工直的头发体积和体积(分卷,平整卷和纵切卷)。
热轧钢板,表面质量和相对强度(氧化\光洁度低)强度比较低,但塑性极佳,一般作为中厚度板,冷轧板,高强度,高硬度,表面光洁度,一般作为薄度钢板,可以作为冲压钢板使用。
1.2发展历程热轧带钢轧机有70多年的发展历史,从提高生产率和产品尺寸精度高,节能环保技术,提高版本的产量和质量,节约建设投资,降低了轧线长度,实现了紧凑化轧机到热连轧机和连铸机的连接布置,热轧带钢生产技术在不同时期的发展如下表所示:时间发展进步1960年之前第一代热带钢轧机将厚度自动控制(AGC)技术应用于精轧机20世纪六、七十年代第二代热带钢轧机连铸技术发展成熟20世纪八十年代板带钢注重产品质量板带钢板形控制技术成为重要课题九十年代热轧板带钢工艺重大突破日本开发出无头连续轧制板带钢技术1.3发展趋势1. 热轧板带钢短流程,高效率。
在这方面的技术发展可以分为两个层面:a.常规生产过程的创新。
以大大简化工艺,缩短了生产流程,充分利用冶金热量,节约能源和金属等的消耗,提高经济效益,不仅利用连铸板坯为生产原料,而且还继续开发和推广应用连铸板坯直接热装与直接轧制技术。
热轧卷取机打滑问题分析及对策

a b o u t h o w t o p r e v e n t t h e f a i l u r e a b o u t t e n s i o n b u i l t .
Ke y wo r d s c o i l e r ma n d r e l w r a p r o l l p i n c h r o l l
冶
金
能
源
V0 1 . 3 7 No . 1
ENERGY FOR METALL URGI CAL I NDUS TRY
J a n . 2 01 8
热 轧 卷 取 机 打 滑 问题 分 析 及 对 策
王 维
( 宝山钢铁股份有限公 司热轧厂)
摘 要 热轧 主轧线设 置 2台全液压控 制卷取 机 ,投 产 以后 ,卷取 机的头 部打滑 现象时 有发
宝钢 热轧 厂 投产 以后 ,卷 取机 头 部打 滑现 象 ( 简称 打 滑现 象 ) 时有 发生 。2 0 1 1年上 半 年 ,热 轧 1 号 卷 取机 打 滑现 象发 生 多次 ,并 导致 2起 废
1 卷取 工艺 简 介
热轧 带 钢卷 取机 的 主要作 用 有两 点 ,即控 制 精 轧机 出 口张力 和将 带 钢卷 绕成 卷 。该产 线 热轧 卷取 机 采用 三辊 整体 移 出式结 构 ,卷 取机 系统 主 要 由夹送 辊 、助 卷 辊 、弧 形 板 、卷 筒 、支 撑 臂 、
关键词 卷取机 卷筒 助 卷辊 夹送辊
An a l y s i s a nd c o nt r o l l i n g me a s ur e s a bo ut t h e f a i l ur e o f t e ns i o n
热轧带钢卷取机卸卷塔形的分析与处理

金属材料与冶金工程METAL MATERIALS AND METALLURGY ENGINEERING热轧带钢卷取机卸卷塔形的分析与处理张结刚(华菱涟源钢铁有限公司,湖南娄底417000)摘要:热轧带钢卷取完成后,在卸卷过程中出现内、外圈抽芯或外圈松圈等现象。
卷形不良轻者,虽可 通过切除不合格圈的方式来修复,但降低了产品合格率和成材率;卷形不良严重者,无法修复则只能报废,提高了生产综合成本,因此解决该质量缺陷成为重点工作之一。
涟钢2250热轧板厂对卸卷塔形问题进行了研究和分析,得出了卸卷小车位置不正确、提升髙度和提升压力设定不合理、芯轴膨胀直径不到位等相关因素。
通过现场某钢种卸卷塔形实例,分析与制定了相应的解决措施,效果明显。
