塑料件报价
办公用品定点采购报价表

办公用品定点采购报价表
一、文件夹及文件管理类
1.文件夹:A4文件夹,塑料,厚度1mm,可存放100页纸,单价:¥3.5
2.文件夹:A4文件夹,塑料,厚度2mm,可存放200页纸,单价:¥5.5
3.文件夹:A4文件夹,皮质,厚度1.5mm,可存放150页纸,单价:¥8.0
二、笔类
1.圆珠笔:黑色,0.5mm,长18cm,单价:¥1.2
2.圆珠笔:蓝色,0.7mm,长15cm,单价:¥1.5
3.钢笔:黑色,0.5mm,长20cm,单价:¥6.0
三、便签纸类
1.便签纸:黄色,7.6cm*7.6cm,100张/包,单价:¥3.0
2.便签纸:粉色,10cm*10cm,50张/包,单价:¥2.5
四、订书机类
1.订书机:大号,可订70页纸,单价:¥1
2.0
2.订书机:小号,可订30页纸,单价:¥8.0
五、透明胶带类
1.透明胶带:宽度1.2cm,长度10m,单价:¥
2.0
2.透明胶带:宽度2.5cm,长度15m,单价:¥
3.5
六、订书针类
1.订书针:银色,100根/盒,单价:¥1.0
2.订书针:金色,50根/盒,单价:¥1.5
七、文件夹标签类
1.文件夹标签:白色,5cm*2cm,50张/包,单价:¥1.2
2.文件夹标签:彩色,8cm*3cm,30张/包,单价:¥1.8
以上价格为参考,具体价格以实际执行为准。
塑胶原材料报价表

顺德硬胶市场每日行情产品类别规格牌号产地/生产企业参考价格涨幅ABS 15A1 台塑14000 +200ABS 757 台湾奇美14380 +80ABS 850 泰国14000ABS GP22 巴斯夫14000ABS 0215A 吉林石化13850ABS 750A 大庆石化13850 +150ABS 12111 LG 14000 +200ABS 301 兰化14000 +150ABS D180 国亨14000 +200ABS AC810 常州新湖14000 +200GPPS 1541 三水10600 +100GPPS 525 广石化10800 +200GPPS 525 湛江新中美10800 +300GPPS PG-33 镇江奇美11500 +200HIPS CH660 广州石化11000HIPS 825 抚顺石化10800HIPS 990 湛江新中美11000HIPS PH88 镇江奇美12800 +300随着原油的大涨,硬胶价格继续攀升,但是下游企业离市观望,市场成交疲弱广州塑胶原料价格网上报价产品名称货品所在地单价(不含运费)起批量查看塑胶原料PVC广东东莞市5800.00/吨1吨塑胶原料广东东莞市15.50/KG1000KGEV A塑胶原料广东东莞市18.00/KG25KGGE塑料广东深圳市27.00/Kg100KgPC合金>ABS+PC合金广东东莞市21.00/KG100KG包装袋浙江平阳县1.85/条5000条塑胶原料广东东莞市1.00/x1xPP塑胶原料广东东莞市15.50/KG25KGPVC塑胶原料广东东莞市11300.00/吨1吨HIPS塑胶原料广东东莞市12.80/KG25KGPBT工程塑料广东东莞市13.80/kg100kgPMMA水口>塑胶PMMA水口广东东莞市13.00/KG100KG各种塑z原料广东东莞市1.00/kg25kgABS黑料广东东莞市10500.00/吨1吨塑胶广东深圳市15.20/KG1000KGHIPS广东东莞市13.50/吨0吨ABS+PC合金广东东莞市21.00/KG100KGPBT工程塑料广东东莞市13.80/kg100kg工程塑胶原料广东东莞市13.00/*500*工程塑胶原料广东东莞市19.00/KG100KG工程塑料PPO广东东莞市15000.00/吨1吨ABS+PC合金广东东莞市21.00/KG100KG工程塑胶原料广东东莞市22000.00/T1T工程塑胶原料广东东莞市22000.00/吨1吨工程塑胶原料广东东莞市13.00/kg500kg工程塑胶原料广东东莞市22000.00/吨1吨工程塑胶原料广东东莞市22000.00/吨1吨PBT工程塑料广东东莞市13.80/kg100kg工程塑胶原料广东东莞市13.00/*500*工程塑胶原料广东东莞市22000.00/T1TABS+PC合金广东东莞市21.00/KG100KG工程塑胶原料广东东莞市13.00/kg500kgABS+PC合金广东东莞市21.00/KG100KG工程塑胶原料广东东莞市13.00/*500*工程塑胶原料广东东莞市13.00/kg500kg工程塑胶原料广东东莞市22000.00/T1T工程塑胶原料广东东莞市13.00/kg500kgPBT工程塑料广东东莞市13.80/kg100kgABS+PC合金广东东莞市21.00/KG100KGABS+PC合金广东东莞市21.00/KG100KG塑胶原料网上报价信息塑胶原料广东东莞市15300.00/KG1KGMS塑胶原料广东东莞市16.20/kg25kg塑胶原料广东东莞市8200.00/吨1吨PBT塑胶原料广东东莞市21.60/KG25KG塑胶原料广东东莞市16.20/kg1000kg塑胶原料广东东莞市1.