离子膜电解槽阳极阴极涂层 IEM Anode Cathode Coating
国内几种常见的离子膜电解槽槽型结构简介
液分 离后 存在 于气 液分离 室 内 ,确 保 电解室 上部 无气 泡堆 积 ,有效 通
二 、国 内正在 使用 的几种 单极式 离子膜 电解槽
国 内正 在使 用的单极 式离 子膜 电解 槽主要 有 以下几种 : 1 . 蓝 星北化 机 B MC A 一 2 . 5 型单 极式离 子膜 电解 槽 1 . 1阳极 单 元槽 边框 采 用钛 钯 合金 方管 组 焊结 构 ,确 保 阳极单 元 槽 不受 含游离 氯盐水 腐蚀 ,密封面 不产生 间隙腐 蚀 。
1 . 2阴极 单元 槽边 框 采用 材质 为 3 1 0 5的不 锈钢 矩 形管 组焊 结 构 , 确 保 阴极 单元不 受腐蚀 。 1 . 3阳极 单元 槽 采 用钛铜 复 合棒 结 构导 电 ,确 保 阳极 上 电流分 布
均匀。 1 . 4阴极 单 元槽 采 用不 锈 钢复 合棒 结 构导 电,确保 阴极 上 电流分 布 均匀 。 2 . 日本旭硝 子 A Z E C — F 2型单极式 离子膜 电解 槽 2 . 1 阴阳极 液采 用 自然循 环 。 2 . 2离子膜 电解槽 与槽 间铜排 相连 。 2 . 3阴极 框筋 板 上设 有弹 簧 ,使 阴极 网安装 后 有弹 性并 趋 向于 阳
不 生绣 。
3 . 1 边 框采 用 不锈 钢 方管 组焊 结构 ,确保 槽框 在使 用 寿命 期 限 内
不生 锈 ,不 易变形 。 3 . 2阳极 室 密封 面 使 用钛 钯合 金板 材 ,确 保槽 框在 使 用寿 命期 限 内阳极 密封 面不受 间隙腐蚀 。
1 . 2阳极 室密 封 面使 用钛 钯合 金 板材 ,确保 槽框 在 使用 寿 命期 限 内密封 面不发生 间 隙腐蚀 。 1 . 3阴阳极 室 密封 面 采用 刚性 结 构 ,确 保槽 框 在受 挤压 力 时不 易 变形 。 1 . 4阳极 室下 部 安装 有 电解液 进 液分 散板 ,确保 电解 室 内各位 置
离子膜电解槽 -回复

离子膜电解槽 -回复
离子膜电解槽是以氯碱工业生产中最常用的一种设备。
这种设备运用了最新的离子膜技术,主要用于电解盐酸或氢氧化钠。
在离子膜电解槽的运作过程中,根据离子迁移的原理,离子膜起到了阻止阳离子通过,而只允许阴离子通过的作用。
离子膜电解槽的主要组成部分包括电极、离子膜、电解液和壳体。
其中,电极是电流通过的部分,一般由阳极和阴极组成;离子膜则是将电解槽分为阴阳两部分的重要元件,起到了阻止阳离子通过的作用;电解液则是电解的介质,一般由含有待电解物质的溶液组成;壳体则是整个电解槽的外壳,能够保护内部元件不受到外界环境的影响。
离子膜电解槽的运行过程主要包括电解过程和反应过程两部分。
电解过程是在电极的作用下,离子在电解液中迁移,由阳极迁移到阴极;反应过程则是在电解过程中发生的化学反应,通过反应生成目标产品。
其中,电解过程和反应过程同时进行,相互影响,是离子膜电解槽工作的核心部分。
离子膜电解槽有许多优点,比如能够提高生产效率、减少能源消耗、减少环境污染等。
另外,由于离子膜电解槽采用了离子膜技术,可以大大提高电解效率,降低生产成本,因此在许多行业中都得到了广泛的应用。
总的来说,离子膜电解槽是一种高效、环保的电解设备,它的应用不仅可以提高生产效率,还可以保护环境,因此在未来的发展中有着广阔的应用前景。
离子膜电解法
离子膜电解法又称膜电槽电解法,是利用阳离子交换膜将单元电解槽分隔为阳极室和阴极室,使电解产品分开的方法。
离子膜电解法是在离子交换树脂(见离子交换剂)的基础上发展起来的一项新技术。
利用离子交换膜对阴阳离子具有选择透过的特性,容许带一种电荷的离子通过而限制相反电荷的离子通过,以达到浓缩、脱盐、净化、提纯以及电化合成的目的。
这项技术已经用于氯碱的生产,海水和苦咸水的淡化,工业用水和超纯水的制备,酶、维生素与氨基酸等药品的精制,电镀废液的回收,放射性废水的处理等方面,其中应用最广泛、成效最显著的是氯碱工业。
在氯碱工业中,利用阳离子交换膜电解槽电解食盐或氯化钾水溶液来制造氯气、氢气和高纯度的烧碱(氢氧化钠)或氢氧化钾。
1975年日本旭化成工业公司制成全氟羧酸型离子交换膜,首先实现离子膜电解法制烧碱,同年日本实现工业化生产。
工艺流程经过两次精制的浓食盐水溶液连续进入阳极室(图1),钠离子在电场作用下透过阳离子交换膜向阴极室移动,进入阴极液的钠离子连同阴极上电解水而产生的氢氧离子生成氢氧化钠,同时在阴极上放出氢气。
食盐水溶液中的氯离子受到膜的限制,基本上不能进入阴极室而在阳极上被氧化成为氯气。
部分氯化钠电解后,剩余的淡盐水流出电解槽经脱除溶解氯,固体盐重饱和以及精制后,返回阳极室,构成与水银法类似的盐水环路。
离开阴极室的氢氧化钠溶液一部分作为产品,一部分加入纯水后返回阴极室。
碱液的循环有助于精确控制加入的水量,又能带走电解槽内部产生的热量。
离子膜电解槽根据供电方式的不同,分为复极式和单极式两种。
复极式电解槽的各单元电解槽串联相接,电解槽的总电压为各个单元电解槽的电压之和;电路中各台电解槽并联。
单极式电解槽的各单元电解槽并联相接,电解槽的总电流为各个单元电解槽的电流之和;电路中各台电解槽串联。
有的离子膜电解槽为板式压滤机型结构(图2):在长方形的金属框内有爆炸复合的钛-钢薄板隔开阳极室和阴极室,拉网状的带有活性涂层的金属阳极和阴极分别焊接在隔板两侧的肋片上,离子膜夹在阴阳两极之间构成一个单元电解槽。
中国式离子膜电解槽情况简介[1]
![中国式离子膜电解槽情况简介[1]](https://img.taocdn.com/s3/m/72484416650e52ea55189814.png)
, ,
,
的 阴 阳 极 即 同现 在 沧 化 的 电槽 阴 阳 极 是 相 同 的)
。
然 后 我 们 在 大沽 化 工 厂 和 北京 化 工
,
。
的特 色 从 软 指 标 上 看 是 按世 界 先 进 水平 进
0 行 设 计 的 离子 膜 的 有 效 利用 率 达 到 9 %
.
a P
:
33
阴 阳极 室 压 差
N aO H
:
500 一600m m H :o
.
