四棱锥卷取机设计参数
1450平整机技术参数

1450平整机机组技术参数一、设备用途及技术性能:该平整机组是用于对热处理后的宽带钢进行平整,改善带钢的机械性能,提高带钢的平直度和表面光洁度。
1、材料:普碳钢。
2、原料规格:厚度0.15-1.5mm, 宽度800-1250mm;3、钢卷内外径:Φ520mm / Φ1900mm;4、最大卷重:25T5、最大轧制力:≤5000KN;6、轧制速度:≤10米/秒;7、卷取张力:6-60KN; 开卷张力:4-40KN;8、出入口张力辊张力:5-50KN;二、设备组成:1、上卸卷装置2套11T2、开卷机25.8T3、入口张力辊(含横剪)18.7T4、四辊精整主机104.4T5、主传动装置12.1T6、出口张力辊15.6T7、卷取机36.2T8、皮带助卷器5T9、对中装置0.5T三、技术参数:1、主机:Φ470mm / Φ800mm×1450 mm 四辊精整机; 传动形式:工作辊传动。
2、压下装置:AGC液压压下。
压下速度:5 mm/秒;压下箱体采用铸钢件。
3、机架装置:两片闭合牌坊,立柱截面:460 mm×400mm机架及窗口由加工中心加工。
4、辊系部分:工作辊直径/ 辊面宽度:Φ470-450mm / 1450mm(材质9Cr2Mo)支承辊直径/ 辊面宽度:Φ800-760mm/Φ1450mm(材质9Cr2Mo)支承辊平衡装置:液压平衡; 轴承润滑方式:干油润滑;换辊方式:液压换辊,配液压轨道;5、主传动部分:轧机主电机:Z4-450-42 P=500KW V=400/ 1200转/分主减速机:ZDY500,I=2.8;6、放收卷机液压四棱锥式放收卷机,卷筒直径:Φ500mm×1450 mm;放卷电机:Z4-400-41,N=316KW, n=360/ 12000转/分。
收卷电机:Z4-400-41,N=316KW, n=360/ 12000转/分。
两台。
7、电器控制:主传动柜,卷取传动柜采用英国欧陆公司进口二桥四象限弱磁调速装置590系列;8、液压站, 稀油润滑站各一套, 工艺润滑站由用户自配;9、仪表:自动测厚仪:由用户自配;。
1500mm宽带高性能卷筒设计参数优化及应用

1500mm宽带高性能卷筒设计参数优化及应用=摘要本文主要介绍了对1500mm宽带卷筒设计参数优化前及优化后,对生产及维修起到的重要作用,并满足了设备安全高效稳定运行的需求。
关键词卷筒;分体式干油分配器;卷筒四棱锥面1存在的问题及分析1500mm宽带生产线卷筒采用了四棱锥柱销连杆式的结构。
胀缩缸拉动锥心轴,锥心轴上的四棱锥面就可以推动柱销沿空心轴的孔向外顶开扇形板,使卷筒胀开。
为保证扇形板、柱销和锥心轴的结合精度,在柱销中加有压缩弹簧。
柱销承受带材对卷筒的抱紧力。
1.1宽带生产线产能提高的瓶颈问题但由于原设计的卷筒存在诸多缺陷,导致卷筒寿命极低,严重影响了生产的进行,成为制约1500mm宽带生产线产能提高的瓶颈问题:1)卷筒的润滑采用集中干油润滑,润滑管路设计不合理。
多次通过联轴器、减速机及油缸的内部零件,由于部件的制造精度问题,而且卷筒内干油分配器布置不合理。
在运行时由于润滑不良会使柱塞和棱锥轴摩擦面卡住,卷筒不能正常收缩,无法使用。
2)锥心轴上的四棱锥面角度和长度和油缸行程设计不合理,不能有效的支撑扇形板,会造成连接杆、销轴严重变形,多处空心轴限位块拉断,涨缩缸有时在极限状态,则可能造成干涉,损坏卷筒。
3)卷筒内柱销里面的压缩弹簧刚度偏低,无法平衡扇形板重量,造成在运行时扇形板不稳定,影响操作容易堆钢,同时影响卷筒和助卷辊寿命及传动系统稳定。
1.2工艺条件的改变引发的问题1)2007年以来,先后开发和生产了SPHC、SPHD、IF、SPHE、X65等低碳、超低碳钢,因卷取温度高、氧化性强,加剧了卷筒内部结构的过早老化,销轴变形等一系列问题。
2)超厚规格的带卷的卷取,为了占领市场的短板部分,1500mm宽带生产线轧制了很多超厚规格的带卷,这导致了卷取机卷筒的寿命降低,扇形板过早松动,弹簧过早失效。
2技术改进情况2.1润滑管路的优化和分体式干油分配器的应用卷筒的润滑采用双线集中干油润滑。
原设计的干油管路通过变速箱低速轴后面的旋转接头接入,经过低速轴中间的孔及联轴节处的软管与空心轴上的通孔相连,并最终传递到卷筒内部干油分配器处,并通过干油分配器供给各个润滑点。
卷取机卷筒的设计分析_谢磊
第2期(总第159期)2010年4月机械工程与自动化M ECHAN IC AL EN GIN EERIN G & A U TO M A T IO N N o.2Apr.文章编号:1672-6413(2010)02-0111-03卷取机卷筒的设计分析谢 磊,祁文君,牟艳秋,那洪志(新疆大学机械工程学院,新疆 乌鲁木齐 830008)摘要:从某冷轧机厂的酸洗生产线出发,详细阐述了现代卷取机的设计原理,并分析了两种卷筒结构:四棱锥式和扩张锥式。
对这两种卷筒结构进行了详细的比较分析,最终选取了符合实际生产的结构。
关键词:卷取机;卷筒;四棱锥;扩张锥中图分类号:T G 333.2+4 文献标识码:A收稿日期:2009-05-31;修回日期:2009-10-18作者简介:谢磊(1982-),男,新疆克拉玛依人,在读硕士研究生。
0 引言近年来,我国钢铁产量正以每年递增20%~30%的速度向前发展,连续几年排名世界第一[1]。
本文以某冷轧机厂酸洗线卷取机的设计过程为例,对卷筒的结构进行了详细的分析,将目前主要应用的两种结构进行对比,选择了最为适合生产工艺要求的结构。
酸洗线的工作原理是:热轧卷料(原料)由开卷机开卷,在酸洗槽中除去氧化铁皮,然后经水洗、钝化、烘干,进入张力装置,最后经卷取设备将带钢卷取成料盘。
卷取机是酸洗线及冷轧机组中重要的组成设备,它主要负责将酸洗后或冷轧后的带钢卷成卷料以方便运输以及后续加工。
由于冷轧工艺要求原料(坯料)质量高,尤其带卷不能有塔形及松卷,这就要求酸洗不仅要彻底,同时设计卷筒时必须考虑足够的张力。
1 卷取机的组成及工作原理卷取机主要由卷筒、涨缩油缸、回转接头及传动系统组成。
传动系统由电机、制动器、联轴器和减速机等构成。
卷筒的涨缩一般是通过液压控制卷筒尾部的涨缩油缸来实现,而卷筒的旋转运动则由电机通过联轴器、减速机带动卷筒转动来实现。
卷筒旋转将酸洗后的带钢卷成卷料,利用卷筒的涨缩把卷料卸下,从而实现卷取机的卷取和卸卷工作。
铜带卷取机倒四棱锥卷筒主要零部件的分析与计算

K 一 卷筒 压力 系数 ,
…
[ 0 . 1 5 + 南 ] ;
尺 一 最大 带卷半 径 , m m;
2 . 1 卷 简直 径 的计 算 与选取