关键词:卷取机;卸卷;塔形中图分类号:TG333.2+4 文献标识码:A文章编号:2095-5014 (2021) 02-0041-05Analysis and Treatment of Uncoiling Telescopeof Hot Strip CoilerZHANG Jiegang(Valin Lianyuan Iron and Steel Co. ,Ltd., Loudi417000, China)A B ST R A C T:After coiling of the hot-rolled strip,inner and outer wraps core pulling or outer wraps loose appear during uncoiling process.Although it can be repaired by cutting the unqualified wraps with bad coil shape in less severe cases,the qualification rate and the yield rate are reduced;in severe cases,it can only be scrapped if it cannot be repaired,which increases the overall production cost,therefore,eliminating this quality defect has become one of the priorities.2250 HSM of Lianyuan Iron and Steel Co.,Ltd.has conducted research and analysis on the telescope defect of hot-rolled strip coils,the results show that the position of the uncoiling car is not correct,the lifting height and lifting pressure are not reasonable,and the expansion diameter of the mandrel is not reached.Through analysis of an uncoiling telescope of a certain grade,corresponding solutions are worked out,which achieved remarkable results.K E Y W O R D S:coiler;uncoiling;telescope热乳卷取机作为热轧产线最后一个重要机组,其作用是将带钢卷取成钢卷的机械设备。
薄板坯连铸连轧设备生产热轧薄宽钢带的卷取控制策略
薄板坯连铸连轧设备生产热轧薄宽钢带的卷取控制策略随着钢铁行业的迅猛发展,薄板坯连铸连轧设备在生产热轧薄宽钢带方面起着至关重要的作用。
卷取控制策略对于生产过程的稳定性和质量保障至关重要。
在本文中,我将探讨薄板坯连铸连轧设备生产热轧薄宽钢带的卷取控制策略。
在薄板坯连铸连轧设备中,卷取控制策略的目标是实现卷取张力和卷取压力的准确控制,以确保卷取带钢的平整度和尺寸精度。
卷取张力的控制是通过调整卷取驱动系统的工作参数来实现的,例如卷取电机的转速和卷取辊之间的摩擦力。
卷取压力的控制是通过控制卷取辊的力学压力来实现的。
卷取张力的控制是卷取控制策略中的关键问题之一。
过高的张力会导致带钢的变形和裂纹,而过低的张力则会影响带钢的表面质量和尺寸精度。
在实际生产中,可以采取以下策略来控制卷取张力:1. 张力控制模型:通过建立张力控制模型,根据线速度、轧制力和卷取力等参数预测和调整卷取电机的转速,从而实现张力的准确控制。
2. 张力传感器:安装在卷取机上的张力传感器可以实时监测带钢的张力,根据传感器反馈的数据及时调整卷取驱动系统的参数。
3. 算法控制:采用先进的算法控制技术,例如PID控制算法,通过对传感器数据的实时反馈和调整,精确地控制卷取张力。
卷取压力的控制同样重要。
过高的压力会导致带钢的卷取后缺陷和弯曲,而过低的压力则会导致卷取带钢的松弛和翘曲。
以下是一些常用的控制策略:1. 卷取辊参数调整:通过调整卷取辊的直径、表面材料和表面状况等参数,以实现压力的准确控制。
2. 压力传感器:安装在卷取机上的压力传感器可以实时监测卷取辊的力学压力,根据传感器反馈的数据及时调整相关参数。
3. 算法控制:采用先进的算法控制技术,如模糊控制算法,通过对传感器数据的实时反馈和调整,精确地控制卷取压力。