含0 6 电流效 率 9 直流 电耗
:
.
0
.
16
% %Na OH
,
浓度
月2
7
:
2 9
:
5
写 (w t )
.
8 %
.
进 槽 盐水 浓 度
7
18 9
% (w t ) (2 1 6 9 / l)
7
2234
9 8 k w h / t zo o
中 国 式 离子 膜 电 解 槽 情 况 简 介
北 京化 工 机械 厂
冯忠贵
今年
7
月 由 我 厂 设 计 制 造 的 国 内 第一
,
,
了考 验
。
套 年 产 万 吨 烧 碱 的 离 子 膜 电解 槽 在 沧 州 化 工 厂 正 式 开 车 成 功 标 志 着 我 国 应 用 离子 膜
199 1
年
4
月 化 工 部 化工 司 主持 在 广
00
7
:
50
45
2 2 7 o kw h / t 一 0 0
离子交换膜电解槽结构

离子交换膜电解槽是一种用于电解水的装置,其结构通常包括以下几个部分:
1. 阳极室:阳极室是电解槽中的一侧,通常由金属制成,用于作为阳极。
2. 阴极室:阴极室是电解槽中的另一侧,通常也由金属制成,用于作为阴极。
3. 离子交换膜:离子交换膜是一种具有选择性通透性的膜,可以阻止阳离子通过,但允许阴离子通过。
离子交换膜的主要功能是防止阳离子从阳极室进入阴极室,从而保证电解过程的稳定性。
4. 电解质:电解质是离子交换膜电解槽中的液体,通常是盐水或酸性溶液。
电解质中的离子会在电解过程中被还原或氧化,从而产生氢气和氯气等产物。
5. 电极:电极是电解槽中的导电部件,通常由金属制成。
在离子交换膜电解槽中,电极通常被放置在阳极室和阴极室之间的离子交换膜上。
6. 冷却器:冷却器是离子交换膜电解槽中的冷却部件,通常用于降低电解槽的温度,以提高电解效率和稳定性。
离子交换膜电解槽的结构可以根据具体的应用需求进行设计和优化。
例如,可以通过改变离子交换膜的类型、厚度、通透性等参数来优化电解效率和稳定性。
离子膜电解槽阴、阳极极片涂层调研
[ 中国分类号】 Q l 6 [ T l422 文献标识码] B
[ 文章编号] 08 3X 20 )1 01 — 6 10 —13 (020 — 0 1 0
T es r e n h t d ft ec a ig o a h d n n d h u v y a d t esu y o h o tn fc t o ea d a o e
置。由于其核心设备电解槽的使用条件较为复杂且 苛刻 , 因此 , 如何做好电解槽及其相关设备的防腐工 作, 开好用好离子膜装置 , 是消化吸收引进技术 , 实 现国产化 目标的工作重点。 在离子膜烧碱生产 中, 电耗占生产成本 的 5 % 0 左右。电极涂层的活性层直 接影 响槽 电压( 槽电压 是电解生产 中的一个重要参数 , 槽压越高 , 电解电耗 越 大 )它直 接 影响 整个生 产过程 中的电耗 。尤 其是 , 阴极上较高 的过电位 已成为节能降耗、 提高经济效
atrr n ig frol e ra o l i t t a fi o td c t o e i si出ct dt a sn h e h fe u n n o l y a th n ew h h to mp re a h d .ti n ae h tui gt etc - e
n lg f h e  ̄t gee to efr o oo yo t ero l l r d o in—e c a gme r ede toy e i l  ̄v b u 0 0 n c xhn mb a n cr lzrw l t ea o t9 0 0 0RMB t
V a r l tc y. / o e c it f m e ri
离子膜制碱技术是 目前世界 上最先进、 最经济 的氯碱生产技术。近年来 , 离子膜技术在我 国正在 蓬勃发展。 自 18 96年盐锅峡树脂厂有限责任公司 从日 本引进第 1 1 t 的离子膜装置至今 . 套 万 / a 我国 已拥有约 10 t 烧碱生产能力的离子膜 电解装 7万 / a
离子膜氯碱工艺标准操作手册(电解)
内容提要II. 电解装置II-A 概述II-A-1 电解工艺II-A-2 阳极部分II-A-3 阴极循环II-A-4 电解II-B 离子交换膜工艺原理II-B-1 反应(1) 主反应(2) 钠离子的选择性渗透(3) 通过膜水的迁移(4) 金属氢氧化物的沉淀II-B-2 操作参数(1) 实际电流(2) 阳极液浓度(3) 阴极液浓度(4) 电解液的流量(5) 电流效率的估算(6) 通过膜的压差(7) 气体压力(8) 电解液的温度(9) 油压机II-C 电解槽操作II-C-1 安全设备II-C-1.1 整流器的自动关闭II-C-1.2 其他的联锁系统II-C-1.3 细节II-C-1.4 应急电源II-C-1.5 联锁图II-C-1.6 报警信号清单II-C-1.7 草图II-C-2 膜试漏(1) 概要(2) 准备(3) 阴极室充氮加压(4) 膜试漏(5) 膜试漏的必要性(6) 必须进行膜试漏的原因II-C-3 电解槽的泄漏试验和空气清除(1) 概要(2) 准备(3) 充纯水(4) 电解槽的泄漏试验(5)排水II-D 电解开车II-D-1 操作准备II-D-1-1 阴极系统的空气清除II-D-2 电解槽开车II-D-2.1 充电解液II-D-2.2 气体总管连接,电解液循环和开车II-D-2.3 正常运转阶段II-E 电解槽停车II-E-1 概要(1)标准步骤(2)停车后电解槽的处理II-E-2 电解槽的预备停车II-E-3 电解液的排除II-E-4 单元槽和膜的清洗II-E-5 膜湿润II-E-6 紧急停车II-F 电解槽的正常操作II-F-1 电解负荷调节II-F-2 电解液流量调节II-F-3 压差调节II-F-4 温度调节II-F-5 电解液浓度调节II-F-6 锁定电解槽II-G 油压机的操作(1) 油泵的启动和主要管线压力的调节(2) 调节万能块的减压阀(3) 油压机的操作(4) 油供应指示(5) 油压系统的维护说明II-H 电解系统的标准操作条件表格和相关图形II-I 故障排除II-J 电解槽操作的步骤图II-K 电解槽开车和停车检查清单II 电解装置II-A 概述II-A-1 电解工艺电解工艺包括8台电解槽以及它们的相关设备电解槽的结构显示如下:一个电解槽包含1个挤压单元(hydraulic press unit),91个复极槽(bipolar cells),安装在侧杠两边的1个阳极终端槽(anode terminal cell)和1个阴极终端槽(cathode terminal cell),以及循环系统。