对 于 冷 轧 机 卷 取机 , 卷 筒 直 径 的设 计 , 通 常 以卷
r 一 卷筒半 径 ( D / 2 ) , D为卷 筒直 径 , mm;
= 2 . 1 mm;
的带厚
4 6 0MPa;
r o 。 一 带材 的屈 服 极 限 , MP a , 第一道次轧制后 o r
=
图 3 卷 筒 刚 性 系数 C ( 棱 锥 角 : 7 。 ~8 。 )
F i g . 3 M a n d r e l r i g i d i t y c o e f i c i e n t C( p y r a m i d a n g l e 0 t i n t h e r a n g e o f ? 。 t o 8 。 )
第1 期
有色金属 加工
4 9
卷筒 主 轴与扇 形 板锥 面受 力 如 图 5所 示 , 主轴 相 对扇 形板 向右移 动 , 则 卷筒 胀 大 , 图 5中( b ) 、 ( C ) 是 卷 简胀 大 时扇 形板 和主 轴 的受力 图 。
根据 其 平衡 条件 , 可得 :
N = P
l+
式 中: r o 。 一带材单位张应力 , 。 丽 1, M P a ;
一
形 块锥 面 的挤 压 应 力 、 钳 口液 压 缸 缸 径 等 , 现 对 相 关
计 算进行 分 析探讨 。
带 材层 间摩 擦 系 数 , 对 于铜 带 冷 轧 机 ,
取. = 0 . 1 ;
2400 mm铝带1+4热连轧机组卷取机结构及力能参数分析
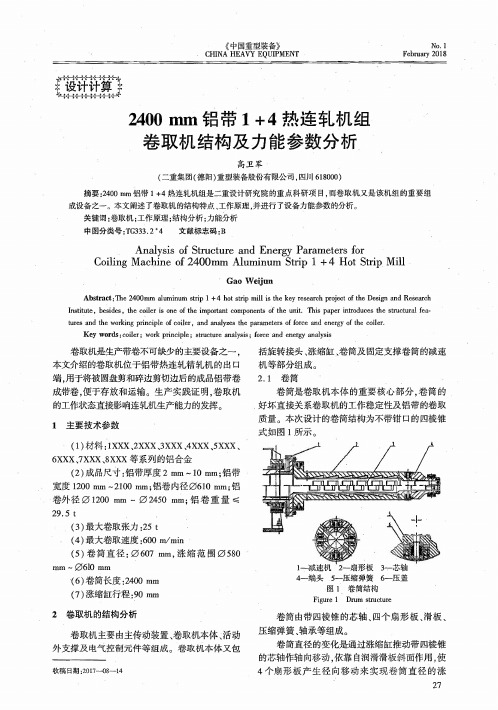
压缩弹簧轴承等组成。 卷简直径的变化是通过涨缩缸推动带四棱锥
的芯轴作轴向移动,依靠自润滑滑板斜面作用,使 4个扇形板产生径向移动来实现卷筒直径的涨
27
No.1· February 2018
《中国重型装备》 CHINA HEAVY EQUIPMENT
缩。根据图1中卷筒的状态,当芯轴向右运动时, 卷筒产生涨径;芯轴向左运动时,卷筒产生缩径。 由扇形板的结构如图2所示,卷筒胀开后,4个扇 形板之间形成矩齿形结构,如图3所示,这样带卷 内表面不至于出现压痕,适合于带材的卷取。卷 筒的旋转是由变频交流电机通过减速机来传动。
关键词:卷取机;工作原理;结构分析;力能分析 中图分类号:TG333.2•4 文献标志码:B
Analysis of Structure and Energy Parameters for Coiling Machine of 2400mm Aluminum Strip 1 + 4 Hot Strip Mill
成带卷,便于存放和运输。生产实践证明,卷取机
卷筒是卷取机本体的重要核心部分,卷筒的
的工作状态直接影响连轧机生产能力的发挥。
好坏直接关系卷取机的工作稳定性及铝带的卷取
1 主要技术参数
质量。本次设计的卷筒结构为不带钳口的四棱锥 式如图1所示。
(1)材料lXXX、2XXX、3XXX、4XXX、5XXX、
6XXX、7XXX、8XXX等系列的铝合金 (2)成品尺寸:铝带厚度2 mm-10 mm; 铝带
麟琴骂琴确
翱,4,气二三~$fW~
拿 图2 扇形板结构 Figure 2
气
Figure 3 Interface type of fan-shaped plate of drum
卷取机卷筒的设计分析
0 引 言
近年来 , 国钢铁 产量正 以每年 递增 2 ~3 我 O 0
( )实心 卷筒式 :结 构简 单 ,强 度刚度 高 ,无钳 1 口。缺点 :不便 于卸 卷 ,轧制 张力过 大易产 生塑 性变 形 。近年 被可控 涨缩 卷筒 取代 ,现常 采用转 盘式 双卷
筒结 构 。 ( )链板式 : 2 结构 较 复杂 , 刚性差 、 造困难 , 制 一
度太 大会 导致涨缩 油 缸行 程也 随之增 加 。
卷取 机主要 由卷 筒 、涨 缩油缸 、回转接 头及 传动 系统 组成 。传 动系统 由电机 、制动 器 、联轴 器和 减速
机 等构成 。卷筒 的涨缩 一般 是通过 液压 控制 卷筒尾 部 的涨 缩油 缸来实 现 ,而卷筒 的旋转 运动则 由电机通 过 联轴 器 、减 速机 带动卷 筒转 动来实 现 。卷 筒旋 转将 酸 洗后 的带钢 卷成 卷料 , 用卷 筒的涨 缩把 卷料 卸下 , 利 从 而实 现卷取 机 的卷取 和卸 卷工作 。 2 卷取 机 的卷简 结构 卷 筒是 卷取机 的重要 组成部 分 ,一般 有 以下几 种 结构形 式 :实心卷 筒式 、链板式 、弓形块 径 向液压 钳 口闭式 、扇形 块 四棱 锥式 和扩 张锥式 、扇 形块 八棱锥 等等 。现 阶段 在冷 轧机组 主要应 用有 两种 ,扩 张锥式 和 四棱 锥式 。
收 稿 日期 :2 0—53 ;修 回 1期 :20 一Ol 0 90 — 1 7 1 0 9 l—8 作 者 简 介 :谢 磊 ( 2 )男 , 疆 克 拉玛 依 人 . 读 硕 士 研 究 生 。 18 一 , 新 9 在
( )扩 张锥式 :其 主要 零件 为锥套 、拉 杆 、空心 6
酸 洗线 的工作 原理是 :热轧 卷料 ( 料 ) 原 由开卷机 开卷 ,在酸 洗槽 中除 去氧化铁 皮 ,然后 经水 洗 、钝化 、 烘 干 ,进 入 张力装 置 ,最 后经卷 取设 备将 带钢 卷取成
卷取机详解
第九章:卷取机(教材第十二章) 计划学时:4学时
1
卷取机功用:卷取超长轧件(一般指线材、带材),以便 卷取机功用 储存、运输。
§1 热带钢卷取机
它是热带钢轧机的配套设备,又可再分为地上式与地下式 两种。以地下式的为最常用。 一、设备布置与卷取工艺 设备布置与卷取工艺 1、地下式卷取机的配置 这种类型的卷取机位于工作辊道的下面,所以称之为地下式 的卷取机。 特点:工作条件恶劣,处于连续交替作业,生产节奏快。 结构:由夹送辊、前后导尺、导板、助卷辊、卷筒组成。具 体见F12-1。
7
的情况下,上辊抬起,使带钢通过它进入下一台卷取机。 2、卷筒 卷筒: 卷筒 在高压下能实现胀缩,要有足够的强度与刚度。要有辅助支承, 以增加刚度。一般采用斜楔式的斜面柱塞式,当液压缸(或复 位弹簧)使得锥形心轴左移时,斜面效应使得卷筒张开,反之 使卷筒收缩。 卷筒的驱动有电机直接驱动及通过减速传动两种方式。直接驱 动必须妥善解决胀缩缸设置问题。
.
22
