几种检验金属表面清洁度的方法
金属清洁度等级标准

金属清洁度等级标准一、前言嗨,小伙伴们!今天咱们要来讲讲金属清洁度等级标准这个超有趣的东西哦。
在很多地方,像汽车制造、机械加工这些地方,金属清洁度可重要啦。
要是金属不干净,就可能会有很多问题呢,所以大家就制定了这个标准,这样我们就能知道金属到底有多干净啦。
二、范围这个标准呀,是用来规定各种金属制品或者金属材料的清洁度等级的哦。
不管是小小的金属零件,还是大大的金属块,只要是跟金属清洁度有关的,都可以用到这个标准。
不过呢,有些特别特殊的金属,或者在特别特殊环境下的金属,可能还需要再考虑一些其他的东西,但一般的金属都在这个标准的范围里啦。
三、规范性引用文件这里面提到了一些其他的文件呢。
就好像我们做数学题的时候,有时候要用到以前学过的公式一样。
比如说《金属表面处理规范》这个文件,它里面有一些关于金属表面怎么处理的知识,对我们判断金属清洁度很有帮助。
还有《检测设备校准指南》,因为我们要用一些仪器来检测金属清洁度呀,这个指南就能告诉我们仪器准不准啦。
四、术语和定义1. 金属清洁度这就是说金属表面有多干净啦。
干净就是没有那些脏东西,像灰尘呀、油污呀、铁锈之类的。
如果金属表面很干净,那它的清洁度就高;要是有很多脏东西,清洁度就低啦。
2. 污染物污染物就是那些让金属变脏的东西哦。
它们可坏了,会影响金属的性能呢。
比如说油污会让金属表面滑溜溜的,铁锈会让金属变得不结实。
五、要求1. 不同用途的金属有不同的清洁度要求。
像用在飞机发动机里面的金属,那就要超级干净才行,因为一点点脏东西都可能让发动机出问题。
但是如果是做一些普通的小玩具里面的金属,可能清洁度要求就没那么高啦。
2. 金属表面不能有大块的可见污染物。
要是一眼就能看到有很大一块油污或者灰尘在金属上,那肯定是不合格的。
3. 对于一些特别精密的金属部件,还要求在微观下也没有太多的污染物呢。
六、试验方法1. 目视检查这是最简单的方法啦,就像我们看东西一样,直接用眼睛看金属表面有没有脏东西。
金属主要指标的检测方法

金属主要指标的检测方法
1. 前言
金属材料在工业生产中广泛应用,其性能参数对产品质量至关重要。
因此,准确测量金属材料的主要指标是确保产品质量和生产过程稳定性的关键步骤。
2. 检测方法
下面列出了几种常用的金属主要指标检测方法:
2.1 化学分析方法
化学分析方法是一种常见且可靠的金属指标检测方法。
通过采集金属样品,使用化学试剂进行反应,然后通过化学分析仪器测量反应产物的含量,可以得出金属材料的主要指标信息。
2.2 物理测量方法
物理测量方法通过对金属材料的物理性质进行测量来获取主要指标。
例如,使用硬度计可以测量金属材料的硬度,使用电子显微镜可以观察金属材料的晶体结构等。
2.3 光谱分析方法
光谱分析方法是利用金属样品对特定波长的光进行吸收、散射或发射的特性来测量金属指标的方法。
常见的光谱分析方法包括原子吸收光谱法、原子发射光谱法和紫外可见光谱法等。
2.4 表面分析方法
金属材料的表面特性对产品性能有重要影响。
因此,表面分析方法可以用来测定金属材料的表面组织、清洁度、粗糙度等参数。
常见的表面分析方法包括扫描电子显微镜、X射线衍射和电子能谱分析等。
3. 结论
金属主要指标的检测方法多种多样,可以根据需要选择适合的方法进行测量。
通过正确选择和应用检测方法,可以准确评估金属材料的性能,并确保产品质量的稳定性和可靠性。
有什么办法可以检测金属表面的油污残留?

有什么办法可以检测金属表面的油污残留?
常见检测金属表面油污残留的方法有:
1.荧光法: 将金属表面涂上荧光剂用紫外灯照射,油污残留部分会发出绿色荧光,可以通过荧光的强度来判断油污的程度。
2.红外光谱法: 利用红外光谱仪检测金属表面的红外光谱图像,通过不同波长的吸收峰来判断是否存在油污残留。
3.接触角法:测量液滴在金属表面上的接触角,接触角越小说明液体在金属表面上的浸润性越好,油污残留越少。
4.重量法: 将金属样品在一定温度下加热烘干,然后将其重量与未加热前的重量进行比较,差值即为油污残留的重量。
5.电子显微镜检测法:使用电子显微镜对金属表面进行检查,可以观察到微小的油污残留,但这需要专业设备和技术。
随着我国汽车、航空航天、以及电气系统工程等技术进行产品的复杂度不断努力提高,对生产生活条件和零部件的清洁要求也不断学习提高。
制造和装配过程中残留的颗粒污染将导致磨损率在磨合过程开始时和设备寿命早期显著增加,甚至导致灾难性故障。
由于清洁度控制管理问题而导致的产品服务质量存在缺陷,已直接威胁到制造商的生存,金属材料表面清洁度检测技术如今我们已经引起了业内人士的高度重视。
目前金属表面清洁度测试的应用范围从汽车零部件、航空航天、医疗、通信、残余颗粒定量缺陷分析。
sita 金属表面清洁度仪判断标准