离子膜电解槽直流电耗升高的原因及解决措施

离子膜电解槽直流电耗升高的原因及解决措施李 明*(中国石油化工股份有限公司齐鲁分公司氯碱厂,山东淄博255411) [关键词]离子膜;电解槽;直流电耗;原因;措施[摘 要]简要分析了离子膜电解槽直流电耗升高的原因,提出了降低直流电耗的3个措施,并简要论述了这3个措施存在的问题及注意事项。
[中图分类号]T Q114.262 [文献标志码]B [文章编号]1008-133X(2010)12-0023-02C a u s e s o f i n c r e a s e i nd i r e c t c u r r e n t c o n s u m p t i o ni ni o n-e x c h a n g e m e m b r a n e e l e c t r o l y z e r s a n ds o l u t i o n sL I M i n g(C h l o r-A l k a l i P l a n t,Q i l u B r a n c h C o.,S I N O P E C,Z i b o255411,C h i n a)K e yw o r d s:i o n-e x c h a n g e m e m b r a n e;e l e c t r o l y z e r;d i r e c t c u r r e n t c o n s u m p t i o n;c a u s e;m e a s u r eA b s t r a c t:T h e c a u s e s o f i n c r e a s e i n d i r e c t c u r r e n t c o n s u m p t i o n i n i o n-e x c h a n g e m e m b r a n e e l e c t r o l y z-e r s w e r e a n a l y z e d b r i e f l y.T h r e e m e a s u r e s t o d e c r e a s e d i r e c t c u r r e n t c o n s u m p t i o n w e r e p u t f o r w a r d,a n d t h e p r o b l e m s i n t h e t h r e e m e a s u r e s w e r e d i s c u s s e d b r i e f l y a s w e l l a s m a t t e r s n e e d i n g a t t e n t i o n.1 直流电耗升高的原因阴极效率下降、槽电压升高,都会使直流电耗升高。
氯碱设备离子膜电解槽及阳极的应用现状和发展方向
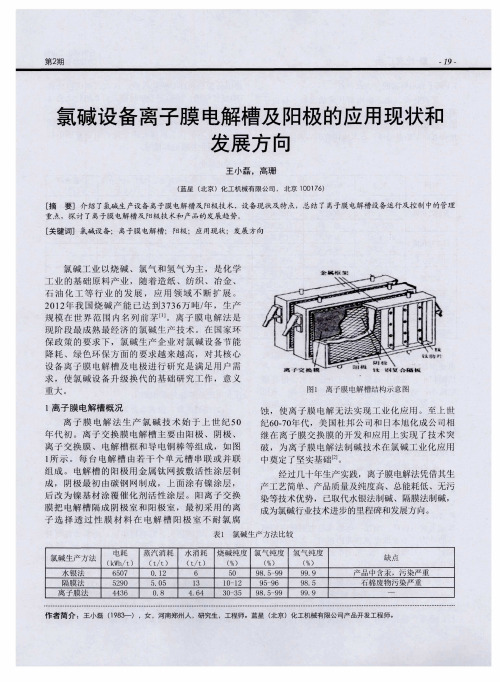
表 1 氯 碱 生 产 方 法 比较
氯 碱 生 产 方 法 电 托 蒸 汽 消 耗 水 消 牦 烧碱 纯 度 氯 气纯 度 氢 气 纯 发
槽体 形式
复 极 式 复 极 式 膜 极 距 复极 式 复极 式 复极 式 单 极 式 复极 式 单极 式 单 极 式 复 极 式 单 极 式
循 环 形 式
自然 循 环 自然 循 环 自然 循 环 自然 循 环 自然 循 环 自然 循环 自然 循 环 半 强制 循 环 自然 循 环 自然 循 环 自然 循 环 自然 循 环
水 银法
(kWh/t) (t/t) 6507 O.12
(L/t) 6
(%) 50
(%) 98.5 99
(%) 99.9
隔 膜 法
5290 5。O5
l3
1O一12 95—96 98.5
离 子膜 法
4436
0.8
4.64 30—35 98.5—99 99.9
单槽面积 设计 电流 密度 运行 电流密度 阳极寿命
氯碱 行 业 及 离 子 膜 电解 技 术 的 发 展 ,促 进 了 离 子 膜 电解 槽 装 置 的 更 新 换 代 ,不 同 类 型 的 离 子 膜 电解 槽 不 断 出 现 ,如 美 国某 公 司 的 零 极 距 单 极 槽 和有 间距 的复极 槽 , 日本旭 化成 的NCS复 极槽 ,
缺 点
产 |『fI {I含 汞 , 污 染 严 重 棉 废 物 污 染 严 重
国内几种常见的离子膜电解槽槽型结构简介
国内几种常见的离子膜电解槽槽型结构简介
国内几种常见的离子膜电解槽槽型结构简介摘要:本文主要介绍了目前国内离子膜电解槽常见的几种槽型结构及特点。
关键词:离子膜电解槽槽型结构国内
一、常见的几种离子膜电解槽参数比较
二、国内正在使用的几种单极式离子膜电解槽
国内正在使用的单极式离子膜电解槽主要有以下几种:
1.蓝星北化机BMCA-
2.5型单极式离子膜电解槽
1.1 阳极单元槽边框采用钛钯合金方管组焊结构,确保阳极单元槽不受含游离氯盐水腐蚀,密封面不产生间隙腐蚀。
1.2 阴极单元槽边框采用材质为3105的不锈钢矩形管组焊结构,确保阴极单元不受腐蚀。
1.3 阳极单元槽采用钛铜复合棒结构导电,确保阳极上电流分布均匀。
1.4 阴极单元槽采用不锈钢复合棒结构导电,确保阴极上电流分布均匀。
2.日本旭硝子AZEC-F2型单极式离子膜电解槽
2.1阴阳极液采用自然循环。
2.2离子膜电解槽与槽间铜排相连。
2.3阴极框筋板上设有弹簧,使阴极网安装后有弹性并趋向于阳极侧。
2.4导电铜排配置复杂,相对耗铜量较大[1]。
三、国内正在使用的几种强制循环离子膜电解槽
国内正在使用的强制循环离子膜电解槽主要有以下几种[1]:
1.蓝星北化机MBC-
2.7型离子膜电解槽
1.1边框采用不锈钢方管组焊结构,确保槽框在使用寿命期限内不生绣。
1.2阳极室密封面使用钛钯合金板材,确保槽框在使用寿命期限内密封面不。
