钛合金膝关节胫骨平台锻造防护润滑技术研究
Co_Cr_Mo人工关节的精密锻造技术
退火 :1 050 ℃保
3
1 180
℃ FR235 水基石墨
温 40 min 空冷 ; 固溶 :1 040 ℃保
温 1 h 油冷 。
模具加 热温度 200~ 300 ℃
200~ 300 ℃
200~ 300 ℃
锻件效果
表面质量 、力学 性能较好 ,尺寸 稳定性差
表面质量 、力学 性能 和 尺 寸 稳 定性较好
表 1 Co2Cr2Mo 合金锻棒落锤试验
序号 1
加热制度 970 ℃
防护润滑条件 FR235 、云母片
极限变形量 ( %) 45
2
1 020 ℃
FR235 、云母片
50
3
1 070 ℃
FR235 、云母片
50
4
1 120 ℃
FR235 、云母片
65
5
1 170 ℃
FR235 、云母片
70
6
1 190 ℃
锻件的厚度也就不同 ,为使锻件厚度一致 ,必须使机 械压力机每个锻造行程的机床总变形相同 ,即把机 械压力机的常规变载荷锻造变成恒载荷锻造 。实现 恒载荷锻造的方法是把开式模锻的工艺装备改成闭 式模锻的工艺装备如图 1 。借助于吻合板固定压力 机行程 ,依靠精密垫板使压力机在每一锻造行程都 输出相同 ,且稍大于本批每个锻件变形所需要的载 荷 ,即把机械压力机变载荷和锻件变厚度的常规模 锻变成恒载荷精锻 。
≥665 ≥450
≥8
-
由表 3 所知 ,Co2Cr2Mo 合金人工髋关节精密模 锻件经热处理后具有较好的力学性能 ,在其柄部所 取试样的各项常规力学性能指标均远远超过中国医 药标 准 YY 01171 3293 和 国 际 标 准 ISO 583224 : 1996 ( E) 对骨关节假体的要求 。
生物医用Ti-Sn涂覆层合金的制备及其摩擦性能研究
湘潭大学学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权湘潭大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
涉密论文按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日摘要新型β钛基形状记忆合金Ti-7.5Nb-4Mo-2Sn由于具有较低的弹性模量、优异的超弹性能、良好的生物相容性和耐腐蚀性,在生物医用植入材料方面具有广泛的应用前景。
为了改善该合金表面硬度低、耐磨性能差的问题,本文进行了涂覆层合金成分设计,开发和制备了Ti-x Sn系列合金,研究了Sn含量对Ti-Sn合金显微组织和耐磨性能的影响。
然后选取性能最优的Ti-Sn合金,以预置薄片的方式通过激光熔覆制备得到Ti-Sn涂层,并对不同扫描速度下表面改性层的组织、硬度、温度场分布、表面耐磨性能等进行了研究。
其主要结论如下:(1)从生物医用熔覆层合金设计角度制备了Ti-x Sn系列合金,研究了Sn 含量对Ti-x Sn合金显微组织和耐磨性能的影响。
结果表明,当合金中Sn含量从6at.%-20at.%变化时,β相含量和合金表面硬度与耐磨性能直接相关联,即β相含量少,硬度高、耐磨性好。
其中以Ti-10Sn表面硬度最高,耐磨性能最好。
(2)成功在Ti-7.5Nb-4Mo-2Sn合金表面激光熔覆制备Ti-10Sn涂层,基体与涂层获得冶金结合且连接界面无明显孔洞和缺陷,表面硬度和耐磨性能得到明显提高。
钛合金叶片无余量精锻工艺用玻璃防护润滑剂的研究
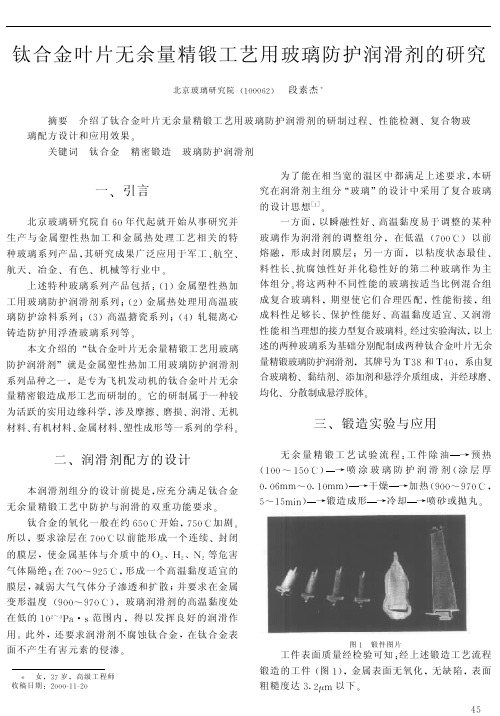