除了上述的卷取控制策略,还有一些其他的关键因素需要考虑,以确保薄板坯连铸连轧设备生产热轧薄宽钢带的卷取质量:1. 温度控制:在薄板坯连铸连轧设备中,带钢的温度对于卷取质量至关重要。
热轧带钢卷取问题分析

1)将卷 取机 快停 复位 ; 2)清除 OPS上带钢的残余信号 ; 3)将 所有模 式 改 为手 动 ;
E—mai山 l:sx西yj 冶h@金12 6.corn
第 4l卷
4)将 需 要 冷 卷 的 卷 取 机 准 备 好 ,速 度 控 制 在 2 m/s左出现塔 形 、错 层 等质 量 缺 陷 ,以及 对卷 取事 故 处理 方法 的总结 ,对 得 到 良好 卷 形 和处理 现 场事 故有 指 导意 义 ,方便 现 场 处理 卷取 问题 n]。 1 带钢在 卷 取过 程 中 出现 塔形 、错层 卷产 生的原 因 1.1 来料有侧弯
摘 要 :分析 了热轧 带钢卷取过程 中出现 的塔 形、错层 等质量缺 陷,总结 了卷取事故 处理 方法 ,对得到 良好卷 形
和更好 地处理现 场事故具有指 导意义。
关 键 词 :卷 形 侧 导 板 助 卷 辊 塔 形 错 层
中图分类号:TG333.2+4
文献标识毋:A
文章编号:1672—1152(2018)02—0117一o2
2)当 带 钢 到 达 卷 取 机 前 HMD时 ,侧 导 板 进 行 一 次短 行程 动作 。
3)当夹 送辊 咬钢 时 ,侧 导板 进行 二次 短行 程 动 作 。
4)当卷取结束后 ,带钢尾部离开夹送辊 ,侧导板 自动 打开 。
侧 导板 磨损 严 重 ,会使 侧 导板 对 带钢 的压力 控 制 不稳 定 ,从 而影 响卷 形 。 1.3 张力辊辊缝偏差大
调整 方法 是 对卷 取前 导 尺进 行 重新 标定 ,使 导 尺 的中心 线 与轧制 中心线 重合 。 1.5 助卷辊与卷筒不平行
热轧带钢卷取塔形的分析和解决措施
热轧带钢卷取塔形的分析和解决措施【摘要】针对热轧带钢卷取过程出现的塔形问题进行了析;简述了卷取塔形产生的原因及采取的措施,从而改善钢卷卷形,提高成材率和经济效益。
【关键词】热轧塔形镰刀弯一、前言1580分厂自投产以来头尾塔形较为严重,尤其是薄规格带钢,头尾塔形超标,主要产生以下问题:塔形卷需要手动切除内圈和外圈,处理后仍然不合格还要上平整进行重卷。
处理塔形卷不仅增加了吨钢成本,而且切除内圈和外圈后还降低了热轧的成材率;塔形卷在吊运过程中问题频现,容易出现破边和吊装困难问题,不仅影响公司形象,而且还增加了质量异议的数量,造成不必要的损失;塔形卷在装运过程中,由于内圈和外圈突出,容易造成打包带断裂,形成松卷;二、塔形卷的描述及成因(一)塔形的描述卷取区域的塔形,根据其发生位置,主要分为以下三种类型:内塔形:其特征是在钢卷内圈5-10圈的范围,带钢向一侧急剧跑偏,内圈呈现塔状。
起因是带头存在镰刀弯,在头部进入卷取机时已偏离中心线,被侧导板强制性纠偏后,钢带又重新回到中心线,头部必然出现塔形。
层间塔形:其基本形状是钢卷中间部分的带钢向两侧交叉跑偏,整个钢卷侧面不平整。
外塔形:其特征是最外圈的5-10圈范围内,带钢向一侧急剧跑偏,外圈呈现塔状。
尾塔形的产生也是由于尾部镰刀弯,导致钢带尾部偏离中心线,从而出现尾部塔形。
(二)塔形的形成原因通过对1580塔形卷的跟踪和对其PDA曲线进行分析发现导致内塔和外塔产生的主要有以下几方面原因:二级设定SG开口度为粗轧出口宽度的最大值+offset值,这个数值基本比带钢目标宽度热态值大了30-40mm,操作侧SG为位置控制,驱动侧SG为压力控制,当SG设定由位置控制转换到压力控制时,OS侧SG保持设定不变,OS侧SG往DS侧挤压带钢,行程都在30mm以上,这种情况下如果带钢头部要是存在偏OS侧镰刀弯时很容易出现OS侧内塔超标;卷取SG由位置控制转压力控制时调整时间较长基本都在1.5s以上,如果卷取12m/s的,SG调整结束后已经有18m左右(约8圈)的带钢进入卷取机,当带钢头尾存在较大镰刀弯时肯定会出现头部塔形,但是时间太短容易造成SG超调,夹住带钢;一次二次短行程设定偏大,目前都是用一级数据,操作工设定一次短行程基本在40-50mm,二次短行程40mm,因为1580卷取薄规格较多,带钢头部不可避免出现镰刀弯,为了防止镰刀弯较大SG夹钢,操作工一直没使用二级设定;带钢头尾镰刀弯,头尾镰刀弯超标容易导致内塔和外塔超标。