——自动缩径卷筒径向压力的计算 自动缩径卷筒径向压力的计算 由以上分析可以看出,r1 =0的实心卷筒,带卷D越大,则卷 筒表面的压力P越大;这样使得卸卷困难,并使得卷筒及棱锥 容易发生破坏。为此,新设计的卷筒采用自动缩径,或称之 为“可控刚度卷筒”;即采用棱锥角等于7度30分到8度的卷 筒,使其大于磨擦角而不致自锁。其原理如下: 当带卷外径Dc增加时,卷筒压力随之增大,而作用在棱锥 上的水平力Q'也增大。当Q'>Q时,棱锥轴向右移,使卷 筒压力P减小,而Q'也随之下降。随着带卷外径的增加,卷 筒压力P与Q'又增加,当其到达其临界值P0时,又产生缩径 而使其减小。 这种当径向压力不断增加—>缩径—>压力减小—>压力增 加……这一过程称之为缩径 缩径。 缩径
铜带卷取机倒四棱锥卷筒主要零部件的分析与计算

铜带卷取机倒四棱锥卷筒主要零部件的分析与计算孙宗浩【摘要】文章分析了铜带可逆冷轧机卷取机倒四棱锥卷筒的结构特点,对其主要零部件的设计计算进行了探讨,并给出应用实例供同行参考。
%The paper analyzed the structural features of coiler mandrel in reversing copper cold rol ing mil ,it discussed the design calculation of main parts of the mandrel and it presented a case study for reference.【期刊名称】《有色金属加工》【年(卷),期】2015(000)001【总页数】4页(P47-50)【关键词】卷取机;倒四棱锥卷筒;主轴;扇形板【作者】孙宗浩【作者单位】中色科技股份有限公司,河南洛阳 471039【正文语种】中文【中图分类】TG333.2+4近年来,随着电子、装饰、交通运输、军工等行业的发展,对铜板带产品的质量提出了越来越高的要求,新材料、高表面质量、高精度成为铜板带产品的发展方向。
为了满足冷轧铜板带更高的质量要求,生产出板形更好,卷形更整齐的带卷,铜带冷轧机卷取机卷筒设计优先选用倒四棱锥结构卷筒。
本文以我公司设计的一台铜带冷轧机的卷取机为例,对倒四棱锥卷筒的结构特点及主要零部件的强度计算进行分析探讨。
倒四棱锥卷筒(图1)主要由胀缩缸、主轴、扇形板及液压钳口等组成。
倒四棱锥卷筒胀径时,由胀缩液压缸拉动主轴,使扇形块产生径向位移,实现卷筒胀大,结构与其它形式的卷筒相比更加简单可靠,刚性大。
由于主轴与扇形板之间没有其它零件,在外径尺寸相同的情况下,倒四棱锥卷筒主轴相较于其它结构的卷筒截面尺寸可以做得更大,因此强度更高,刚度更大,可承受的卷重和张力更大。
倒四棱锥卷筒结构对称,零件简单,动平衡精度高,可提高卷取机启制动、升降速性能,适用于高速冷轧机卷取机,可提高卷取加速度并减少带材变速段的质量问题。
冷轧带钢卷取机设计
摘要卷取机是冷轧带钢生产的重要设备,将轧制的很长的带钢卷成钢卷,有利于生产、运输和储存。
近年来,冷轧机向高速度、大卷重、自动化方向发展,在卷取机结构上也做了较大的改进。
大张力卷取机要求卷筒强度高,刚度大、带钳口,采用四棱锥卷筒;高速卷取机要求卷筒胀开后外径为一整圆,四棱锥结构卷筒的扇形板对称,动平衡性能好,卷筒飞轮力矩小,棱锥强度高,扇形板刚度大,卷筒可以整体更换,完全适应高速连轧机的卷取要求。
为了满足现代化生产的需要,本次设计的这种新型的带材卷取机,在结构上采用机械钳口的卷筒,卷筒由四块扇形板组成,在扇形板上设有钳口,用于夹紧带钢。
当卷取结束时,通过液压缸推动棱锥轴移动,扇形板收缩卸下带卷。
在设计过程中对卷筒的径向压力进行了精确的计算,并对卷筒强度进行了准确校核。
同时,还对卷筒胀缩机构的液压缸和钳口等部件进行了详细的受力分析和相关计算,最后还对卷取机在使用过程中应注意的问题进行了详细的论述。
关键词:空心轴、棱锥轴、扇形板、钳口ABSTRACTThe coiler is the important equipment in cold-strip steel production.It is advantageous in the production, the transportation and the storage to be rolling in a long strip. In recent years, the cold-rolling mill to the high-speed, re-Large, automated way, the structure of the coiler has done a great improvement. The tension coiler request the reel have a high strength, stiffness. The big tensity coiler request the reel have a high intensity, a big rigidity,with a mouth of the tongs, uses four pyramid reels on the rolling. The outer diameter must be form an entire circle when the high speed coiler open the roll.The configuration of the four pyramid reels will be symmetrically, the transient equilibrium performance is good,the flywheel torque of the reel is small,the intensity of the pyramid shaft is high, the stiffness of the sector plates is big,the reel may be overall replacement, adapt the high speed rolling mill to roll.In order to meet the needs of modern production, I design this kind of new strip coiler. Uses the mechanical mouth of the tongs in the reel structure. The reel is composed of four sector plates.The mouth of the tongs in the sector plates is used to clamping the strip. At the end of the coiling, the hydraulic cylinder promotes the pyramid shaft