钛合金叶片无余量精锻工艺用玻璃防护润滑剂的研究北京玻璃研究院 100062D段素杰摘要介绍了钛合金叶片无余量精锻工艺用玻璃防护润滑剂的研制过程~性能检测~复合物玻璃配方设计和应用效果G关键词钛合金精密锻造玻璃防护润滑剂女 37岁 高级工程师收稿日期:2000-11-20一~引言北京玻璃研究院自60年代起就开始从事研究并生产与金属塑性热加工和金属热处理工艺相关的特种玻璃系列产品 其研究成果广泛应用于军工~航空~航天~冶金~有色~机械等行业中G上述特种玻璃系列产品包括: 1D 金属塑性热加工用玻璃防护润滑剂系列; 2D 金属热处理用高温玻璃防护涂料系列; 3D 高温搪瓷系列; 4D 轧辊离心铸造防护用浮渣玻璃系列等G本文介绍的~钛合金叶片无余量精锻工艺用玻璃防护润滑剂 就是金属塑性热加工用玻璃防护润滑剂系列品种之一 是专为飞机发动机的钛合金叶片无余量精密锻造成形工艺而研制的G 它的研制属于一种较为活跃的实用边缘科学 涉及摩擦~磨损~润滑~无机材料~有机材料~金属材料~塑性成形等一系列的学科G二~润滑剂配方的设计本润滑剂组分的设计前提是 应充分满足钛合金无余量精锻工艺中防护与润滑的双重功能要求G 钛合金的氧化一般在约650C 开始 750C 加剧G 所以 要求涂层在700C 以前能形成一个连续~封闭的膜层 使金属基体与介质中的O 2~H 2~N 2等危害气体隔绝;在700~925C 形成一个高温黏度适宜的膜层 减弱大气气体分子渗透和扩散;并要求在金属变形温度 900~970C D 玻璃润滑剂的高温黏度处在低的102~3Pa -S 范围内 得以发挥良好的润滑作用G 此外 还要求润滑剂不腐蚀钛合金 在钛合金表面不产生有害元素的侵渗G为了能在相当宽的温区中都满足上述要求 本研究在润滑剂主组分~玻璃 的设计中采用了复合玻璃的设计思想[1]G一方面 以瞬融性好~高温黏度易于调整的某种玻璃作为润滑剂的调整组分 在低温 700C D 以前熔融 形成封闭膜层;另一方面 以粘度状态最佳~料性长~抗腐蚀性好并化稳性好的第二种玻璃作为主体组分G 将这两种不同性能的玻璃按适当比例混合组成复合玻璃料 期望使它们合理匹配 性能衔接 组成料性足够长~保护性能好~高温黏度适宜~又润滑性能相当理想的接力型复合玻璃料G 经过实验淘汰 以上述的两种玻璃系为基础分别配制成两种钛合金叶片无余量精锻玻璃防护润滑剂 其牌号为T 38和T 40 系由复合玻璃粉~黏结剂~添加剂和悬浮介质组成 并经球磨~均化~分散制成悬浮胶体G三~锻造实验与应用无余量精锻工艺试验流程:-工件除油预热- 100~150C D喷涂玻璃防护润滑剂 涂层厚0.06mm ~0.10mm -D -干燥加热 900~970C 5~15min -D --锻造成形冷却喷砂或抛丸G图1锻件图片工件表面质量经检验可知:经上述锻造工艺流程锻造的工件 图1D 金属表面无氧化 无缺陷 表面粗糙度达3.2Mm 以下G54四~T 38和T 40玻璃防护润滑剂性能测试对T 38和T 40玻璃防护润滑剂9根据实际需要进行了以下性能测试O1.玻璃防护润滑剂中复合玻璃的性能测试表1复合玻璃的高温粘度温度C C D 87090092593095097010001050高温粘度lgv C Pa -S D进口料 2.68 2.42 2.25 2.24 2.12 2.04 1.83 1.60T 383.11 2.90 2.76 2.76 2.64 2.55 2.40 2.15T 402.18 2.02 1.86 1.87 1.74 1.43 1.20注2高温粘度的测试采用内柱体旋转法粘度仪O 图2玻璃防护润滑剂高温粘度C 横坐标为温度;纵坐标为高温粘度D表2复合玻璃的高温特征点[2]软化点C C D 半球点C C D流动点C C D进口料643764794T 38775829860T 40667767826注2高温特征点的测试使用 型高温物性测试仪O测试结果表明2进口料的高温粘度值居于T 38与T 40中间O T 40与进口料的高温特征点数据极为接近9T 38略高于T 40与进口料O 总之9在树脂完全灼失以后9这3种玻璃材料粘度的变化9在进入软化状态77半球C 熔融D 状态77流动状态的过程中是大体一致的O2.