离子膜电解阴极和阳极涂层
Causes of Cathode coating failure 阴极涂层的失效
Cathode coating failure can be caused by:
阴极涂层的失效可能由下列原因造成: High Fe content in the catholyte: 阴极液中含铁太高 Fe deposition on the cathode will cause an over coating layer that reduces the cathode coating activity. Fe在阴极表面沉积形成覆盖层,会导致阴极活性降低
8
Causes of Cathode coating failure 阴极涂层的失效
High number of plant unprotected shut down: 过多的无保护停车
In presence of an high number of plant unprotected (no polarizator rectifier) shut downs there is a double effect: 过多的无保护停车(无极化整流器的投用),会造成: • Cathodic coating peel off due to reversal current phenomena. 反向电流造成阴极涂层脱落 • Coating deactivation and substrate corrosion due to Cl2 back migration from the anodic compartment. Cl2反向迁移到阴极室,造成阴极涂层失去活性及镍基体的腐蚀
允许范围250~315 g/l 一般采用310 g/l
1 per 4 hours by operator in primary brine area 4小时一次,在一次盐水 1 per 8 hours shift, recorded automated data log
离子膜法生产氯碱技术基本知识

离子膜法生产氯碱技术基本知识离子膜法生产氯碱技术基本知识1.概述1.1离子交换膜法制烧碱的原理1、离子交换膜电解槽的构成离子交换膜电解槽:主要由阳极、阴极、离子交换膜、电解槽框和导电铜棒等组成。
每台电解槽由若干个单元槽串联或并联组成。
阳极用金属钛网制成,为了延长电极使用寿命和提高电解效率,阳极网上涂有钛、钌等氧化物涂层;阴极由碳钢网制成,上面涂有镍涂层;离子交换膜把电解槽分成阴极室和阳极室。
电极均为网状,可增大反应接触面积,阳极表面的特殊处理是考虑阳极产物Cl2的强腐蚀性。
2、离子交换膜工作原理离子交换膜法制烧碱名称的由来,主要是因为使用的阳离子交换膜,该膜有特殊的选择透过性,只允许阳离子通过而阻止阴离子和气体通过,即只允许H+、Na+通过,而Cl-、OH-和两极产物H2和Cl2无法通过,因而起到了防止阳极产物Cl2和阴极产物H2相混合而可能导致爆炸的危险,还起到了避免Cl2和阴极另一产物NaOH反应而生成NaClO影响烧碱纯度的作用。
1.2离子交换膜法制烧碱生产工段简介离子交换膜法制烧碱生产由5个工段组成:(1)化盐工段(2)电解工段(3)氯氢处理工段(4)固碱工段。
★ 化盐工段主要进行化盐及盐水的初级处理,为电解工段提供所需要的饱和食盐水。
★ 离子膜工段电解二次精制盐水,生产烧碱、氢气和氯气。
★ 氯氢处理工段主要是对从电解槽出来的氢气,氯气进行冷却,干燥处理,为后续生产做准备。
★ 固碱工段将电解工段的氢氧化钠电解液,经预热后,送入蒸发器深缩,再由片碱机生产固碱,青海大学化工学院化学工程系- 1 -离子膜法生产氯碱技术基本知识2.化盐工段2.1化盐工段工艺原理将固体原盐(或搭配部分盐卤水)与蒸发工段送来的回收盐水、洗盐泥回收的淡盐水,按比例掺和、加热溶解成含氯化钠的饱和水溶液,同时按原盐中杂质含量连续加入适量的精制剂(氢氧化钠、碳酸钠和氯化钡等),使盐水中钙、镁、硫酸根等杂质离子分别生成难溶的沉淀物,然后加入助沉剂(聚丙烯酸钠等)。
离子膜电解槽阴阳极出液管打火治理研究
离子膜电解槽阴阳极出液管打火治理研究发布时间:2022-11-30T05:38:52.546Z 来源:《科学与技术》2022年第8月15期作者:薛荣1*,申虎军[导读] 介绍了离子膜电解槽的工作原理,对离子膜电解槽阴阳极出液管打火的原因进行了分析薛荣1*,申虎军1.陕西北元化工集团股份有限公司,陕西,榆林,719319摘要介绍了离子膜电解槽的工作原理,对离子膜电解槽阴阳极出液管打火的原因进行了分析,并针对打火问题进行了针对性优化对策的提出,为提高离子膜电解槽运行稳定性提供经验见解。
关键词离子膜电解槽;阴阳极出液管;打火离子膜电解制碱工艺是目前全球应用最为广泛且最高效的氢氧化钠生产技术,也是目前全球电解制碱技术的重要趋势。
面对离子膜电解制碱技术的不断发展以及生产能力的提升,对安全生产工作需要不断提高。
而在离子膜电解槽运转过程中,经常因为受到操作动作、原料质量、开停车频率及外界环境变化等因素的影响,出现电解槽性能降低、阴阳极出液管打火的问题,影响生产系统的高效运作与有序运转。
因此需要通过对打火具体原因的分析进行具体问题的定位,形成对系统的不断优化,保障企业生产工作的顺利开展。
1 离子膜电解槽简介离子膜电解制碱技术是目前应用最广泛的一种制碱方式,离子膜电解槽由阴极、阳极、离子交换膜、导电铜棒以及电解槽框等构成。
每一个电解槽是由几个单元槽构成的,电解槽的阳极由钛网加涂层构成,阴极由镍基材加活性涂层构成。
从电解槽构造角度,分为单极式、复极式。
复极式是把阴阳极串联的方式,具有流程短、占地少、投资低且管理便捷的优势,但是电压高,电流较小;单极式具有较大的电流,较低的电压,能够便于日常维护,但是占地大、流程长,不便于日常管控。
目前复极式成为较大的发展方向;从电解槽循环方式上分为自然循环与强制循环两种[1]。
自然循环依靠电解液相对密度保证电解液的循环,资源损耗低、循环大,运行稳定,但是需要较高的生产符合。
而强制循环通常是借助泵保证动力,不会受到低负荷的影响,能够具有较为稳定的循环量,但是压力通常不够稳定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