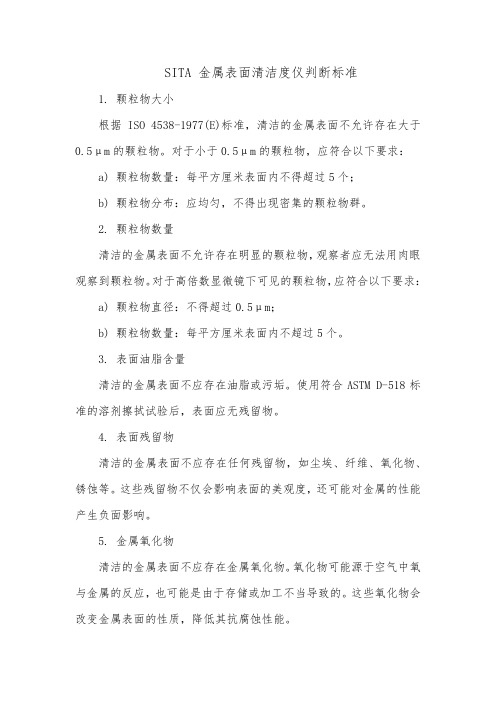
SITA 金属表面清洁度仪判断标准1. 颗粒物大小根据ISO 4538-1977(E)标准,清洁的金属表面不允许存在大于0.5μm的颗粒物。
对于小于0.5μm的颗粒物,应符合以下要求:a) 颗粒物数量:每平方厘米表面内不得超过5个;b) 颗粒物分布:应均匀,不得出现密集的颗粒物群。
2. 颗粒物数量清洁的金属表面不允许存在明显的颗粒物,观察者应无法用肉眼观察到颗粒物。
对于高倍数显微镜下可见的颗粒物,应符合以下要求:a) 颗粒物直径:不得超过0.5μm;b) 颗粒物数量:每平方厘米表面内不超过5个。
3. 表面油脂含量清洁的金属表面不应存在油脂或污垢。
使用符合ASTM D-518标准的溶剂擦拭试验后,表面应无残留物。
4. 表面残留物清洁的金属表面不应存在任何残留物,如尘埃、纤维、氧化物、锈蚀等。
这些残留物不仅会影响表面的美观度,还可能对金属的性能产生负面影响。
5. 金属氧化物清洁的金属表面不应存在金属氧化物。
氧化物可能源于空气中氧与金属的反应,也可能是由于存储或加工不当导致的。
这些氧化物会改变金属表面的性质,降低其抗腐蚀性能。
6. 表面粗糙度清洁的金属表面应具有适当的粗糙度,以利于后续的加工和操作。
根据不同的应用需求,粗糙度要求可能有所不同。
一般来说,表面粗糙度应符合加工要求,且不超过原始材料的极限值。
7. 色彩均匀性对于有色金属表面,色彩均匀性是一个重要的判断指标。
清洁的金属表面应具有一致的色彩,无明显色差、色斑或色条。
8. 划痕深度清洁的金属表面不应存在划痕或撞击痕迹。
这些痕迹会破坏表面的光滑度,降低其美观度和使用性能。
对于划痕深度的要求可能因应用而异,但一般来说应尽可能保持最小化。
9. 镜面反射率对于高精度的金属表面,如镜面或高光泽度表面,清洁度需要达到一定的镜面反射率标准。
清洁的金属表面应具有高反射率,使光线能够清晰地反射出去,呈现出镜面般的光滑效果。
astm d3273-2012

astm d3273-2012ASTM D3273-2012是一项关于表面化学处理的标准规范,旨在评估金属表面的清洁度和表面能。
本文将详细介绍ASTM D3273-2012的内容和应用。
第一部分:引言ASTM D3273-2012是由美国材料和试验协会(ASTM)制定的标准规范。
该规范主要用于评估金属表面的清洁度和表面能,以确保金属材料在实际应用中具有良好的性能和可靠性。
第二部分:测试方法ASTM D3273-2012规定了一种标准测试方法,用于评估金属表面的清洁度。
该测试方法使用一种特殊的试剂,通过测量金属表面的接触角来确定表面能。
这种测试方法简单易行,可重复性好,被广泛应用于金属材料的生产和应用领域。
第三部分:测试结果的解读根据ASTM D3273-2012规范,金属表面的清洁度和表面能可以通过接触角的数值来判断。
接触角较小表示金属表面具有较高的表面能,表明金属表面易于润湿和粘附其他物质。
相反,接触角较大表示金属表面具有较低的表面能,表明金属表面不易润湿和粘附其他物质。
第四部分:应用领域ASTM D3273-2012的测试方法广泛应用于金属材料的生产和应用领域。
在金属制造过程中,该测试方法可以用于评估金属表面的清洁度,以确保金属材料的质量和性能。
在金属加工和涂覆过程中,该测试方法可以用于评估金属表面的粘附性,以确保涂层的附着力和耐久性。
此外,该测试方法还可应用于金属材料的表面处理和改性过程中,以优化金属表面的性能和功能。
第五部分:注意事项在进行ASTM D3273-2012测试时,需要注意以下事项:1. 选择适当的试剂和试验条件,以确保测试结果的准确性和可靠性;2. 严格按照测试方法的要求进行操作,避免操作误差;3. 注意安全问题,避免试剂的接触和吸入;4. 对测试结果进行合理解读,并结合实际情况进行综合评估。
第六部分:结论ASTM D3273-2012是一项重要的标准规范,用于评估金属表面的清洁度和表面能。
金属表面清洁度标准

金属表面清洁度标准金属表面的清洁度对于金属制品的质量和性能有着重要的影响。
在工业生产中,金属制品的表面清洁度标准是一个非常重要的指标,它直接关系到产品的质量和使用寿命。
因此,对金属表面清洁度的标准和要求有着严格的规定。
首先,金属表面的清洁度标准主要包括以下几个方面:1. 油污和污垢的清洁度,金属制品在生产过程中常常会受到油污和污垢的影响,这些污染物会影响产品的表面质量和涂层附着力。
因此,金属表面的清洁度标准要求对油污和污垢进行有效清除,以保证产品表面的光洁度和平整度。
2. 氧化物和锈蚀的清洁度,金属制品在长时间暴露在空气中会产生氧化和锈蚀,这些氧化物和锈蚀会降低产品的表面质量和耐腐蚀性能。
因此,金属表面的清洁度标准要求对氧化物和锈蚀进行有效清除,以保证产品表面的光洁度和耐腐蚀性能。