玻璃防护润滑剂的防护润滑性能测试上述测试结果表明2T 38和T 40均起到了防氧化的作用9其中T 38的抗氧化性能优于T 40;T 40~表3玻璃防护润滑剂的防护润滑性能项目进口料防护试样T 38防护试样T 40防护试样无防护试样实验方法及标准抗氧化增重氧化增重C g /m 2D 氧化速度C g /m 2hr D评定氧化层厚C mm D无数据0.02390.7962 3.61460.1792 5.972843.3926抗氧化弱抗氧化不抗氧化~B 5258-83无无0.03 B 224-87摩擦系数C D 0.06-0.080.08-0.090.05-0.070.50~B 7065-04T 38与进口料的摩擦系数接近9且数值均小于0.19说明T 40~T 38均具备良好润滑性能9其中9T 40的润滑性能明显优于进口料O 五~讨论与结论C 1D 生产应用中9玻璃防护润滑剂涂覆于金属表面9在加热和锻造过程中可起到防氧化~润滑~绝热~降低锻件的变形抗力和提高模具的使用寿命等作用O 特别是钛合金叶片无余量精锻工艺用玻璃防护润滑剂9由于能保证无余量精锻工艺的苛刻要求9就可以在直接获得更高表面质量的基础上9免去后续机加工9节约金属9节省工时9降低产品成本OC 2D T 38~T 40玻璃防护润滑剂属于金属塑性热加工用玻璃防护润滑剂系列产品的一部分O 它的研制成功再次说明2某一特定品种的玻璃防护润滑剂9只能适合一定类型的合金9适用于一个变形范围9一种或几种变形方式9多用途~万能的玻璃防护润滑剂实际上是不可能存在的O 随着新工艺~新技术~新材料层出不穷9玻璃润滑剂亦需不断拓展9系列化的玻璃润滑剂需继续努力完善OC 3D 所研制的T 38~T 40钛合金无余量精锻玻璃防护润滑剂9其技术指标达到了预定的课题合同要求9能满足并且已经实用于钛合金无余量精锻工艺9产品质量合格9防护润滑效果好9无毒9使用简便9性能达到或优于进口料的水平O 这两个品种替代了国外进口的同类产品9性能达到国际先进水平9填补了国内空白9具有较好社会和经济效益O参考文献1C 苏D CC 索采夫著9陆索译.金属加热用保护涂层.北京2机械工业出版社91979.2德国工业标准DIN 51730全国锻压学会2001年活动计划1.2001年8月冲压学术委员会在长春举行冲压年会O2.2001年3季度特轧委员会举行特轧学术交流会9地点待定O3.2001年4季度旋压学术委员会举行第九届旋压年会9地点待定O4.2001年锻压设备委员会组织新世纪锻压新技术交流暨锻压装备及辅件供求洽谈会O 时间地点待定O5.2001年3季度加热委员会与上海锻压学会联合举办加热炉学术会议O6.2001年8月内蒙锻压学会举行第二届年会O7.2001年锻压学会理事及秘书长会议将选在西部举行9拟选四川成都~德阳及新疆等地O8.2001年10月8~11日组团参展或参观英国伯明输国际锻造展~金属板材加工展~工业炉展~模具展等O9.2001年11月11~14日组团参展或参观美国芝加哥国际金属加工制造展览会O64钛合金叶片无余量精锻工艺用玻璃防护润滑剂的研究作者:段素杰作者单位:北京玻璃研究院刊名:锻压技术英文刊名:FORGING & STAMPING TECHNOLOGY年,卷(期):2001,26(1)被引用次数:8次索采夫;陆索金属加热用保护涂层 19792.DIN 51730.德国工业标准1.王淑云.李辉忠.李惠曲.计晟.李光远钛合金锻造用玻璃防护润滑剂的研制[期刊论文]-锻压技术2003,28(4)2.段素杰.李锡春.DUAN Su-jie.LI Xi-chun钛合金精锻工艺用T281环保型玻璃防护润滑剂[期刊论文]-锻压技术2010,35(1)3.