00/KG25KGPP塑胶原料广东东莞市15.30/KG25KGGE塑料广东深圳市27.00/Kg100Kg塑胶原料广东东莞市28.60/KG200KG日本塑胶原料广东深圳市44.50/KG1000KG塑胶原料广东东莞市15.50/KG1000KGPMMA水口>塑胶PMMA水口广东东莞市13.00/KG100KGTPU原料广东东莞市20.00/KG25KG塑胶原料广东深圳市10000.00/kg25kg黑色合金塑胶原料广东东莞市20.00/KG25KG工程塑胶原料广东东莞市19.00/KG100KGMS塑胶原料广东东莞市17.00/kg25kgPVC塑胶原料广东东莞市11300.00/吨1吨PBT塑胶原料广东东莞市25.70/KG25KG塑胶原料广东东莞市20.80/KG1000KG日本塑胶原料广东深圳市22.50/KG1000KGTPU广东东莞市38.00/kg25kg包装袋浙江平阳县1.85/条5000条塑胶原料19.80/KG25KG塑胶原料广东东莞市12900.00/吨1吨台湾奇美广东东莞市1.00/X1XABS广东东莞市16500.00/吨1吨塑胶原料广东深圳市10000.00/kg25kg塑胶原料广东东莞市15.20/KG10KG塑胶原料广东深圳市15.00/Kg1000Kg塑胶原料广东东莞市15100.00/吨1吨工程塑胶原料广东东莞市13.00/kg500kg塑胶原料LCP广东中山市90/KG1000KGABS广东东莞市17.00/KG0KGPPS塑胶原料广东东莞市35.00/kg25kgLCP塑胶原料广东东莞市40.00/kg25kgABS合金>PC/ABS合金广东东莞市26000.00/吨1吨PP广东东莞市11000.00/吨1吨EV A广东东莞市12000.00/吨1吨塑胶原料PVC广东东莞市5800.00/吨1吨广州高压线(氟塑料)价格1、耐电压:50KV、40KV、30KV、20KV及10KV等2、额定温度:-60℃~+250℃(最高使用环境温度:250℃最低使用环境温度:-65℃)3、执行标准:UL32394、导体:单根或多股镀锡铜丝、镀银铜丝5、颜色:红、黄、蓝、白、黑、绿、棕、灰、橙、透明等6、绝缘体:聚全氟乙丙烯(FEP)、可熔性四氟乙烯(PFA)7、性能:良好的电绝缘性能,绝缘击穿强度高,高频损耗小,不吸潮,绝缘电阻大,具有优良的耐老化及阻燃性能当前价:3.80元/米(不含运费)近日,在欧美纯苯和苯乙烯价格向上突破的同时,亚洲苯、乙烯、苯乙烯、丁二烯等塑胶原料也一路飙升,迄今为止,苯上涨到USD1070/吨,乙烯到了USD900/吨,而苯乙烯更是突破了USD1300/吨,均是近几年来的历史高位。
橡胶、塑料通用报价单模板(完美)

含税单价(元)
合计(元)
胶圈
氟胶
220/185*18
50
480
24000
人民币大写
贰万肆仟圆整
24000
产品条例
一、质量要求、技术标准、供方对质量负责的条件和期限:产品满足需方使用要求,符合行业标准,使用年限2年。
二、运输方式及到达站港和费用负担:供方承担运费;
三、包装标准:包装物的供应与回收:包装以产品中途不损坏为标准。
四、结算方式及期限:预付款50%,签收合格后支付余款。
供应方信息
公司名称:
衡水亿谋橡塑科技有限公司
开户银行:
开户行号:
银行账号:
公司地址:
联系电话:
联系人:
供方:衡水亿谋橡塑科技有限公司
日期:2020年11月02日
序号
产品1*3
产品图
产品名称
橡胶杂件
参考图纸
6.2020.02.004(2).PDF
6.2020.01.003.PDF
6.2020.00.009(2).PDF
产品材料
橡胶模具规格-源自出模率-模具寿命
50万
其他要求
—
备注
-
产品
一
名称
材质
型号/规格
塑料模具报价表

400
60
1
60
50
4
79.13 0.00 5.93
¥791.28 流道板 ¥0.00
¥807.11 S136
100
50
1
8.24
¥379.16 H13
0.00 0.00 0.00
¥0.00 ¥0.00 ¥0.00
0.00
¥0.00
0.00
¥0.00
0.00
¥0.00
0.00
¥0.00
0.00
¥0.00
35.00%
¥11,386.29
设计、管理费
管理费用汇总
5.00%
¥1,626.61
1
销售费用汇总
3.00%
¥975.97
1
财务费用汇总
2.00%
¥650.65
1
总成本(元)
利税率
35%
出厂价
报价
¥5,855.81 ¥3,903.87
¥300.00 ¥300.00 ¥300.00 ¥650.65 ¥325.32
FAX: TEL:
xxxxxxxx实业有限公司
模具报价
模具配件费汇总
机加工
18.00%
¥5,855.81
1
钳工
12.00%
¥3,903.87
1
试模1
¥300.00
1
试模2
¥300.ቤተ መጻሕፍቲ ባይዱ0
1
试模3
¥300.00
1
动力(水电气)
2.00%
¥650.65
1
设备折旧、厂租
1.00%
¥325.32
1
制造费用汇总
注塑产品怎样报价!!和报价注意事项!!!!!
