单机架可逆式冷轧机组卷取机设计
冷轧机组卷取机卷筒设计与现场优化

式 中 :S 一 棱 锥 轴 对 每 个 扇 形 板 的 压 力 N 一 斜 面 上 的正 压 力 ; f 一 滑 动 摩 擦 系 数 ,取 值 0 . i 0 — 0 . 1 3 ; 程 一 棱锥角 ;
2设计 的主要 内容及方法 2 . 1卷简径 向压力计算 径 向压力计算 是卷筒零件 强度和涨缩缸推 力计算 的先决条 件 。一般 认为卷 筒 的径 向压力 与卷取 张力 、带卷直径 、带卷 和 卷筒 的径 向刚度 、带卷层 间介质及 表面 、层 间滑动 与摩擦 及带 宽等 因素有关 。 目前 国际国 内关 于卷筒 径 向压 力 的计 算
工 艺 设 备
冷 轧机 组 卷 取机 卷 筒 设 计 与现 场 优 化
荣太新
泰 隆机 械 工程集 团有 限公 司 河 北 唐 山 0 6 3 5 0 6
摘要 :本论文 以国内某冷轧厂新建 1 4 5 O m m 十二 辊单机 可逆冷轧机 组配套最 大张 力5 0 吨卷取机卷 筒为例 。介 绍 了冷轧机组 卷取 机 卷筒的设计 内容及 方法 ,并根据现 场实践 生产 线上的安装、调试过程及后来 的试生产过程 中发现 的技 术问题 进行针 对性的分析 并解决。从 图纸设计 、材料选取 、应 力建模计 算及加 工工艺 、热处理 、质量检测等 方面对卷 筒进行相 关优化 ,并在现场完善相 关的设备养护制度 ,落实到各个 班组 ,保证设备 能够长时间的正常运行 。保证 了冷轧卷取机 的使 用寿命及 效果 ,满足冷轧机组 生产线的使用要求 。经优化后 的卷筒在今后 的正 常生产过程 中能够 实现 大张力、高速度 、大卷径 、大宽度 的稳 定轧制。经过现 场对 卷筒设备 的发 现 问题 、分析 问题 、解 决 问题这 个 系列过程 ,使 设备产 品更加 完善 ,产品 更加 成熟 ,避免 了同类 问题 的 出 现 ,节约 了成本 通过新材料 的选取 试用及 热处理工艺的严 格要 求 ,极 大了提 高了卷 筒的综合性 能,不但 能够保证 客户的基本 利益 ,也提 高了品牌效应 ,能够在 市场 占有稳 固的地位 。通过 实践的经验积 累,为 自身的学 习及今后 的探 索有 了更好 的基础 。 关键词:冷轧机 组;卷筒;大张力卷取机 ;现场优化 中图分类号 :T G 3 3 3 文献标识码 :A 文章编号 :1 6 7 1 - 5 7 9 9( 2 0 1 5 )0 7 - 0 0 6 6 - 0 3
单机架可逆冷轧机压下分配模型及其实现张超
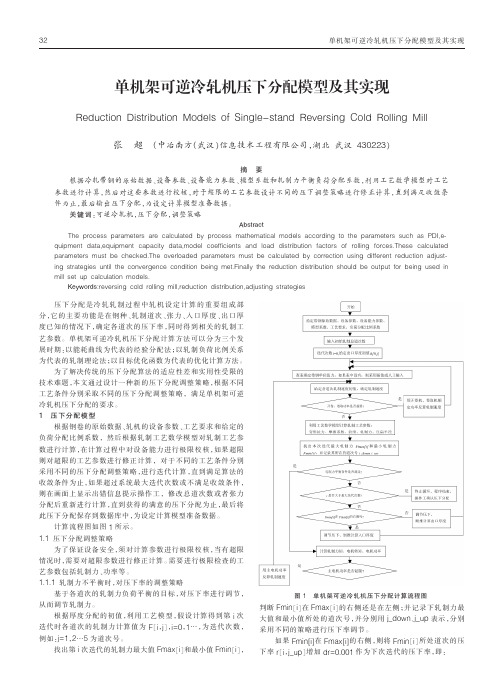
单机架可逆冷轧机压下分配模型及其实现张超(中冶南方(武汉)信息技术工程有限公司,湖北武汉430223)Reduction Distribution Models of Single-stand Reversing Cold Rolling Mill摘要根据冷轧带钢的原始数据、设备参数、设备能力参数、模型系数和轧制力平衡负荷分配系数,利用工艺数学模型对工艺参数进行计算,然后对这些参数进行校核,对于超限的工艺参数设计不同的压下调整策略进行修正计算,直到满足收敛条件为止,最后输出压下分配,为设定计算模型准备数据。
关键词:可逆冷轧机,压下分配,调整策略AbstractThe process parameters are calculated by process mathematical models according to the parameters such as PDI,e-quipment data,equipment capacity data,model coefficients and load distribution factors of rolling forces.These calculated parameters must be checked.The overloaded parameters must be calculated by correction using different reduction adjust-ing strategies until the convergence condition being met.Finally the reduction distribution should be output for being used in mill set up calculation models.Keywords:reversing cold rolling mill,reduction distribution,adjusting strategies压下分配是冷轧轧制过程中轧机设定计算的重要组成部分,它的主要功能是在钢种、轧制道次、张力、入口厚度、出口厚度已知的情况下,确定各道次的压下率,同时得到相关的轧制工艺参数。
单机架六辊可逆冷轧机电气自动化技术方案(精)
1200六辊可逆冷轧机电气自动化系统控制方案1概述根据《1200六辊可逆冷轧机技术规格电气招标书》所提供的工艺设备和技术要求,并参考了同类型的单机架六辊可逆冷轧机的工艺技术,编写了本电气传动及基础自动化控制的技术方案。
2 供电2.1 电气设备运行条件1)电气设备运行环境要求环境温度现场:0~40︒C电气室:10~35︒C操作室:25±5︒C空气湿度:相对湿度≤95%且无凝露;污染等级:III级,无火灾爆炸危险、无导电性尘埃、不腐蚀金属物及不破坏绝缘介质的环境。
2)电气设备运输及储存环境要求环境温度-20~65︒C ;空气湿度及污染等级要求与运行时相同。
3)电气设备使用的电压等级及技术条件本机组所使用电气设备电压等级符合我国国家标准,主要用电设备的电压等级为:◆供电电压及频率:10±5%kV,50±1Hz◆低压供电电压:AC380/220V◆交流电动机电压:AC380V◆直流电动机电压:DC440~660V◆电磁阀:DC24V◆电磁抱闸:AC220V◆控制电压:AC220V,DC24V◆保护地:接地电阻<4Ω◆系统地:接地电阻<4Ω2.2低压供配电辅传动供电系统(1)辅传动供电系统单线图见MCC单线图。
(2)MCC设备(见附表)由于本机组负荷较小,因此不设负荷中心。
