中间包预制件
硅微粉酸碱度对镁质浇注料性能的影响
近 年 来 由于 连 浇 炉 数 的进 一 步 提 高 和 对 洁 净 钢 需 求 的 增 加 。中 间包 预制 件 ( 括 挡渣 板 、挡 包 渣 坝 、护 墙板 等 )也正 由高 铝质 转 向耐 火 度更 高 、
抗 冲刷 性 能 更 强 的 碱 性 材 料 , 由 Mg SO 一 2 O— i2 H 0 凝 聚 系 统 结 合 的镁 质 耐 火 浇 注料 在 中 间包 预制 件 中 已得 到 了广 泛 应用 【 。 由于来 源 及 生 产 工 艺各 】 异 .硅微 粉 的理 化性 能 经常 出现波 动 【 3 1 ,进而 影 响 到镁 质 耐 火 预 制 件 的 性 能 。本 文 就 不 同酸 碱 度 的 硅 微 粉 对 镁 质 浇 注 料 物 理 性 能 及 生 产 工 艺 的影 响 进 行 初 步探 讨 。
( u a gP n i g e p rtr M tr l( ru )C .Ld, u a g 5 1 0 C i ) P y n u a Hi T m eaue ae a G o p o t.P y n 7 0 , hn h i , 4 a
Ab t a t T e ef cs o e e a i d fsl a mir p w e i i e e tp V U so h o b l y s r c : h f t fs v r lk n sO i c c o o d rw t d f r n H a e n t e f wa i t e i h l l i
Mg S O2 H2 b n i g s se T e r s l s o h t h g e in c sa l y a d n h i c - O- i 一 0 o d n y t m. h e u t h wst a e ma sa a t b e b d i g t e sl a mi t n i c o o e t u a i i a o d f wa i t n i h r te g h a d t ema e in c sa l y a d n r p wd rwi s b cd t h sg o o b l y a d h g e r n t n g sa a tb e b d ig h y l i s h n t e n u r i c c o o e a v n b t r e c n ee t n o o b l y h e ta s i amir p wd rh se e e t r e t t n i f wa i t . l l e p r o l f i Ke r s: S l a mi r p wd r p v u ; Ma n s n c sa l ; F o bl y; S r n t y wo d i c c o o e ; H a e i l g e i atbe a lwa i t i t gh e
钢包预制块制作施工工艺流程
钢包预制块制作施工工艺流程一、原料准备。
咱们先说原料这一块呀。
制作钢包预制块,原料那可得选好。
就像做菜,食材不好,做出来的菜就不好吃。
对于钢包预制块来说,各种耐火材料是主要原料。
像高铝矾土啦,镁砂之类的。
这些原料得经过严格的筛选,那些杂质多的、不符合粒度要求的可不能要。
要把它们筛选得干干净净,就像给一群小动物排队,大小合适、干干净净的才能入选。