注塑产品单价主要由:原料成本+加工成本+管销成本+成品利润四个部份所构成1、原料成本: (成品重+水口重+耗损重)x塑料原料单价2、加工成本: (人工成本+机台成本+水电成本)x成形周期÷模穴数3、管销成本: 行政费用+运费+模具保养+房租+税金...4、成品利润:一、原料成本原料成本可以到很多网站上查到最新报价,机构人员最好要能定期了解原料价格的变化,这样在设计初始时就要决定好,同样是ABS,每个厂牌或是牌号,在物理性及适用性上都不同,或是所选用的原料牌号国内无人代理,或是没有可替代用料,这类状况都要事先排除.非原料本色之塑料成形品,需将原料价格加上0.3%的抽色加工费.原料成本中的耗损,大多以2%计算.主要为模温未达到前之塑料用料及成形不良品等.如为连续性生产(每次架模后,可连续生产15日以上),耗损可计算为0~1.2%.透明件或外观要求严格(如镜面处理或完全不可有污点),耗损最好是用3~3.5%计算.如果只知成品重量,需视模穴数及成品尺寸,将水口及耗损重量以成品重量之4~6%计算.另外,零件是否允许加水口料?添加比例是多少?7%还是25%?这个部份都要考虑进去.一般注塑厂在计价时,都会以纯料计算,但事实上,在零件没有特别的要求下,多数的注塑厂会添加10~15%左右的水口料.与其如此,不如就明定可添加比例是多少,以ABS来说,水口料如添加在7%以内时,MI值可以说几乎与纯料没什么差异.所以在非受力或外观零件(无喷漆等处理),水口料添加比例可以在20%左右.二、加工成本加工成本的计算比较复杂,此部份的计算基数大多要以经验做判断,塑料成本的高低,大多取决于此项成本. 人工成本+机台成本+水电成本这三项,可参考下列常用机台吨数费用:机台吨数费用(RMB/h)60~100吨32~40120~160吨42~53180~220吨50~78250~280吨80~105*由于每个注塑厂的生产条件、品质要求差异较大,此部份费用要视注塑厂能力,或要求调整.当只有零件尺寸时,要先能够推算模具的大约尺寸.如果零件投影尺寸在50mm以下,外侧也不走滑块(行位)时,模具的长宽约为零件尺寸+80mm(单边).例如一个上盖投影尺寸为40x50mm,模具的长度即计算为50+160=210mm,宽度计算为40+160=200mm.但事实上以这个尺寸的零件,我们会考虑到成形的经济效益,一般不会只开一穴(CAVE).至于要开2穴或2穴以上就靠你自己考虑了,模穴数多了也不见得好.模具穴数多,在每pcs成形时间虽然缩短,但如果每次生产的数量不是很多,会造成成形厂上下模时间及试模耗损过大,分摊在每pcs的成形品成本就会偏高,如一模二穴,模具长度除了零件尺寸要乘以2,还要加上GATE(水口)的范围,一般GATE尺寸估算在40mm左右,所以长度为(50x2)+40+160=300.现在模具厂大多使用现成固定尺寸的模座,每家模座厂的模座尺寸都不一样.所以当模具预计尺寸接近机台容许尺寸(导柱内距及容模量)时,最好要先与模具及成形厂商沟通,否则以大吨数机台生产小模具,在机台成本上会过高.注塑机台的选用,主要是根据注射机的最大锁模力来选用的.每个机台都有可达到的注射压力值,机台的锁模力除以注射压力,就是这个机台可选用的塑件产品的最大投影面积.成品的投影面积超过这个范围的话,就要重新选用更大锁模力的机台.选择适当的机台生产,除了模具尺寸要能符合机台容许尺寸,还要考虑机台的射出量及最大注塑压力是否合适.锁模力: 实际锁模力应不超过机台的最大锁模力的80%.锁模力是根据产品的投影面积和产品材料的型腔压力计算的,一般ABS型腔压力取295~305kg/c㎡,PP取195~205kg/c ㎡. 射出量: 以体积计算,以(成品重+水口重)x模穴数÷塑料比重来计算.射出量以不超过机台的最大射出量的80%为上限.最大注塑压力:以不超过机台的最大压力的80%,这样可保证成形尺寸稳定.加工成本计算中还有一项比较麻烦的就是成形周期(成形时间)的计算,成形周期会因为机台螺杆尺寸、料筒温度、模具温度、注射压力、注射速度、补料(保压)、冷却时间、塑件形状及模具结构等因素而有相当大的差异,不是对注塑条件非常熟悉而且有经验的人,是无法正确估算的.简易的成形周期计算方式为射出量÷(机台射胶速率x0.8)x40~43.例如:以ABS成品重为110g,水口重7g,一模二穴,注塑机台为220t,机台射胶速率180,所以这个零件的成形周期为:(110+7)x2÷1.06÷(180X0.8X40=61.3s(注射时间约1.8s,保压时间约19.5s,冷却时间约40s).*当成形品厚度过厚,或是深度较深时,冷却时间会较长.如成形品成形后需过高温(如印刷、喷漆、电镀等),保压时间需增加.三、管销成本:管销成本一般的估计以原料成本+加工成本的2%来计算,如为透明件或外观要求严格之对象,或是需外送加工等需增加额外之运费及特殊包装,以原料成本+加工成本的4%来计算.四、成品利润:成品利润一般的估计以原料成本+加工成本的15~20%来计算,但有些注塑厂商会将利润并入机台吨数费用上,所以此部份的议价空间较大.以上是针对一般通用性的塑料零件,进行的计算方式。
塑料加工工程报价单

塑料加工工程报价单客户名称:XXX公司报价日期:2022年1月1日尊敬的XXX公司,感谢您对我司的支持与信任。
根据您提供的需求,我司特为您提供以下塑料加工工程的报价单。
请仔细阅读并核对,如有任何问题,请随时与我们联系。
项目一:注塑成型项目描述:根据您提供的塑料制品样品或图纸,使用注塑设备进行塑料成型,以满足您的需求。
报价包含塑料原材料、注塑机操作费用、人工费用等。
报价明细:编号产品名称材料单价(元)数量(个)总价(元)1 产品A ABS 10 1000 100002 产品B PP 8 500 40003 产品C PA 15 800 12000小计 26000项目二:挤压成型项目描述:利用挤出机将塑料柔化并通过模具进行挤压成型,制作塑料管道、板材等产品。
报价包含挤出机操作费用、模具制作费用、人工费用等。
报价明细:编号产品名称材料单价(元/m)长度(m)总价(元)1 管道A PVC 20 100 20002 板材B PE 15 50 7503 管道C PP 25 80 2000小计 4750项目三:热压成型项目描述:利用热压机对塑料板材进行高温加热并施加压力,将其塑性变形成为需要的形状。
报价包含热压机操作费用、人工费用等。