本机组负荷MCC(即马达控制中心)将采用GGD3柜,包含MCC的受电、馈出回路、UPS 系统、比例、伺服阀控制回路和照明开关柜,开关柜额定短路短时承受能>80kA/s。
额定短路分断能力与电网短路电流相适应,Icu >50kA根据需要配置必要的电流、电压表计,端子板采用Phoenix端子。
单机架可逆冷轧机组设一套MCC,不同容量不同控制类型的回路至少有一个备用回路。
注①:主传动电动机均配置有空间加热器,这些加热器是在长期停机时防止电机绕组受潮而设置的。
由本MCC供电。
注②:为了保证乳化液站的检修供电,需要检修电源或者备用一路供电回路。
650mm单机架双卷取可逆铝带实验热轧机组设计浅析

650mm单机架双卷取可逆铝带实验热轧机组设计浅析程传奇【摘要】文章主要介绍了650mm单机架双卷取铝带材实验热轧机组的主要性能参数、工艺过程、设备组成、机组配置特点等,并结合实验过程中的工艺参数对其性能结构特点进行分析,总结了设计缺点或不合理的地方,提出了改进方案.【期刊名称】《有色金属加工》【年(卷),期】2017(046)004【总页数】4页(P44-47)【关键词】卷取机;立辊轧机;凸度仪;工作辊;支承辊;轧制速度【作者】程传奇【作者单位】中色科技股份有限公司,河南洛阳 471039【正文语种】中文【中图分类】TG333近年来,随着铝加工热轧技术的发展,我国铝板带加工工艺不断向精细化、标准化方向发展。
轧制工艺和生产过程的标准化,轧制参数的精确设定,可大大提高机组成品率与产量,优化产品质量,同时减轻了操作人员的工作量、减少了轧线的人员配备,节省了人工成本,有效的提高了生产效率。
为了配合客户研究生产工艺及新铝合金材料性能的需求,我公司为其设计了650mm单机架双卷取可逆铝带坯热轧机组。
本人通过开发设计的实践以及现场调试的经验,并结合以往设计理念,对其主要设备组成,主要参数的选择,以及单机架双卷取实验热轧机组的未来设计改进及设想进行详细介绍。
1.1 来料及成品主要技术参数轧制材料:铝及铝合金(1xxx系至8xxx系)来料规格:厚度:100~200mm宽度: 300~430mm(软铝合金)300~350mm(硬铝合金)长度:1500~2000mm锭重:465kg(最大),122kg(最小)成品规格:宽度:300~430mm厚度:3mm(最小)1.2 设备主要技术参数最大轧制力:6500 kN轧制力矩:额定:270 kN·m过载1.15倍长期运行:310 kN·m最大(过载持续60s内):472 kN·m轧制速度:0~60 m/min轧机最大开口度:200mm卷取张力:5.5~55 kN卷取带材厚度:3~15mm卷取速度:0~70 m/min轧辊规格:Φ550/Φ520mm×650mm通过天车将经过铣面、锯切头尾后并在铸锭加热炉中加热、保温终了的铸锭,运输到热轧机前的辊道上,然后输送到热轧机进行可逆轧制,当轧至20~30mm时在液压剪上切去头尾。
单机架六辊可逆冷轧机电气自动化技术方案(精)
1200六辊可逆冷轧机电气自动化系统控制方案1概述根据《1200六辊可逆冷轧机技术规格电气招标书》所提供的工艺设备和技术要求,并参考了同类型的单机架六辊可逆冷轧机的工艺技术,编写了本电气传动及基础自动化控制的技术方案。
2 供电2。
1 电气设备运行条件1)电气设备运行环境要求环境温度现场:0~40︒C电气室: 10~35︒C操作室:25±5︒C空气湿度:相对湿度≤95%且无凝露;污染等级:III级,无火灾爆炸危险、无导电性尘埃、不腐蚀金属物及不破坏绝缘介质的环境。
2)电气设备运输及储存环境要求环境温度—20~65︒C ;空气湿度及污染等级要求与运行时相同。
3)电气设备使用的电压等级及技术条件本机组所使用电气设备电压等级符合我国国家标准,主要用电设备的电压等级为:◆供电电压及频率:10±5%kV,50±1Hz◆低压供电电压:AC380/220V◆交流电动机电压:AC380V◆直流电动机电压:DC440~660V◆电磁阀:DC24V◆电磁抱闸:AC220V◆控制电压:AC220V,DC24V◆保护地:接地电阻<4Ω◆系统地:接地电阻〈4Ω2.2低压供配电辅传动供电系统(1)辅传动供电系统单线图见MCC单线图。
(2)MCC设备(见附表)由于本机组负荷较小,因此不设负荷中心。
本机组负荷MCC(即马达控制中心)将采用GGD3柜,包含MCC的受电、馈出回路、UPS系统、比例、伺服阀控制回路和照明开关柜,开关柜额定短路短时承受能>80kA/s.额定短路分断能力与电网短路电流相适应,Icu 〉50kA根据需要配置必要的电流、电压表计,端子板采用Phoenix端子。
单机架可逆冷轧机组设一套MCC,不同容量不同控制类型的回路至少有一个备用回路.注①:主传动电动机均配置有空间加热器,这些加热器是在长期停机时防止电机绕组受潮而设置的。
由本MCC供电。
注②:为了保证乳化液站的检修供电,需要检修电源或者备用一路供电回路。
中厚板冷轧机机架设计四辊可逆式冷轧机的机架设计

四辊可逆式冷轧机的机架设计摘要本文对薄板冷轧目前在我国的发展情况及轧制设备和工艺做出基本阐述,介绍了冷轧机得类型以及国产冷轧机得生产情况,重点介绍了四辊可逆冷轧的轧辊设计和机架工艺设计,机架结构设计。
并且对其进行了详细的校核计算。