而且原料的配比也特别重要,就像调鸡尾酒,各种材料的比例得恰到好处,不然做出来的预制块性能就会大打折扣。
二、混料。
原料准备好啦,就该混料喽。
这就像是把不同的调料混合在一起。
把各种耐火原料放进混料机里,然后再加入一些结合剂。
这个结合剂就像是胶水一样,能把那些原料紧紧地粘在一起。
混料的时候,那混料机得欢快地转起来,把原料和结合剂充分地混合均匀。
要是混合不均匀,就会出现有的地方结实,有的地方松散的情况。
这时候就得好好盯着混料机,就像盯着一个调皮的孩子,确保它把活儿干好。
三、成型。
混好料之后呢,就到成型的环节啦。
这可是个技术活。
把混合好的料放进模具里,这个模具的形状就决定了预制块的形状。
放料的时候要轻轻的,不能太用力,不然料会分布不均匀。
然后就得用压力机来压啦。
压力机就像一个大力士,用力把料压实。
这个压力得控制好,压力小了,预制块不够密实,在钢包里就不耐用;压力大了呢,又可能会把模具压坏或者让预制块出现裂纹。
这就像是给气球打气,气少了瘪瘪的,气多了就爆了。
四、干燥。
成型后的预制块得干燥一下。
这就像是把洗过的衣服晾干一样。
把预制块放在干燥的地方,让里面的水分慢慢散发出去。
要是干燥不彻底,里面还有水分的话,在后面的使用过程中就容易出现问题,比如可能会产生气泡,影响预制块的质量。
这个干燥的时间也得把握好,不能太着急,要让预制块彻底干透,就像等一朵花慢慢开放,需要耐心。
五、烘烤。
干燥后的预制块还得经过烘烤呢。
烘烤就像是给预制块做一次“桑拿”。
把预制块放进专门的烘烤设备里,慢慢升高温度。
中包寿命
莱钢:板坯连铸中间包长寿技术实践2010-07-21 11:26 来源:我的钢铁试用手机平台资讯监督分享到:新浪微博QQ空间腾讯微博网易微博搜狐微博一键分享打印 1提高板坯连铸机中间包的寿命,对降低连铸用耐火材料消耗,减少中间包注余及铸坯切头、去尾,提高铸坯合格率等,都具有重要意义。
目前,国内板坯连铸中间包的寿命较低,一般为12~16h。
为此,莱钢通过技术开发,解决了制约板坯连铸中间包寿命的几个关键技术难题,使中间包单包连浇时间由16h提高到24h以上。
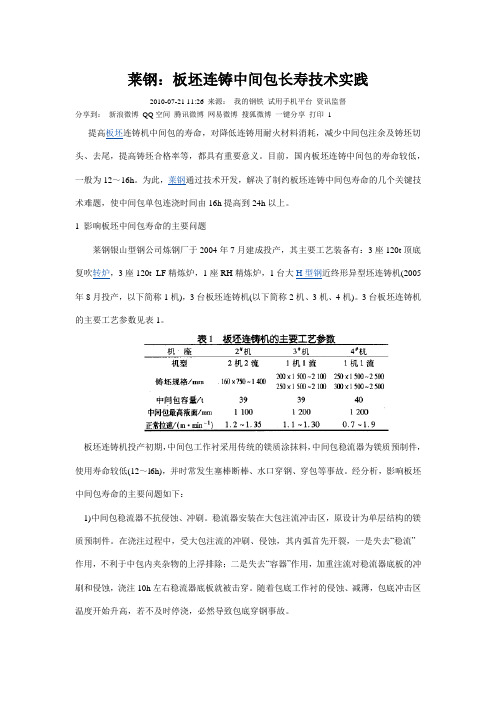
1 影响板坯中间包寿命的主要问题莱钢银山型钢公司炼钢厂于2004年7月建成投产,其主要工艺装备有:3座120t顶底复吹转炉,3座120t LF精炼炉,1座RH精炼炉,1台大H型钢近终形异型坯连铸机(2005年8月投产,以下简称1机),3台板坯连铸机(以下简称2机、3机、4机)。
3台板坯连铸机的主要工艺参数见表1。
板坯连铸机投产初期,中间包工作衬采用传统的镁质涂抹料,中间包稳流器为镁质预制件,使用寿命较低(12~l6h),并时常发生塞棒断棒、水口穿钢、穿包等事故。
经分析,影响板坯中间包寿命的主要问题如下:1)中间包稳流器不抗侵蚀、冲刷。
稳流器安装在大包注流冲击区,原设计为单层结构的镁质预制件。
在浇注过程中,受大包注流的冲刷、侵蚀,其内弧首先开裂,一是失去“稳流”作用,不利于中包内夹杂物的上浮排除;二是失去“容器”作用,加重注流对稳流器底板的冲刷和侵蚀,浇注10h左右稳流器底板就被击穿。
随着包底工作衬的侵蚀、减薄,包底冲击区温度开始升高,若不及时停浇,必然导致包底穿钢事故。
2)中间包工作衬渣线侵蚀严重。