3. 杂质和异物的清洁度,金属制品在生产和加工过程中常常会受到杂质和异物的影响,这些杂质和异物会影响产品的表面质量和使用性能。
因此,金属表面的清洁度标准要求对杂质和异物进行有效清除,以保证产品表面的光洁度和无损伤性能。
其次,金属表面清洁度标准的具体要求:1. 表面清洁度等级,根据金属表面的使用要求和环境条件,对表面清洁度进行分级,一般分为三级,一级要求最严格,适用于对表面清洁度要求非常高的场合;二级要求次之,适用于对表面清洁度要求一般的场合;三级要求最宽松,适用于对表面清洁度要求较低的场合。
2. 清洁度测试方法,根据不同的金属材料和表面清洁度等级,制定相应的清洁度测试方法,一般包括目视检查、化学分析、物理测试等多种方法,以确保清洁度测试的准确性和可靠性。
3. 清洁度标准执行标准,对金属表面清洁度标准的执行进行严格规定,包括清洁度测试的频率、测试结果的记录和报告、清洁度不合格的处理等,以保证清洁度标准的有效执行和产品质量的稳定性。
总之,金属表面清洁度标准是保证金属制品表面质量和性能的重要保障,只有严格执行清洁度标准要求,才能确保金属制品的表面质量达到要求,提高产品的市场竞争力和用户满意度。
清洁度检测
ISO 16232:2007主要针对液压部件的测试,清洗方法中用到的介质 都是液体,而VDA 19-2015还介绍了气压部件的测试方法。气压部件与 液体接触时,部件表面可能会受损,选择有一定压力的无尘空气作为介质去清洗气 压部件则不会出现部件受损的情况。但在使用液体清洗的时候,选择的清洗液一定 不能和测试的部件发生化学反应,且测试污染物不能溶于清洗液中,由此可见清洗 液与测试样品的兼容性是非常重要的。VDA19-2015中关于清洗液兼容性 的说明和选择的建议如下。 汽车零部件制造过程中使用的大多数材料都可以使用两类清洗液来分离:非极性清 洗液和含表面活性剂的含水中性清洗液。两类清洗液的选择依据如下。 (1)含表面活性剂的含水中性清洗液(如去离子水)通常可用于清洗含水冷却液 和润滑剂乳化液、动物和植物油脂、油液以及氨基防腐剂。 (2)如果无法采用,检查上述非极性溶液(二氯乙烷等)是否适合,它们特别适 合于清除矿物油基润滑剂或防腐剂。 (3)如果上述两类清洗液都证明不适用,则必须选择专用的清洗液,例如酒精 (乙醇,极性溶液)以清除制动液。在进行这项选择时,确保清洗液与部件材料相 容。特别当使用烃类清洗液时,可能会发生塑料和涂层表面不相容的情况。含表面 活性剂的含水中性清洗液不可与镁或镁合金一起使用,污染物与清洗液的相容性示 例见表1,零部件与清洗液的兼容性见表2。当零部件表面出现除表1所列污染物 以外的物质时,需要考虑这些物质是否影响试验液体(清洗液)分离此物质。
VDA 19-2015 与 ISO 16232:2007 区别:
➢适用范围:VDA 19-2015 适用于汽车中与功能相关的所有零部件,而 ISO 16232:2007仅适用于道路车辆的液压回路元器件。 ➢样品运输:VDA 19-2015 描述了减小人员、包装、储存、运输和拆包等 因素对零部件表面颗粒物的影响所带来的益处;而 ISO 16232:2007只是 简单地说明了样品在拆包时要格外小心以避免零部件表面颗粒物的丢失。 ➢萃取方法:VDA 19-2015 和 ISO 16232:2007都涉及摇晃法、压力冲洗法 和超声波冲洗法,但VDA 19-2015从零部件的尺寸级别和清洗位置出发, 给出了更为具体的选择清洗方式的方法。 ➢清洗液的选择: VDA 19-2015详细描述了不同清洗方式适用清洗液的兼 容性问题。 ISO 16232:2007只是模糊地规定了清洗参数要与零部件和清 洗系统相匹配,未列出具体的应用范围。 萃取曲线: : VDA 19-2015详细说明了萃取曲线的几种异常类型(图6) 及原因分析,并说明了相应的参数调整方法。 ISO 16232:2007并未说明 异常情况的处理方法。
铸件的清洁度标准

铸件的清洁度标准
一、表面缺陷
铸件的表面应光滑,无明显的气孔、砂眼、裂纹、冷隔、夹渣等缺陷。
表面粗糙度应符合相关标准,并且不允许有影响使用性能的锐利边缘和尖角。
二、残留物
铸件应清洁无残留物,包括金属、非金属和润滑剂等。
对于特定类型的铸件,允许有一定的残留物,但必须符合相关标准或技术要求。
三、内部缺陷
铸件的内部应无气孔、裂纹、缩孔、疏松等缺陷。
对于关键部位或承受高应力的铸件,应进行内部质量检测,如X射线检测、超声波检测等。
四、尺寸精度
铸件的尺寸精度应符合图纸要求或相关标准。
对于关键尺寸,应进行测量和检验,以确保其符合要求。
五、材质性能
铸件的材质性能应符合设计要求,包括化学成分、力学性能等。
对于特殊用途的铸件,还应进行相应的性能测试和检验。
六、无损检测