migration, the mouth of the tongs will be shrink, the quadrant contraction to unload the reel. In the design process make an accurately count to the radial pressure. To verify the intensity of the reel by rule and line. Contemporary, analyzed the presse and relatively count for the shrank parts and hydraulic cylinder. The end of the design discuss the questions which should be pay attention in the use process.Key words: hollow shaft,pyramid shaft,sector plates,mouth of the tongs目录前言 (1)第1章卷取机简介 (2)第2章冷轧带钢卷取机 (5)2.1 冷轧带钢卷取机的工作特点与类型 (5)2.2 冷带钢卷取的工艺特点 (5)2.3 冷带钢卷取机的结构 (7)第3章卷筒式卷取机设计 (13)3.1 卷筒结构形式的选择 (13)3.2 主要参数的确定 (14)3.3 卷筒径向压力计算 (17)3.4 卷筒强度条件 (20)3.5 卷筒胀缩机构受力分析 (21)3.6 卷筒钳口液压缸夹紧力计算 (26)3.7 轴向胀缩液压缸行程计算 (28)第4章卷取机使用过程中应注意的问题 (30)第5章减速器设计 (31)5.1 初步确定减速器结构和零部件类型 (31)5.2 分配减速器的各级传动比 (31)5.3 计算传动装置的运动和动力参数 (31)第6章空心轴的校核 (33)6.1 按扭转强度条件计算 (33)6.2 按弯扭合成强度条件计算 (34)6.3 精确校核轴的疲劳强度 (37)6.4 静强度安全系数校核 (40)第7章键的校核 (41)结论 (42)参考文献 (43)致谢 (44)附件一 (45)附件二 (53)附件三 (59)附件四 (64)附录 (68)前言随着国家四化建设的发展,国民经济各部门对板、带材的需要愈来愈大,对产品的质量要求也愈来愈高。
四棱锥式卷筒设计参数的分析计算

将式 ( 5 )代人式 ( 9 ) ,可得 卷 取 机 在卸 卷 状
态 时 的拔 出力 为 :
F = 4 N( s i n t  ̄ - f e O S O / ) …… . …… … …… . .( 3 ) 将式 ( 2 ) 代人 式 ( 3 )式 中 ,则得 F = 4 P( s i n a ' T f e  ̄ s a)
将式 ( 5 )代 人 式 ( 4 ) ,可 得胀 缩 缸 在 卷取 机
工 作状 态 时的推 力为 :
F = 4 、 / _p r b ( t a n a - f) ………………… ( 6 )
( 2 )卷 取机 卸卷 时的受 力分析
的棱 锥轴 ,与扇形 板相 配合 的斜 楔 ( 开式 四棱锥 卷 筒 只有棱 锥轴 和扇 形板 )来完 成 的 。此 液压 缸 即为
0 . 1 -0 . 1 3。
, , : l
c o s + , g i n o z
)
因为可 以认为 / s i n a = 0 ,则上 式变 为 : F = 4 P( f - t g a) …… ……… …… ……… ( 9 )
设棱 锥轴 为 自由体 ,四个棱 锥 表面 总 的摩擦 力
及带 宽等 因素 有关 。到 目前 为止 ,关 于卷筒 径 向压 力 的计算 公式 有很 多 ,但这 些公 式都存 在 着一些 问 题 ,公式 推导 时所 采用 的某些 假定 条件 ,不能如 实
带卷 对每 一扇形 板 的等效 压力 用 P表 示
2 s 。 6 p … … - -( 5 )
向压 力 P的关 系 ( 见图5 ) 闭 。
四棱锥卷取机设计参数

1.1冷轧在我国的进展改革开放二十多年来,我国的经济高速进展,取得了令人瞩目的成就。
在国民经济高速增长的推动下,我国的钢铁工业取得了突破性的进展。
目前作为一个国家钢铁工业进展水平重要标志的冷轧带钢在我国取得了骄人成绩。
我国已成为全世界冷轧带钢进展最快的国家。
2023 年我国的钢铁总产量已经到达 3.71 亿吨,然而冷轧宽板的产量仅为2738 万吨,仅仅占钢铁总产量的7.4%,大大的低于美国2023 年和日本2023 年分别占37.5%和30.3%的比例。
今后我国冷轧板带生产将是我国钢铁工业调整的重要组成局部,必需加强冷轧技术的研发和创。
从长期看,随着我国经济总量的不断增长,产业构造逐步升级,汽车、家电等制造业产能快速扩张,国内市场对冷轧产品的需求将长期保持一个增长的态势。
家电、汽车和建筑业是冷轧以及涂镀产品消费的主要行业,我国是世界上最大的家电制造国,不仅国内需求巨大,每年还大量出口,这种形势将长期保持下去;同时汽车业是我国最具进展潜力的制造业,汽车用钢的需求增长空间也格外巨大;十一五规划中城镇化水平的不断提高保证了涂镀产品的需求将长期保持增长的态势。
依据中国钢铁工业协会的统计数据,2023 年底我国的冷轧机组将到达4500 万吨,将进2023 万吨的冷轧产能正在规划和建当中,估量2023——2023 年我国的冷轧产能将放大1200 万吨,2023 年底冷轧总产能将到达5700 万吨。
2023 年,随着国内武钢2230 机组、鞍钢2130 机组、本钢1780 机组的间续投产,由于建的机组具有后发优势,先进的装备和优良的工艺设计使得几乎全部的机组都将供给对象瞄准了汽车、家电和建筑精品。
在热轧产能大规模释放和产品不断成熟后,国内冷轧市场也从宝钢和国外钢厂之间的竞争转变为国内各大钢厂和国外钢厂之间的大规模剧烈竞争。
虽然国内钢厂还不能生产某些高等级冷轧产品,但随着钢厂的技术进步和阅历积存,进口产品的市场份额正在被国内产品不断替表。
精轧线卷取机卷筒设计说明书

本科毕业设计题目:精轧线卷取机卷筒设计学院: 机械自动化学院专业: 机械类学号:学生姓名:指导教师:日期: 二○一七年六月摘要卷取机是轧钢生产过程中的常用设备。
随着社会进步、经济发展,工业生产中对轧钢生产的质量要求越来越高,现如今的精轧线就是为了满足社会需要而产生的。
我们知道,提高钢带质量不仅要求钢铁冶炼水平要提高,而且要求轧钢机械更加优化合理。
这次设计是精轧线卷取机卷筒设计。
首先,选择卷筒类型的设计方案。