报价明细:编号产品名称材料单价(元/kg)重量(kg)总价(元)1 配件A PC 30 10 3002 配件B PMMA 25 8 2003 配件C ABS 35 5 175小计 675项目四:吹塑成型项目描述:利用吹塑机将塑料颗粒通过加热并注入空气膨胀成型,制作塑料瓶、容器等产品。
报价包含吹塑机操作费用、模具制作费用、人工费用等。
报价明细:编号产品名称材料单价(元/个)数量(个)总价(元)1 瓶子A HDPE 5 5000 250002 瓶子B LDPE 6 3000 180003 瓶子C PP 8 2000 16000小计 59000总计: 90025元备注:1. 以上报价仅供参考,最终报价以签订合同为准。
塑料算价方式

塑料袋子的算价方式:长x宽x厚度x比重x吨价=单价注意:1厘米=1000丝比重的单位:g/cm3 或者kg/m3镀铝的吨价:6丝~16丝24000元/吨~28000元/吨纯铝的吨价:6丝~16丝27000元/吨~31000元/吨(材料和厚度不一样,吨价和厚度也不一样)例如:6*15*10丝(单面)袋子的吨价是25000元/吨6cm*15cm*20/1000cm*1g/cm3*25000/1000000元/g=0.045元/个材质:镀铝、钝铝、鸳鸯袋、自立袋、乳油袋等其它异型袋色一般1~9色,最多9色,一般很少有9色的。
咖啡色、桃红色、金、银、青莲做成专版,需要加钱。
版长不低40cm,版周不低30cm。
0.13元/cm2(成本),0.16元/cm2(报价)版费最低是:200元/根还是上面的例子:这只是其中的一种排版方式,排的是竖排袋。
横排袋出的袋子多,版费贵;竖排袋出的袋子少,版费相对便宜点。
此尺寸能出多少袋子呢?一般一卷料6000米,6000/0.3(版周)*6=12000个。
版费是按照拼版的尺寸算的。
还是上面的例子:420*300大小的版,42*30*0.16=202元/根。
自立袋必须排成横版,有两种形式,一种是料上带的自立袋,另外一种是加的托,这与厂的机器又关。
这个是排的横排袋,能出6000/0.36*12=200000个袋子。
一根版费为36*66*0.16=380元有很多排版的方式,关键是在制版的时候要考虑到能否制袋,这是最主要的。
合作的制版厂:彩源(619333099)科隆(466890508)郑运长桥制版(1246036990)合作的塑料厂:顺和(1491539223)金昌佳(1063577875)北振兴(1551705918)兴中彩印(1260524568)金博(228159771)飞扬印务(635465046)金泰标签(228655798)专业印制透明不干胶材料标签。
金、银涤纶不干胶标签。
塑胶产品成本计算公式

塑胶产品成本计算公式塑胶产品报价计算一个塑胶件的价格:原材料价格+成型加工费+表面处理加工费+包材费+运输费+通关费+管理费= 最终价格1、原材料价格= {产品单重+(水口重/出模数)*(1+损耗)}*原材料价格当然这里的原材料价格要化成g为单位啦,正常情况下,我们买原材料时都是按kg来算,而产品单重都用g来称呼。
2、成型加工费= 成型机台费用/ 24h / 3600s *(成型周期+损耗时间)注塑机每分钟费用:50T 0.29元/M、80T 0.48元/M、100T 0.57元/M、120T 0.6元/M、150T 0.62元/M、200T0.75元/M、250T 0.89元/M、350T 0.9元/M、400-500T 1.52元/M3、表面处理包括:喷油加工、丝印加工、电镀加工、烫金加工等等喷油加工费= 油漆用量*油漆单价+开油水用量*开油水单价+损耗*混合油单价+附助材料价喷油这里涉及到的又有很多,包括:开油比例、喷油面积、空间平面数、每平面喷枪扫射次数、喷涂时间、装治具时间、装治具人员数、装治具用附助材料价格(白电水、双面胶等)、干燥时间、干燥拉周期、检查时间、检查人员数等等。
很麻烦吧。
丝印加工费= 油漆用量*油漆单价+开油水用量* 油水单价+损耗*混合油单价+附助材料价丝印与喷油的公式差不多,但涉及到的内容比喷油的简单些,只包括:手动丝印或者移印、丝印次数、干燥、检查时间及人员数。
电镀加工与烫金加工我们之前是外发了,具体的不太了解,不过我知道烫金是需要用烫金纸现经过烫金机器,怎么一磨一贴的就完成了。
4、包材费一般情况下只是胶袋价格、纸箱、刀卡、平卡价格,有些还会用到胶板、吸塑、汽泡袋、珍珠棉等,哦,在算价时,别忘了,要考虑到它的用量和循环次数哦!5、运输费比较简单,先查包装箱的包装产品个数,再看产品的包装外箱多大,根据车箱容量计算可以容纳的纸箱数,然后把老板给的运输费一除,就知道啦,基本上,分配到每个产品上的运输费都很少啦。
注塑件产品价格核算

加工时间,比如说你的每件产品是一模出两件,
每啤的注塑时间是40秒,材料是ABS, 每件的重量是40克,
使用120吨的注塑机, 而120吨的注塑机每工作班(12小时)
地区从80吨~200吨,每个工作班(12小时)的加工费大约是
200元~700元,有些小的工厂可能会偏低一点,有的大的工
厂可能会高一点.
其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g
2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费
其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)
设备吨位 (T ) 工缴费 ( 元/小时) 设备吨位 (T ) 工缴费 ( 元/小时)
加工费用=成形周期*单价(秒)÷穴数(也就是每件的价格)
如果特别要求包装,还要加上包装的费用。
基本上为此三大类。
材料价格比较简单:PP 或ABS 直接用价格 x 产品重量,颜色件就按原料价格就可以了,而黑色件可根据具体的回料或产品要求来计算。
加工费用就跟模具穴数和成型周期以及产品重量有关;
注塑件成本核算
1、一般耗用取得系数是多少?
耗用系数分两种情况:
一,可以加水口料,2%-5%
二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%
备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量
2、不同的设备、吨位、穴数、时间不同,公式分别是什么?
