合成氨的催化剂中毒及预防
合成氨生产过程危险性分析及对策措施
合成氨生产过程危险性剖析及对策举措1.1 工艺流程简述1.1.1 碳化煤球工段消石灰和细煤粉按必定比率混淆后经煤球机压制成煤球后送入碳化罐,利用脱碳工段低闪器回收的CO2重生气( CO2含 95%以上),进行碳化煤球的生产。
碳化合格的煤球按期出罐作为造气原料。
重生气由脱碳工段送来与除尘冷却后的循环气混淆,经循环风机、加热器加热后,送入碳化罐进行碳化煤球的生产。
部分循环气在出碳化罐后放空,以保持循环气中 CO2含量:≥50%。
本工段主要工艺要求:煤球碳化度≮ 80%;碳化煤球强度≮40Kg。
1.1.2 造气工段造气炉采纳固定层间歇式煤气发生炉。
碳化煤球由造气炉炉顶加入,入炉空气压力:≤ 28 kPa。
碳化煤球在炉内分别与空气、蒸汽反响生产半水煤气。
生产过程分吹风、蒸汽上吹、蒸汽下吹、蒸汽二次上吹和吹净回收五个阶段进行。
每个循环时间大概 120 秒,入炉蒸汽压力 0.05~0.08MPa。
煤气出口温度:炉顶< 500℃,炉底 180-250℃。
吹风阶段所产生的吹民风经除尘后送吹风气余热回收装置回收余热副产蒸汽,夹套汽包蒸汽压力:0.21MPa,余热锅炉蒸汽压力:≤1.3MPa制气阶段产生的半水煤气经除尘、回收余热,冷却后送入半水煤气气柜。
1 / 6本工段主要工艺指标为:半水煤气中有效成分:H2+CO≥ 65%;氧含量:≤0.5%,CO2≤ 14.0%。
1.1.3 半水煤气脱硫工段气柜来的半水煤气含 H2S<2g/m3,经过罗茨风机加压后,再经除尘、脱硫、冲洗后送往静电除焦油器除掉焦油后,送压缩机一段入口。
汲取了半水煤气中的 H2S的脱硫富液经空气重生疏别硫分后循环使用。
脱硫液重生温度:<50℃。
本工段主要工艺指标为:脱硫后半水煤气中 H2S含量≤100mg/m3。
1.1.4 压缩工段由脱硫工段来的半水煤气经压缩机一、二段加压后送变换,出变换的变换气一部分直接送压缩机三段入口加压后送脱碳工段脱碳后送压缩机四段入口;另一部分变换气经碳化去除 CO2生产碳铵后回压缩机三段入口,经压缩机三、四、五段压缩后的气体混淆后送铜洗工段;铜洗工段出来的精华气经压缩机六段加压后送氨合成工段。
氨合成塔触媒CO中毒浅谈

精选ppt
6 结束语:
▪ 通过对氨合成塔触媒CO中毒的分析,总 结了避免CO中毒行之有效的调节方法,及 发现触媒CO中毒的处理措施。由此可以延 长触媒的使用寿命,为装置的安全平稳运 行创造有利条件,节能降耗产生更大的经 济效益。
精选ppt
3.2 大型合成氨厂一般是30万吨/年 能力,净化系统技术高,气体质 量好,如果精心操作,应该可以 大大延长使用寿命的,一般设计 值为8~10年。触媒层热点温度一 般控制在495℃。触媒层温度上下 浮动一般正负5℃。
精选ppt
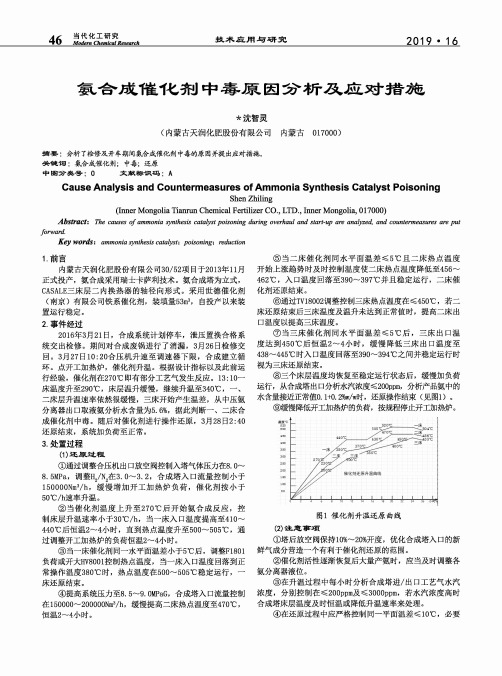
▪ 3.2.1 现在对2009年1月12日,氨合成塔触 媒中毒后,床层温度变化见表1
▪ 设计寿命8—10年。2008年7月装置大修时对合 成塔触媒进行了更换,仍然采用原型号触媒。上 段装预还原触媒(A110-1-H),实际装填16.64 吨,装填体积8m3,装填堆密度2080kg/m3。下 段装未还原触媒(A110),实际装填54.4吨,装 填体积18.3m3,装填堆密度2973 kg/m3
精选ppt
▪ 4.2 开车升温
▪ 4.2.1 调节4117-K1各喘振阀,用4117HCV-3控制合成回路操作压力4117-PI-4 在10~12Mpa左右。