浅析热轧卷取机励磁调节器

浅析热轧卷取机励磁调节器摘要:热轧卷取机作为钢铁生产过程中重要的设备之一,其生产效率与励磁调节器的性能密切相关。
本文针对热轧卷取机励磁调节器进行浅析,首先介绍了励磁调节器的作用原理,然后从设计与优化、控制策略和实验验证等方面进行分析。
最后,通过对已有文献的综合比较,得出了一些有启示性的结论。
关键词:热轧卷取机;励磁调节器;设计与优化;控制策略;实验验证正文:一、励磁调节器的作用原理励磁调节器主要是为卷取机提供电能,其作用是在母线电压不稳定时能够自动调节励磁电流,保证热轧卷取机的运行稳定。
在实际生产中,采用的励磁调节器大多是基于PI控制算法的闭环反馈控制系统。
二、设计与优化热轧卷取机励磁调节器的设计与优化主要包括两个方面。
一方面是电路的设计与参数的优化,另一方面是适合实际生产的结构设计。
在电路设计方面,需注重电路的可靠性和稳定性。
在参数优化方面,需要考虑电源电压的变化、励磁电流负载能力等因素。
三、控制策略控制策略是热轧卷取机励磁调节器的核心内容。
目前,最常见的控制策略为PI控制算法,该算法的优点是稳定性好、调节响应迅速。
同时,通过PID参数的优化,可以进一步提高调节精度。
四、实验验证实验验证是热轧卷取机励磁调节器设计和优化的重要环节。
通过实际测试,可以验证设计的正确性和优化的效果。
同时,实验验证还可以发现不足之处,促进下一步的完善。
通过对国内外相关文献的综合比较,可以得出以下结论:热轧卷取机励磁调节器的设计与优化是一个综合性问题,需要在电路设计、参数优化和结构设计等各方面进行综合考虑;在控制策略方面,PI控制算法是较为实用的方案,同时还需要根据实际情况进行优化;在实验验证方面,应注重实验结果的有效性和可靠性。
五、总结在热轧卷取机生产过程中,励磁调节器的性能对于生产效率、质量和能源消耗等都有着重要的影响。
因此,对于热轧卷取机励磁调节器的设计与优化、控制策略和实验验证等方面需要进行深入研究。
通过文献综合比较,可以得出一些有启示性的结论,为进一步完善热轧卷取机励磁调节器的性能提供参考。
关于热轧卷取机张力控制的策略研究
关于热轧卷取机张力控制的策略研究发布时间:2022-01-04T07:24:54.381Z 来源:《中国科技人才》2021年第24期作者:刘志浩[导读] 文章对热轧卷取过程及恒张力控制进行了介绍,分析了传统恒张力控制在当前高强规格带钢的卷取时的不足,并提出了新的控制策略。
在实际生产中,较好的解决了高强规格带钢卷取的难题。
广西钢铁集团有限公司广西防城港市 538000摘要: 文章对热轧卷取过程及恒张力控制进行了介绍,分析了传统恒张力控制在当前高强规格带钢的卷取时的不足,并提出了新的控制策略。
在实际生产中,较好的解决了高强规格带钢卷取的难题。
关键词: 热轧卷取;张力控制;策略研究热轧带钢生产过程中,热轧带钢卷取机是非常重要的设备之一,带钢的卷取是热轧工艺中最后一道关键工序。
随着国内钢铁产品结构调整,高强规格的品种钢需求量越来越大,但高强规格带钢的卷取难度也很大,容易出现塔形、层错等卷形缺陷。
为了满足高强度带钢的正常卷取,保证高强度带钢的卷形要求,在卷取机设备不变的情况下,卷取的张力控制策略也需要不断变化以适应生产的需要。
1热轧卷取张力控制原理卷取张力控制的好坏,直接影响到卷取的质量。
卷取张力控制不好会导致钢卷层错,钢卷尾部塔形。
卷取张力是通过卷取机芯轴电机提供转矩,转换到带钢卷取过程中带钢的表面张力。
芯轴电机的转矩计算如式 ( 1) : MD = MT + MF + MB + ML ( 1) 式中: MD 为芯轴电机输出总力矩; MT 为带钢张力力矩; MF 为加减速力矩; MB 为带钢弯曲力矩; ML 为机械损失力矩。
为保证带钢张力控制的稳定性,必须考虑带钢加减速,带钢弯曲所需要的力以及卷筒和减速机等机械设备在卷取过程中损耗的力,通过芯轴电机的变频器,控制电机输出需要的转矩达到控制作用在卷取带钢上的张力。
2. 1带钢张力力矩计算根据不同带钢的特性,在控制系统中可针对不同钢种设置一个带钢卷取需要的单位张力。