一,不同吨位价位; 例150吨-800至1000元/天 120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)
注塑件成本核算方法.docx
注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料, 2%-5%二,不可以加水口料,单模水口重量/(单模水口 +成品 )+2%至 5%备注 :水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位 ;例150吨-800至1000元/天120 吨-600 至 800/天,具体情况还要看操作工人数(一台机几人做 )二,每天 (24 小时 )啤模数 ;一般以20至22小时计(可能机,模故障)20(小时 )*60( 分)*60( 秒)/单模周期 (秒)=每天啤塑模数每啤单价 =每天加工费 /每天啤塑模数 ,每穴单价 =每啤单价 /穴数第2 问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150 吨注塑机每天加工费1000 元,每模啤塑周期20 秒出 8 穴)每天啤塑模数 )=3600(秒(单模周期 )/20 秒)*60( 分)*60( 小时 20(1000 元/3600=0.28 元/模0.28 元/8 穴=0.035 穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8 年计例150 吨每台 13 万13万/8 年 /12 个月 =0.1354 万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本 ------ 此成本较为好计算,问一原料供应商多少钱 1 公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2.机台成本 -------- 此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设 1 台 100吨的注塑机每小时的加工费用为 60 元/小时,那么每分钟的加工费用为 1 元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为 30 秒,那么 1 分钟可以射出 60 秒除以 30 等于二,表示 1 分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为 1 元除以 1 分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即 1 元除以 2 模再除以 2 穴,最后等到于 0.25 元/个3.二次加费用二次加工费用包括喷漆/丝印 /电镀等 ,这些都可以问各自的加工工厂.4.包装费用;包装袋等费用 /根据塑胶件的大小体积就可以得出包装的纸箱.运输成本 5.根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到的运输每 pc; 成本 ; 其它费用 6.所以还要根据每个厂的不因为以上的成本不包括间接人员及其相关人员的费用, ; 同情况加上一些费用利润 7.的利润,即可得到一个塑胶件的最终成本,利润方 10-30%6 项的总和乘以以上面要根据每 ; 个工厂的情况与订单大小来订注塑成型加工费核算以下是我自己总结出的注塑件加工价格核算(主要是长三角地区):注塑件费用 =材料费 +加工费 +包装费 +运输费说明:1.材料费 =【(1+材料损耗) * 产品重量 * 批量 +调机损耗材料重量 +正常报废率 * 产品重量 * 批量】 *材料单价 /批量其中材料损耗一般为 3%-5%;调机损耗材料重量和正常报废产品重量一般产品为 5000g---15000g注塑机工缴费 * 模具穴数) /成型时间 +批量 /(调机时间 =加工费 .2.其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位(T )工缴费(元/小时)设备吨位(T )工缴费( 元/小时 )8035-45200110-16010045- 60250150-20012065-85300180-22015080-110350200-25018095-140400250-350注塑件价格计算,塑料件报价注塑成形具体是这样的:产品单价 = 材料价格 + 加工费用材料费用 =(实际重量 +损耗) * 材料单价加工费用 =成形周期 * 单价(秒)÷穴数(也就是每件的价格)如果特别要求包装,还要加上包装的费用。
塑料件的价格核算

塑料件的价格核算材料费:按注塑件重量乘以对应的塑料原料的单价,除非有特殊要求,一般不考虑水口的重量,所谓的特殊要求是指不能添加任何水口料,比如高透明塑胶件及特殊工作条件要求的工程塑胶件.注塑机加工费:根据地区的不同,一般按照注塑机的锁模力大小常说的吨位或注塑量的大小来确定每单台注塑机的加工费,其中按锁模力来确定加工费的较常见,这是因为锁模力大小确定了注塑机的购买价格及使用注塑机所产生的成本如耗电量,在深圳地区从80吨~200吨,每个工作班12小时的加工费大约是200元~700元,有些小的工厂可能会偏低一点,有的大的工厂可能会高一点.计算实例:计算注塑件的价格时,首先自己一定要知道每一啤的加工时间,比如说你的每件产品是一模出两件,每啤的注塑时间是40秒,材料是ABS,每件的重量是40克,使用120吨的注塑机,而120吨的注塑机每工作班12小时的加工费是350元,ABS原料的价格是:10000元/吨,则计算如下:材料费:40X0.01=0.4元加工费:每小时的啤数=60X60/40=90每小时的加工费=350/12=29.2元则每啤的加工费=29.2/90=0.325元因是一出二件,所以每件的加工费=0.325/2=0.163元,一般:1.4材料费批量小、成型复杂、精度高:2材料费快速模具价格计算法模具价格计算1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=6~10材料费锻模,塑料模=6材料费压铸模=10材料费模具报价估计1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺.2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量计算出模芯材料和模架材料3、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是1.5~3:1,模架的加工费用一般是1:1.4、风险费用是以上总价的10%.5、税6、设计费用是模具总价的10%.模具的报价策略和结算方式模具的报价与结算是模具估价后的延续和结果.从模具的估价到模具的报价,只是第一步,而模具的最终目的,是通过模具制造交付使用后的结算,形成最终模具的结算价.在这个过程里,人们总是希望,模具估价=模具价格=模具结算价.而在实际操作中,这四个价并不完全相等,有可能出现波动误差值.这就是以下所要讨论的问题.当模具估价后,需要进行适当处理,整理成模具的报价,为签定模具加工合同做依据.通过反复洽谈商讨,最后形成双方均认可的模具价格,签订了合同.才能正式开始模具的加工.一、模具估价与报价、报价与模具价格模具估价后,并不能马上直接作为报价.一般说来,还要根据市场行情、客户心理、竞争对手、状态等因素进行综合分析,对估价进行适当的整理,在估价的基础上增加10-30%提出第一次报价.经过讨价还价,可根据实际情况调低报价.但是,当模具的商讨报价低于估价的10%时,需重新对模具进行改进细化估算,在保证保本有利的情况下,签订模具加工合同,最后确定模具价格.