说明书中对不同类型的卷筒做了比较,根据我们涉及要满足的要求,最后确定选用的结构是四棱锥式卷筒。
用液压缸带动斜楔轴轴向动作,实现卷筒的胀缩动作。
为了使加工方便,同时保证主轴足够大的强度,本设计对椎体做了改进。
直接将四棱锥体加工在主轴上,和主轴成为一体。
并且为了润滑方便,在四棱锥轴的每个表面都开有润滑油槽。
本设计的优点在于,保证了足够大的轴径,提高了轴的强度。
设计主要对四棱锥受力进行了分析,对轴和轴承等支撑零件进行了校核。
在扇形板和棱锥轴表面采用优质润滑。
关键词:精轧线卷取机;四棱锥胀缩;液压钳口AbstractThe coiler is a common equipment used in the rolling process. With the social progress, economic development, industrial production of steel production quality requirements are getting higher and higher, now the finishing line is to meet the needs of society arising. We know that improving the quality of steel not only requires the level of iron and steel smelting to be improved, but also requires rolling steel machinery more optimized and reasonable. This design is the finishing line coiler reel design.First, select the design of the reel type. The manual compares the different types of reels, and according to the requirements we have to meet, the final selection of the selected structure is a quadrangular pyramid. With the hydraulic cylinder to drive the wedge axis axial action, to achieve reel expansion and contraction action. In order to facilitate processing, while ensuring that the spindle is large enough strength, the design of the vertebral body to do improvements. Directly to the quadrangular pyramid processing in the spindle, and the spindle into one. And for lubricating convenience, there is a lubricating oil groove on each surface of the quadrangular pyramid shaft.The advantage of this design is that it ensures a sufficiently large shaft diameter and improves the strength of the shaft. The design of the four pyramid force was analyzed, the shaft and bearing support parts were checked. In the fan-shaped plate and pyramid shaft surface with grease lubrication.Keyword: Finishing line coiler; dilations quadrangular pyramid; hydraulic jaws目录1 绪论 (1)1.1 选题的背景和目的 (1)1.2 带钢卷取机国内外发展 (2)1.3 卷取机的内容和方法 (2)1.3.1 冷轧机组平面布置图 (2)1.3.2 卷取机的类型和特点 (3)2 方案的选择与分析 (9)2.1 选型原则 (10)2.1.1 卷筒的样式 (10)2.1.2 钳口型式 (11)2.2 机构组成及工作原理 (11)2.1.1 四棱锥卷筒介绍 (11)2.1.2 液压式钳口介绍 (11)3 卷筒的设计计算 (13)3.1 卷筒直径与卷筒长度 (13)3.2 计算卷筒的当量半径 (13)3.2 卷筒径向压力的计算 (14)3.3 卷筒的强度条件 (15)3.4 卷取张力的计算 (16)3.5 卷筒胀缩机构受力分析 (16)3.5.1 受力分析卷取工作时的收缩 (16)3.5.2 受力分析卸卷时的卷筒缩径 (18)3.6 轴向胀缩液压缸行程计算 (19)3.7 胀缩缸直径的计算 (20)3.8 心轴的校核 (21)3.8.1 作出心轴的计算简图 (21)3.9 轴的计算简图 (26)3.9.1 作出轴的计算简图 (26)4 轴承计算 (30)4.1 轴承的寿命计算 (30)结论 (31)参考文献 (33)致谢 (34)1 绪论1.1 选题的背景和目的冷轧机组卷取机是一种大型轧钢生产设备,主要用于冷轧带钢的生产,在轧钢生产中有重大作用。
四棱锥轴式卷取机扇形板工艺流程表格

四棱锥轴式卷取机扇形板工艺流程
毛坯:一般采纳42CrMo锻造合金钢毛坯
热处理要求:调质+消应力+氮化处理
典型工艺流程:毛坯制作+外形粗加工+超声波探伤+调质处理+半精加工外形+消应力处理+精加工+氮化处理(与产品四棱锥组装后同磨外圆)
1 / 175
2 / 175
3 / 175
4 / 175
5 / 175
6 / 175
7 / 175
8 / 175
9 / 175
后附工艺附图,尽供参考:
10 / 175
11 / 175
12 / 175
四棱锥轴式卷取机主轴工艺流程
毛坯:一般采纳42CrMo锻造合金钢毛坯
热处理要求:调质+消应力+氮化处理
典型工艺流程:毛坯制作+外形粗加工+超声波探伤+调质处理+半精加工外形+消应力处理+精加工+氮化处理
13 / 175
14 / 175
15 / 175。
镀锌线卷取机设计优化.