中间包工作衬原采用镁质涂抹料。
浇注超过16h后,冲击区渣线涂抹料被全部侵蚀、冲刷掉,开始侵蚀永久衬,并导致中间包翻包困难,残余工作衬不易剥离。
3)整体塞棒出现脱丝,渣线、棒头部位断裂以及垫棒失控。
原塞棒连接丝杆与棒体的丝扣为石墨质,因石墨氧化导致脱扣;导致渣线、棒头部位断裂的主要原因是棒体中心吹氩孔偏斜,安装过程导致的损伤,低温烘烤氧化等;垫棒失控的主要原因是开浇时包衬和包盖内衬浇注料及粘附的钢渣脱落后直接掉入上水口内,或随开浇时钢流流到上水口内。
一种低成本中间包预制件及其制备方法[发明专利]
![一种低成本中间包预制件及其制备方法[发明专利]](https://img.taocdn.com/s3/m/0ee07b1604a1b0717fd5ddf0.png)
专利名称:一种低成本中间包预制件及其制备方法
专利类型:发明专利
发明人:崔任渠,刘泉,王德军,郁书中,张小红,尚钢城,骆文凯,谷裕丰
申请号:CN202011469766.6
申请日:20201214
公开号:CN112500131A
公开日:
20210316
专利内容由知识产权出版社提供
摘要:本发明公开了一种低成本中间包预制件及其制备方法,涉及钢铁冶炼技术领域。
该低成本中间包预制件及其制备方法,该预制件包括如下质量百分比的组分:20‑45%再生镁碳料颗粒、
20‑50%镁砂颗粒、10‑30%镁砂细粉、0.5‑5%镁质结合剂、1‑4%Si2N2O、2‑5%硅微粉、
0.01‑0.03%金属铝粉、0.1‑0.15%三聚磷酸钠、0.1‑0.15%六偏磷酸钠、0.05‑0.15%有机纤维。
该低成本中间包预制件及其制备方法,提出了一种合理有效的水化工艺,并在优化水化工艺基础上增加浸渍处理工艺,通过水化及浸渍处理工艺处理后,使用再生镁碳料替代电熔镁砂,大大降低生产成本,同时引入SiNO可以在高温下形成微裂纹而缓冲热应力,从而提高镁质预制件的高温体积稳定性,减少因出现裂纹而损坏的问题。
申请人:瑞泰马钢新材料科技有限公司
地址:243000 安徽省马鞍山市雨山经济开发区智能装备园
国籍:CN
代理机构:马鞍山市金桥专利代理有限公司
代理人:文香达
更多信息请下载全文后查看。
中间包采购指南
冶金工程课程设计题目:中间包
年级专业: 16级冶金工程
学号:
学生姓名:
第四章所需原材料的采购指南
一套完整的制造设备所需原材料包括耐火材料和,可在阿里巴巴上购买。
4.1中间包耐火衬
中间包耐火衬主要包括绝热层、永久层和工作层。
4.1.1绝热层材料
石棉板:
保温砖:
轻质浇注料:
硅酸铝纤维毡(最优):
4.1.2 永久层材料
高铝砖:
浇注料:(高铝质浇注料、莫来石质浇注料)
4.1.3 工作层材料
4.1.4 包底
采用预制块增强(材质为刚玉质和镁质浇注料)
4.2中间包绝热板
中间包绝热板一般有硅质、镁质和镁橄榄石质三种。
4.3堰
堰,又称挡渣堰或上挡墙。
中间包预制件

冲击板必须具备性能
不污染钢水; 烘烤和使用中无炸裂现象;
耐熔渣和钢水的冲刷性能强; 常温、中温、高温均有一定强度,便于搬 运、运输、安装。
濮耐集团内部培训课件
稳流器知识
目前,随着钢厂拉速的提高,钢水在中间包 内的停留时间缩短,钢水中夹杂物的上浮机率减 小。
为了保证高拉速下铸坯的内部质量,减少铸 坯内夹杂物的含量,同时针对中间包冲击区附近 涂抹层受钢水冲刷侵蚀过快,制约中间包包龄进 一步提高的情况,在中间包钢水冲击区用稳流器 替代冲击板,以减缓钢水对冲击区附近中间包涂 抹层的冲刷,从而进一步提高包龄。