热轧带钢卷取塔形的分析和解决措施

热 轧 带 钢 卷 取 塔 形 的 分 析 和 解 决 措 施
高 秀 郁
( 首钢 京唐 钢 铁 联合 有 限 责任 公 司 , 河北 唐山 0 6 3 2 0 0)
摘
要 :为 了探 索提 升 热 轧 带 铜 卷型 的 提 升 策略 , 首先, 从 夹 送 辊 下辊 的水 平 度 不足 、 卷 筒 与 助卷 辊 之 间 的轴 线 不平
( 1) 夹 送 辊 下 辊 的 水 平 度 不 足 。夹 送 辊 的 水 平 度 是 影 响 热轧带钢卷 曲塔形 的主要因素 , 如果夹送辊下辊 的水平度存在
问题则必然会导致 带钢在卷 曲过程 中出现塔 形的形象 。 导致夹 送辊 下辊 的水平度 不足 的主要 原因有 以下 几点 : ① 在进行 设 备安装时辊本身就 没有保持水平 , 同时在完成安装之后 也并没
行、 受 载信 息延迟 、 侧 导板 开 口度 过 大 、 寻边 失败 等 方面 对 导致 热轧 带 钢 卷取 塔 形 的原 因进 行 了分析 , 并从 加 强卷 曲设 备 的
管理 与维 护 、 加 强 对侧 导板 的控 制 以及 有 效控 制 卷 曲张 力等 方 面论 述 了具 体 的 解决 对 策 。 关键 词 : 热轧 带 钢 ; 卷 曲塔 形 ; 原因 ; 解 决措 施
中 图分 类号 : T G 3 3 5 . 5
文 献 标识 码 : A
文章 编 号 : 1 1 — 5 O O 4 ( 2 0 1 7 ) 1 l 一 0 1 O 5 — 2
随 着 我 国制 造 业 与 工 业 的 不 断 发 展 ,钢 铁 产 业带 钢 可 以 用 于 管 型 材 料 、栏 杆 等 钢
( 3) 受载信 息延迟 。在实际生产过程 当中带钢的头部会 首 先到 达夹送辊 , 在带 钢头部到达 夹送辊之后 , 系 统会接受到 受 载 信息 , 系统 在收到受 载信息之 后会对 导侧板发 出寻边 指令 。 导侧 板则会进一步动作 。 如果受载 信息出现延迟则导侧板必然
热轧带钢卷取机夹送辊电机的负荷平衡方法
热轧带钢卷取机夹送辊电机的负荷平衡方法说实话热轧带钢卷取机夹送辊电机的负荷平衡这事儿,我一开始也是瞎摸索。
我一开始就是瞅着电机的参数乱调,觉得这个电流大了就减点,那个电压小了就加点,纯粹就是盲目尝试,结果一点用没有,还差点把设备给整出毛病来,这可把我吓一跳。
后来我仔细研究了夹送辊电机的工作原理,这就像是两个人担东西,要是一个人力气大一个人力气小,那东西肯定担不稳。
电机的负荷平衡也是这个道理。
我就想啊,那是不是得从源头开始找问题,所以先检查了电机本身的性能,看看是不是有某一个电机自身就有毛病。
我就跟给人看病似的,一个一个零件进行排查,什么电机的绕组啊,轴承啊之类的。
一通检查下来发现都正常,看来问题不在这。
接着我就想到了传动部分,这就好比是连接两个人的扁担,要是扁担歪了或者长短有问题,力也不均匀。
我就仔细查看传动带和齿轮啥的,看看有没有磨损或者安装不实的地方。
发现有一条传动带有点松了,我想这可能就是原因,然后把它调紧了。
可是弄完之后发现虽然好了一点,但是负荷还是不平衡。
再后来我发现,这有可能是控制系统的问题。
你想啊,控制系统就好比是人脑,指挥着电机怎么工作。
要是脑子给出的指令不对,那这电机干活也不协调。
我就开始去琢磨控制系统里的算法。
我先是看了看分配扭矩的算法,发现之前的算法有点太简单,没有考虑到一些实际情况,像是卷取过程中带钢的张力变化这种情况对电机的影响。
于是我就改进了这个算法,让它能够根据实际情况更灵活地分配扭矩。
就好比告诉力气大的人少用点力,力气小的人多用点力,让大家干活的时候都差不多累。
这么一改进,嘿,还真有效果,电机的负荷平衡情况改善了不少。
不过我还不敢确定这就是一劳永逸的办法,我还在不断地观察,就怕又出现什么新的情况。
总的来说啊,在处理这个热轧带钢卷取机夹送辊电机的负荷平衡问题的时候,一定要把各个环节都想到,从电机本身到传动部分再到控制系统,每一个部分都可能藏着导致负荷不平衡的小恶魔呢。
热轧带钢卷取机浅议

热轧带钢卷取机设计摘要:阐述了热扎带钢卷取机的结构特点、工作原理,进行了各个系统的原理设计,及系统中个标准部件的选取、非标准零部件的及设计和相关计算。