De NoraWorld Leader in Electrochemical Science,Technology and New Markets’Applications1°UHDENORA-DENORA Chlorine Symposium Suzhou March 2008IEM Anode and CathodeCoating Operation离子膜电解阴极和阳极涂层March 082AGENDA要讨论的话题Importance of Coatings.涂层的重要性Causes of Coating Failure.涂层失效的原因How Maintain good coating performances all along the guaranteed life.在寿命保证期内,如何保持好的涂层性能Measuring the Residual coating load.检测剩余的涂层Measuring coating and membrane condition during the operation.在电槽操作期间,检测涂层及膜的状况A good Anode coating:好的阳极涂层9Keeps your plant in business, with a very flat cell voltage profile over 8 years.可在保证期八年时间内,维持平稳的电槽电压。
A good Cathode coating:好的阴极涂层9Reduces hydrogen overvoltage by more than 200 mV over bare nickel.相对于无涂层的镍,阴极涂层可降低氢过电位200mV 以上A Bad Anode Coating:坏的阳极涂层9Will cause a very sharp voltage increase in a short period of time up to the point where plant has to be shut down.可在短时间内造成槽电压迅速上升,直至使电槽被迫停车A Bad Cathode coating:坏的阴极涂层9Will cause a quick increase of the cell voltage of about 100/150 mV: every 100 mV increase isequivalent to ~ 3% increase in power cost.会导致槽电压快速上升100~150mV; 槽电压上升100mV,电耗约增3%Causes of Anode and Cathode Coating Failure 阴、阳极涂层失效的原因6Anode coating failure can be caused by some impurities present in the feed brine such as:盐水中的一些杂质会导致阳极涂层失效Fluoride: Parts per million levels in brine will strip the DSA®coatings to bare Ti in hours.氟:盐水中ppm级的氟也会在数小时内使涂层脱落Manganese: Will cover existing DSA®catalyst with pseudo-catalytic coating which is almost impossible to remove.锰:会覆盖掉阳极活性涂层,形成一层伪涂层,且几乎不可能除去Barium/Strontium/Silica: Form tenacious deposits which are very difficult to remove.钡/锶/硅:会沉积在活性涂层表面,且很难除去阳极涂层失效的原因Other possible reason of anode coating failure are:其它可能导致阳极涂层失效的因素:Caustic back-migration:碱的反向迁移9OH-ion back-migration through membrane scratch.OH -离子通过膜的划伤部位反向迁移9OH-ion back-migration through membrane pin hole.OH -离子通过膜上的小孔反向迁移9Tear in the membrane.OH-离子通过撕裂的膜反向迁移Normal coating ageing:正常的涂层的老化9Occurs after years of anode service.使用数年后,涂层会渐渐老化9Difficult to detect.这种情况很难探测9Requires regeneration (recoating) of the substrate or mesh replacement.必须进行重涂或换活性网阳极涂层失效的原因8 Cathode coating failure can be caused by:阴极涂层的失效可能由下列原因造成:High Fe content in the catholyte:阴极液中含铁太高9Fe deposition on the cathode will cause anover coating layer that reduces the cathodecoating activity.Fe在阴极表面沉积形成覆盖层,会导致阴极活性降低阴极涂层的失效9High number of plant unprotected shut down:过多的无保护停车9In presence of an high number of plant unprotected (nopolarizator rectifier) shut downs there is a double effect:过多的无保护停车(无极化整流器的投用),会造成:•Cathodic coating peel off due to reversal currentphenomena.