段素杰.李锡春T281环保型钛合金精锻工艺用玻璃防护润滑剂[会议论文]-20094.李锡春.段素杰.马晓潮不锈钢大叶片精锻玻璃防护润滑剂[会议论文]-20075.向国权.吴炬.程先华.Xiang Guoquan.WU Ju.Cheng Xianhua玻璃润滑剂在ECAE过程中润滑行为的有限元模拟[期刊论文]-润滑与密封2005(4)6.吕步云金属材料在热压变形中用玻璃防护润滑剂[会议论文]-20067.李飞.吴伏家.LI Fei.WU Fu-jia钛合金等温锻造中润滑的应用研究[期刊论文]-机械管理开发2008,23(2)8.王淑云.段素杰.李惠曲.东赟鹏.陈由红.孙兴.WANG Shu-yun.DUAN Su-jie.LI Hui-qu.DONG Yun-peng.CHEN You-hong.SUN Xing不锈钢锻造用玻璃防护润滑剂[期刊论文]-锻压技术2009,34(6)9.段素杰钛合金热挤压工艺玻璃防护润滑技术的研究[会议论文]-200710.冯朝辉.孙刚.张显峰.李园春.顾家琳.陆政.李光远.FENG Zhao-hui.SUN Gang.ZHANG Xian-feng.LI Yuan-chun. GU Jia-lin.LU Zheng.LI Guang-yuan TC4钛合金膝关节胫骨平台锻造防护润滑技术研究[期刊论文]-锻压技术2006,31(4)1.傅蔡安.陈佩胡叶片数控砂带复合磨削加工方法的研究[期刊论文]-机械制造 2007(12)2.段素杰.李锡春钛合金精锻工艺用T281环保型玻璃防护润滑剂[期刊论文]-锻压技术 2010(1)3.王淑云.段素杰.李惠曲.东赟鹏.陈由红.孙兴不锈钢锻造用玻璃防护润滑剂[期刊论文]-锻压技术 2009(6)4.王淑云.李辉忠.李惠曲.计晟.李光远钛合金锻造用玻璃防护润滑剂的研制[期刊论文]-锻压技术 2003(4)5.陈其芳.王维.乔学亮.陈建国.张韬奇.李世涛玻璃润滑涂料对钛合金模锻的抗氧化防护作用[期刊论文]-材料保护 2011(4)6.冯朝辉.胡兴华.郭鸿镇.姚泽坤.陆政.龚澎Ti-1023钛合金等温超塑性锻造的防护润滑技术研究[期刊论文]-锻压技术 2011(1)7.蔡海娇.叶文君.惠松骁.刘睿热挤压工艺对Ti-6Al-4V钛合金组织与性能的影响[期刊论文]-北京科技大学学报2013(7)8.周飞钛合金复杂构件精密塑性成形技术研究[学位论文]博士后 2005。
TC4钛合金胫骨板的疲劳特性研究

TC4钛合金胫骨板的疲劳特性研究王孟飞;卢曦;侯文亮【摘要】TC4钛合金是一种生物医学金属材料,其疲劳特性对于人体骨骼支撑的应用非常重要.因此,以TC4钛合金胫骨板成品为研究对象,通过四点弯曲疲劳试验,得到胫骨板的S-N曲线,同时获得胫骨板成品在疲劳过程初期刚度维持稳定水平,且基本没有变化;疲劳后期突然下降,呈现突然"死亡"的刚度变化特性以及刚度退化模型.【期刊名称】《农业装备与车辆工程》【年(卷),期】2018(056)003【总页数】4页(P28-31)【关键词】TC4胫骨板;疲劳试验;S-N曲线;刚度特性【作者】王孟飞;卢曦;侯文亮【作者单位】200093 上海市上海理工大学机械工程学院;200093 上海市上海理工大学机械工程学院;200093 上海市上海理工大学机械工程学院【正文语种】中文【中图分类】TG113.250 引言金属材料在目前的生物医用中应用最早,作为生物医用材料主要用来修复骨骼、关节等方面[1],生物医用材料在最初阶段一般采用的是抗腐蚀性能的不锈钢,慢慢发展成为Co-Cr合金。
20世纪40年代钛合金被引入生物医学领域[2]。
研究发现,钛对人体无任何不良反应,20世纪50年代,这一发现进一步被证实[3]。