关键词:卷取机原理设计卷筒控制液压缸。
Abstract: This paper introduces the hot rolling strip steel coiler structural features, working principle, undertook various system design, and system of standard parts, non-standard parts and components selection and design and related calculation.Key words: coiler reel control principle design of hydraulic cylinder.第一章绪论1.1卷取机简介在近代轧钢生产中,卷取机的用途是收集超长轧件,将其卷绕成卷以位于生产、运输和贮存。
卷取机是轧钢车间的重要辅助设备,是成卷轧制主轧线中必不可少的设备,在带材和线材生产中均被广泛应用。
轧钢生产实践证明.保证卷取机顺利工作对提高轧机的生产率有很重要的意义。
卷取机的类型技其用途可分为热带材卷取机、冷带材卷取机。
热带钢卷取机是热连轧机、炉卷轧机和行星轧机的配套设备,有地上式式、元卷筒式等。
由于地下式卷取机具有生产率高,便于卷取宽且厚的带钢俐卷密实等持点,所以现代热连轧生产线上主要采用这种卷取。
1.2地下式卷取机的发展现状在带钢热轧机上生产厚度为1.2~8mm成卷热轧带钢的工艺。
带钢宽度600mm以下称为窄带钢;超过600mm的称为宽带钢。
第一台带钢热连轧机于1905年在美国投产,生产宽 200mm的带钢。
带钢热轧机的技术经济指标优越,发展很快。
在工业发达国家,1950年以前热轧宽带钢的产量约占钢材总产量的25%,70年代已达50%左右。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热轧带钢卷取机设计摘要:阐述了热扎带钢卷取机的结构特点、工作原理,进行了各个系统的原理设计,及系统中个标准部件的选取、非标准零部件的及设计和相关计算。
关键词:卷取机原理设计卷筒控制液压缸。
Abstract: This paper introduces the hot rolling strip steel coiler structural features, working principle, undertook various system design, and system of standard parts, non-standard parts and components selection and design and related calculation.Key words: coiler reel control principle design of hydraulic cylinder.第一章绪论1.1卷取机简介在近代轧钢生产中,卷取机的用途是收集超长轧件,将其卷绕成卷以位于生产、运输和贮存。
卷取机是轧钢车间的重要辅助设备,是成卷轧制主轧线中必不可少的设备,在带材和线材生产中均被广泛应用。
轧钢生产实践证明.保证卷取机顺利工作对提高轧机的生产率有很重要的意义。
卷取机的类型技其用途可分为热带材卷取机、冷带材卷取机。
热带钢卷取机是热连轧机、炉卷轧机和行星轧机的配套设备,有地上式式、元卷筒式等。
由于地下式卷取机具有生产率高,便于卷取宽且厚的带钢俐卷密实等持点,所以现代热连轧生产线上主要采用这种卷取。
1.2地下式卷取机的发展现状在带钢热轧机上生产厚度为1.2~8mm成卷热轧带钢的工艺。
带钢宽度600mm以下称为窄带钢;超过600mm的称为宽带钢。
第一台带钢热连轧机于1905年在美国投产,生产宽 200mm的带钢。
带钢热轧机的技术经济指标优越,发展很快。
在工业发达国家,1950年以前热轧宽带钢的产量约占钢材总产量的25%,70年代已达50%左右。
热轧带钢的原料是连铸板坯或初轧板坯,厚度为130~300mm。
板坯在加热炉中加热后,送到轧机上轧成厚1.00~25.4mm的带钢,并卷成钢卷。