电熔镁砂 石英砂
中档镁砂
石英砂
最大颗粒 8-5
最大颗粒 8-5
最大颗粒 8-5
最大颗粒 5-3
最大颗粒 5-3
濮耐集团内部培训课件
挡渣堰(挡渣墙、挡渣坝)主要物料
挡渣坝系列产品主要骨料
T39 TMS-4
特级高铝
烧结镁砂 最大颗粒8-5
镁橄榄石
最大颗粒6-3
濮耐集团内部培训课件
挡渣墙系列产品物理性能指标
TMS-4
T39
>2.5
>2.9
>7
>8
>35
>60 >2.7 >3 >30
濮耐集团内部培训课件
挡渣堰(挡渣墙、挡渣坝)安装方式
用天车把挡渣堰吊到图纸确定好的位置, 缓缓下降,同时要确保在中间包内有一人 接好挡渣堰,在中间包两边要有两人,保 证挡渣堰在下降时,刚好到达指定位置。 固定好挡渣堰后,要用涂抹料把挡渣堰 四周,尤其在挡渣墙和干式料的接触部位, 一定要填满。捣实,不准留有缝隙。
挡渣墙坍塌现象和分析
坍塌现象
①过钢孔问题; ②材质的问题; ③大包水口的问题; ④稳流器位置的问题。
中包工作层用耐火材料—涂抹料
中包工作层用耐火材料—涂抹料中间包工作衬用耐材有:硅质绝热板、镁质绝热板。
硅质、镁质中包涂抹料,中间包干式料。
今天先说说涂抹料吧。
基本上都是根据包的大小看使用什么耐火材料。
中包涂料施工方法一、中包工作层用耐火材料—涂抹料施工准备① 涂抹前清理干净中间包内的灰尘及其杂物,并清除包壁上粘附的残渣、残钢,永久衬有损坏的部位应修复好。
② 中间包需烘烤至60~80℃,以利于涂抹。
连续使用的热包可不作烘烤处理,但必须待其温度降至60~80℃左右时方可涂抹。
③ 宜采用强制式搅拌机,使用前必须清理干净。
④ 准备好称量水用具及涂抹工具。
⑤ 将安放中间包水口座砖的周围清理干净,将水口座砖安放好;将水口外表面涂以火泥并将其座在水口座砖内,用一铁片或圆筒将水口座砖盖住,以防涂料进入水口内。
⑥ 在冲击区位置铺一层涂抹料,将专用冲击板砌好。
⑦ 将挡渣墙和坝吊入中间包内,在指定位置安装牢靠。
二、中包工作层用耐火材料—涂抹料施工方法a) 每次搅拌量以不超过搅拌机公称容量的20%为宜。
b) 用水温在15~35℃的清洁自来水作混练用水。
c) 往搅拌机里倒料时,发现有雨淋或受潮结块现象的料不得使用。
有碎内衬袋、扎口绳等杂物应将其拣出。
d) 干料搅拌2~3分钟后加水,用水桶或标定容器加入规定水量的90%,搅拌5分钟后,视情况再加水(或不加水)调整至适宜涂抹程度。
e) 涂抹准备:将搅拌好的料置于中间包内进行涂抹施工。
f) 座砖周围填缝:将涂抹料或其它膨胀料填充在每个水口座砖周围,然后用钢钎或涂抹工具将其捣固密实。
g) 包壁涂抹:涂抹时,应首先涂抹包壁。
先在中间包永久衬上均匀涂上一薄层,确认涂料初步凝固并能够挂住下一层涂料时,方能涂抹,直至达到需要的厚度。
渣线部位所用涂料适当涂厚一些。
包壁参考厚度:渣线部位50~60mm,其它部位30~40mm。
h) 包底涂抹:待包壁涂抹完毕后,开始涂抹包底,涂抹时由中间包两头向中间逐渐涂抹,要求涂抹厚度一次性达到要求。
连铸工艺之中间包

❖ 1.中间包滑动水口的认识: ❖ 中间包浸入式水口就是把中间包水