铸件应进行无损检测,以确保其在使用过程中不会发生意外损坏。
无损检测的方法包括X射线检测、超声波检测、磁粉检测等。
七、涂装要求
对于需要进行涂装的铸件,涂装前应确保铸件表面清洁,无油污、水分等杂质。
涂装层应均匀、平整,不允许有起泡、龟裂等现象。
涂装后应进行耐腐蚀试验,确保涂层质量。
八、清洁度检测
铸件清洁度检测是评价铸件质量的重要环节。
清洁度检测方法包括溶剂浸泡法、溶剂清洗法、气体流型检测法等。
在检测过程中,应遵循相关标准和技术要求,确保检测结果的准确性和可靠性。
金属清洁度的判定方法
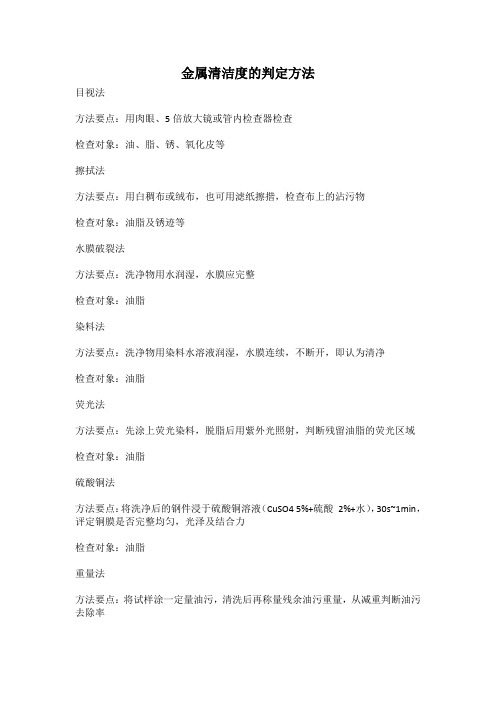
金属清洁度的判定方法目视法方法要点:用肉眼、5倍放大镜或管内检查器检查检查对象:油、脂、锈、氧化皮等擦拭法方法要点:用白稠布或绒布,也可用滤纸擦揩,检查布上的沾污物检查对象:油脂及锈迹等水膜破裂法方法要点:洗净物用水润湿,水膜应完整检查对象:油脂染料法方法要点:洗净物用染料水溶液润湿,水膜连续,不断开,即认为清净检查对象:油脂荧光法方法要点:先涂上荧光染料,脱脂后用紫外光照射,判断残留油脂的荧光区域检查对象:油脂硫酸铜法方法要点:将洗净后的钢件浸于硫酸铜溶液(CuSO4 5%+硫酸2%+水),30s~1min,评定铜膜是否完整均匀,光泽及结合力检查对象:油脂重量法方法要点:将试样涂一定量油污,清洗后再称量残余油污重量,从减重判断油污去除率检查对象:油脂同位素法方法要点:涂上混有C14、S35等同位素的油脂,洗净后用计数器管测定检查对象:油脂电镀法方法要点:用脱脂试片进行电镀,判断镀层光泽好坏检查对象:油脂比色法方法要点:油溶性染料掺入油脂中,涂敷在试样上,洗净后,用等量有机溶剂洗试样,然后进行比色检查对象:油脂赤血盐硝酸试验方法要点:将赤血盐10g/L+70%硝酸+30mg/L的溶液涂在不锈钢上,30s以内呈现深兰色证明有铁检查对象:不锈钢铁污染喷射图案法方法要点:将清洁过的表面上喷水雾作成水膜、挂水状态,以染污其格板检查清洁度(%)检查对象:油脂压力喷雾法方法要点:对清洁过的表面喷水雾,使微小油滴浮起以评价清洁度检查对象:油脂接触角法方法要点:水滴滴在清洁的表面上,由其接触角评价清洁度,清净表面其接触角接近于0°检查对象:油脂。
零件表面清洁度测量方法

零件表面清洁度测量方法一、引言在工业生产过程中,零件的表面清洁度是一个非常重要的指标。
清洁度的好坏直接影响着零件的质量以及后续工艺的顺利进行。
因此,准确测量零件表面的清洁度是至关重要的。
本文将介绍几种常见的零件表面清洁度测量方法。
二、目视检查法目视检查法是一种简单直观的零件表面清洁度测量方法。
通过肉眼观察零件表面的干净程度来判断清洁度的好坏。
这种方法适用于清洁度要求不高的零件,但缺点是主观性较强,很难得到准确的结果。
三、湿度试纸法湿度试纸法是一种常用的零件表面清洁度测量方法。
该方法使用一种特殊的试纸,将其触摸到零件表面,通过试纸的颜色变化来判断表面的清洁度。
试纸的颜色变化与表面上存在的污染物有关,可以根据试纸上的颜色标准来判断清洁度的等级。
四、粘附试纸法粘附试纸法也是一种常见的零件表面清洁度测量方法。
该方法使用一种粘附试纸,将其粘贴在零件表面,然后迅速撕下来。
通过观察试纸上的残留物来判断表面的清洁度。
残留物越少,表明清洁度越高。
五、显微镜法显微镜法是一种高精度的零件表面清洁度测量方法。
该方法使用显微镜对零件表面进行放大观察,通过观察表面的细微结构以及污染物的存在情况来判断清洁度的好坏。
显微镜法可以提供更准确的清洁度评估,但需要专业的设备和操作技术。
六、光学显微镜法光学显微镜法是一种常用的零件表面清洁度测量方法。
该方法使用光学显微镜对零件表面进行放大观察,通过观察表面的细微结构以及污染物的存在情况来判断清洁度的好坏。
光学显微镜法相对于显微镜法来说,更加便捷和直观,可以直接观察到表面的细节。
七、粒度计法粒度计法是一种常见的零件表面清洁度测量方法。
该方法使用粒度计对零件表面的粒度进行测量,通过粒度的大小来判断清洁度的好坏。
粒度计法适用于粗糙表面的零件,可以直接测量表面的粒度值。
八、电子显微镜法电子显微镜法是一种高分辨率的零件表面清洁度测量方法。
该方法使用电子显微镜对零件表面进行放大观察,通过观察表面的微观结构以及污染物的存在情况来判断清洁度的好坏。
表面清洁度检测方法

表面清洁度检测方法金属表面镀层和有机涂层都应满足涂(镀)层致密、均匀一致、与基体结合牢固的要求。
而涂(镀)层中出现诸如涂(镀)层脱落、鼓泡或发花以及局部无涂覆层等,多数情况下都是由于金属涂(镀)前表面不洁净所致。
与有机溶剂涂料相比,以水为溶剂的金属表面涂覆处理,如电镀、阳极氧化、磷化以及水性涂料涂装等对金属表面的有机物污染更为敏感,即使是单分子层的污染物,都可能导致整个工艺的失败。