轧制的钢种有普通碳钢、低合金钢、不锈钢和硅钢等。
其主要用途是作冷轧带钢、焊管、冷弯和焊接型钢的原料;或用于制作各种结构件、容器等。
在国外最近的卷取机发展的代表有德国SMS和日本IHI。
目前SMS采用的方法是对中导板处的辊道本身具有一定的斜度.从而使带钢进入对中导板区域后,根据前面测宽仪测到的带钢宽度,自然地向由对中导板控制处理器预置位置的液压传动的一侧导板靠拢。
同时.在另一侧,带钢未进入导板前,另一侧的导板也由液压传动到比带钢宽度稍宽一些的地方,待带钢进入后,再通过两侧导板前的短行程快速液压缸由伺服阀控制轻靠带钢的边部,保证带钢能够在卷取机与末机架建立张力前带钢准确地对中。
当带钢与卷筒之间产生张紧以后,控制侧导板少许放松.同时进行动态跟踪和侧压的压力控制.陵带锕自然卷取并减少侧导板对带锕边部的擦伤和侧导板的磨损。
当带钢尾部离开最后机架或夹送辊时,侧导板再次靠上带钢边部.以控制带钢尾部对中地进入卷取机,保证带锕尾部卷取具有良好的状态。
在整个控制过程中,对于导板的位置的检测是根据置于导板传动液压缸内部的位移传感器获得的。
IHI对中导板采用的是两侧对称的控制方法.两侧导板都根据前面测宽仪测得的宽度.经控制处理器控制两侧对应的伺服阀控制快速液压缸调整对中导板的开口度和中心位置。
当带钢的头部离开层流冷却段.还未进入对中导板时.一个计时器开始工作,两侧导板先移动到比带锕宽度略宽的地方.随着带钢头部的进入前部,短行程快速液压缸分两次靠近带锕。
当带钢开始正常卷取时,导板与带钢随动进行动态跟踪并控制最大的刮压压力,使带锕始终保持对中状态。
带钢尾部离开最后一架张力辊时.延时将短行程液压缸分段打开再将导板全部打开.这样可以保证带钢尾部不会产生甩尾,取得良好的尾部卷取状况。
在张力辊装配上.目前SMS和IHI都采用了全液压式,为获得准确的张力辊开口度(由于采用液压压紧,除去了原先张力辊压下的气缸.因此不可能象原来那样,在开口度不准确的情况下,还可以靠气体的压缩咬入带钢。
在张力辊架k.SMS和IHI采用了不同的方式。
SMS基本保留了原张力辊的机架形式,上张力辊及压下液压缸安装在一‘个摆动支架上,支架的一端与张力辊机架铰接,另一端通过两侧的液压缸拉紧在定位架上,增加了拉紧液压缸的拉力。
而IHI则在机架结构上引进了轧帆机裂的概念,采用…个整体的张力辊牌坊.上张力辊在机架的牌坊中上下运动。
以朔机架获得更高的刚度,使上张力辊对带钢的调整更为明显,并得到更好的张力辊辊缝精度,同时可以通过整体换装的方式提高作业率。
这两种结构形式目前的使用情况都很好,都基本上获得了预期的效果。
相对来讲,IHI的结掏较为笨重庞大,实际淡用效果相差不太大。
助卷辊目前都采用直流电机(根据带钢速度和结构要求可能中lE有减速器)通过万向节与助卷辊相联接,而l讶卷辊则安装在由比倒阔控制的伺服液压缸传动的摆臂上。
助卷辊的实际摆动的位.SMS是依释伺服液压缸内部的位移传感器束获得的,而IHI则是依靠助卷辊摆臂铰接处的电融角度传感器来得到的。
对于卷取处于高温状态的带钢,SMS采用了柱塞连杆式卷筒,且卷筒本身不采用通水冷却,卷筒扇形块采用特殊耐热不锈钢来保证其在高温下稳定地工作和相当长的使用寿命(一般正常情况下使用寿命超过100万t.国内曾经达到过150万t)。
IHI在卷筒的设计上采用中间通水的水冷结构以降低卷筒的温度。
相对来讲,卷筒的结构和加工较为复杂。
但这样可以降低对卷筒扇形块材料的要求。
IHI对带钢头尾的跟踪方法基本与SM类似,仅张力辊上的加速度传感器或电机电流信号改为激光探测器,而助卷辊动作位置的检测由液压缸内置位移传感器改为电磁角度传感器。
这两种跟踪方法的基本原理和控制思路基本是一致的。
另外,需要补充的是,SMS的卷筒在卷取时先预涨,当卷取1~3圈时,带钢后涨到规定尺寸,然后还有少量的过涨量以迅速获得带钢的卷取张力而IHI 的卷筒在卷取时先预涨,开始卷取后涨足到规定尺寸。
实际使用中这两种方式均可满足工艺要求,如希在短时间内迅速建立张力,则采用SMS的方式可能稍好一一些。
无论是SMS还是IHI,现在在热轧带钢卷取机上的技术都是领先的,随着控制技术的发展和新型传感器的运用以及设备工艺的改进,使目前热轧带钢卷取机获得了相当大的进步,基本实现了对卷取带钢卷型的任意控制。