镀锌线卷取机设计优化项目鉴定材料济钢彩板厂二0一二年七月鉴定材料之一研制工作报告1、课题的提出彩板厂镀锌线卷取机自2004年投入使用,经过几年的运行,随着客户要求的提高不再满足生产要求,主要问题有:1、卷取机悬臂四棱锥液压胀缩式结构,较为复杂,维护困难,设计最大卷重仅12t,成为制约整条生产线下线产品卷重的瓶颈。
随着近几年客户大卷交货要求的陆续增多,严重限制了镀锌生产线产能的提高。
2、卷取机卷筒啮合式扇形板由四块扇形板所构成,扇形板与扇形板之间的交错矩形齿啮合结构,容易出现夹卷现象,造成下卷困难和部分产品降级;与此同时,在经过7年的使用后,扇形板硌伤钢板内圈的现象越来越严重,最初几年出现内圈3-4圈硌伤,近年逐渐发展到10-15圈硌伤,造成每卷约20米左右的压痕板,导致整卷产品降级。
3、卷取到带尾时,因为带钢处于自由状态,从出口剪到卷取机之间5米左右长度带钢通过转向夹送辊滑落至卷取机芯轴上,造成外圈5米左右带钢严重划伤;造成2-3圈镀锌板次品产生,影响了产品质量及美观。
2、方案研究与实施措施2011年7月-9月份,我们进行了卷取机带外支撑卷筒的设计、计算、绘图等工作,10月-11月完成了制作加工过程,具体内容如下:(1) 依据原卷取机参数,对卷筒进行了重新设计、计算、绘图。
参考酸洗线卷取机、轧机卷取机等设计结构,确定了改悬臂四棱锥卷筒为三斜楔带外支撑卷筒,改矩形齿啮合机构扇形板为三扇形板无缝配合结构的设计方案。
(2) 确定新卷筒胀开后设计直径为468mm,留有40mm余量,制作聚氨酯胶套(壁厚20mm)从而达到使用要求直径508mm;改带钢与卷筒间刚性接触为柔性接触。
(3) 于卷取机减速机顶设计制作了悬臂压辊,安装独立的液压与控制系统,使得带钢的带尾运行在控制范围之内。
(4) 匹配相关控制程序,保证设备整体的运行稳定。
具体实施情况如下:(1) 依据原卷取机卷曲张力、电动机输出力矩等参数,重新确定卷筒三斜楔机构的基本参数,卷筒的负载力矩,卷筒当量半径等参数。
四棱锥式卷筒设计参数的分析计算

四棱锥式卷筒设计参数的分析计算闫利佳;沈楠【摘要】针对近年在冷轧及连退酸洗等机组中频繁使用的四棱锥式卷筒做分类介绍,重点介绍四棱锥卷筒设计中几个主要参数的计算方法。
%The essay presents the classification of tetrahedral pyramid mandrel design frequently used into the cold rolling mill, the continuous annealing line and the pickling line, etc during recent years. It mainly introduces the calculation method of several main data on the tetrahedral pyramid mandrel design.【期刊名称】《一重技术》【年(卷),期】2015(000)004【总页数】4页(P27-30)【关键词】四棱锥;卷筒;胀缩油缸;钳口缸【作者】闫利佳;沈楠【作者单位】一重集团大连设计研究院有限公司,辽宁大连 116600;中国第一重型机械股份公司核电石化事业部,辽宁大连 116113【正文语种】中文【中图分类】TG333.2+4在现代带钢精整生产中,带钢卷取机的作用十分重要,它是带钢生产线上最关键的设备之一。
卷取机设备质量水平的高低和卷取工艺的选取直接影响精整生产线的产量和带钢的质量。
实际上,卷取机是一个集机械、电气、控制、传动为一体的复杂系统。
而卷筒则是卷取机中最重要的部件之一,直接关系到卷取机的产能和成品带卷的质量。
本文主要讨论目前常用四棱锥卷筒的大体分类和各主要设计参数的确定方法。
正锥式卷筒由棱锥轴、扇形板、T形键、尾钩、空心轴以及胀缩油缸等组成。
由胀缩缸直接推动棱锥轴,使扇形板产生径向位移,实现胀缩功能。
四棱锥卷筒为开式卷筒,卷筒胀开时,扇形板间有间隙。
冷带钢卷取机的结构与类型

冷带钢卷取机的结构与类型常见的冷带钢卷取机有实心卷筒式、四棱锥式、八棱锥式、四斜楔式、弓形块式等结构。
(1)实心卷筒卷取机实心卷筒卷取机一般为两端支撑,结构简单,具有高的强度和刚度,用于大张力卷取。
其缺点是卸卷需采用倒卷方法,影响了轧机的生产能力。
为减少卸卷辅助时间,提高作业率,常采用转盘式双卷筒结构。
实心:卷筒在大张力卷取时,带钢对卷筒会产生很高的径向压力。
为防止卷筒塑性变形,卷筒材料常采用合金锻钢并经均匀热处理。
(2)四棱锥卷取机四棱锥卷筒可以克服实心卷筒卸卷困难的问题。
四棱锥卷筒胀径时,由胀缩缸直接推动棱锥轴,使扇形块产生径向位移。
由于没有中间零件,棱锥轴直径大,强度高,可承受张力,常用于多辊可逆式冷轧机的大张力卷取和冷轧连轧机组的卷取机。
卷筒的棱锥轴有正锥式和倒锥式。
正锥式四棱锥卷取机卷筒主要由棱锥轴、扇形块、钳口及胀缩缸等组成,结构简单。
(3)八棱锥卷取机近年来冷轧机向高速、重卷、自动化方向发展,在卷取机结构上有较大的改进。
为减小卷取机转动惯量,改善起动、调速、制动性能,常采用电动机直接传动卷筒的方式。
为解决胀开时扇形块间的缝隙对薄带钢表面质量的影响,卷筒采用四棱锥加镶条的结构即八棱锥,卷筒胀开后能成为一个完整的圆柱体。
卷筒由扇形块、镶条、八棱锥芯轴、拉杆、花键轴等组成。
胀径时,油缸通过杠杆拨叉推动两个斜块向左移动,使四个胀缩连杆伸直并推动环形弹簧及方形架,使花键轴和拉杆右移,棱锥轴靠轴承支承于机架上不能左右移动。
因此,拉杆带动头套使扇形块及镶条相对棱锥轴右移胀径。