口加长,插入到结晶器钢液面以下 一定的深度,把浇注流密度封起来 。 ❖ 2.中间包浸入式水的作用: ❖ 中间包浸入式水口隔绝了注流与空 气的接触,防止注流冲击到钢液面 引起飞飞溅,杜绝二次氧化。
❖返回
中间包塞棒的认识
❖ 塞棒的类型: ❖ 1.袖砖型。 ❖ 2.普通型 ❖ 3.复合型 ❖ 4.单孔型 ❖ 5.多孔型 ❖ 整体塞棒的优点: ❖ 1.使用安全 ❖ 2.可以通过塞棒中孔向水口吹
氩,防止水口堵塞 ❖ 3.可以多次使用,减少耐火材
料消耗。
❖ 返回 。
❖ 2.中间包的结构
3.中间包的使用以及注意事项
❖中间包的使 用
❖ 1.中间包的砌筑 ❖ 2.中间包的Leabharlann 烤 ❖ 3.中间包的运载和操作
❖ 1.中间包塞棒 ❖ ①中间包塞棒的认识 ❖ ②中间包塞棒机构的安装 ❖ ③中间包塞棒的使用
❖ 2.中间包的水口 ❖ ①中间包滑动水口 ❖ ②中间包浸入式水口
❖ 返回
中间包的内壁斜度
❖ 中间包内壁有一定斜度 ,其作用是有利于清理 中间包内的残钢、残渣 。一般中间包内壁斜度 为10%~20%。
❖ 返回
中间包的水口直径及水口间距
❖中间包水口直径应根 据连铸机的最大拉速 所需要的钢流量来确 定。
❖水口间距是多流连铸 机中间包特有的技术 参数,水口间距是多 流连铸机中相邻的各 个结晶器之间的中心 距离。
中间包的发展史
❖中间包冶金是一项特殊的炉外精炼技术,是从 钢的熔炼和精炼到制成固态连铸坯这个生产流 程中保证获得优良钢质量的关键一环。在连铸 过程中起到重要的作用。已经成为高效连铸必 不可少的重要技术。它对扩大连铸品种﹑增大 连铸比﹑提高铸机作业率﹑掌握浇铸过程的中 间包钢水温度的变化规律﹑优化生产作业﹑顺 利进行多炉连浇﹑改善钢坯质量等均起到重要 作用。
一种中间包预制件用连体模具[实用新型专利]
![一种中间包预制件用连体模具[实用新型专利]](https://img.taocdn.com/s3/m/016cba7c6bec0975f565e212.png)
专利名称:一种中间包预制件用连体模具专利类型:实用新型专利
发明人:刘星,何建基,王水斌,王忠钢
申请号:CN201720555134.9
申请日:20170518
公开号:CN206765040U
公开日:
20171219
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种中间包预制件用连体模具,包括第一固定杆,所述第一固定杆上等距套接固定有五个模板,且相邻两模板之间卡合固定有第一隔板,所述模板上位于第一隔板的一侧套接固定有第一预留辊轴,所述模板上位于第一预留辊轴的一侧套接固定有第二预留辊轴,所述位于第二预留辊轴的一侧相邻两模板之间卡合固定有第二隔板,所述模板上位于第二隔板的一侧套接固定有第二固定杆,且模板上位于第二固定杆的下方设置有第三固定杆。
本实用新型中,首先该中间包预制件用连体模具相比于传统的单独模具进行成型,平打模式改变成立式成型,一个模具一次成型一块,改成四联装立式模具,成型用原材料的合理配置和批量生产,节约了时间和场地。
申请人:武汉如星科技有限公司
地址:430000 湖北省武汉市新洲区阳逻经济开发区红岗村、牮楼村
国籍:CN
代理机构:上海精晟知识产权代理有限公司
代理人:冯子玲
更多信息请下载全文后查看。
镁质预制件生产过程中常见问题及处理方法
・
8・
REF ACT RI R 0 ES & UME
Vo _6 No4 l 3 .