关键词:薄板;冷轧;轧钢设备;机架Four-roller Reversible cold rolling millof the rack designAbstractIn this paper, cold rolled sheet is currently in the development of our country and rolling equipment and technology to make the basic exposition was introduced type cold rolling mill and cold rolling mill was made production, focusing on the four-high reversing cold rolling mill roll design and rack Process design, structural design of the rack. And a detailed check of their calculations.Key words: plate; cold; rolling equipment; rack目录目录 (1)摘要 (1)Abstract (2)第1章绪论 (5)1.1 轧钢生产在国民经济中的主要地位与作用 (5)1.2 冷轧带钢生产概况和发展方向 (5)1.2.1 冷轧带钢生产在国民经济中的地位 (5)1.2.2 冷轧带钢的生产历史及发展方向 (5)1.3 冷轧机的类型、特点及工作原理 (6)1.3.1 轧机的类型 (6)1.3.2 冷带轧机各类的特点及工作原理 (7)1.4 近年国产冷轧机生产情况 (8)1.5 国产板带冷轧机的技术特点 (9)第2章轧辊的设计参数 (11)2.1 轧辊主要参数 (11)2.2 轧机的选择与尺寸的确定 (11)第 3 章机架的工艺参数 (13)3.1 机架的主要结构参数 (13)3.2 断面尺寸 (14)3.3 轧制力 (15)3.3.1 已知条件 (15)3.3.2 简单轧制过程 (15)3.3.3 轧制过程基本参数 (15)3.4 咬入角计算 (16)3.4.1绝对压下量 (18)3.4.2 相对压下量 (18)3.4.3 相对压下量计算 (18)3.4.4 接触弧长 (18)3.4.5 中性角 (18)3.4.6 前滑值 (20)3.4.7 采利克夫方法计算轧制时的平均单位压 (20)3.5 机架强度计算 (22)参考文献 (27)第1章绪论1.1 轧钢生产在国民经济中的主要地位与作用轧钢生产是将钢锭及连续铸坯轧制成材的生产环节。
单机架可逆式冷轧机PLC控制方法
编译检查无误下载到 PLC 的 CPU 模块中后, 硬件组 态完成。 1.2 总体程序结构
PLC 主流程主要包括机组部分和压下部分。 机组 部分所涉及的范围较广,要同时考虑液压泵、润滑泵 等。 在机组单动的时候,主传动电机与辊道电机相互 独立,均由 PLC 控制。 在机组连动时,正常启动其他外 部 设 备 后 ,PLC 向 主 电 机 控 制 单 元 发 送 运 行 信 号 ,接 收到该信号后,主控单元开始检测内部装置,在检测 完电枢、内部风机、水泵等各状态正常 后 向 PLC 发 出 主 电 机 正 常 信 号 ,PLC 接 收 到 主 电 机 发 出 的 正 常 信 号,同时检测到辊道、液压泵、润滑泵等设备正常后便 向主传动电机、辊道电机发出允许运行信号。 压下部 分主要指压下电机调整压下辊的辊缝,辊缝的大小直 接影响加工的精度,它与机组部分相互独立。
1 冷轧机组 PLC 程序设计
控制系统软件是 Siemens 公司的 STEP7, 通过它 可以对 PLC 系统的硬件和网络进行组态,编辑、上传、 下载用户程序,在线监测、调试、修改程序,并可对程 序运行调试过程中出现的警告信息和故障进行在线 诊断。 控制系统为分布式控制系统,PLC 作为主站,调 速系统与远程 I/O 为 从站, 信息通过 PROFIBUS-DP 网传输。
MUL_R EN ENO
MD100 IN1 OUT MD100
#Roll_set 直径给定
#Roll_set IN2
UML_R EN ENO
MD100 IN1 OUT MD100
3.140000e+ 000 IN2
图1 主轧机线速度求取 PLC 梯形图
(2)左卷取机速度求取,其梯形图如图 2 所示。 根 据轧制过程中主轧机与卷取机线速度相等的原理,可 求出左卷取机的速度; 右卷取机的转速求取与之类 似。
冷轧带钢卷取机设计
摘要卷取机是冷轧带钢生产的重要设备,将轧制的很长的带钢卷成钢卷,有利于生产、运输和储存。
近年来,冷轧机向高速度、大卷重、自动化方向发展,在卷取机结构上也做了较大的改进。
大张力卷取机要求卷筒强度高,刚度大、带钳口,采用四棱锥卷筒;高速卷取机要求卷筒胀开后外径为一整圆,四棱锥结构卷筒的扇形板对称,动平衡性能好,卷筒飞轮力矩小,棱锥强度高,扇形板刚度大,卷筒可以整体更换,完全适应高速连轧机的卷取要求。
为了满足现代化生产的需要,本次设计的这种新型的带材卷取机,在结构上采用机械钳口的卷筒,卷筒由四块扇形板组成,在扇形板上设有钳口,用于夹紧带钢。
当卷取结束时,通过液压缸推动棱锥轴移动,扇形板收缩卸下带卷。
在设计过程中对卷筒的径向压力进行了精确的计算,并对卷筒强度进行了准确校核。
同时,还对卷筒胀缩机构的液压缸和钳口等部件进行了详细的受力分析和相关计算,最后还对卷取机在使用过程中应注意的问题进行了详细的论述。
关键词:空心轴、棱锥轴、扇形板、钳口ABSTRACTThe coiler is the important equipment in cold-strip steel production.It is advantageous in the production, the transportation and the storage to be rolling in a long strip. In recent years, the cold-rolling mill to the high-speed, re-Large, automated way, the structure of the coiler has done a great improvement. The tension coiler request the reel have a high strength, stiffness. The big tensity coiler request the reel have a high intensity, a big rigidity,with a mouth of the tongs, uses four pyramid reels on the rolling. The outer diameter must be form an entire circle when the high speed coiler open the roll.The configuration of the four pyramid reels