因此,材料表面涂(镀)前处理后的清洁度至关重要,本文就各种检验金属表面清洁度的方法做一总结。
1目测与光学法光亮金属表面上的油污可用肉眼和借助放大镜或光学显微镜进行观察。
其缺点是金属表面的钝态氧化膜及极薄的油污会检查不到。
对粗糙及不光亮的金属表面,上述方法就显得无能为力,但可通过用干净、洁白的棉花、布、纸对表面擦拭,然后观察其是否干净,以确定金属表面是否洁净。
2表面张力法根据表面油污对其表面能的影响,通过金属在一系列表面张力不同的试液中是否浸润以确定其表面能,据此判断其表面的干净程度。
如配成从80%乙酸20%水)(V/V,下同)到1%乙醇99%水的系列溶液,其表面张力相应地从24.5×10-5 N/cm增加到66.0×10-5 N/cm。
3油漆法将除油剂滴在金属表面上,然后蒸干,如无痕迹,表面金属表面是洁净的,如出现圆环则表明有油污存在。
4润湿法干净的金属表面是亲水的,因此,可以完全被水润湿,当金属表面含有油污时,会出现不被水浸润的断水区域。
基于是否亲水这一原理,除了最简单常用的呼气法和雾化器喷雾法外,还有以下几种检测手段。
由于金属的氧化膜也是亲水的,因此,这类方法大多不能检测出金属表面的氧化膜是否退净。
4.1喷射图案法用喷枪将含有0.1%染料的蒸馏水喷于已浸湿的金属表面,观察喷射面的图案。
有油污的地方,因不被水浸润不会显示染料色。
喷枪的操作条件是:空气压力5.9×10-4~9.8×10-4 Pa,距离60 cm,时间30~50 s。
清洁度的测量方法
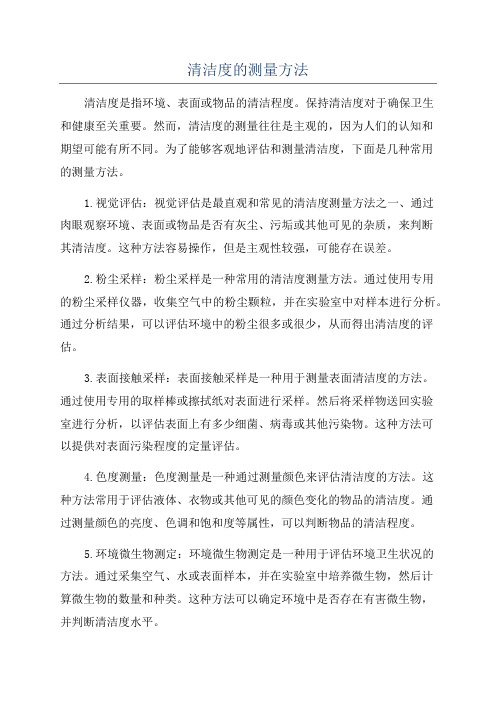
清洁度的测量方法清洁度是指环境、表面或物品的清洁程度。
保持清洁度对于确保卫生和健康至关重要。
然而,清洁度的测量往往是主观的,因为人们的认知和期望可能有所不同。
为了能够客观地评估和测量清洁度,下面是几种常用的测量方法。
1.视觉评估:视觉评估是最直观和常见的清洁度测量方法之一、通过肉眼观察环境、表面或物品是否有灰尘、污垢或其他可见的杂质,来判断其清洁度。
这种方法容易操作,但是主观性较强,可能存在误差。
2.粉尘采样:粉尘采样是一种常用的清洁度测量方法。
通过使用专用的粉尘采样仪器,收集空气中的粉尘颗粒,并在实验室中对样本进行分析。
通过分析结果,可以评估环境中的粉尘很多或很少,从而得出清洁度的评估。
3.表面接触采样:表面接触采样是一种用于测量表面清洁度的方法。
通过使用专用的取样棒或擦拭纸对表面进行采样。
然后将采样物送回实验室进行分析,以评估表面上有多少细菌、病毒或其他污染物。
这种方法可以提供对表面污染程度的定量评估。
4.色度测量:色度测量是一种通过测量颜色来评估清洁度的方法。
这种方法常用于评估液体、衣物或其他可见的颜色变化的物品的清洁度。
通过测量颜色的亮度、色调和饱和度等属性,可以判断物品的清洁程度。
5.环境微生物测定:环境微生物测定是一种用于评估环境卫生状况的方法。
通过采集空气、水或表面样本,并在实验室中培养微生物,然后计算微生物的数量和种类。
这种方法可以确定环境中是否存在有害微生物,并判断清洁度水平。
6.ATP检测:ATP(腺苷三磷酸)检测是一种快速测量表面清洁度的方法。
通过使用ATP检测仪器,采集样本后,该仪器可以测量样本中的ATP分子含量。
因为ATP是与生物活性相关的分子,所以通过测量ATP水平,可以评估环境或表面上是否存在生物污染。
以上是一些常用的清洁度测量方法。
不同的方法有其优点和局限性,根据具体情况选择合适的方法来评估清洁度是很重要的。
此外,应注意测量的可重复性和方法的标准化,以确保结果的准确性和可比性。
金属表面清洁度如何检验
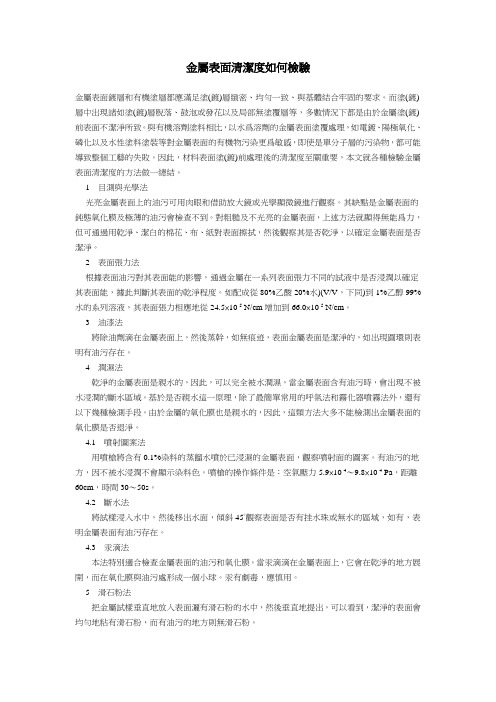
金屬表面清潔度如何檢驗金屬表面鍍層和有機塗層都應滿足塗(鍍)層緻密、均勻一致、與基體結合牢固的要求。
而塗(鍍)層中出現諸如塗(鍍)層脫落、鼓泡或發花以及局部無塗覆層等,多數情況下都是由於金屬塗(鍍)前表面不潔淨所致。
與有機溶劑塗料相比,以水爲溶劑的金屬表面塗覆處理,如電鍍、陽極氧化、磷化以及水性塗料塗裝等對金屬表面的有機物污染更爲敏感,即使是單分子層的污染物,都可能導致整個工藝的失敗。
因此,材料表面塗(鍍)前處理後的清潔度至關重要,本文就各種檢驗金屬表面清潔度的方法做一總結。
1目測與光學法光亮金屬表面上的油污可用肉眼和借助放大鏡或光學顯微鏡進行觀察。
其缺點是金屬表面的鈍態氧化膜及極薄的油污會檢查不到。
對粗糙及不光亮的金屬表面,上述方法就顯得無能爲力,但可通過用乾淨、潔白的棉花、布、紙對表面擦拭,然後觀察其是否乾淨,以確定金屬表面是否潔淨。
2表面張力法根據表面油污對其表面能的影響,通過金屬在一系列表面張力不同的試液中是否浸潤以確定其表面能,據此判斷其表面的乾淨程度。