模具价格是经过双方认可且签订在合同上的价格需重新提出修改模具要求、条件、方案等,降低一些要求,以期可能降低模具成本,重新估算后,再签订模具价格合同.应当指出,模具是属于科技含量较高的专用产品,不应当用低价,甚至是亏本价去迎合客户.而是应该做到优质优价,把保证模具的质量、精度、寿命放在第一位,而不应把模具价格看得过重,否则,容易引起误导动作.追求模具低价,就较难保证模具的质量、精度、寿命.廉价一般不是模具行业之所为.但是,当模具的制造与制品开发生产是同一核算单位或是有经济利益关系时,在这种情况下,模具的报价,应以其成本价作为报价.模具的估价仅估算模具的基本成本价部分,其它的成本费用、利润暂不考虑,待以后制品生产的利润再提取模具费附加值来作为补偿.但此时的报价不能作为真正的模具的价格,只能是作为模具前期开发费用.今后,一旦制品开发成功,产生利润,应提取模具费附加值,返还给模具制造单位,两项合计,才能形成模具的价格.这时形成的模具价格,有可能会高于第一种情况下的模具价格,甚至回报率很高,是原正常模具价格的几十倍,数百倍不等.当然,也有可能回报率等于零.二、模具价格的地区差与时间差这里还应当指出,模具的估价及价格,在各个企业、各个地区、国家;在不同的时期,不同的环境,其内涵是不同的,也就是存在着地区差和时间差.为什么会产生价格差呢,这是因为:一方面各企业、各地区、国家的模具制造条件不一样,设备工艺、技术、人员观念、消费水准等各个方面的不同,产生在对模具的成本、利润目标等估算不同,因而产生了不同的模具价格差.一般是较发达的地区、或科技含量高、设备投入较先进,比较规范大型的模具企业,他们的目标是质优而价高,而在一些消费水平较低的地区,或科技含量较低,设备投入较少的中小型模具企业,其相对估算的模具价格要低一些.另一方面,模具价格还存在着时间差,即时效差.不同的时间要求,产生不同的模具价格.这种时效差有两方面的内容:一是一付模具在不同的时间有不同的价格;二是不同的模具制造周期,其价格也不同.三、模具报价单的填写模具价格估算后,一般要以报价的形式向外报价.报价单的主要内容有:模具报价,周期,要求达到的模次寿命,对模具的技术要求与条件,付款方式及结算方式以及保修期等.模具的报价策略正确与否,直接影响模具的价格,影响到模具利润的高低,影响到所采用的模具生产技术管理等水平的发挥,是模具企业管理的最重要的,是否成功的体现四、模具的结算方式模具的结算是模具设计制造的最终目的.模具的价格也以最终结算到的价格为准,即结算价.才是最终实际的模具价格.模具的结算方式从模具设计制造一开始,就伴随着设计制造的每一步,每道工序在运行、设计制造到什么程序,结算方式就运行到什么方式.待到设计制造完成交付使用,结算方式才会终结,有时,甚至还会运行一般时间.所有设计制造中的质量技术问题最终全部转化到经济结算方面来.可以说,经济结算是对设计制造的所有技术质量的评价与肯定.结算的方式,是从模具报价就开始提出,以签订模具制造合同开始之日,就与模具设计制造开始同步运行.反过来说,结算方式的不同,也体现了模具设计制造的差异和不同结算方式,各地区、各企业均有不同,但随着市场经济的逐步完善,也形成一定的规范和惯例.按惯例,结算方式一般有以下几种:1“五五”式结算:即模具合同一签订开始之日,即预付模具价款50%,余50%待模具试模验收合格后,再付清.这种结算方式,在早期的模具企业中比较流行.它的优缺点有以下:150%的预付款一般不足于支付模具的基本制造成本,制造企业还要投入.也就是说,50%的预付款,还不能与整付模具成本运行同步.因此,对模具制造企业来说存在一定的投入风险.2试模验收合格后,即结算余款.使得模具保修费用与结算无关.3在结算50%余款时,由于数目款项较多,且模具已基本完工,易产生结算拖欠现象.4万一模具失败,一般仅退回原50%预付款.2“六四”式结算:即模具合同一签订生效之日起,即预付模价款的60%,余40%,待模具试模合格后,再结清.这种结算方式与第一种结算方式基本相同.只不过是在预付款上增加10%.这相对于模具制造企业有利一点.3“三四三”式结算:即模具合同一签订生效之日,即预付模价款的30%,等参与设计会审,模具材料备料到位,开始加工时,再付40%模价款.余30%,等模具合格交付使用后,一周内付清.这种结算方式,是目前比较流行的一种.这种结算方式的主要特点如下:1首期预付的30%模价款作为订金.2再根据会审,检查进度和可靠性,进行第二次40%的付款,加强了模具制造进度的监督.3余款30%,在模具验收合格后,再经过数天的使用期后,结算余款.这种方式,基本靠近模具的设计制造使用的同步运行.4万一模具失败,模具制造方,除返还全部预付款外,还要加付赔偿金.赔偿金一般是订金的1-2倍.4提取制件生产利润的模具费附加值方式:即在模具设计制造时,模具使用方,仅需投入小部开始制件生产,每生产一个制件提取一部分利润返还给模具制造方,作为模具费.这种方式,把模具制造方和使用方有机地联系在一起,形成利润一体化,把投资风险与使用效益紧密地联系起来,把技术与经济、质量与生产效益完全地挂钩在一起,这样也最大限度地体现了模具的价值与风险.这种方式是目前一种横向联向的发展趋势.其主要特点是:充分发挥模具制造方和模具使用方的优势,资金投入比较积极合理.但对于模具制造方来说,其风险较大,但回报率也较为可观.模具的结算方式,还有很多,也不尺相同.但是都有一个共同点,即努力使模具的技术与经济指标有机地结合,产生双方共同效益.使得模具由估价到报价,由报价到合同价格;由合同价格到结算价格,即形成真正实际的模具价格.实行优质优价.努力把模具价格与国际惯例接轨,不断向生产高、精、优模具方向努力,形成共同良好的、最大限度的经济效益局面.这是模具设计制造使用的最终目标注塑件电镀价格如何计算注塑件电镀镀层厚度8-15微米分装饰电镀、功能电镀等,一般为装饰镀亮铬,价格大约如下:1.小企业质量一般:每平方分米2元左右2.好企业质量好:每平方分米5元左右镀镍价格高一点.。
注塑产品报价单

编号名称:
塑料配件报价单
联 系 人: 电 话: 传 真: 报价单号: 报价日期:
序号
料 号
品名
穴数
模具 模具 出模 吨位 费用 时间
材质(品牌 及型号)
材料价 格
RMB/kg
产品重 量
g(Pcs)
材料费 用(RMB)
加工费 用
(RMB)
五金件 费用 (RMB)
客户签回:
厂商承办:
损费 (RMB)
包装/ 运输 (RMB)
管理 (RMB)
利润 (RMB)
税金 (RMB)
产合计金额 注意: 1材料价格上下变动超10%的双方可另行议价 2 材料费用不含模具 治具相关费用 3 付款方式以月结30天为标准 4 交货地点为: 5 以上报价含17%增值税 6 以上报价有效期为30天 7 以上模具报价为模具在本厂生产的报价
注塑件成本核算