A g 2 1 u.0 1
镁质预 制件 生产 过程 中 常见 问题及 处理方法
陈 杨 杨 海全 ( 阳濮 耐 高 温材 料 ( 团 )股份 有 限公 司 ,濮 阳 濮 集 4 70 ) 5 10
养 护 、脱 模 及 烘 干等 工 序 进 行 。但 在 生 产 过 程 中
经 常 会 遇 到 一 些 问 题 .本 文 主 要 对 镁 质 预 制 件
( )混 料 时 金 属 铝 粉 没 有 混 匀 或 加 入 量 超 标 。金 2
属 铝 粉 为 常 用 的 浇 注 料 用 添 加 剂 .其 与 水 混 合 后
C e a g Ya g Haq a h nY n n iu n
( u a gP n i ih e ea r M tr l o, t.P y n 5 0 C ia P y n u a H g mp rt e a i .Ld, u a g 7 0 , hn ) T u e aC 4 1
Ab t a t T e p o l ms o e o n n t e p o u t n p o e s o g e i r f b ia e a s a e s r c : h r b e f n fu d i h r d ci r c s f ma n s p ea rc t d p r r t o a t d s u s d a d c re p n i g s li gmeh d r u r a d T e e me h d a e a c r i ee e c a— ic s e n o r s o d n o vn t o sa ep t o w r . h s t o sh v e t n r f r n e v l f a
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲击板必须具备性能
不污染钢水; 烘烤和使用中无炸裂现象;
耐熔渣和钢水的冲刷性能强; 常温、中温、高温均有一定强度,便于搬 运、运输、安装。
濮耐集团内部培训课件
稳流器知识
目前,随着钢厂拉速的提高,钢水在中间包 内的停留时间缩短,钢水中夹杂物的上浮机率减 小。
为了保证高拉速下铸坯的内部质量,减少铸 坯内夹杂物的含量,同时针对中间包冲击区附近 涂抹层受钢水冲刷侵蚀过快,制约中间包包龄进 一步提高的情况,在中间包钢水冲击区用稳流器 替代冲击板,以减缓钢水对冲击区附近中间包涂 抹层的冲刷,从而进一步提高包龄。
鼓起现象
①挡渣墙距离钢水冲击部位过近; ②一般情况下,无孔挡渣墙距离包底工作层过近,导致 钢水在冲击区回流时间过长引起; ③挡渣墙和挡渣坝的配合距离过近。 ④材质因素
采取措施
可以适当的把挡渣墙的位置向熔池区靠近; 可以缩减挡渣墙的垂直高度,提升与包底的距离; 挡渣墙和挡渣坝的配合一定要根据水模型试验来设定最 佳的距离。 调整材质
濮耐集团内部培训课件
水模试验
濮耐集团内部培训课件
濮耐集团内部培训课件
濮耐集团内部培训课件
濮耐集团内部培训课件
濮耐集团内部培训课件
挡渣堰(挡渣墙、挡渣坝)主要物料
挡渣墙系列产品主要骨料
WS8-2 T30 T39 TLY-4 TLY-5
特级高铝
白刚玉
特级高铝
电熔镁砂 棕刚玉
特级高铝
烧结镁砂
中档镁砂
濮耐集团内部培训课件
挡渣墙漂浮现象和分析
漂浮现象
①热震性不好 ②表面微裂纹 ③没有安装好
采取措施
①提高产品热震性 ②严格控制烘烤制度 ③安装确保牢固; ④如果永久层比较老的话,可以在安装后用涂料或者耐 火砖小废块填实缝隙。