▪ 4.2.2 以4117-TI-4热点为准,逐渐将 4117-TI-4(同时可参考其它一段床曾温 度)升至300℃,升温速率为30~40℃/H, 此时联系中化做AP-263,AP-264中的水汽 浓度,控制4117-R1出口水汽浓度 ≤1500PPm,入口≤200 PPm,根据水汽浓 度在之后的升温中为控制水汽浓度可随时 恒温处理。(分合成氨中合成触媒中毒主要是因为微量高了。 中毒分为暂时性中毒和永久性中毒两种。如,对 于合成氨反应中的铁触媒,O2、CO、CO2和水 蒸气等都能使触媒中毒,但利用纯净的氢、氮混 合气体通过中毒的触媒时,触媒的活性又能恢复, 因此这种中毒是暂时性中毒。含P、S、As的化 合物则可使铁触媒永久性中毒。触媒中毒后,往 往完全失去活性,这时即使再用纯净的氢、氮混 合气体处理,活性也很难恢复,触媒中毒使催化 效率变低了,有效成份减少了,使用寿命也随之 减少,能耗上升,单位成本增加了。
合成-06-合成氨触媒被忽视了的毒物

合成氨触媒被忽视了的毒物易桂和湖南安淳高新技术有限公司摘 要:一些化肥企业在联醇生产中,由于一些操作指标控制不当,使甲醇副产物频繁产生。
这些副产物对合成氨系统的生产产生了不可低估的影响。
重视和解决这个问题,应提到化肥生产技术管理的重要议事日程上。
1 引言众所周知,合成氨触媒要在良好的气体质量条件下,才能发挥好它的催化作用。
以往,损害合成氨触媒活性的物质是H2S、CO、CO2、油、水汽、有机硫等。
油、硫可以使合成氨触媒永久性地中毒,丧失活性。
CO、CO2、水汽使氨触媒暂时性中毒,使合成触媒垮温,严重影响生产。
以往氨触媒的使用寿命大多在半年、一年,很少达到两年的。
随着合成氨科学技术的不断发展,脱硫技术的进步,精脱硫技术的开发应用,无油润滑及分离设备的改进,醇烃化气体高度净化工艺技术的创立,基本上控制住了这些物质对合成氨触媒的毒害作用。
现在,氨触媒使用寿命五年以上,活性仍然很好的,已屡见不鲜。
近些年来,由于甲醇销售市场好,化肥行业联醇生产十分火爆。
一些企业不断提高联醇的产量,但在生产中,一些操作指标控制不当,致使甲醇副产物频繁产生。
这些副产物对合成氨的生产造成了不可低估的影响。
2 氨触媒被忽视了的毒物随着合成氨联醇生产的发展,联醇由起初的醇氨比很低,发展到醇氨比1:1,甚至还有过之,甲醇的副产物对合成氨触媒的毒害作用就显得越来越突出了。
这个副产物并不是什么新毒物,在有联醇生产时就存在了,不过没有象现在这样突出。
河北有一个化肥企业,在联醇生产中,合成氨原料气最后净化为铜洗流程,醇氨比0.6:1。
由于甲醇市场好,他们提高了醇氨比。
甲醇生产虽然获得丰收,但合成氨生产却是另外一番景象。
一个φ1200氨塔,生产压力28.5MPa,循环机开12m3/min,循环气体成分基本合格,触媒床层温度热点下移,出塔气氨含量低,这个在正常条件下原本可以日产350~380t氨的塔,只能日产氨210t左右,相差一大截。
该单位要求我公司派人帮助诊断,我们对该单位的全厂生产情况进行了详尽观察,最后了解到甲醇生产系统有一个甲醇塔触媒热点温度310℃,另外一个塔的温度也到了300℃,我们认为极有可能是甲醇副产物中的二甲醚,使合成触媒暂时性中毒。
氨合成催化剂中毒现象及应对措施
图 1 合成塔内部物料走向及温度控制点分布图
2 氨合成催化剂中毒和衰老的诱发因素
3 氨合成催化剂的C O 和 C〇2 中毒
2.1 暂时性中毒 如 果 进 合 成 塔 气 中 含 有 微 量 的 CO、C〇2等
气 流 在 105-D 入口分流,一股去壳程环状进 料管 口 ,一 股 用 作 冷 物 料 ,另 一 股 物 料 去 102B。去 合 成 塔 壳 程 环 状 空 间 的 合 成 气 流 量 由 FI175 监 测 ,接至 DCS 系 统 ,然后通过 HCV-70 紧 密 切 断 蝶 阀 手 动 控 制 。PDI-54指 示 经 过 105-D 的压降,压 降 过 大 时 报 警 (压 降 控 制 值 为 136 kPa) 。就 地 压 力 指 示 PI-256指 示 105-D 出口到 123-C 的压力。去合成塔第一床层的冷物料流量 在 DCS上 由 HIC-25控 制 ,就 地 温 度 指 示 TI-227 显示冷气体的温度。