反向电流造成阴极涂层脱落•Coating deactivation and substrate corrosion due toCl2back migration from the anodic compartment.Cl2反向迁移到阴极室,造成阴极涂层失去活性及镍基体的腐蚀阴极涂层的失效March 0810 How to maintain good coating performance all along theguaranteed life在寿命保证期内,如何保持好的涂层性能How to maintain good coating performance all along the guaranteed life 在寿命保证期内,如何保持好的涂层性能March 08 11To maintain good anodic coating performance all along the guaranteed life is necessary to stress two main aspects of the plant operation: 要在寿命保证期内,保持好的阳极涂层性能,操作中必须注意两点: Brine Purity: 盐水质量 Apart from the impurities seen before, brine quality does not effect directly the coating life but the monitoring and good maintenance of all the brine purification section will avoid the loose of efficiency of the membrane that is among the primary reasons of early anodic coating deactivation. 除了上面提到的杂质,其它杂质不会直接影响到涂层寿命,但会 降低膜的效率。
膜效率是影响阳极涂层寿命的基本因素之一How to maintain good coating performance all along the guaranteed life 在寿命保证期内,如何保持好的涂层性能March 08 12Brine Purity: 盐水质量 Monitor and record any brine impurity excursions and do not over run the plant in presence of Ca, Mg, Sr and Ba pick. 监测并记录盐水中的杂质,不要让电槽在Ca、Mg、Ba、Sr 等杂质超标的情况下运行。
Recommended Brine Specs 推荐的盐水规格Component or Impurity 成分 NaCl Concentration 盐水浓度 Temperature 温度 pH Allowable Level 允许范围 310 gpl (Typical) 250~315 allowable允许范围250~315 g/l 一般采用310 g/lMarch 08 13Analysis Frequency 分析频率 1 per 4 hours by operator in primary brine area 4小时一次,在一次盐水 1 per 8 hours shift, recorded automated data log 1 per 8-hour operator check to verify continuous Al reading with AAL/AAH8小时一次由操作工分析65oC ~ 80oC As required based on electrolyzer condition Value as required for chlorine purity 2~11 allowable range根据对氯气纯度的要求 允许范围2-11Recommended Brine Specs (continued)推荐的盐水规格(续)Component 成分 Calcium plus Magnesium 钙+镁 Strontium 锶 Barium 钡 BaSO4 Na2SO4 Chlorates 氯酸盐 Allowable Level 允许范围 < 0.020 ppm < 0.40 ppm < 0.01 ppm < 0.01 ppm < 10 gpl < 14.0 gpl as ClO3Analysis Frequency 分析频率March 08 141 per 8 hours by Lab (ICP) 1 per 24 hours of storage retention, by field operator 1 per day by Lab (ICP) 1 per day by Lab (ICP) 1 per day 1 per day 每天一次 每天一次1 per week 每周一次Recommended Brine Specs (continued)推荐的盐水规格(续)Component 成分 SiO2 Aluminium Iron Nickel 铁 镍 铝 Allowable Level 允许范围 < 5.0 ppm < 0.10 ppm < 0.1 ppm < 0.003 ppm 99% Light transmittance as referred to distilled water 99%透光度 < 0.30 ppm as Pb < 0.30 ppm 按铅计 < 0.04 ppmMarch 08 15Analysis Frequency 分析频率 1 per week 每周一次 1 per week 每周一次 1 per week 每周一次 1 per week 每周一次 1 per week 每周一次 1 per month 每月一次 1 per month 每月一次Total Suspended solid 固体悬浮物 Total Heavy Metals 总重金属 Mercury 汞Recommended Brine Specs (continued)推荐的盐水规格(续)Component or Impurity 成分 Chromium 铬 Fluoride 氟 Iodine 碘 Bromine 溴 Manganese 镁 Chlorine 游离氯 TOC 化学耗氧量 Allowable Level 允许范围 < 1.0 ppm < 1.0 ppm < 0.20 ppm < 30.0 ppm < 0.01 ppm < 0.1 ppm < 1.0 ppmMarch 08 16Analysis Frequency 分析频率 1 per month 每月一次 1 per month 每月一次 1 per month 每月一次 1 per month 每月一次 1 per month 每月一次 1 per month 每月一次 1 per month 每月一次How to maintain good coating performance all along the guaranteed life在寿命保证期内,如何保持好的涂层性能March 08 17Second main aspect of the plant operation to be strictly monitored in order to maintain good anodic coating performance is: 另一个对阳极涂层有着非常重要影响的因素是:Membrane condition: 离子膜的状况 9 Avoid circumstances which lead to damages or pin holes.避免会导致膜产生针孔的情况的出现9 Avoid drying of membranes during shut down (strictly follow membrane supplier indication).避免膜在停车期间变得干燥(严格按照膜供应商的要求)9 Control Down stream operation and DP fluctuation.控制好下游的操作,保持稳定的压差How to maintain good coating performance all along the guaranteed life在寿命保证期内,如何保持好的涂层性能March 08 18To maintain good cathodic coating performance all along the guaranteed life is necessary to strictly monitor two main aspects of the plant operation: 要在寿命保证期内保持好的阴极涂层性能,在操作过程中要严格监控 下面两点: Catholyte purity: 阴极液纯度 Fe content in the catholyte must be carefully checked and kept within the specification given by the coating supplier. 必须认真检测阴极液中的铁的含量,一定要达到电槽供应商的 要求How to maintain good coating performance all along the guaranteed life在寿命保证期内,如何保持好的涂层性能Plant smooth operation: 装置的操作要平稳March 08 19Unprotected (no polarizator rectifier) and unexpected shut downs should be reduced for two reasons: 应尽量避免无保护停车(极化整流器没投运)和意外停车 9 Reversal current that happened during shut down may cause cathodic coating early detachment from the substrate. 停车期间的反向电流会导致阴极涂层脱落 9 Cl2 gas back migration after shut down will cause cathodic substrate corrosion and early coating peel off. 停车期间氯气的反向迁移会导致阴极基体的腐蚀及阴极涂层脱落Measuring the Residual Coating Load测定剩余的涂层量Residual Coating Load 剩余涂层March 08 21Coating life is related to residual coating load and active site density. 涂层的寿命与涂层量及分布有关 ¾ Initial Coating load is optimized by the supplier according with the given guaranteed life. 初始涂层量由供应商根据保证寿命来确定 ¾ Residual coating load is usually in good correlation with the residual life. 