20世纪60年代后,钛合金作为外科植入材料得到了广泛的研究、发展和应用[4-5],TC4钛合金有密度小、比强度高、耐蚀性强、焊接性优等一系列优点,在航空航天、石油化工、造船、汽车、医药等领域都得到成功的应用。
而其与生物又有很好的相容性[5],从而被广泛地用作外科修复材料。
TC4钛合金胫骨板属于生物医学金属材料,而金属材料在循环载荷下的寿命取决于载荷的大小。
当载荷大于疲劳强度时就会发生疲劳破坏,这种破坏时的寿命遵循一定的规律,即应力—寿命曲线(S-N曲线)。
获得较为准确的S-N曲线对了解材料的疲劳特性具有非常大的作用,而刚度作为金属材料机械特性的一种,是材料或者材料抵抗弹性变形的能力,是金属材料内在质量的常用指标,因此获得TC4钛合金胫骨板的S-N曲线以及刚度特性显得尤为重要。
一种钛合金冷拉伸用润滑涂层研制
图, ?&A7 ,
润滑涂层厚度 BRS 分析 UH5LN LJ&FTMGNN 5M5)KN&N W&LJ BRS
多次拉伸过程中不易脱落。 石墨和二硫化钼是目前最常用的固体润滑剂, 它
图" ?&A7 "
润滑涂层表面形貌
BCDE5FG /HDIJH)HAK EHD )C6D&F5L&MA FH5LNO P 5 Q BRS IJHLHAD5IJ 5M@ P 6 Q 5M5)KN&N HE 65FT NF5LLGD&MA 表" !"#$% & 涂有不同润滑剂的 %&’$()’*+ 合金线材拉伸试验结果 !%’()$% *%(*( +,- !)./0$.12 "$$,3 4)*5 6)++%-%’* $7#-)8"’*( %GMN&)G LGNL&MA DGNC)LN 2&AJ LGMN&)G NLDGNN0 /HDG 65D6N 5M@ HELGM 6DHTGM WJGM LJG W&DGN !*7 , // &N FH)@ @D5WM EDH/ LJG W&DGN !*7 $ // B&/&)5D LH LJG 56HXG /GML&HMG@ B&/&)5D LH LJG 56HXG /GML&HMG@ ZHWGD LGMN&)G NLDGNN0 )GNN 65D6N 5M@ 6DHTGM HFF5N&HM5))K WJGM LJG W&DGN !*7 , // &N FH)@ @D5WM EDH/ LJG W&DGN !*7 $ // B&/&)5D LH LJG 56HXG /GML&HMG@ ZHWGD LGMN&)G NLDGNN0 )GNN 65D6N 5N FH)@ @D5W&MA &M W&DGN !*7 , //[ 5M@ 6DHTGM 5N FH)@ @D5W&MA &M W&DGN !!7 $ // %JG W&DGN !!7 $ // F5M 6G G5N&)K IDHFGNNG@ EDH/ LJG W&DGN !*7 $ // B&/&)5D LH LJG 56HXG /GML&HMG@ %JG W&DGN !!7 , // F5M 6G G5N&)K IDHFGNNG@ EDH/ LJG W&DGN !*7 $ // &M LJDGG I5NNGN FHML&MCHCN)K0 )HWGD LGMN&)G NLDGNN 5M@ J&AJ NCDE5FG \C5)&LK HM W&DGN
医用钛合金表面改性及生物摩擦学性能研究进展
医用钛合金表面改性及生物摩擦学性能研究进展
韩生;王媛;蔺华林;晏金灿;薛原;王宸宸
【期刊名称】《应用技术学报》
【年(卷),期】2024(24)1
【摘要】Ti-6Al-4V合金是目前应用最广泛的骨植入物材料,尤其应用在人工关节、骨椎弓根螺钉等植入物领域。
然而,钛合金材料表面的耐磨性不足和生物惰性是种
植体失效的重要因素。
为了延长钛合金种植体的使用寿命,引入表面改性来提高钛
合金的性能是一种可行的解决方案。
综述了钛合金材料的特性及当前存在的问题,