但各种技术也有各自的缺陷,相信不久热轧带钢卷取机的技术将更加成熟和稳定。
近年来,在国内还出现了液压传动的卷取机。
由于油马达具有较快的调速性能,采用液压传动,对于高速轧制有重要意义。
在一些小的单机座不可逆冷轧机上的卷取机,也有采用交流电动机的,此时,在传动装置中采用摩擦片或皮带轮等摩擦传动方法实现调速;这是在扭矩基本不变的情况下进行调速。
这种调速方法的缺点是不能保持恒张力及摩擦片容易磨损,优点是设备简单,投资少。
1.3卷取工艺对卷取设备件能的要求总结卷取生产的经验,可将卷取工艺对卷取设备工能的要求概括为以下几个方面:具有较高的咬入和卷取速度;能处理大吨位的带卷,以提高带钢生产率;能卷取较大厚度范围的带材,特别是厚带及合金钢带,以扩大品种;具有较强的速度控制能力,以实现稳定的张力和稳定的卷取过程;能产生较大的张力并能在较低的温度下港取,以改善带材的质量和机械性能;所卷带卷边缘整齐,便于贮存运输;高速卷取时,卷筒有良好的动平衡性能;卷筒可胀缩,便于卸卷操作。
此外,港取机还应具有能适应高温环境,结构简单,动作可靠,维修方便等特点。
1.4地下式卷取机的分类地下式港取机有助卷辊数目、分布情况、控制方式以及卷筒结构个同之分。
按助卷辊数目,地下卷取机可分为八辊式、四辊式、三辊式、滑座凹辊式、二辊式等;按助卷辊的移动控制方式,可分为各助港辊连扦连接集体定位控制和各辊单独定位控制两种;按卷筒结构可分为连扦胀缩港筒港取机和棱锥斜面柱塞胀缩卷筒港取机等。
八辊式卷取机多采用助卷辊连杆集体定位的控制方式。
四辊式卷取机助港辊采用集体定位控制方式。
近代卷取机多采用三辊或四辊比各个助卷辊都能单独定位控制的设计方案。
滑座四辊式用于卷取h大于16mm们的厚带钢,二辊式主要用于卷取薄窄带钢。
1.4本设计的主要任务1.4.1 设计内容1.热轧带钢卷取机的总体设计,选择合适的方案。
2.热轧带钢卷取机中各个分系统的原理设计,主要是卷筒和控制液压缸部分的设计。
3.系统中个标准部件的选取、非标准部件的设计和相关计算。
4.绘制非标准部件的图纸。
5.计算说明书。
1.4.2设计参数带钢厚度:1.8-25.4mm;带钢宽度:1000-2000mm;卷曲带钢温度:500-700℃;带卷内径:762mm;带卷外径:1100-2150mm卷曲速度为:23m/s第二章卷取机的总体设计1.1卷取机的结构特点设备主要有以下几部分组成:a、机座,b、减速机,c、卷筒装置,d、推板装置,e、活动支承,f、准确停车装置,g、稀油润滑装置,h、液压管路。
2.2工作原理(1)热轧带钢卷取机为确保卷取带卷端面整齐,保证质量,而采用浮动机座,由带钢边缘控制装置进行监控,使机座跟踪带钢,防止带钢卷取时产生串层,使之控制在最小范围内。
机座部分主要由浮动底座和把在基础上的机座构成。
在机座上装有浮动油缸,其活塞杆与浮动底座相接。
活塞为双向移动,行程为±150 mm,而浮动油缸的液压油由单独的带钢边缘控制装置的液压站供油,并进行控制。
浮动底座的滑道采用滑板型式,可用顶丝调整上、下滑板之间隙,在装配时保证或在压板下面加垫片实现,该处滑动表面采用润滑脂润滑。
(2) 减速机为两级园柱斜齿轮,是卧式的。
卷筒主轴即是减速机低速轴,大齿轮直接装在卷筒主轴上。
此减速机除了完成减速实现动力传动外,还起着机器架体的作用。
因此箱体必须有足够的强度、刚度。
减速机齿轮啮合处及其轴承采用稀油循环润滑。
(3)卷筒是卷取机的核心部分,是用来进行卷取带材的。
卷筒上设有钳口,能可靠地夹持住带材的头部,以便形成张力。
此卷筒采用了液压卷筒,由液压缸控制实现缩径,工作平稳、可靠。
卷筒由主轴、四个扇型块、四个胀径斜楔、钳口斜楔、拉杆、上钳口板、活动钳口板、液压缸等组成。
卷筒的胀缩是通过主轴中间的拉杆、推块等与胀径及钳口斜楔相连,由液压缸推动来实现轴向移动。
依靠斜面作用,使四个扇形块产生径向移动来实现胀缩直径。
按装配图中位置,当液压缸活塞向左移动时产生胀径;向右移动时产生缩径。
钳口设在下邻两个扇形块连接处,胀径时钳口夹紧;缩径时钳口张开,可以喂钢。
液压缸装置固定在减速机上,卷筒的回转是由变频交流电机通过减速机来传动。