will be symmetrically, the transient equilibrium performance is good,the flywheel torque of the reel is small,the intensity of the pyramid shaft is high, the stiffness of the sector plates is big,the reel may be overall replacement, adapt the high speed rolling mill to roll.In order to meet the needs of modern production, I design this kind of new strip coiler. Uses the mechanical mouth of the tongs in the reel structure. The reel is composed of four sector plates.The mouth of the tongs in the sector plates is used to clamping the strip. At the end of the coiling, the hydraulic cylinder promotes the pyramid shaft migration, the mouth of the tongs will be shrink, the quadrant contraction to unload the reel. In the design process make an accurately count to the radial pressure. To verify the intensity of the reel by rule and line. Contemporary, analyzed the presse and relatively count for the shrank parts and hydraulic cylinder. The end of the design discuss the questions which should be pay attention in the use process.Key words: hollow shaft,pyramid shaft,sector plates,mouth of the tongs目录前言 (1)第1章卷取机简介 (2)第2章冷轧带钢卷取机 (5)2.1 冷轧带钢卷取机的工作特点与类型 (5)2.2 冷带钢卷取的工艺特点 (5)2.3 冷带钢卷取机的结构 (7)第3章卷筒式卷取机设计 (13)3.1 卷筒结构形式的选择 (13)3.2 主要参数的确定 (14)3.3 卷筒径向压力计算 (17)3.4 卷筒强度条件 (20)3.5 卷筒胀缩机构受力分析 (21)3.6 卷筒钳口液压缸夹紧力计算 (26)3.7 轴向胀缩液压缸行程计算 (28)第4章卷取机使用过程中应注意的问题 (30)第5章减速器设计 (31)5.1 初步确定减速器结构和零部件类型 (31)5.2 分配减速器的各级传动比 (31)5.3 计算传动装置的运动和动力参数 (31)第6章空心轴的校核 (33)6.1 按扭转强度条件计算 (33)6.2 按弯扭合成强度条件计算 (34)6.3 精确校核轴的疲劳强度 (37)6.4 静强度安全系数校核 (40)第7章键的校核 (41)结论 (42)参考文献 (43)致谢 (44)附件一 (45)附件二 (53)附件三 (59)附件四 (64)附录 (68)前言随着国家四化建设的发展,国民经济各部门对板、带材的需要愈来愈大,对产品的质量要求也愈来愈高。
单机架可逆轧机

单机架可逆式冷轧机AGC系统刘建星(山东泰钢集团冷轧薄板厂)摘要:对单机架可逆式轧机厚度自动操纵原理进行了介绍,并依据冷轧厂950 单机架可逆式冷轧机的实际情形,重点介绍了轧机的厚度操纵系统数学模型。
关键词:单机架可逆式轧机厚度自动操纵系统模型1前言随着生产的进展和技术的进步,用户对板厚精度的要求也愈来愈高,如何选择一个适合自身设备条件及工艺要求的厚度自动操纵系统(Automatic Gauge control简称AGC),关于一个轧钢厂来讲相当重要。
本文以西安重型机械研究所为泰钢设计的950mm冷轧机为例,重点介绍了轧机AGC自动操纵系统数学模型。
2单机架可逆式轧机AGC技术介绍厚度自动操纵(AGC) 策略在进行厚度自动操纵时,要用到轧制时的弹塑性曲线来表示轧件和轧机的彼此作用,如图1所示。
图1 轧制时的弹塑性曲线依照轧制时的弹塑性曲线可得出弹跳方程:h = S0 + ( P - P0 )/K (1)式中S0 ———预压靠时的原始辊缝P ———轧制时轧制压力P0 ———预压靠时轧制压力K———轧机刚度系数为了排除各类缘故造成的厚差,运用轧制时的弹塑性曲线,可采纳各类不同的厚度调剂方案和方法,具体有如下几种方式。
调压下。
调压下是厚度操纵最要紧的方式,经常使用来排除由于轧件和工艺方面的缘故阻碍轧制压力而造成的厚度差,调压下方式包括反馈式、厚度计式、前馈式、秒流量法液压式等厚度自动操纵系统,普遍应用于热连轧、冷连轧的头几机架、单机架冷轧机上。
调张力。
调张力即利用前后张力的转变来改变轧件塑性变形线的斜率以操纵厚度。
这种方式在冷轧薄板时用得较多。
但目前在冷轧厚度操纵时不单独应用此法,往往采纳调压下与调张力相互配合的联合方式。
调轧制速度。
轧制速度的转变阻碍到张力、温度和摩擦系数等因素的转变,故可通过调速来调张力和温度,从而改变厚度。
单机架冷轧机厚度自动操纵技术关于单机架冷轧机的AGC操纵,由于其结构简单,因此厚控方式也多种多样。
1200mm单机架六辊可逆冷轧机组项目机械设备和液压AGC系统的设计
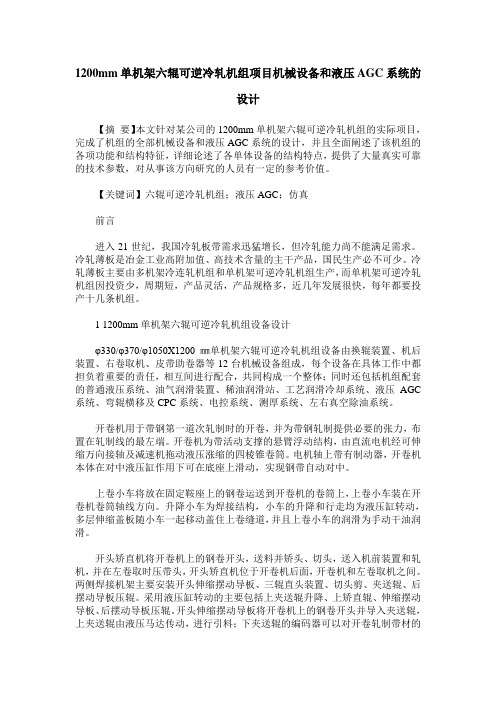