随后对其表面生物摩擦学性能和生物活性的研究现状进行了一系列分析,并进一步
综述了钛合金表面的改性手段。
结果发现,通过对钛合金进行表面改性,同时提高其
表面的生物摩擦学性能和生物活性,在基础科学技术上仍存在一定的挑战。
因此,后
续研究工作中应着重考虑钛合金表面多功能化处理设计探讨改性后的作用机理,这
具有重要的理论意义和应用价值。
【总页数】8页(P35-42)
【作者】韩生;王媛;蔺华林;晏金灿;薛原;王宸宸
【作者单位】上海应用技术大学化学与环境工程学院
【正文语种】中文
【中图分类】TB31
【相关文献】
1.医用镍钛合金表面多层薄膜的制备及摩擦磨损和耐腐蚀性能*
2.生物医用多孔钛及钛合金表面改性的研究进展
3.钛合金表面改性层的摩擦学性能
4.钛合金牙科修复材料表面渗氮改性的生物摩擦学特性研究
5.Ti及钛合金表面改性在生物医用领域的研究进展
因版权原因,仅展示原文概要,查看原文内容请购买。
TC4钛合金微动磨损损伤及DLC薄膜防护机理研究
TC4钛合金微动磨损损伤及DLC薄膜防护机理研究TC4钛合金微动磨损损伤及DLC薄膜防护机理研究摘要:钛合金在航空、航天、汽车等行业中具有广泛应用,但其微动磨损损伤问题一直限制着其进一步发展。
为了解决这一问题,人们开始研究利用DLC薄膜进行防护。
本文通过对TC4钛合金进行微动磨损实验,研究了DLC薄膜对其微动磨损损伤的防护机理。
实验结果表明,DLC薄膜可以显著降低TC4钛合金的微动磨损损伤,并且具有优良的耐磨性和润滑性能。
关键词:TC4钛合金,微动磨损,DLC薄膜,防护机理,耐磨性1. 引言TC4钛合金是一种常用的高强度、耐腐蚀性能优良的金属材料,在航空、航天、汽车等领域具有广泛应用。
然而,由于其力学性能优异,使用蚀刻对材料表面产生微动摩擦,这导致了TC4钛合金的微动磨损损伤问题。
为了解决这一问题,研究人员开始研究利用DLC(Diamond-Like Carbon)薄膜进行防护。
2. 实验方法为了研究TC4钛合金的微动磨损损伤及DLC薄膜的防护机理,我们设计了以下实验:首先,通过制备不同尺寸的TC4钛合金试样,然后在使用磨损测试仪进行实验前,对试样进行表面喷砂和超声波清洗,以确保表面的一致性。
然后,在实验中使用不同荷载和转速的实验条件,进行微动磨损实验。
最后,通过扫描电镜观察试样表面的磨损情况,并评估DLC薄膜的防护效果。
3. 实验结果与分析实验结果显示,未经处理的TC4钛合金试样在微动磨损实验中受到了严重的磨损损伤,表面形成了大量的划痕和凹坑。
而经过DLC薄膜处理的试样,磨损情况显著减轻,表面状况更加平整。
此外,DLC薄膜试样的耐磨性和润滑性能明显优于未经处理的试样。
4. 机理分析DLC薄膜的防护机理可以从以下几个方面进行解释:(1)DLC薄膜具有优良的硬度和耐磨性,可以抵抗微动磨损导致的划痕和凹坑。
(2)DLC薄膜具有低摩擦系数和良好的润滑性能,可以降低试样表面的摩擦和热量,减少磨损损伤的发生。
yjk-note-TC4钛合金人工关节的精密锻造
工步: 下料一制坯一吹砂一浸涂润滑荆一终锻一吹砂 清理一入库
机械压力机上恒载荷精密锻造原理
1.锻件尺寸的影响因素 锻件尺寸精度包括平面和厚度尺寸精度.平面 尺寸公差由模具加工精度和防止模具错移的工艺装 备来保证,而厚度尺寸精度控制则是机械压力机锻 造的关键问题。从锻造工艺因素对锻件尺寸精度的 影响来看,直接影响锻件厚度尺寸精度的因素有: 1)锻造温度的波动;2)模具温度的影响;3)毛 坯尺寸的影响;4)润滑本身的影响;5)操作速度的 影响。 2.机械压力机恒载荷精密锻造原理 机械压力机采用曲柄连杆机构传递运动和载 荷,在常规模锻条件下.锻造过程的载荷按变形需要 由压力机自动加载.当锻造条件(如毛坯尺寸、加热
.i,.