如配成從80%乙酸20%水)(V/V,下同)到1%乙醇99%水的系列溶液,其表面張力相應地從24.5×10-5 N/cm增加到66.0×10-5 N/cm。
3油漆法將除油劑滴在金屬表面上,然後蒸幹,如無痕迹,表面金屬表面是潔淨的,如出現圓環則表明有油污存在。
4潤濕法乾淨的金屬表面是親水的,因此,可以完全被水潤濕,當金屬表面含有油污時,會出現不被水浸潤的斷水區域。
基於是否親水這一原理,除了最簡單常用的呼氣法和霧化器噴霧法外,還有以下幾種檢測手段。
由於金屬的氧化膜也是親水的,因此,這類方法大多不能檢測出金屬表面的氧化膜是否退淨。
4.1噴射圖案法用噴槍將含有0.1%染料的蒸餾水噴於已浸濕的金屬表面,觀察噴射面的圖案。
有油污的地方,因不被水浸潤不會顯示染料色。
噴槍的操作條件是:空氣壓力5.9×10-4~9.8×10-4 Pa,距離60cm,時間30~50s。
磷酸铁锂金属颗粒用清洁度显微镜测试的测试方法

磷酸铁锂金属颗粒用清洁度显微镜测试方法摘要本文介绍了磷酸铁锂金属颗粒用清洁度显微镜测试的方法。
清洁度测试是评估金属颗粒表面是否存在杂质、污染物以及其他不洁物的重要手段。
本文将详细介绍测试前的准备工作,测试步骤,以及测试结果的分析与解读。
引言磷酸铁锂金属颗粒广泛应用于锂离子电池等领域。
为了确保金属颗粒的质量和性能,清洁度测试是不可或缺的环节。
清洁度显微镜测试是一种常用的方法,通过观察金属颗粒表面的杂质和污染物,评估其表面的清洁度。
材料与设备•磷酸铁锂金属颗粒样品•显微镜•清洁度测试盘•盖玻片•酒精棉球•纯水•滤纸测试步骤1. 准备工作•将显微镜放置在平稳的工作台上,并确保其调节装置灵活可用。
•清洁显微镜镜头和目镜,使用酒精棉球轻轻擦拭,确保无尘和油渍。
•准备清洁度测试盘,将样品均匀分布在盘中。
2. 样品制备•将待测试的磷酸铁锂金属颗粒样品取出,并将其均匀撒在盖玻片上。
•将另一片盖玻片轻轻覆盖在样品上,确保样品均匀分布在盖玻片之间。
3. 测试操作•将盖玻片放置在显微镜台上,并将显微镜调节至适当的放大倍数。
•使用显微镜观察样品表面的杂质和污染物。
注意观察其数量、大小、形状等特征。
•根据观察结果,记录样品的清洁度等级。
常见的清洁度等级包括:无杂质、少量杂质、中等杂质、大量杂质等。
4. 结果分析与解读•根据观察结果,对样品的清洁度进行评估和分类。
清洁度较高的样品通常具有较少的杂质和污染物,表面较为光滑。
•将样品的清洁度与产品要求进行比较,判断样品是否符合要求。
•如果样品的清洁度不符合要求,可以考虑采取清洁处理措施,如超声波清洗、化学清洗等。
结论磷酸铁锂金属颗粒用清洁度显微镜测试是一种简便有效的方法,可用于评估金属颗粒表面的清洁度。
通过观察样品表面的杂质和污染物,可以对样品的清洁度进行评估和分类。
测试结果可用于产品质量控制和改进。
铝壳清洁度检测方法
铝壳清洁度检测方法引言铝壳是一种重要的工业材料,在现代制造业中得到广泛应用。
然而,在铝制品的生产过程中,铝壳表面往往会附着油渍、污垢等杂质,影响其质量和外观。
因此,对铝壳的清洁度进行检测和控制至关重要。
本文将介绍几种常见的铝壳清洁度检测方法,以帮助读者了解如何有效地进行铝壳清洁度检测。
简单目视检测法目视检测是最简单、最常用的方法之一。
通过肉眼观察铝壳的表面,判断其是否有油迹、污垢等杂质。
这种方法操作简单,不需要特殊仪器设备,但主要依赖于操作员的经验和视力。
因此,准确性和一致性可能存在一定的差异。
无损检测方法无损检测方法广泛应用于工业领域,以检测和评估材料的质量,铝壳清洁度检测也不例外。
以下是常用的无损检测方法。
1. 紫外线检测法紫外线检测法是通过使用紫外线灯照射铝壳表面,观察被检测物质在紫外光下的荧光反应来确定其清洁程度。
通常,油脂和大部分污垢在紫外光下会呈现出荧光,而清洁的铝壳则不会出现荧光。
这种方法对清洁度的判断比目视检测更加准确,但仍然依赖于操作员的技能和经验。
2. 表面粘度检测法表面粘度检测法是通过测量铝壳表面的粘度来判断其清洁度。
一般来说,清洁度较高的铝壳表面粘度较低,而污垢和油脂附着的铝壳表面粘度较高。
这种方法通常使用粘度计或黏度计进行测量,具有较高的准确性和可重复性。
化学分析法化学分析法是通过对铝壳样品进行化学分析,检测其中的有害物质或杂质,来评估其清洁度。
以下是常用的化学分析方法。
1. 石油醚提取法石油醚提取法是使用石油醚等有机溶剂将铝壳样品中的油脂和有机污染物提取出来,再通过测量溶剂中的物质含量来评估铝壳的清洁度。
这种方法需要一定的化学实验设备和技术,但可以提供比无损检测方法更准确的结果。
2. 离子色谱法离子色谱法是一种常用的化学分析方法,用于检测和分析水样中的离子化合物。
在铝壳清洁度检测中,离子色谱法可以用来检测铝壳中的杂质离子,如钠离子、钙离子等,从而评估其清洁度和纯度。
这种方法需要专用的仪器设备和技术支持。