1 合成塔内部气体流程及温度控制点分布
氨合成产生的反应热在合成气废热锅炉 (123-C1/C2 ) 中 回 收 ,同 时 123-C1/C2 还提供 了 在 DCS上 控 制 气 体 侧 旁 路 的 温 度 控 制 点 TIC1145, 并 设 有 高 报 警 ,用 来 控 制 合 成 塔 (105D) 的温度。另 外 ,123-C 壳程配有双切断导淋, 用来检查换热器的泄漏与否。
121-C 管 程 出 口 气 体 有 一 股 去 开 工 加 热 炉 (102-B) 。102-B 用于提供催化剂还原所需热量 和开车时将催化剂升温到反应温度所需热量。 102-B 出来的气体经止逆阀送至冷物流管线。
氨合成催化剂中毒原因分析及应对措施
当代化工研究崎 〇Modern Chemical Research技术应用与研究2019•16氨合成值化剂中毒原因分析及应对措施*沈智灵(内蒙古天润化肥股份有限公司内蒙古017000)摘要:分析了检修及开车期间氨合成催化剂中毒的原因并提出应对措施。
关鍵词:氨合成催化剂;中毒;还原 中图分类号:0文献标识码:ACause Analysis and Countermeasures of Ammonia Synthesis Catalyst PoisoningShen Zhiling(Inner Mongolia Tianrun Chemical Fertilizer CO .? LTD ., Inner Mongolia , 017000)Abstract •The causes o f ammonia synthesis catalyst poisoning during overhaul and start-up are analyzed, and countermeasures are putforward.Key words : ammonia synthesis catalyst ;poisoning% reduction1. 前言内蒙古天润化肥股份有限公司30/52项目于2013年11月 正式投产,氨合成采用瑞士卡萨利技术。
氨合成塔为立式, CASALE 三床层二内换热器的轴径向形式。
采用世德催化剂 (南京)有限公司铁系催化剂,装填量53m 3,自投产以来装 置运行稳定。
2. 事件经过2016年3月21日,合成系统计划停车,泄压置换合格系 统交出检修。
期间对合成废锅进行了消漏,3月26日检修交 回。
3月27日10:20合压机升速至调速器下限,合成建立循 环。
点开工加热炉,催化剂升温。
根据设计指标以及此前运 行经验,催化剂在270°C 即有部分工艺气发生反应。
13:10— 床温度升至29(rC ,床层温升缓慢,继续升温至34(rC ,一、 二床层升温速率依然很缓慢,三床开始产生温差,从中压氨 分离器出口取液氨分析水含量为5. 6%,据此判断一、二床合 成催化剂中毒。
合成氨装置危险因素分析及其防范措施
It's not that you have the courage to speak, but you cultivate courage while speaking.模板参考(页眉可删)合成氨装置危险因素分析及其防范措施合成氨装置采用的原料、燃料、过程产物及产品大多为甲类、乙类火灾危险性物质,其中还有有毒物质,操作又在高温、高压下进行。
其生产特点为:高温、高压、易燃、易爆、易中毒。
由于主要设备为单系列,因而设备一旦发生故障,往往会造成全装置停车。