濮耐集团内部培训课件
挡渣墙鼓起现象和分析
烧结镁砂
中档镁砂 普通石英砂
特级高铝
烧结镁砂
最大颗粒10-3
最大颗粒8-5
濮耐集团内部培训课件
护墙板系列产品物理性能指标
110℃×16h
产品 BD(g/c m3) TM80 >2.9 MOR( MPa) >2 CCS(M pa) >20 BD(g/c m3) >2.7 MOR(M Pa) >8 CCS(M pa) >60
挡渣墙坍塌现象和分析
坍塌现象
①过钢孔问题; ②材质的问题; ③大包水口的问题; ④稳流器位置的问题。
采取措施
过钢孔应严格按照具体中间包的水模型设计。 适当调整挡渣墙的位置 调整材质;
濮耐集团内部培训课件
挡渣墙跟踪需要知道内容
包号 过钢量 浇钢时间 安装方式 牌号 中包渣 浇注方式 渣线残厚 钢种 稳流器 大包水口 侵蚀速率 拉速 序列号 液面高度 断面尺寸 炉数 浇钢温度 渣线区域
濮耐集团内部培训课件
稳流器安装示意图
濮耐集团内部培训课件
影响稳流器使用寿命的因素
钢种 材质 过钢量
浇钢时间
液面高度
浇注方式
稳流器形状
濮耐集团内部培训课件
稳流器损毁现象和分析
漂浮现象
①安装偏斜、包底不平等防止钢水进到稳流器底部 ②大包水口浇注偏离。
开裂现象
1500℃×3h
T39
>2.9
>8
>60
>2.7
>3
>30
濮耐集团内部培训课件
注意事项
设计上:护墙板的厚度通常在40-50mm左右, 便于车间准备适当的模具进行生产。 生产上:在自然养护阶段,物料出现较大的上涨 (≥5mm)现象要及时调整结合剂的配比。 检验上:保证产品表面没有大面积的网状裂纹或 者烘干后强度很低,甚至粉化现象。 安装上:在相邻的护墙板或与挡渣墙产品之间的 缝隙,一定要用涂料或者干式料填实。
干式料包上面安装:
施工好工作层,护墙板紧贴在干式料工作层 外面。
濮耐集团内部培训课件
护墙板主要材质
目前公司生产的护墙板,主要有两种材质:镁 质、高铝质,正常使用TM80、 T39等系列,正 在开发TM60系列。 护墙板系列产品主要骨料
TM60 TM80 T39
镁橄榄石
烧结镁砂 中档镁砂 普通石英砂 最大颗粒6-3
濮耐集团内部培训课件
稳流器代替冲击板原因
均衡钢水在中间包内的停留时间
改变钢水运动轨迹 保证了中间包液面的稳定性
濮耐集团内部培训课件
钢水运行轨迹图
濮耐集团内部培训课件
钢水在稳流器中流动轨迹
濮耐集团内部培训课件
冲击板、稳流器材质
目前公司的冲击板主要材质是高铝质的T39系列。
稳流器材质是高铝质的T39—X系列和TLY—5— X系列。 根据钢厂浇钢工艺的不同,分别采用不同的材质, 使用不同的形状或者增加镁碳砖与否。 T39—X系列和TLY—5—X系列理化指标、主要 骨料上面已作说明,在此不再赘述。
濮耐集团内部培训课件
影响护墙板使用寿命因素
钢种
浇钢时间 钢水冲击力大小; 冲击区面积大小 稳流器的大小、形状、位置等; 浇注方式:保护浇注或敞开浇注; 说明:一般情况下,护墙板的使用是不需要跟踪。
濮耐集团内部培训课件
护墙板主要供货厂家
厂家 涟钢三炼 工作层 涂料包 应用环境 产品 TM80
滑动水口
长水口
工作层 中间罐 上水口 永久层 保温层
整体塞棒
上滑板 冲击板 水口座砖 定径水口 下滑板 内装式浸入式水口 半浸入式水口 滑板控制浸入式水口 下水口 浸入式水口 中滑板
图1 连铸用耐火材料
濮耐集团内部培训课件
中间包作用
减压稳流
分流钢水
净化钢水 贮存钢水
濮耐集团内部培训课件