钢材表面清洁度的评定

钢材表面清洁度的评定为了充分发挥涂料的保护和装饰作用,必须进行彻底的表面处理已为人们公认。
涂装成功与否主要取决于表面处理质量。
通常表面清洁度(表面处理质量)越高,越能保证涂料的保护作用,但过高的要求也会造成极大的浪费。
对钢材表面清洁度的进行评定是一项至关重要的工作。
表面处理质量包括三个方面,即钢板表面的可视清洁度(锈蚀、氧化皮等)、粗糙度和不可视清洁度(油脂、可溶性铁盐、氯化物、硫化物、灰尘等),在这方面以船舶行业为代表,已经形成了较完善的检测标准和体系,其他行业一般均参照执行。
一、钢材表面可视清洁度(锈蚀、氧化皮)的评定钢材表面可视清洁度(锈蚀、氧化皮)的评定,可分为定量和定性两种方法。
定量方法一般有两种,第一种为硫酸铜法:将硫酸铜溶液刷在处理后的钢板表面,除锈完全的部分呈金属铜的颜色,而大于0.5mm残留氧化皮的部分呈暗色,从而判断表面的清洁程度。
可采用在每升含1gH2SO4的溶液中添加4~8gCu2SO4的方法配制硫酸铜溶液,或将36gCu2SO4·5H20加热溶于100ml水中,再加入过量的Cu(OH)放置24小时后,去除多余的Cu(OH)2的方法来配制硫酸铜溶液。
第二种定量检测方法是利用氧化皮和铁电阻不同的特点,采用电阻测量仪测定处理后的表面与探头2(直径1mm的球型笔状电极)之间的过渡电阻,通过各点的平均值判断表面清洁度。
此外,还可利用带蓝色过滤器的光线反射测量仪进行表面清洁度检验。
仪器定量测量方法受光线、处理方法、原始状态和表面粗糙度等影响极大,而硫酸铜法又需要进行后处理,否则会留下腐蚀隐患,所以,更为可靠的方法还是定性的与标准照片进行对比的方法。
为了能正确、方便地评定钢材在除锈之后的表面处理质量,许多工业发达国家都先后制定了钢材除锈的质量等级标准,其中最显著的是瑞典工业标准SIS055900《涂装前钢材表面除锈标准》,长期以来为世界各国所引用。
国际标准化组织色漆和清漆技术委员会涂装前钢材表面处理分会(ISO/TC 35/SC12)以瑞典标准SIS055900-1967为基础,制订了国际标准ISO8501-1:1988《涂装油漆和有关产品前钢材预处理-表面清洁度的目视评定-第一部分:未涂装过的钢材和全面清除原有涂层后的钢材的锈蚀等级和除锈等级》。
金属表面的粗糙度及清洁度

金属表面的粗糙度及清洁度收藏此信息打印该信息添加:佚名来源:未知也即清洁度,代表性国际标准有两种:一种是美国85年制订“SSPC-”;第二种是瑞典76年制订的“Sa-”,它分为四个等级分别为Sa1、Sa2、Sa2.5、Sa3,为国际惯常通用标准,详细介绍如下:Sa1级——相当于美国SSPC—SP7级。
采用一般简单的手工刷除、砂布打磨方法,这是四种清洁度中度最低的一级,对涂层的保护仅仅略好于未采用处理的工件。
Sa1级处理的技术标准:工件表面应不可见油污、油脂、残留氧化皮、锈斑、和残留油漆等污物。
Sa1级也叫做手工刷除清理级。
(或清扫级)Sa2级——相当于美国SSPC—SP6级。
采用喷砂清理方法,这是喷砂处理中最低的一级,即一般的要求,但对于涂层的保护要比手工刷除清理要提高许多。
Sa2级处理的技术标准:工件表面应不可见油腻、污垢、氧化皮、锈皮、油漆、氧化物、腐蚀物、和其它外来物质(疵点除外),但疵点限定为不超过每平方米表面的33%,可包括轻微阴影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
如果工件原表面有凹痕,则轻微的锈蚀和油漆还会残留在凹痕底部。
Sa2级也叫商品清理级(或工业级)。
Sa2.5级——是工业上普遍使用的并可以作为验收技术要求及标准的级别。
Sa2.5级也叫近白清理级(近白级或出白级)。
Sa2.5级处理的技术标准:同Sa2要求前半部一样,但疵点限定为不超过每平方米表面的5%,可包括轻微暗影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
Sa3级——级相当于美国SSPC—SP5级,是工业上的最高处理级别,也叫做白色清理级(或白色级)。
Sa3级处理的技术标准:与Sa2.5级一样但5%的阴影、疵点、锈蚀等都不得不存在了。
基础图式(粗糙度)即通常所谓的粗糙度,喷砂砂粒冲击并向外反弹,这种冲击造成表面几千分之一寸的压痕,叫基础图式。
回弹会使某些表面向外高出几千分之一寸,低的叫“谷”,高的叫“峰”,每一个沙粒冲击表面都会造成一个“谷”和一个“峰”,这就是基础图式(粗糙度的形成原因)。
清洁度的测量方法

清洁度的测量方法清洁度是指物体表面或环境的干净程度和卫生程度。
在日常生活中,我们需要对清洁度进行测量来评估清洁程度和采取相应的措施。
下面是几种常用的清洁度测量方法。
1.目测法目测法是最简单直观的清洁度测量方法,通过肉眼观察物体的表面或环境的清洁情况进行评估。