故障处理不当,甚至造成重大事故发生。
(一)装置事故统计分析我国70年代引进的大型合成氨装置,在生产初期曾频繁发生事故。
自1977年至1979年三年间,十一套装置曾发生人身伤亡事故43次,重大停车事故307次。
停车事故中以设备事故最多,停车次数为199次,占事故总数的64.82%。
详见表7—5。
设备重大停车事故共199次,按设备类别分,见表7—6。
其中,主要设备发生重大停车事故54次,以合成气压缩机发生停车事故最多,为30次。
详见表7—7。
我国大型合成氨装置投产初期,催化剂发生损坏的事故也较多。
1977年到1980年四年期间,13套大型合成氨装置八种催化剂中七种催化剂更换了58次。
其中,因事故更换23次共760.02t,按计划更换35次共1316.66t,事故更换催化剂占总更换量的36.6%。
整炉更换共46炉。
其中,事故更换13炉,计划更换33炉。
事故更换次数最多的是一段转化催化剂。
详见表7—8(1) 。
从上述统计可以看出,我国大型合成氨装置生产初期,装置重大停车事故频繁发生,按每厂、每年平均停车事故次数计达12.79次,平均每厂每月停车一次以上。
停车事故中以设备事故占的比例大,损失也大。
而主要设备停车事故又以合成气压缩机事故次数最多。
同时,催化剂损坏事故也较多,经济损失也大。
其中,一段转化炉催化剂事故更换次数为最多。
装置运行进入正常期后,事故次数大幅下降,装置实现了安全、稳定、长周期运行,长周期运行都达到一年以上。
粗原料气的净化—硫化物的脱除(合成氨生产)

由脱随塔流出的富液,送至脱硫闪蒸槽而后进人H2S提浓塔,塔顶进液 为脱硫贫液,中部进液为脱硫富液。在H2S提浓塔后还有一个闪蒸槽。 闪 蒸气压缩后作为H2S提浓塔的气提气。由H2S提浓塔出来的气体含H2S25% 左右,可直接送至克劳斯法制硫装置。由脱碳闪蒸槽出来的闪蒸气含CO2 99%左右,可作尿素生产原料之用。
本书仅对近年来备受人们关注的Slexol怯(中国称为NHD法)脱硫作简介。此法 1965 年首先由美国Alied Chenical公司采用,至今已有 40多套装置在各国运 行。脱硫剂的主体成分为聚乙二醇二甲醒,商品名为Selexol。它是一种聚乙 二醇二甲醚同系物混合体。分子式为CH3O CH-O- CH2 nCH。 式中n为3-9。 平均相对分子质量为22-242。各种同系物的质量分数,%大致如下。
3、脱硫剂活性好,容易再生,定额消耗低
脱硫剂活性好,容易再生,可以降低生产的费用,符合工业生 产的经济性。
4、不易发生硫堵
硫堵:进脱硫塔气体的成分不好,杂志耗量较高;反应时析出的 硫不能及时排出;脱硫塔淋喷密度不够;再生空气量不足,吹风强度 低等原因造成硫堵。
5、脱硫剂价廉易得
采用最多的是廉价的石灰、石灰石和用石灰质药剂配制的碱性溶 液。以提高生产的经济性。
酞菁钴价格昂贵,但用量很少,脱硫液中PDS含量仅在数十个cm3/ m3左右。PDS的吨氨耗量一般在1.3-2.5g左右,因而运行的经济效益也较 显著。
此法也可脱除部分有机硫。若脱硫液中存在大量的氰化物,仍能导致 PDS中毒,但约经60h靠其自身的排毒作用,其脱硫活性可以逐渐恢复。 PDS对人体无毒,不会发生设备硫堵,无腐蚀性。
再
较高的温度有利于硫磺的分离,使析出的硫易于凝聚,
生
合成氨催化剂的失活机理及抑制策略研究

合成氨催化剂的失活机理及抑制策略研究合成氨催化剂是工业生产氨的关键。
然而,长期的使用会导致催化剂失活,降低氨的产率和催化剂的使用寿命。
因此,研究合成氨催化剂的失活机理和抑制策略对于提高氨的产率和催化剂的稳定性具有重要意义。
合成氨催化剂的失活机理主要包括炭黑和过氧化物的生成、金属颗粒的烧结、晶面结构的改变以及中毒物质的吸附等。