预制件产品工艺流程
领料与配料 模具的领用与安装
搅料
烘干(200℃)
脱模
振动成型
烧成(350℃)
包装
入库
濮耐集团内部培训课件
领料配料
配料要准确 禁止结块现象
濮耐集团内部培训课件
模具领用与安装
检验 安装严密
濮耐集团内部培训课件
搅料
控制加水量 出锅流动值
濮耐集团内部培训课件
振动成型
振动方式 加料方式
材质选择 振动效果 烘烤效果 过钢孔设计 表面裂纹控制 添加剂含量控制
㈢其它因素
运输方面 安装方面
濮耐集团内部培训课件
挡渣墙损毁现象和分析
漂浮 鼓起 孔洞 坍塌 渣线侵蚀
说明:挡渣墙出现的问题,不是单纯的由一种因 素引起的,而是各种因素综合作用的结果;在跟 踪过程中要一步步理清各种因素对挡渣墙影响的 大小,进而确定出最为关键的因素,进行处理
TMS-4
T39
>2.5
>2.9
>7
>8
>35
>60 >2.7 >3 >30
濮耐集团内部培训课件
挡渣堰(挡渣墙、挡渣坝)安装方式
用天车把挡渣堰吊到图纸确定好的位置, 缓缓下降,同时要确保在中间包内有一人 接好挡渣堰,在中间包两边要有两人,保 证挡渣堰在下降时,刚好到达指定位置。 固定好挡渣堰后,要用涂抹料把挡渣堰 四周,尤其在挡渣墙和干式料的接触部位, 一定要填满。捣实,不准留有缝隙。
濮耐集团内部培训课件
镁质挡渣墙的优点
具有良好的抗热震性;
在工作温度下具有最佳的热态强度;
浸泡在钢水中,PO2含量低时强度高; 带入到钢水中氧含量少,比高铝质挡渣墙减少 80%;
吸收夹杂物中的Al2O3,在挡渣墙表面形成尖 晶石; 成本较低。
濮耐集团内部培训课件
挡渣堰(挡渣墙、挡渣坝)作用
内
中间包基础知识 中间包炼钢的作用
容
预制件产品工艺流程 中间包预制件产品介绍
濮耐集团内部培训课件
濮耐集团内部培训课件
中间包预制件
设计支持部
赵子龙
连铸系统示意图
濮耐集团内部培训课件
连铸系统模型图
濮耐集团内部培训课件
中间包剖面示意图
濮耐集团内部培训课件
连铸用耐火材料
透气砖 中间包挡渣堰 钢包 座砖
消除中间包底部区域的死区,促使渣子上浮; 改善钢水流动的轨迹,使流动沿钢渣界面流动, 缩短夹杂物上浮距离,有利于渣子吸收; 将钢包注流冲击所引起的强烈涡流限制在局部区 域,防止紊流扩散引起表面波而把渣子卷入钢水 内部。
濮耐集团内部培训课件
挡渣堰结构与位置的优化设计原则
保证钢水流量; 均化中间包钢水; 减少对塞棒的影响; 便于现场安装操作; 增大中间包的冲击区空间; 增加钢水在中间包内的停留时间。 说明:最好采用水模试验来确定挡渣堰的具体位置。
110℃×16h 1500℃×3h BD(g/c m3) >2.9 >2.7 MOR(M Pa) >10 >8 CCS(M pa) >60 >60
产品
WS8-2 T30
BD(g/c m3) >3.00 >2.9
MOR(M CCS(Mp Pa) a) >3 >2 >20 >20
T39
TLY-4 TLY-5
水口座砖
濮耐集团内部培训课件
护墙板实物图
作用:主要是提高中间 包冲击区部位工作层抗 侵蚀、冲刷的能力,延 长中包使用寿命。
使用场合: ㈠涂料包上面 ㈡敞开式浇注 ㈢中包温度较高的钢种 ㈤连铸时间过长干式料包
濮耐集团内部培训课件
护墙板安装方式
涂料包上面安装:
Ⅰ工作层施工之前,在冲击区,护墙板紧贴 永久层放置; Ⅱ施工好工作层,护墙板紧贴在涂料工作层 外面。
濮耐集团内部培训课件
挡渣墙出现问题照片
濮耐集团内部培训课件
冲击区大小对挡渣墙的影响