1200mm单机架六辊可逆冷轧机组项目机械设备和液压AGC系统的设计【摘要】本文针对某公司的1200mm单机架六辊可逆冷轧机组的实际项目,完成了机组的全部机械设备和液压AGC系统的设计,并且全面阐述了该机组的各项功能和结构特征,详细论述了各单体设备的结构特点,提供了大量真实可靠的技术参数,对从事该方向研究的人员有一定的参考价值。
【关键词】六辊可逆冷轧机组;液压AGC;仿真前言进入21世纪,我国冷轧板带需求迅猛增长,但冷轧能力尚不能满足需求。
冷轧薄板是冶金工业高附加值、高技术含量的主干产品,国民生产必不可少。
冷轧薄板主要由多机架冷连轧机组和单机架可逆冷轧机组生产,而单机架可逆冷轧机组因投资少,周期短,产品灵活,产品规格多,近几年发展很快,每年都要投产十几条机组。
1 1200mm单机架六辊可逆冷轧机组设备设计φ330/φ370/φ1050X1200㎜单机架六辊可逆冷轧机组设备由换辊装置、机后装置、右卷取机、皮带助卷器等12台机械设备组成,每个设备在具体工作中都担负着重要的责任,相互间进行配合,共同构成一个整体;同时还包括机组配套的普通液压系统、油气润滑装置、稀油润滑站、工艺润滑冷却系统、液压AGC 系统、弯辊横移及CPC系统、电控系统、测厚系统、左右真空除油系统。
开卷机用于带钢第一道次轧制时的开卷,并为带钢轧制提供必要的张力,布置在轧制线的最左端。
开卷机为带活动支撑的悬臂浮动结构,由直流电机经可伸缩万向接轴及减速机拖动液压涨缩的四棱锥卷筒。
电机轴上带有制动器,开卷机本体在对中液压缸作用下可在底座上滑动,实现钢带自动对中。
上卷小车将放在固定鞍座上的钢卷运送到开卷机的卷筒上,上卷小车装在开卷机卷筒轴线方向。
升降小车为焊接结构,小车的升降和行走均为液压缸转动,多层伸缩盖板随小车一起移动盖住上卷缝道,并且上卷小车的润滑为手动干油润滑。
开头矫直机将开卷机上的钢卷开头,送料并矫头、切头,送入机前装置和轧机,并在左卷取时压带头,开头矫直机位于开卷机后面,开卷机和左卷取机之间。
可逆冷轧机设计
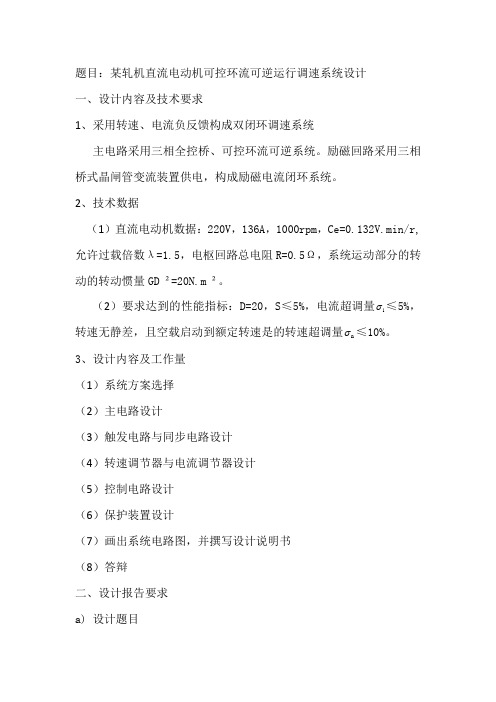
题目:某轧机直流电动机可控环流可逆运行调速系统设计一、设计内容及技术要求1、采用转速、电流负反馈构成双闭环调速系统主电路采用三相全控桥、可控环流可逆系统。
励磁回路采用三相桥式晶闸管变流装置供电,构成励磁电流闭环系统。
2、技术数据(1)直流电动机数据:220V,136A,1000rpm,Ce=0.132V.min/r,允许过载倍数λ=1.5,电枢回路总电阻R=0.5Ω,系统运动部分的转动的转动惯量GD ²=20N.m ²。
(2)要求达到的性能指标:D=20,S≤5%,电流超调量σ≤5%,i转速无静差,且空载启动到额定转速是的转速超调量σ≤10%。
n3、设计内容及工作量(1)系统方案选择(2)主电路设计(3)触发电路与同步电路设计(4)转速调节器与电流调节器设计(5)控制电路设计(6)保护装置设计(7)画出系统电路图,并撰写设计说明书(8)答辩二、设计报告要求a)设计题目b)目录c)简要说明书设计内容、用途及特点d)本设计达到的性能指标e)本设计的基本原理f)设计方案选择g)具体各部分电路的设计过程、相关计算及元器件选择等h)绘制电路图i)参考文献、附录、设计总结(心得体会)三、进度安排该综合训练计划学时三周(15天)时间,进度安排如下:1、调速系统设计8天2、实验室7天四、主要参考文献1、电力拖动自动控制系统(第四版)机械工业出版社上海大学陈伯时主编。
2、电气传动自动化技术手册(第四版)机械工业出版社天津电气传动研究所编著目录1系统组成及工作原理 (4)1.1系统组成 (4)1.2工作原理图 (4)2 电路的设计 (6)2.1给定及偏移电源 (6)2.2双环调节器电路 (6)2.2.1转速调节器 (6)2.2.2电流调节器 (7)2.3触发器的设计 (7)2.4主电路的设计 (8)2.5转速及电流检测电路 (9)2.6反相器的设计 (10)3 调节器的参数整定 (11)3.1电流调节器参数整定 (12)3.2转速调节器设计 (13)3.2.1电流环的等效闭环传递函数 (13)3.2.2转速调节器结构的选择 (14)3.2.3转速调节器参数的选择 (15)3.2.4检验近似条件及转速超调量 (15)3.2.5转速调节器的实现 (16)设计总结与体会 (17)参考文献 (1)8附录.................................................................. (19)第一章绪论1.1设计背景可逆冷轧机为单机架轧机,进行多道次钢带可逆轧制。
浅谈冷连轧机组卷取段设备设计及自动化控制
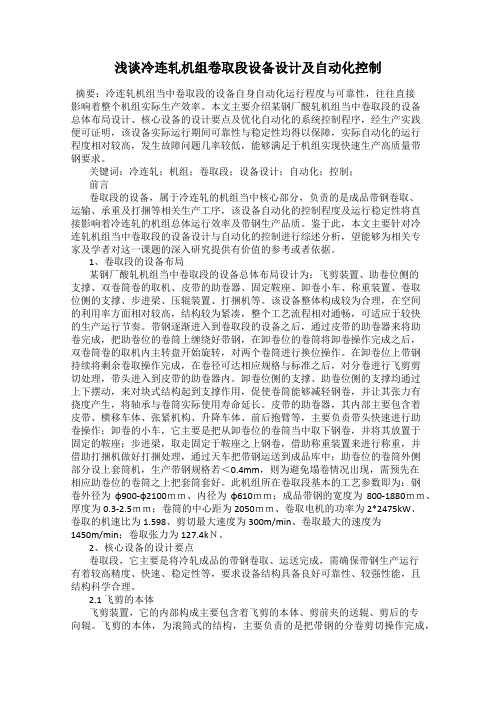
浅谈冷连轧机组卷取段设备设计及自动化控制摘要:冷连轧机组当中卷取段的设备自身自动化运行程度与可靠性,往往直接影响着整个机组实际生产效率。
本文主要介绍某钢厂酸轧机组当中卷取段的设备总体布局设计、核心设备的设计要点及优化自动化的系统控制程序,经生产实践便可证明,该设备实际运行期间可靠性与稳定性均得以保障,实际自动化的运行程度相对较高,发生故障问题几率较低,能够满足于机组实现快速生产高质量带钢要求。
关键词:冷连轧;机组;卷取段;设备设计;自动化;控制;前言卷取段的设备,属于冷连轧的机组当中核心部分,负责的是成品带钢卷取、运输、承重及打捆等相关生产工序,该设备自动化的控制程度及运行稳定性将直接影响着冷连轧的机组总体运行效率及带钢生产品质。
鉴于此,本文主要针对冷连轧机组当中卷取段的设备设计与自动化的控制进行综述分析,望能够为相关专家及学者对这一课题的深入研究提供有价值的参考或者依据。
1、卷取段的设备布局某钢厂酸轧机组当中卷取段的设备总体布局设计为:飞剪装置、助卷位侧的支撑、双卷筒卷的取机、皮带的助卷器、固定鞍座、卸卷小车、称重装置、卷取位侧的支撑、步进梁、压辊装置、打捆机等。
该设备整体构成较为合理,在空间的利用率方面相对较高,结构较为紧凑,整个工艺流程相对通畅,可适应于较快的生产运行节奏。
带钢逐渐进入到卷取段的设备之后,通过皮带的助卷器来将助卷完成,把助卷位的卷筒上缠绕好带钢,在卸卷位的卷筒将卸卷操作完成之后,双卷筒卷的取机内主转盘开始旋转,对两个卷筒进行换位操作。
在卸卷位上带钢持续将剩余卷取操作完成,在卷径可达相应规格与标准之后,对分卷进行飞剪剪切处理,带头进入到皮带的助卷器内。