剩余涂层与剩余寿命密切相关Residual Coating Load 剩余涂层Residual coating load evaluation can be done剩余涂层的评估可以: At site:在现场做 9 Residual Coating analyzed with portable XRF without radio active sources 可以用无放射源的手持式X射线仪 9 SEP (Single Electrode Potential)SEP (电极电位)March 08 22In Laboratory: 在实验室 9 Residual Coating analyzed with an XRF Lab machine用实验室中的X射线分析仪9 Electrochemical Test 电化学分析法 9 SEM (Scanning electrode microscope) 扫描电镜法 9 Special Analysis XRD X射线衍射仪法 9 Special Analysis FIB (Focus Ion Bean) 聚焦离子束法Electrodes section status evaluation by SEM (Scanning Electron Microscope) 用扫描电镜分析电极断面March 08 23CoatingTiSection (12000X)Electrodes surface morphology evaluation by SEM (Scanning Electron Microscope)用扫描电镜分析电析表面状态March 08 24Surface morphology (6000X)Electrodes section status evaluation by FIB (Focus Ion Beam)用聚焦离子束法分析电极断面March 08 25Electrodes section status evaluation by FIB (Focus Ion Beam)用聚焦离子束法分析电极断面March 08 26Coating TiAnode Coating residual load 剩余阳极涂层Anode Behaviour 阳极表现3 2.8 2.6Pot ent i al /V NHE 电极电位 V,NHEMarch 08 27100 90R e s i d u a l C o a t i n g/ % 剩余涂层 %80 70 602.4 2.2 2 1.8 1.6 1.4 1.2 Tons of Cl2 Produced 电解生产过程Critical 临界状态50 40Dangerous 危险区域 Possible structure damages 可能损坏结构30 20 10 0Measuring coating and membrane condition during the operation在操作期间监测涂层及膜的状态Measuring coating and membrane conditions March 08 29 during the operation在操作期间监测涂层及膜的状态The best way to check the coating and membrane conditions during the cell operation is to continuously monitor the cell Voltage during start-ups (Polarization curves) 操作期间最佳的监测涂层及膜状态的方法是在开车期间连续监测电槽 电压(极化曲线) 9 Provides good indicators of pin-hole presence in membranes可以显示离子膜上是否有针孔存在9 Qualitatively asses the size & track evolution over time可定性地分析膜上针孔的大小并跟踪其随后的发展Continuously compare the Polarization curves from varying load conditions 经常比较电流变化时电槽的极化曲线 9 Start-up 开车时的 9 Over time: Every 3-6 months 以后每3-6个月的Linear Polarization Curve线性极化曲线Typical Polarization Curve 典型的极化曲线4 Cell Voltage 槽电压 3.5 3 2.5 2 0 1 2 3 4 5UoMarch 08 30Slope6Current Density 电流密度 KA/m2March 0831U0Value U0值Indicator of the health of a cell’s coatings and membranes反映电槽涂层与膜的健康状态¾Increase in U o will mean coatings and membranes areaging and deterioratingU0的增加反映涂层及膜的退化¾Over the life of a cell its U o will increase电槽达到寿命后,U0值会增加¾Premature increase in U o should be a concern如果电槽的U0值过早地上升,要特别关注Features of Polarization Curve极化曲线的特性•Slope of the curve (k)极化曲线的斜率Flatter the better 斜率越平越好¾If slope increases but Uo is the same, it may be the indication of the membrane aging如果K 值增大,而U 0不变,可能表明膜的老化¾If slope remains the same and Uo increases then coatings may be aging如是K 值不变,而U 0增大,可能是涂层性能的退化¾No easy way to differentiate anode verses cathode yet 不能确定是因为阴极还是阳极的退化极化曲线的特性Shift in Polarization Curve极化曲线的变化22.533.5411.522.533.544.55Current Density 电流密度 KA/m2C e l l V o l t a g e 槽电压Initial 初始Membrane 膜Coating 涂层线性极化曲线March 083422.22.42.62.833.23.43.601234567Current Density 电流密度 KA/m2C e l l V o l t a g e 槽电压 (V )Voltage Behavior of the Cell With Pin Hole Membrane膜上有小孔时槽电压的表现Thank You!谢谢!。