炭黑的生成是因为在催化剂的表面上发生的碳酸盐分解、生长并堵塞活性位点,阻碍反应物的吸附和反应的进行。
随着炭黑的沉积和堆积,催化剂的表面积减少,导致反应活性下降。
同时,过氧化物的生成也会进一步加剧炭黑的形成。
另外,金属颗粒的烧结也是催化剂失活的一个重要因素。
长时间高温下的反应条件会导致金属颗粒的迁移和聚集,形成更大尺寸的颗粒,使表面积减小,因而影响催化剂的活性。
晶面结构的改变也会导致催化剂活性的降低,例如镍催化剂的晶面结构改变会导致氨合成反应活性下降。
此外,一些中毒物质如硫、碳氢化合物等也会吸附在催化剂表面,阻碍反应物的吸附和反应的进行。
为了抑制合成氨催化剂的失活,研究人员提出了一些策略。
首先,针对炭黑的生成,可以采用调控反应条件、合理设计催化剂结构等方法来降低炭黑的生成速度。
例如,通过调节反应温度和压力,选择适当的气体比例和气体流速,可以减缓炭黑的生长速度,从而延长催化剂的使用寿命。
其次,可以采用添加剂来抑制金属颗粒的烧结,如碳酸钾、硅酸钠等添加剂可以降低金属颗粒的烧结速度,保持催化剂的表面积和活性。
再次,通过改变催化剂的晶面结构或引入其他金属助剂,可以提高催化剂的稳定性。
最后,可以采用反应过程中的实时监测和控制手段来及时发现和修复催化剂的失活问题,保持合成氨的高产率和催化剂的长寿命。
此外,合成氨催化剂的失活机理和抑制策略研究还可以与先进的催化材料和技术相结合。
通过研发新型催化材料,如基于薄膜、纳米颗粒或纳米线的催化剂,可以提高催化剂的活性和稳定性。
同时,采用先进的催化技术,如等离子体催化、介电体屏蔽和非热等离子体催化等,也可以增强合成氨反应过程中的质量传递和能量转移,从而提高催化剂的效率和稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
可 能原 因及 预 防措施 。
器, 温度降低到 一 5 2℃的气液混合物进入高压氨分 离器 (0 -) , 16F 后 液相 去低 压氨 分离 器 (0.) 17F 分离
掉不凝组分后 得到产 品液氨 ; 气相经 过复热后 , 出 分
一
小股气体作 为合成 回路 弛放 气 , 分 气体作 为 大部
1 工 艺 流 程 简 述
由脱碳工段来 的工艺气 经 加热后 , 进入 甲烷 化
循环气 , 成气压缩机循环段入 口, 环操作 。如 回合 循
图1 所示 。
收 稿 :0 00 .0 2 1 - 1 2
接 受 :000 -0 2 1-33
炉பைடு நூலகம்(0 . ,O,O 和氢气进 行 甲烷 化反应 生成 甲 16D)C C
烷。甲烷化炉出口气体经换热器冷却降温至 1c , 0= I
经分离 器 (0一 ) 离 掉水 后 , 入合 成 气 压缩 机 14F 分 进 (0 一) 13J低压缸 , 至 62 P 后 , 热 器冷却 压缩 .2M a 经换 降温到 8C, 入段 间分离 器 (0. ) 离 掉水 分 。  ̄ 进 15F 分 此 时气体 中仍含有约 20 g k 5 /g的水分及 总共 为 l m 5
气中的有毒组分 , 而即使采用最先进 的净化工 然 艺和技术, 也不可能把合成气 中的有毒组分彻底
除去 。这 些微 量 的有毒 组 分如 果 超标 就 会对 合 成
催化 剂 的 活性 造 成 严 重 影 响。 因此 , 了解 合 成 催
化剂的毒物及其预防方法 , 对防止催化剂中毒 , 提 高催 化剂使 用 寿命 及 活性 有 着重 要 的 意义 。本 文
作者简介 : 张永华 ( 92 ) 男 , 17 . , 宁夏银川人 , 工程师 , 现在宁夏石化公 司缅甸项 目部工作 。
2 1 第 2期 0 0年
张永华 : 合成氨 的催化 剂 中毒及预 防
・7 7・
脱