《tf技术●f工艺》・热抽Z奠术Z00Z卑第1期
万 方数据
形所需要的载荷,即可把机械压力机变载荷和锻件 变厚度的常规模锻变成恒载荷和锻件厚度一致的恒 载荷精锻。
2.机械性能 在锻件的杆部取出拉伸试样(工作部分为 毒5mm×25mm)在室温条件下进行机械性能的测 试,其数据如下表】所示:
TC4钛合金人工关节的精密锻造
胁出i。慨‘8i刚‘帕m8山。。删1。y船mal蛐8坳f
北京百慕航材高科技股份有限公司(100095) 熊震国 杨超林
郝树本 唐至今
B
李园春
【摘要】根据人I关节零件的技术条件要求,确定7其精密模锻的I艺方案。在1 600t曲柄压 力机上利用机械压力机恒载荷精搬方法成功地实现j TC4钍合金人I关节的精密搬造,搬件 符台YY0117.1-93外科植入物骨关节韫侏锻、铸件(TC4钍舍金锻件)标准。
关量词精密模锻^工关节TC4钛合金
Keywords
precision
forging,artificial joints,TC4 titanium alloy
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
使用温度(℃) 800~1000 800~1000 800~950 800~1000 800~1050 800~950 800~1020 800~1000 800~1000
适用工艺
模锻,挤压 模锻,挤压 模锻,挤压 钛合金模锻 模锻,挤压
辊轧 钛合金模锻
等温锻造 等温锻造
5
牌号
适用金属
FR一35
高温合金
钛在500℃以上加热时,氧化开始加剧,此时 所用的玻璃料尚未开始软化,不能起防护作用。试 验证明,选用FRS一1树脂,作为防护润滑的粘结 剂,同时起到中温防护作用。
FRS一1树脂为水溶性的耐热有机硅改性丙烯 酸树脂。FRS一1树脂与玻璃粉混和后,在钛合金 低温(200℃~650℃)加热时可起到防护作用,待 到650。C以上时,树脂碳化。此时玻璃料开始软化, 从而形成玻璃薄膜,开始起到防护作用,实现了有 机硅改性丙烯酸树脂与硼硅酸盐玻璃在中、高温加 热时防护作用的衔接,起到很好的配合作用。 2.4玻璃的导热系数
表6实验所得防护润滑剂的性能
Table 6 Performance of the protective lubricant
高温粘度(PaS)
900。C
950。C
1000"C
2970】2680
2440
涂润滑剂的
摩擦系数 0.08~O.10
未涂润滑剂的 摩擦系数 O.35
6
万方数据
试验发现防护润滑剂涂层涂敷厚度对锻件成形 效果的影响为:防护润滑剂涂敷厚度为0.08mm~ 0.14ram时,锻件成形较好,表面质量较高,图1 表示了采用该涂敷厚度生产TC4钛合金人工膝关节 胫骨平台锻件的锻造工步;防护润滑剂涂敷厚度为 0.18mm~o.24ram时,锻件成形较好,部分锻件表 面质量不佳;防护润滑剂涂敷厚度为0.30mm~ 0.36ram时,锻件易于成形,表面质量较差;防护 润滑剂涂敷厚度为0.4mm以上时,锻件更易于成 形,表面质量极差。图2是防护润滑剂涂敷厚度为 0.4mm时的锻件照片。
FR一35—1
高温合金
FR一45
不锈钢
FR一45—1
不锈钢
FR一84
钛合金,铜合金
使用温度CC) 1020~1200 1020~1200 900~1200 900~1200 680~820
适用工艺 模锻
.模锻 模锻 模锻
模锻,挤压
FR6型钛合金防护润滑剂的配比如表4所示。 其适用温度范围为800。C~1000。C。根据钛合金锻 造温度的不同,适当改变其固体料GL08与GL09 玻璃粉的配比,可以优化其使用性能。
*男,34岁,工程师 收稿日期:2005—09—05
锻件生产中得以推广应用。它的成果集中了锻造、 硅酸盐及化工等几个专业的成就,是一项发展中的 综合技术[1I。
本文借用以前钛合金锻造防护润滑剂的研究成 果,在FR6型钛合金防护润滑剂的基础上,研究了 适用于TCA钛合金人工膝关节胫骨平台锻造的专用 的防护润滑技术。
(5)防护润滑涂层在金属变形温度时,其浸润 角<30。。
(6)使用钛合金防护润滑剂锻造时,其摩擦系 数40.1。
(7)防护润滑剂固体料在热变形温度范围内, 其高温粘度值:
热模锻、精密锻造及热轧为lOPa.S--dOOOPa.S; 热挤压为10Pa.S~60Pa.S; 等温变形为1500Pa.S~3000Pa.S。 (8)所选的防护润滑剂在热变形过程中,不对 基体金属材料及模具表面起腐蚀作用。 (9)所选用防护润滑剂无污染。 3.2 FR系列防护润滑剂 FR系列防护润滑剂是由北京百慕航材高科技 股份有限公司精密锻造事业部针对锻压专用而研制 的,已广泛应用于钛合金、高温合金、铜合金及不 锈钢的模锻、挤压和辊轧。表3所示为FR系列润 滑剂及其应用[4]。
为了得到致密连续的薄膜,要求玻璃涂层的线 膨胀系数与合金的线膨胀系数相近似。这样,当锻 件温度下降后,涂层仍能牢固地依附在金属表面起 防护作用,同时涂层还可以经受多火次重复锻造。
钛合金的线膨胀系数约为&15,FR一6防护润滑剂 中玻璃粉的线膨胀系数为7.1~7.2,再加上一些添加剂 后,润滑剂的线膨胀系数值接近&0(20℃~100。C)。 2.3粘结剂与中温防护
O.05
0.015
0.04
0.003
由于涂有玻璃润滑剂的锻坯,在锻造过程中的 温降比较缓慢,这既有利于金属的热成形性,又有 利于锻造载荷的降低和减少模具的磨损。