注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位; 例150 吨-800 至1000 元/天120 吨-600 至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数; 一般以20至22小时计(可能机,模故障)20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价= 每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第 2 问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8 穴20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000 元/3600=0.28 元/模0.28 元/8 穴=0.035 穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8 年计例150 吨每台13 万13万/8年/12个月=0.1354 万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本---- 此成本较为好计算,问一原料供应商多少钱1 公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2. 机台成本---- 此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1 台100 吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为 1 元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么 1 分钟可以射出60秒除以30等于二,表示 1 分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为 1 元除以 1 分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个3. 二次加费用二次加工费用包括喷漆/丝印/电镀等,这些都可以问各自的加工工厂.4. 包装费用根据塑胶件的大小体积就可以得出包装的纸箱/包装袋等费用;5•运输成本根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每pc的运输成本;6. 其它费用;因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用;7. 利润以上6项的总和乘以10-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订;塑胶模具报价的计算公式快速模具价格计算法!模具价格计算1. 经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2. 材料系数法根据模具尺寸和材料价格可计算出模具材料费•模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费注塑成型加工费核算以下是我自己总结出的注塑件加工价格核算(主要是长三角地区):注塑件费用=材料费+加工费+包装费+运输费说明:1. 材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量其中材料损耗一般为3%-5% ;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g设备吨位(T )工缴费(元/小时)设备吨位(T )工缴费(元/小时)2•加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)8035-45200110-16010045- 60250150-20012065-85300180-22015080-110350200-25018095-140400250-350注塑件价格计算,塑料件报价注塑成形具体是这样的:产品单价=材料价格+加工费用材料费用=(实际重量+损耗)*材料单价加工费用=成形周期*单价(秒)宁穴数(也就是每件的价格)如果特别要求包装,还要加上包装的费用。
展台搭建常用材料报价

2050mm×30m×4.5mm 卷材
PC板(片材) 1600mm×3600mm×3mm 158元/㎡ 片材
1560mm×3560mm×3mm 片材
1600mm×3600mm×4.5mm 218元/㎡ 片材
1560mm×3560mm×4.5mm 片材
0.914m×30m
1.27m×30m
双面胶 DAF 0.914m×30m 9元/㎡
1. 27m×30m 10元/㎡
滚动易拉宝(经济悬挂型) 60cm 85元/套
80cm 95元/套
120cm 140元/套
1.27m×25m
背胶高光相纸 AGP100 0.914m×25m 6元/㎡ 新品
1.27m×25m
1.52m×25m 7元/㎡
丝绢布 GS-XD 0.914m×30m 20 元/㎡ 又称高光银雕布
1.27m×30m
1.52m×30m 21 元/㎡
白画布 SM-XD 0.914m×30m 20.5 元/㎡ 又称哑光银雕布,具有防水性
1.07m×25m
1.27m×25m
1.52m×25m 4.1元/㎡
GP220 0.914m×25m 3.6元/㎡ 220g/㎡ 有水印底纹
1.07m×25m
1.27m×25m
1.52m×25m 4.2元/㎡
GP220K 0.914m×25m 3.7元/㎡ 220g/㎡ 柯达有水印底纹
3×2(1.55×2.8m) 320元/套 不含灯具
3×1(0.76×2.8m) 240元/套 不含灯具
拉网展架(实用型) 3×4 (3.55×2.3m) 720元/套 含灯具
办公用品报价清单

套
洗洁精
2KG
桶
洗手液
瓶
其余未列办公用品
根据当日行情报价,按零售价折计价
所有维修件
通常先电话或书成告之维修费用,方可维修,可修可换
以上报价均含税
公司经营项目销售/维修:
供货单位
地址
日常报修联系电话
负责人
投诉电话
日期
年月日
办公用品报价清单
产品名称
型号
单位
报价(元)
备注
会议记录本
A4
本
A4纸
小钢炮
件
档案盒
牛皮纸
个
抽纸
心相印
件
卷纸
心相印
提
中性笔
欧标(12支一盒)
盒
按动笔
携成(12支一盒)
盒
10086笔
(12支一盒)
盒
中性笔笔芯
携成子弹头0.5mm
盒
中性笔笔芯
携成按动型0.5mm
盒
档案盒塑料
3.5cm
个
档案盒塑料
5.5cm
个
垃圾袋
黑色加厚(50个一包)
包
白板笔
黑色/红色
支
钢笔墨水
英雄牌黑色
瓶
抽杆夹
大号
个
抽杆夹
中号
个
抽杆夹
小号
个
一次性塑料杯
富强A-2,220ml/50个每包
件
软抄
421
本
扣袋
塑料文件袋
个
U盘
32G
个
U盘
16G
个
纸篓
塑料
个
起钉器
个
夹条
支
塑料产品的报价计算方式

塑料产品的报价计算方式
单价(V AT/17%)=材料费+加工费+包装费+管理费+税
一、材料费:
1、塑胶原料:
A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(V AT/17%)。
B、不透明产品:(产品净重+2%损耗)X原料价格(V AT/17%)。
2、油漆费:(喷油后产品重量—注塑产品重量+15%损耗)X色漆价格(V AT/17%)。
<br /〉
3、铜花母:价格按0.10元/个计算。
二、注塑及其加工费:
1、成型费标准:〈br />
注塑机型/吨位(T)成型费(元/分钟)
海天/80T ¥0。
48
海天/110T ¥0.57
海天/150T ¥0.62
海天/200T ¥0.75
海天/250T ¥0。
89
2、喷油费:
A、大件产品(如外壳):价格按0。
05元/个(含人工费)计算。
B、小件产品(如按键、封帽等):价格按0。
05元/排(含人工费)计算。
3、丝印费
A、普通丝印(1~3行字或符号):价格按0。
03元/次/颜色(含材料和人工费)计算
B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料和人工费)计算。
C、镜片丝印:加5%成品损耗。
4、超音波:
价格按0。
12元/次计算,不计损耗。
pvc塑料软管价格表_pvc塑料软管有毒吗?