卸卷位侧的支撑、助卷位侧的支撑均通过上下摆动,来对块式结构起到支撑作用,促使卷筒能够减轻钢卷,并让其张力有挠度产生,将轴承与卷筒实际使用寿命延长。
皮带的助卷器,其内部主要包含着皮带、横移车体、张紧机构、升降车体、前后抱臂等,主要负责带头快速进行助卷操作;卸卷的小车,它主要是把从卸卷位的卷筒当中取下钢卷,并将其放置于固定的鞍座;步进梁,取走固定于鞍座之上钢卷,借助称重装置来进行称重,并借助打捆机做好打捆处理,通过天车把带钢运送到成品库中;助卷位的卷筒外侧部分设上套筒机,生产带钢规格若<0.4mm,则为避免塌卷情况出现,需预先在相应助卷位的卷筒之上把套筒套好。
1250mm十八辊单机架可逆冷轧机组的设计及应用
1250mm 十八辊单机架可逆冷轧机的设计及应用苏明1,尤磊1,黄煜1(中国重型机械研究院,陕西西安710032)摘要:介绍了十八辊轧机的特点,用于冷轧碳钢,特别是合金钢,不锈钢等薄板带产品,并详述了中国重型研究院有限公司自主研发和成套的国内首套的1250mm 十八辊单机架可逆式冷轧机组的设备组成,采用的新技术,主要技术参数及装机水平。
关键词:冷轧单机架十八辊新技术Design and Application of 125250mm 0mm 1818-High -High Single Single-stand-stand Reversing Cold Mill Su Ming 1,You Lei 1,Huang Yu 1(China Heavy Machinery Research Institute ,Xi’an 710032,China )ABSTRACT This paper introduces the specialty of the 18-high single-stand reversing cold mill ,it is used for producing carbon steel ,specially alloy steel,sheet and strip.It discourses on the composition and the new technological parameters and installation level of the 1250mm 18-High Single-stand Reversing Cold Mill developed by China heavy machinery research institute 。
KEWWORDS Cold-reduced Single-stand 18-high mill New technology1前言近年来国内外市场对冷轧板带需求日益增长,国内冷轧板的成品厚度大多在0.1mm 以上,对于0.1mm 及以下的极薄带材来说,普通的六辊轧机,无论是单机架,还是连轧,轧制起来都比较困难。
900四辊可逆冷轧机压下规程设计及机架设计与分析

1200四辊可逆冷轧机压下规程设计及机架设计与分析学院:机械工程学院班级:09级轧钢2班组员:岳猛超付振冲张刚廉慧祁福亮指导教师:许秀梅王健燕山大学专业综合训练(论文)任务书院(系):机械工程学院基层教学单位:冶金系一、 原料及设计技术参数1.1、原料:08F 来料尺寸4.2mm ×1050mm 成品尺寸0.6mm ×1050mm Q235 来料尺寸4.2mm ×1050mm 成品尺寸0.6mm ×1050mm Q195 来料尺寸3.5mm ×1050mm 成品尺寸0.65mm ×1050mm1.2、成品出口速度v=8m/s 。
1.3、开卷机最大张力6吨,卷取机最大张力35吨。
二、 轧辊尺寸的预设定设计课题为“1200四辊可逆冷轧机压下规程设计及机架设计与分析”,则工作辊的辊身长度 L=1200mm ,辊身长度确定后即可根据经验比例值法确定轧辊直径,冷轧板带轧机1L / 2.3~3.0D = 常用比值为2.5 ~ 2.9;2L /0.8~1.8,D = 常用比值为0.9~ 1.4;21/ 2.3~3.5,D D =常用比值为2.5 ~ 2.9;对于支撑辊传动的四辊轧机,一般取21/3~4,D D =其中L 为辊身长度,1D 为工作辊直径,2D 为支承辊直径。
取 L/1D =2.5,12/3,D D =L=1200mm , 1D =480mm , 2D =1440mm三、 压下规程制定3.1、压下规程制定的原则及要求压下规程设计的主要任务是确定由一定来料厚度的板坯经过几个道次后轧制成为用户所需求的,满足用户要求的板带产品。
在此过程中确定所需采用的轧制方法,轧制道次及每个道次压下量的大小,在操作上就是要确定各道次辊缝的位置和转速。
因此,还要涉及到各道次的轧制速度,轧制温度,前后张力及道次压下量的合理分配。
在此过程中,主要考虑设备能力和产品质量,设备能力主要包括咬入条件,轧辊强度和电机功率三个要素,而产品质量主要包括几何精度和力学性能。
单机架可逆式冷轧机PLC控制策略研究
单机架可逆式冷轧机plc控制策略研究xx年xx月xx日CATALOGUE目录•绪论•单机架可逆式冷轧机基础知识•plc控制基础知识•单机架可逆式冷轧机plc控制策略设计•单机架可逆式冷轧机plc控制策略应用与分析•结论与展望01绪论1研究背景与意义23工业是国民经济的主导产业,其发展水平直接影响到国家的经济实力和国际地位。
工业发展的重要性冷轧机是金属加工行业的重要设备,广泛应用于汽车、航空、石油、化工等领域。
冷轧机的应用领域单机架可逆式冷轧机是一种高效、节能、环保的冷轧设备,具有高精度、高效率、易于操作等优点。
单机架可逆式冷轧机的特点03发展趋势未来单机架可逆式冷轧机将会向着更高的精度、更高的效率、更强的适应性方向发展。
国内外研究现状及发展趋势01国外研究现状在发达国家,由于技术起步较早,冷轧机的设计和制造已经达到很高的水平。
02国内研究现状国内冷轧机的研究和制造虽然起步较晚,但发展迅速,取得了一些重要的成果。
本文主要研究单机架可逆式冷轧机的PLC控制策略,旨在提高设备的控制精度和生产效率。
研究内容本文采用理论分析和实验研究相结合的方法,通过建立数学模型、仿真分析、实验验证等手段进行研究。