通过对钛合金锻件锻造试验证明,设计以低碱 硼硅酸盐系统的玻璃料作为钛合金锻造用防护润滑 剂最为适宜。经过筛选后优选出FRB一5、FRB一6 两种玻璃料,以GL08与GL09玻璃粉混和而成的 FRB一6化学成分表2所示。
Beijing 100095,China;3.Department of Material Science and Technology,Tsinghua University,Beijing 100084,China)
Abstract:This paper introduces the technical parameter requirements and design principle for the protective lubri—
普通玻璃由于导热系数较低,与许多金属的导 热系数相比,通常要小1~2个数量级,表1所示。
表1各种材料的导热系数 ThMe 1 Conduction of materials
合金
铝合金
导热系数 0.3~
K/era·S·℃ O.5
结构钢 0.1~ O.15
不锈钢 钛合金 高温合刽玻璃
0.04~ 0.012~ O.02~ 0.002~
cant applied in glass-based forging as well as FR series protective lubricant.It also studies the composition proportion,
performance and coating thickness of the glass-based protective lubricant for the forging of shin bone platform of TCA titanium alloy artificial knee joint and solves the problem concerning protective lubricant for the forging of shin bone platform of TCA titanium alloy artificial knee joint.
关键词:防护润滑剂;TCA钛合金;锻造 中图分类号:TGl46.2+3,TG31。TGl744 文献标识码:A 文章编号:1000-3940(2006)04-0004-03
Study on protective lubricating technology for forging shin bone platform of TCA titanium alloy knee joint
表4 FR6型钛合金防护润滑剂的配比
Table 4 Component of FR6 protective lubricant
原料 GL08玻璃粉1 GL09玻璃粉l FRS--1树脂I H20
重量比I
50
50
100
约20
4 防护润滑剂配比与涂层涂敷厚度
将5种防护润滑剂配方进行试烧试验,第1、2、 3种配方在800。C~'960℃的范围内釉化良好,表面保 护膜致密连续,第4与第5种配方在960。C略有流失, 参见表5。
表2 FRB一6玻璃的组分 Table.2 Component of FRB一6 glass
润滑剂 FRB一6
SiOz 30~50
AJ203 1~10
Rz0 1~15
MgO 1~5
Ba0
B203 20~40
万方数据
3 防护润滑剂的技术指标及FR系列 防护润滑剂
3.1锻造用防护润滑剂的技术指标 玻璃基防护润滑剂应当满足以下技术指标: (1)防护润滑剂涂敷在金属表面,经热变形时
2 防护润滑剂的设计原则[2 ̄3]
玻璃基防护润滑剂的设计主要考虑玻璃的料性、 玻璃的线膨胀系数、粘结剂和中温防护以及玻璃的 导热系数。 2.1玻璃的料性
合金热锻时,首先要考虑防护润滑剂中玻璃料 应具有长的“料性”。通常在锻造温度范围内玻璃料 的适宜高温粘度应为102~104泊。所谓玻璃的料性 是指在锻造温度范围内,玻璃料的粘度始终维持在
Keywords:protective lubricant;TCA Titanium alloy;forging
1 引言
人工膝关节胫骨平台具有形状复杂,截面变化 大的特点,采用普通模锻工艺难以成形,通过研究, 发现采用热模锻复合成形技术可以生产TCA钛合金 人工膝关节胫骨平台精密模锻件。
在钛合金、高温合金等难变形合金的精密模锻 工艺应用过程中,锻造防护润滑技术是其关键技术 之一。在热锻工艺中,曾使用过固体润滑剂,如石 墨,二硫化钼等。由于它们在高温(石墨在540℃, 二硫化钼在370。C)产生剧烈的氧化而影响润滑效 果。而半固态的玻璃在400。C~1800℃范围内都具 有润滑性,能够满足多种金属材料热成形的防护润 滑需求。FR系列玻璃基防护润滑剂已经在精密模
能在金属表面形成连续、致密的涂层。 (2)防护润滑涂层的线膨胀系数与基体金属相
近。而对于锻件冷却后要求涂层自剥的,两者的线 膨胀系数值相差不小于0.4×10_6℃~。
(3)防护润滑涂层的抗氧化性能不大于Ⅱ级 (抗氧化级),钛合金用涂层要求,基体钛合金氧化 速度不大于3.Og/m2’h。
(4)防护润滑剂固体料的流动点应比金属的变 形温度高509~100。C。
Zhao-huil,SUN叫,ZHANG FENG