16D 甲烷化炉 ; 4F 15F 分离器 ; 3C C : 0. : 1 ./ 0 一 : 0 1 一 / 1 锅炉水换 热器 ;2 一 : 2 1 1C 合成塔进 出气换热 器;0 - : 15D 合成塔 ;2 一 R 水冷器 ;0 ・ : 1 C : 4 16F 氨分
( .西安交通大学 , 1 陕西 西安 7 04 10 9;2 .宁夏石化公司 , 宁夏 银川 7 0 2 5 0 6)
摘
要: 分析了合成氨催化剂 中毒的原因 , 提出了防止合成氨催化剂 中毒 的预防措施 , 介绍 了中毒 后的工艺
处 理 方 法 和操 作 实 施 过 程 。
关键词: 合成氨 ; 催化剂 ; 中毒原 因; 工艺处理 中图分类号: T 4 6 T H3 2 7 Q 2 , Q .4 文献标 识码 : B 文章缩号: 10 2 5 2 1 )20 7 -5 04- 7 X(0 0 0 -0 60
(2一 ) 11C 加热后进入 氨合 成塔 (0. , 15D) 氢气 和氮气 在催化剂 的催 化作 用下 发 生合成 反应 , 生成 氨 。出 塔气先进入合 成塔 出 口气 锅炉 给水换 热器 (2- 1 13C 和 13C , 2一 )然后 进 入 11C加 热人 塔 气 , 2. 再进 入 水 冷器 (2 .R) 随 后 工 艺气 进 入 三 级 串联 的氨 冷 14C ,
21 0 0年 0 4月
云 南化 工
Yu n n C e c lT c n l g n a h mi a e h oo y
Ap . Ol r2 O V0 . 7. o 2 13 N .
第3 7卷 第 2期
・
交流 探讨 ・
合 成 氨 的催化 剂 中毒 及预 防
张永 华 ,
20 09年 2月 , 厂 一次 装 置 停 车 后恢 复开 车 我 过程 中 , 成 塔 升 温 过 程 缓 慢 , 触 媒 层 温 度 异 合 各 常 。经讨 论 分 析 并 联 系 现 场 人 员 检 查 , 终 确 认 最 是 因为 压缩机 段 间分 子筛 在 正 常投用 后 旁 路伐 未
关闭 , 使得合成塔入 口C : H 0含量高 , O和 2 造成合 成 塔触 媒轻 度 中毒 , 化剂 活 性 降低 , 催 合成 反应 转
化 率下 降 , 终 造 成 床 层 温 度 异 常 。关 闭 该 阀后 最 升温 调 整 优 化 , 层 温 度 明 显 好 转 , 终 趋 于 正 床 最 常, 装置 得 以顺 利 运行 。由此 可见 , 持 合成 催 化 维 剂 良好 的活性 对化 工 生产 十 分 重要 。影 响合 成 催 化 剂活性 主要 的 因素是 合 成 塔入 口工艺 气 中的各 种催 化剂 毒 物 , 如硫 、 、 氧 化 合 物 等 。虽 然 每 氯 含 个 合成 氨厂都 采用 了不 同的 净化 技术 以降 低合 成
m /g C gk 的 O和 C : O 。然后工艺气进入分子筛干燥 净化 系统除去工艺气 中的 H 0和 C : 该系统设 O 。(
有二 只 分子 筛 干燥 器 (21D A B , 只 吸 附时 10 一R / ) 一
另一只再生, 两只交替轮换使用。经分子筛净化后 ) 的工艺气进入合成压缩机高压缸继续压缩, 并与循 环气一起 在压 缩 机循 环 段 最终 压缩 至 1.9M a 50 P 。 合成气压缩机 出 口的合成气 , 进入进 出塔换热器
离器;0 一 : 17F 氨闪蒸槽
圈 1 工 艺 流 程 圉
Fgr iu e1  ̄- c s i g fo h r o e sn wc a t l
2 催化剂的毒物
合 成催化 剂 的毒物 大 致 可分 为 两 大类 : 久 永 性 毒 物和暂 时性毒 物 。 21 暂 时性 毒物 . 最 常见 的暂 时性 毒 物 是 新 鲜合 成 气 中 含 有