研究方法研究内容与方法02单机架可逆式冷轧机基础知识冷轧机是金属轧制中最重要的设备之一,主要用于对金属材料进行压缩、延伸和加工,以获得所需形状、尺寸和性能的产品。
冷轧机的应用范围广泛,涉及到汽车、航空、石油、电力、轻工等多个领域。
冷轧机的简介单机架可逆式冷轧机是一种常见的冷轧机类型,其结构主要由机架、轧辊、工作辊、传动装置和控制系统等组成。
单机架可逆式冷轧机的特点在于其结构简单、紧凑、操作方便,适用于中小型企业和研究机构进行小批量、多品种的生产和研究。
单机架可逆式冷轧机的结构与特点冷轧机的工作原理01冷轧机的工作原理是利用工作辊和轧辊的相对运动,对金属材料进行压缩和延伸,以实现金属材料的变形和加工。
02在冷轧过程中,金属材料被送入轧机后,工作辊和轧辊会按照一定规律相对运动,使金属材料产生变形和加工。
钢厂单机架可逆式冷轧机组施工工法
单机架可逆式冷轧机组施工工法前言****工程,单机架可逆式冷轧机组由法国奥钢联V AI CLECIM 总体设计,电机部分由日本三菱设计,施工技术标准依据国家现行规范、规程、标准;法国奥钢联V AI CLECIM 设计标准;日本三菱设计标准;GB/T9002-ISO9002质量标准;并结合以往施工同类工程经验以及我公司施工能力、技术装备状况制定。
单机架可逆式冷轧机组特点:单机架可逆式冷轧机组的最大轧制速度为1250m/min。
这个速度足以在270天内生产60万吨产品。
年产量一般为30~40万吨/年,最高达80万吨/年。
目前现代化的可逆式冷轧机主要是在提高轧制速度,增大带卷重量,减少轧制道次和提高轧制作业率等方面来提高轧机的生产能力。
现代单机架可逆式冷轧机实现了自动控制,提高了设备和操作的可靠性,减少了停工时间,从而提高了作业率。
此外,现代化单机架可逆式冷轧机操作灵活,与双机架和连续式冷轧机比较,相互影响小,因而轧机作业率比串列式和连续式冷轧机提高4%~10%。
1.施工特点轧机牌坊外形尺寸大,重量重,分片并采用卧式运输。
进入轧机车间后利用车间内80/20T天车翻身;单片牌坊吊装时,吊点设置困难,需制作特殊吊装工具,另外,受厂房空间高度的限制,吊装的难度很大。
单机架可逆式冷轧机组部件较多而且位置紧凑,工序安排合理、紧凑,穿插适宜,从而保证了施工工期和施工效率。
2.适用范围本工法适用于:单机架可逆式冷轧机组安装工程3.工艺原理冷轧生产线工艺设备主要由开卷区设备、轧机入口设备即入口卷取设备、轧机设备、轧机出口设备即出口卷取设备、轧机附属设备五个部分构成。
轧机底座、牌坊、横梁、轨道安装。
试车二次灌浆 液压弯辊块及支撑辊轧机底座、牌坊、横梁、 轨道安装、找正座浆、垫铁布置、标板埋设基础验收、测量放线 二次灌浆工作辊串辊装置 安装、找正 驱动装置 安装、找正 主电机齿接手联接乳化液收集装置安装5.1 牌坊吊装轧机车间内设一台80/20t 天车,单机架可逆式冷轧机组各部件最重77.3t,大部分设备用80/20t 天车吊装,均能满足吊装要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Abstract: Based on the construction and working principle of the tension coiler, the determination of the tension reel parameter and motor parameter and also the design of the reducer are described. It has been proved that this tension coiler can meet the needs of the large tension and high speed in reversing mill line and save the cost of the project. Key words: single stand; tension coiler; tension reel; reducer; design
推卷装置是辅助将卷取完成的钢卷从卷筒上卸下, 由液压缸驱动沿着两根导向柱进行伸缩运动。
压辊装置用于在卷曲结束时压住带尾,防止带尾松 开造成散卷。活动外支撑是在卷取过程中,支撑住卷筒的 悬臂外端,以减小带卷重力和张力作用引起的卷筒的挠 曲变形。 3 卷取机设计计算
某单机架冷轧机组卷取机相关工艺参数见表 1。 3.1 卷筒胀缩缸参数确定
一方面,光传送层的保护措施经常需与数据网 IP 层 的保护策略(如 IGP,即 Internal Gateway Protocol)快速收 敛)进行配合协调,数据网的 Hold-Off 等参数以及光层面 的误码率等指标应该协调配合设定。
另一方面,目前 IP 层保护方式的成熟度尚待进一步 完善,尤其对于长途骨干网的高速 IP 业务。如 GE over WDM 要达到 IGP 的收敛时间小于 1s 的电信级要求,以 目前的 技 术 ,GE 端 口之 间 只 能 通 过 BFD(Bidirectional
结束。随着卷取继续,卷径变大,径向压力 P0 再次 增大,卷筒再次产生自动缩径,如此往复,卷筒自
动缩径是一个动态平衡的过程。
图 1 卷取机结构示意图 1.传动电机 2.胀缩卷筒 3.减速器 4.推卷装置 5.压辊装置 6.活动外支撑
径向压力 P0 的计算不仅是卷筒零件强度和 胀缩缸胀缩力计算的先决条件,而且与卷取质量 直接相关。一般认为卷筒径向压力与卷取张力和
力矩;b 为带钢宽度,mm;h 为带钢厚度,mm;R 为钢卷外
在带钢卷取过程中,卷筒扇形板受到带钢给它的沿 径,mm;σs 为带钢屈服强度,MPa;∑F 为卷筒轴承处的合
110 机械工程师 2012 年第 8 期
学术交流
理论 / 研发 / 设计 / 制造 ACADEMIC COMMUNICATION
小拉力 Q=117kN,设计时考虑一定的安全系数,因此取卷
筒胀缩缸直径 D=250mm。
从式(1)可以看出,液压缸的拉力 Q 和斜楔角 γ 大小
紧密相关,当 tanγ<μ 时,斜楔自锁;tanγ>μ 时,斜楔角越
大,所需的胀缩缸拉力越大;当 tanγ=μ 时,卷筒的润滑条