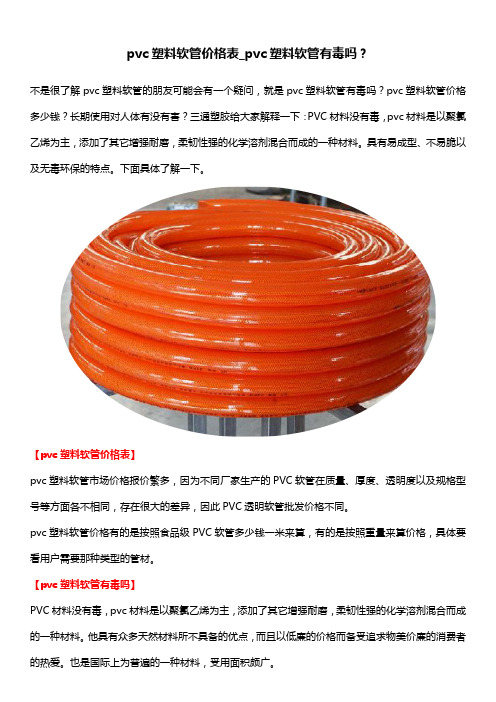
pvc塑料软管价格表_pvc塑料软管有毒吗?不是很了解pvc塑料软管的朋友可能会有一个疑问,就是pvc塑料软管有毒吗?pvc塑料软管价格多少钱?长期使用对人体有没有害?三通塑胶给大家解释一下:PVC材料没有毒,pvc材料是以聚氯乙烯为主,添加了其它增强耐磨,柔韧性强的化学溶剂混合而成的一种材料。
具有易成型、不易脆以及无毒环保的特点。
下面具体了解一下。
【pvc塑料软管价格表】pvc塑料软管市场价格报价繁多,因为不同厂家生产的PVC软管在质量、厚度、透明度以及规格型号等方面各不相同,存在很大的差异,因此PVC透明软管批发价格不同。
pvc塑料软管价格有的是按照食品级PVC软管多少钱一米来算,有的是按照重量来算价格,具体要看用户需要那种类型的管材。
【pvc塑料软管有毒吗】PVC材料没有毒,pvc材料是以聚氯乙烯为主,添加了其它增强耐磨,柔韧性强的化学溶剂混合而成的一种材料。
他具有众多天然材料所不具备的优点,而且以低廉的价格而备受追求物美价廉的消费者的热爱。
也是国际上为普遍的一种材料,受用面积颇广。
大家都知道,目前的食品包装袋大多采用的是塑料制品,在家装建材行业可以区分为硬pvc与软pvc 两种,这种区分主要是从pvc原料中是否加入了柔软剂做依据。
顾名思义,软pvc是含有柔软剂的,所以产品具有易成型、不易脆以及无毒环保的特点。
而硬pvc材料应为没有含有柔软剂而容易脆断、不易保存的缺点。
因此pvc塑料软管没有毒。
【pvc塑料软管优点有哪些】1、塑料软管在进行设计过程中设计新颖、独特,且结构合理,因此,突破了普通管材的板式传统结构,为人们带来了更多的产品。
2、塑料软管具有非常好的抗压和抗冲击强度,而且在使用时还具有良好的柔韧性性能,可以进行扭曲和弯折等,非常方便、灵活,具有良好的耐腐蚀性和绝缘性优点。
3、塑料软管的抗热性非常好,食品级的塑料通风软管能在高温下进行消毒,使用特殊的材料定制而成;管壁较厚,有着很强的耐压力,这种塑料通风软管不容易被压坏,在非常高的气温下进行压送,真空运输包装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Hourly rate / 小时费用(RMB) Setting time / 调试时间(h) Set up cost / 调试费用 调试费用(RMB):
0.0 0.0 0.0000
PROCESS COST / 加工费用 加工费用(RMB)
0.0457
PART COST / 零件价格 零件价格(RMB)
0.0627
Packaging COST / 包装材料费用 包装材料费用(RMB) Transport COST / 运费 运费(RMB)
0.0010 0.0015
TOTAL PART COST / 零件总价格(RMB) 零件总价格
0.0652
BLOCKING DOG 3533109A
8
Material Designation / 原材料描述 POM+PTFE/Hostaform C 9021K Color (Reference) / 颜色号 Product Life Time / 产品寿命 Quantity (parts/year) / 年用量 2 Minimum Order Quantity (pcs) / 最小订货量 Ral2003
b)- Secondary operations / 二次加工 printing material cost Time / 时间(s) Hourly rate / 小时费用(RMB) Total cost / 全部费用 全部费用(RMB): 5.0 0.0 0.0000
Time / 时间(s) Hourly rate / 小时费用(RMB) Total cost / 全部费用 全部费用(RMB):
urly rate / 小时费用(RMB) Total cost / 全部费用 全部费用(RMB): Secondary operations cost / 二次加工费用 二次加工费用(RMB)
0.5 0.0 0.0000 0.0000
c)- Set up / 调试
SC
QUOTATION FOR PART
1 Cost / 价格 Supplier / 供应商 Mold Size (LxWxHt) / 模具尺寸 mm Part Designation / 零件描述 Part Number / 零件号 Part Category / 零件等级 Cavity Number / 型腔数
1,827,000 25,344
MATERIAL / 原材料
Incortem for Material / 材料来源 Material price / 材料价格(RMB / Kg) Estimated Part Weight / 预估零件重量(g) Estimated (Runner + Sprue) weight/ 预估流道和浇口重量 (g) Estimated Unit weight / 预估单件重量(g) Allowed Regrind / 允许回料比例(%) Real Regrind / 实际回料比例 实际回料比例(%) Reject / 报废比例(%) Estimated Final weight / 预估零件总重量(g) Material management / 原材料管理费用 原材料管理费用(%) Yearly Virgin Consumption / 年用量 (Kg) MATERIAL COST / 原材料费用 原材料费用(RMB)
DDP 53.7800 0.210 1.600 0.410 30.0% 30.0% 5.0% 0.301 5.0% 551 0.017017
.
PROCESS / 加工过程 a)- Moulding / 注塑 Nb of cavities / 型腔数 Machine tonnage / 机床吨位(T) Hourly rate / 小时费用(RMB) Cycle time / 周期(s) Loss Efficiency / 效率损失(%) Number of parts produced in one hour / 小时产出零件数 Moulding cost / 注塑费用 注塑费用(RMB) Number of hours per month / 每月使用小时数 8 30 50.00 25.0 5.0% 1,094 0.0457 139