这种方法对于一些较大的物体或环境比较有效,但是对于细小的污垢或细菌等微观污染物,则不易发现。
2.滑板法滑板法是一种常用的清洁度测量方法,主要用于测量物体表面的粘附物或污垢的数量。
具体操作时,将一个特定大小的滑板放置在待测表面上,然后用清洁纸擦拭滑板,根据擦拭后纸上的污垢量来评估表面的清洁度。
这种方法适用于硬表面和平面,如墙壁、玻璃等。
3.酶标法酶标法是一种常用于测量生物污染物的清洁度测量方法,如细菌、真菌等。
这种方法利用特定的酶反应来测量待测样品中的酶含量,间接地评估生物污染物的存在量。
例如,常用的ATP酶标法利用生物体内ATP水解释放的能量来测量清洁度。
酶标法的优点是快速、敏感,很适合于测量微生物的数量和活性。
4.染色法染色法是一种常用的清洁度测量方法,主要用于评估物体表面的污渍和污垢。
具体操作时,使用染色剂或指示剂染色待测物体表面,然后根据染色剂的吸附情况来评估清洁度。
例如,可使用食用色素或试剂盒中的染料进行染色,根据颜色的深浅程度来判断物体表面的清洁程度。
染色法适用于各种材料和表面的清洁度测量,对细微的污垢也很敏感。
5.气相色谱法气相色谱法是一种常用于测量气体中污染物的清洁度测量方法。
该方法通过将待测气体样品经过特殊处理后,利用气相色谱仪分析样品中的化学物质和污染物的含量。
这种方法适用于测量工业过程中气体的清洁度,如空气质量、气体中有害物质的含量等。
总结起来,清洁度的测量方法多种多样,选择适合的方法需要考虑待测物体的特点、测量目的和使用环境等因素。
不同的测量方法在清洁度评估的灵敏度、准确性和操作便捷性方面有所差异,因此要根据具体情况选择合适的方法进行测量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
几种检验金属表面清洁度的方法
金属表面镀层和有机涂层都应满足涂(镀)层致密、均匀一致、与基体结合牢固的要求。
而涂(镀)层中出现诸如涂(镀)层脱落、鼓泡或发花以及局部无涂覆层等,多数情况下都是由于金属涂(镀)前表面不洁净所致。
与有机溶剂涂料相比,以水为溶剂的金属表面涂覆处理,如电镀、阳极氧化、磷化以及水性涂料涂装等对金属表面的有机物污染更为敏感,即使是单分子层的污染物,都可能导致整个工艺的失败。
因此,材料表面涂(镀)前处理后的清洁度至关重要,本文就各种检验金属表面清洁度的方法做一总结。
1目测与光学法
光亮金属表面上的油污可用肉眼和借助放大镜或光学显微镜进行观察。
其缺点是金属表面的钝态氧化膜及极薄的油污会检查不到。
对粗糙及不光亮的金属表面,上述方法就显得无能为力,但可通过用干净、洁白的棉花、布、纸对表面擦拭,然后观察其是否干净,以确定金属表面是否洁净。
2表面张力法
根据表面油污对其表面能的影响,通过金属在一系列表面张力不同的试液中是否浸润以确定其表面能,据此判断其表面的干净程度。
如配成从80%乙酸20%水)(V/V,下同)到1%乙醇99%水的系列溶液,其表面张力相应地从24.5×10-5N/cm增加到
66.0×10-5N/cm。
3油漆法
将除油剂滴在金属表面上,然后蒸干,如无痕迹,表面金属表面是洁净的,如出现圆环则表明有油污存在。
4润湿法
干净的金属表面是亲水的,因此,可以完全被水润湿,当金属表面含有油污时,会出现不被水浸润的断水区域。
基于是否亲水这一原理,除了最简单常用的呼气法和雾化器喷雾法外,还有以下几种检测手段。
由于金属的氧化膜也是亲水的,因此,这类方法大多
不能检测出金属表面的氧化膜是否退净。
4.1喷射图案法
用喷枪将含有0.1%染料的蒸馏水喷于已浸湿的金属表面,观察喷射面的图案。
有油污的地方,因不被水浸润不会显示染料色。
喷枪的操作条件是:空气压力5.9×10-4~9.8×10-4Pa,距离60cm,时间30~50s。
4.2断水法
将试样浸入水中,然后移出水面,倾斜45°观察表面是否有挂水珠或无水的区域,如有,表明金属表面有油污存在。
4.3汞滴法
本法特别适合检查金属表面的油污和氧化膜。
当汞滴滴在金属表面上,它会在干净的地方展开,而在氧化膜与油污处形成一个小球。
汞有剧毒,应慎用。
5滑石粉法
把金属试样垂直地放入表面洒有滑石粉的水中,然后垂直地提出,可以看到,洁净的表面会均匀地粘有滑石粉,而有油污的地方则无滑石粉。
6铜置换法
对黑色金属,把其浸于63g/LCuSO4·H2O和
17g/LH2SO4中,静置10s取出,在蒸馏水中搅动15s,用洗瓶冲洗,烘干。
在干净的金属表面,因
Fe+Cu2+→Cu+Fe2+这一反应的发生而产生粉红色Cu,而有油污的表面看不到粉红色的铜置换层。
7警铃法
本法是铜及其合金的专用检测方法。
当铜及合金浸于0.025mol/L多硫化钠溶液中时,静置到一定时刻,会看到铜样突然变墨,因此称为警铃法,铜表面越干净,则变黑的时间越短。
8其他方法。