件对卷筒的工作性能有重要影响。
3.2 电机功率确定
卷取机卷取带材时,正常情况下可以认为张力处于恒
定,卷取线速度恒定,卷取机功率主要由带钢弯曲功率、卷
取张力所需功率、摩擦功率组成,其功率 P 的计算公式为:
P=(M1+M2+M3)V/1000Rη, M1=bh2σs /4, M2=TR, M3=∑Fμd0/2
(2)
式中,M1、M2、M3 分别表示带钢弯曲力矩、张力力矩、摩擦
和钳口压板的斜面运动夹紧带头。同理,胀缩液压缸和钳 口液压缸的反向动作,实现卷筒缩回和钳口松开。由于棱
的。本文采用其计算方法计算卷筒胀缩缸的参数,则卷筒 胀缩缸所需的最小拉力可由下式计算:
锥主轴和扇形板等为整体锻件,刚性好,而且端部容易连 接活动外支撑,因此可以满足大张力和较大卷重的要求。
减速器是实现动力传输的主要部件,此外还支撑着 卷取机的主要结构件,因此必须有足够的强度和刚度。减 速器通过联轴器和电机输出轴相连,卷筒轴即是减速器 的低速轴,通过几组齿轮的相互啮合传动,输出满足工艺 要求的速度和动力。为了满足单机架可逆式冷轧机组卷 取速度和张力的要求,减速器需要设计为可换档变速式。 传动电机是卷取机动力的来源,通过联轴器和减速器将 动力传递给卷筒,传动电机必须满足机组运行的张力和 速度要求,同时要具有较好的经济性。
学术交流
理论 / 研发 / 设计 / 制造 ACADEMIC COMMUNICATION
单机架可逆式冷轧机组卷取机设计
谭刚, 李轲 (中冶赛迪工程技术股份有限公司 冷轧事业部,重庆 401122)
摘 要:基于卷取机的结构和工作原理,介绍了单机架可逆式冷轧机组中卷取机的卷筒参数确定、电机参数确定和减速
胀缩卷筒是卷取机的核心部分,用来承受卷取张力和 带卷直径、带卷和卷筒的径向刚度、带卷层间介质及表面
钢卷自重。由于单机架可逆式冷轧机组卷取张力较大,钢 状态、层间滑动与摩擦及带宽等因素有关。由于这些问题
卷自重较重,原料厚度也较厚,因此一般采用倒四棱锥带 在理论分析和实验研究方面都具有较大难度,多年来国
力,N;d0 为卷筒轴承直径,mm;V 为卷取速度,m/s;η 表示 传动效率,一般取值为 0.85~0.9,本文取为 0.88。
实际生产中,张力力矩在总力矩中占主要作用,带钢
弯曲力矩和摩擦力矩占的比例很小,电机功率可由下式
初步计算 : [3]
பைடு நூலகம்
P=λTV/η
(3)
其中 λ 为功率因素,一般可取值 1.10~1.15,对应的 T
由于采用 OADM 闭合环网结构,部分波道(特别是保护 存在一定的局限性。随着传送网的智能化发展,不仅将起
波道)在环内被 EDFA 循环放大,可能会导致光功率自激 到链路层的作用,并将提供网络保护层的功能,对承载的
振荡现象,造成系统瘫痪;(4)OMSP 保护采用软件协议 业务实现更完善的保护和更灵活的调度。最终,由传送网
1引言
取和出口卷取,其中一侧卷取时,另外一侧处于开卷状
卷取机是带材生产线上的主要设备之一,张力卷取 态。在第一道次轧制时,带钢厚度厚,卷取张力大,卷取速
机广泛应用于带钢生产和有色带材生产行业中。单机架 度低,随着轧制道次的增加,带钢厚度逐渐变薄,卷取张
可逆式冷轧机组卷取张力大,卷取速度较高,分为入口卷 力也逐渐变小,而卷取速度则逐渐升高。为了满足单机架
610 588~610 1450 2000 800~1250 25 170(卷取速度 V≤640) 103(640<卷取速度 V≤1050) 1050 1.4~4.0
缩 径 , 成品厚度/mm
0.2~1.2
同时径向压力 P0 也随着减小;当径向压力 P0 减小 到胀缩缸拉力能够维持时,溢流阀关闭,自动缩径
为卷取最大张力,V 取值为最大张力对应的卷取速度。工
程实践表明,式(3)计算的电机功率普遍偏小,可以采取
式(4)初步估算电机功率,然后再进行力矩校核确定合适
的电机功率,其中 Vmax 表示机组的最大卷取线速度。
P=TVmax/η
(4)
由于冷轧卷取电机功率一般较大,最高转速 nmax 和
实现,倒换时间较通道保护长,为 50ms。
和 IP 网构成的大承载网将统一在智能光网的系统下,实
3.4 与 IP 层保护策略结合的问题
现从 IP over WDM 到 IP over OTN 的过渡。
IP over WDM 环境下,在确立传送层保护方式的时 候,亦需对目前 IP 层保护方式的典型应用和缺陷有一个 比较深入的了解。
可逆式冷轧机组工艺要求,必须设计一种大张力卷取机, 径 向 方 向 的 压
表 1 机组工艺参数表
既能满足卷取的张力要求,又能满足卷取的速度要求。本 文介绍了一种可机械换档式的张力卷取机的主要结构和 参数设计计算过程。 2 卷取机结构和工作原理
单机架可逆式冷轧机组卷取机主要由胀缩卷筒、减 速器、传动电机、推卷装置、压辊装置以及活动外支撑等 组成,其主要结构如图 1 所示。
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
3.3 光复用段保护方式
Forwarding Detection)for IGP 的方式缩短线路的故障发
OMSP 保护方式有如下一些技术缺点或不足,在应 现时间;而由于不同厂家的 BFD 存在兼容性问题,且不
Q=2 姨 2 η′DT(tanγ-μ)/πfd
(1)
其中,D 表示钢卷外径,mm;T 表示卷取张力,N;η′表示液
压缸机械效率;γ 表示卷筒斜楔角,(°);μ 表示主轴与斜
楔块的摩擦系数;f 表示带钢层间的摩擦系数;d 表示钢
卷内径,mm。卷筒的斜楔角 γ=7°,摩擦系数 f=0.18,摩擦
系数 μ=0.08,液压缸机械效率 η′=0.98,则可得液压缸最
6
54
3
2
1
力 P0,随着卷取 卷筒工作直径/mm
的不断进行,径 卷筒胀缩范围/mm 向压力 P0 也随 卷筒有效长度/mm 着增大,当其增 钢卷最大外径/mm
带钢宽度/mm
大到胀缩缸拉
最大卷重/t
力无法维持时, 胀 缩 缸 溢 流 阀 带钢卷取张力/kN
打开,卷 最大卷取速度/m·min-1
筒 自 动 原料厚度/mm
的难度;(2) 光复用段保护方式适用于闭合的 OADM 环 障检测和自动倒换,将有较大的风险。