缩径时,油缸通过杠杆拨叉将斜块拨出,胀缩连杆在弹簧作用下折曲,扇形块、花键轴等靠胀径时储存在弹簧中的压缩变形能复位,使卷筒收缩。
为提高卷取机刚度,卷筒设有活动支承。
八棱锥卷筒除棱锥强度高,扇形刚度大以外,还具有以下特点:当卷筒胀开后,胀缩连杆压在凸块的顶平面上定位并自锁,卷取时胀缩缸不随工作负荷。
扇形块与镶条在胀缩运动中互不干扰,但各斜楔面均保持接触,胀开后镶条正好填补扇形块缝隙,卷筒成一整圆。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.1 冷轧在我国的发展改革开放二十多年来,我国的经济高速发展,取得了令人瞩目的成就。
在国民经济高速增长的推动下,我国的钢铁工业取得了突破性的发展。
目前作为一个国家钢铁工业发展水平重要标志的冷轧带钢在我国取得了骄人成绩。
我国已成为全世界冷轧带钢发展最快的国家。
2005 年我国的钢铁总产量已经达到3.71 亿吨,然而冷轧宽板的产量仅为2738 万吨,仅仅占钢铁总产量的7.4%,大大的低于美国2002 年和日本2003 年分别占37.5%和30.3%的比例。
今后我国冷轧板带生产将是我国钢铁工业调整的重要组成部分,必须加强冷轧技术的研发和创新。
从长期看,随着我国经济总量的不断增长,产业结构逐步升级,汽车、家电等制造业产能迅速扩张,国内市场对冷轧产品的需求将长期保持一个增长的态势。
家电、汽车和建筑业是冷轧以及涂镀产品消费的主要行业,我国是世界上最大的家电制造国,不仅国内需求巨大,每年还大量出口,这种形势将长期保持下去;同时汽车业是我国最具发展潜力的制造业,汽车用钢的需求增长空间也非常巨大;十一五规划中城镇化水平的不断提高保证了涂镀产品的需求将长期保持增长的态势。
根据中国钢铁工业协会的统计数据,2006 年底我国的冷轧机组将达到4500 万吨,将进2000 万吨的冷轧产能正在规划和新建当中,预计2007——2008 年我国的冷轧产能将放大1200 万吨,2008 年底冷轧总产能将达到5700 万吨。
2006 年,随着国内武钢2230 机组、鞍钢2130 机组、本钢1780 机组的陆续投产,由于新建的机组具有后发优势,先进的装备和优良的工艺设计使得几乎所有的机组都将供应对象瞄准了汽车、家电和建筑精品。
在热轧产能大规模释放和产品不断成熟后,国内冷轧市场也从宝钢和国外钢厂之间的竞争转变为国内各大钢厂和国外钢厂之间的大规模激烈竞争。
虽然国内钢厂还不能生产某些高等级冷轧产品,但随着钢厂的技术进步和经验积累,进口产品的市场份额正在被国内产品不断替表。
[1]由此可见我国的冷轧产能今后几年将会高速发展,这对冷轧机技术和工艺提出了更高的要求,特别是近来冷轧向着高速化自动化方向发展,这对冷轧中重要的辅助设备——卷取机提出了更高的要求。
卷取机是在强冲击等很不利的条件下工作的,其故障发生率很高,据有关统计其事故发生率约占轧线主要设备的5O% 左右。
另外,卷取机的设备精度对产品的表面质量,卷取形状有很大影响。
卷取机要具有刚性大、耐反复冲击的高强度,始终维持高机械精度的构造、易维护修理和事故发生率低等特性。
[2]11.2 卷取机国内外研究动态近代轧钢生产中,采用连轧的方式是提高生产率的重要措施之一。
卷取机是成卷轧制的主轧线中必不可少的设备,轧制出的产品由卷取机卷饶成卷,尤其是在冷轧生产中,将很长的冷带钢卷成钢卷有利于生产运输和贮存。
特别是近代冷轧向高速化,大卷重方向发展。
卷取机的性能将影响整个机组的生产效率和产品质量,所以卷取机的重要性日趋明显。
在 2O 世纪 5O 年代和 6O 年代世界上采取的是气动式卷取机,进入 2O 世纪 7O 年代,由于液压技术和电气控制技术的发展,才研制开发了液压式卷取机。
气动式卷取机主要存在以下问题:①使带钢表面产生头部压痕;②钢卷层与层间的热擦伤;③卷取形状不良,侧导板位置、压力控制不精确;④噪音大;⑤维护性能差。
另外气动式卷取机冲击、振动大,使机械设备易损坏,增加维护量和维护成本。
鉴于气动式卷取机有上述缺点,进入20世纪7O年代开始研制液压式卷取机。
液压式卷取机基本上克服了气动式卷取机的缺点。
[3]对于单机座可逆式的冷轧机,卷取机安装在轧机前后;而在单机座不可逆冷轧机或连续式冷轧机组中,卷取机只装在轧机前后。
在其它连续式的机组中卷取机也装在机组的最后。
目前冷轧生产中绝大多数采用的是卷筒式的卷取机。
根据不同的用途,采用不同的结构形式。
在不同的卷取速度,卷取重量和卷取张力条件下,卷筒承受较大的径向压力,并能缩径卸卷。
尤其是卷筒和轧辊间要产生较大的张力,这样就决定了卷筒结构的复杂性和多样性。
从卷筒的发展过程来看,先后出现了实心卷筒和弓形板,凸轮式,径向柱塞式等涨缩式卷筒以上的各类卷筒均存在一定的问题缺陷。
实心卷筒不能缩径,需要卷取重卷卸卷,所以效率很低。
凸轮式的卷筒常因径向压力很大,凸轮弯曲变形导致无法缩径和卸卷。
斜楔式的卷筒的空心轴加工困难,弓形块式的卷筒刚性很差。
近来普遍采用的是四棱锥带钢卷取机。
近代卷取机向着高速度大卷轴重和高度的自动化方向发展。
近来的设计普遍采用四棱锥扇形快式的卷筒。
此卷筒的优点是质量分布比较均匀,结构对称,强度大,刚性大,工作可靠。
所以广泛应用于冷轧机组中,平整机组,可逆式的冷轧机组中。
这种卷筒的缺点是:一:从工艺上看,当卷筒胀开时,扇形块间有缝隙,在卷取薄带时会产生压痕,影响带钢的表面质量。
为解决此问题有时在卷筒上加套筒的办法,这种方法在生产上是可行的,但是生产效率影响很大。
在新建的机组中已不在使用,尤其是近代机组中,此种方法更不合适。
二:从加工的工艺看,为保证四个棱锥的每个斜面都与扇形快的“T”型建的斜面保持良好的接触,因此加工的精度比较高,通常采用数控铣床加工后,人工研磨,加工比较困难。
1.3 板材生产的一般方法板带钢的厚度和技术要求不同,生产方法自然不同1. 单张轧制生产:生产过程在一张一张的状态下进行,用于中厚板的生产。
由于厚度比较大,只能采用单张轧制的方法。
为了减小变形抗力,中厚板的轧制都采用热轧的方法,用于厚板的轧机形式可分为单机座双机座。
2. 成卷轧制生产:用于薄板生产。
由于薄板的轧后长度很长,通常是几百米到上千米,甚至是几千米的长带,生产只能在卷成钢带卷的状态下进行,成卷生产的带钢有冷轧和热轧两种。
(1).热轧带钢生产:生产带钢的厚度范围一般为1-20 毫米,最薄可达0.8 毫米,最最厚可以超过30mm。
用于热轧带钢的轧机形式用以下三种:1).连续式热带钢轧机。
通常称为热带钢连轧机,是生产热带钢卷应用最广泛的最主要的轧机形式。
2).带有炉内卷取机的卷炉轧机,是一种可逆式的轧机。
其前后的卷取机置于加热炉内,在轧制的过程中可以对带钢进行加热和保温,这样就使轧制变形在一个很窄的温度区间内进行。
用于轧制变形的温度区间要求严格,难于变形的金属板生产。
目前中小企业仍在使用。
3).薄板坯连铸连轧机,是近年来发展起来的短流程轧机。
(2).冷轧带钢生产:生产带钢的厚度范围为0.01~3.5mm 最薄可达0.001mm,冷轧带钢的轧机机型有下面两种。
1).连续式的带钢冷轧机,是大规模生产的主要轧机形式。
2).可逆式带钢冷轧机,一般是单机座的。
在一个工作机座对带钢进行往复多道次的轧制。
目前可逆式冷轧机也有较多的应用,多应用与多辊轧机的形式。
3.板带轧机的工作机座的形式由于板带轧机的轧辊的( ) (辊径) 的比值较大。
为了提高轧辊的刚度-40l辊身长/ d在工作辊的外侧都有支撑辊。
辊的数量不同,带钢轧机分为两大类。
(1).四辊轧机:曾经是板带生产的最主要的工作机座形式。
随着板带钢轧制精度的不断提高,其地位在不断的下降。
目前四辊轧机仍是厚板轧制的最主要的形式。
而对于薄板生产而言,其将逐步被多辊轧机所替代。
(2).多辊轧机:轧辊的数量超过四个的板带轧机成为多辊轧机。
包括六辊轧机,十二辊轧机,二十辊轧机和复合多辊轧机等,主要用于薄带钢和超薄1.4 卷取机的分类及其结构由文献[5,407~409]可知卷取机的用途是收集超长轧件,将其卷取成卷以便于贮存和运输。
卷取机是轧钢车间的主要辅助设备,在带材和线材的生产中被广泛使用。
轧钢生产实践表明,卷取机的工作状态直接影响着轧机,特别是连轧机生产能力的发挥。
因此对强力和高速卷取设备的研究一直受到重视。
卷取机的类型很多,按其用途可以分为:热带材卷取机、冷带材卷取机、小型线材卷取机。
本节主要介绍冷轧带钢卷取机。
1.4.1 热带钢卷取机1.4.1.1 热带钢卷取机的分类热带钢卷取机是热连轧机,炉卷轧机和行星轧机的配套设备,有多种形式:地下式、地上式、有卷同式、无卷筒式等。
由于地下式卷取机具有生产效率高便于卷取宽而且厚的带钢、卷取速度快而密实的特点、所以现代热连轧的生产线上主要采用地下式卷取机。
1.4.1.2 地下卷取机的分类地下卷取机形式上的主要差别在于助卷辊的数目、分布情况控制方式以及卷筒结构的不同。
习惯上就以上的差别进行分类。
按助卷辊的数目,地下卷取机可以分为八辊式、四辊式、三辊式、滑座四辊式、二辊式;按助卷棍的移动控制方式可以分为:各助卷辊连杆联接集体定位控制辊单独定位控制两种。
按卷筒的结构可以分为连杆涨缩式卷筒卷取机和棱锥斜面柱塞涨缩卷筒卷取机。
1.4.2 冷带钢卷取机1.4.2.1 冷带钢卷取机的类型和工艺特点目前冷轧带钢的卷取绝大多数采用卷筒式的卷取机,其设备配置较简单,主要由卷筒及其传递系统,压紧辊,活动支撑和推卷卸卷等装置组成。
卷筒及其传动系统构成卷取机的核心部分,至于是否设置其余装置根据工艺要求而定。
搞生产率的卷取机往往还设有助卷器。
冷轧带钢卷取机按用途可分为大张力卷取机和精整卷取机两大类。
大张力卷取机主要用于可逆轧机连轧机单机架轧机和平整机。
精整卷取机则主要用于连续退火酸洗涂镀层及纵剪重卷等生产机组。
按卷筒的结构特点,可分为实心卷筒卷取机,四棱锥卷筒卷取机,八棱锥卷筒卷取机及四斜楔和弓形块卷取机等。
前三种强度好,径向刚度大,常用于轧制线做大张力卷取。
后二种结构简单,易于制造,常用于低张力的各种精整线。
此外大张力卷取机的卷筒从性能上还有固定刚度卷筒和可控刚度卷筒。
在冷轧带钢生产中,采用连轧方式是提高生产率的重要措施。
连轧出来的冷带钢要由卷取机卷取成卷。
此外在可可逆不可逆单机架冷轧带钢轧机中,轧件也往往长达十米甚至更长。
为了适应生产运输贮存和用户的需要,冷带钢也必须用卷取机卷取成卷。
(1).提供张力实现张力轧制;张力在冷轧中起着非常重要的作用,张力轧制可以降低轧制力,使带钢板形平直,提高带钢的表面质量。
同时带张力卷取可以使钢卷紧密整齐。
在连轧时张力还起到自动调节连轧关系的作用。
为此轧制冷带钢时,在保证带钢正常轧制的前提下,均采用大张力轧制。
根据经验,在可逆式冷轧机上对于2~4mm 厚的带钢张应力⎛ ( )⎛s0 H 0.1 ~ 0.2 -40对于0.3~1mm 厚的带钢⎛ ( )⎛s0 H 0.5 ~ 0.8 (⎛s是考虑加工硬化后的材料的屈服极限)。
在连轧机组中末架轧机与卷取机之间采用小张力⎛ ( )⎛sH 0.1 ~ 0.15 。
(2).卷取机的速度必须可调;0在带钢的卷曲过程中,钢卷的直径是变化的。
为了保证钢卷外层线速度与轧机速度相适应并保证张力的恒定,这就要求卷取机的速度是可调的。