新产品试产记录表
试产流程
B:重要工程更改
C:是否需要重开纲网
D:软件版本、硬件版本、BOM版本、
E:配色方案
F:试产时间、项目组成员职责、联系方式及安排到达工厂时间
工厂拒绝没有计划的临时通知要进行试产
(3)工程、生产资料
工厂在齐套物料的情况下还必须具备以下工程资料方可进行生产。
对于不同工程资料的发放时间,规定如下:
7.17 生产线线长和班长在试产期间不只是负责正常生产中对于好机数量的追求,还必须注意对于数据的记录,包括:总投入数、总产出数、总坏机数的工位及坏项等分布状态、每个工位的坏机的SN及坏机项描述、各工位已修及待修机记录,产完转线时每一部手机的分布状态,且要求数据真实、可靠。
7.18 生产线的员工(包括测试与组装)在试产下机期间,对于手动位/ALERT、FT位、CHARGER、ANT位、QA位等涉及到性能的坏机的记录,必须按试产报表每测试出一部记录一部的原则进行记录,每部坏机下线的原因贴在机头上,不能以百分比记,并把坏机分类放在相应的坏品盒内。任何人到工位上去取走坏机都需要在测试报表相应的地方进行登记。
7.10 SMT将所有PCB贴片完毕后可以开始转线,但是要保证将所有产出PCBA(包括炉后检测不良维修OK板)移交的测试线后,并将所有数据录入相应表格,SMT此次生产才算结束。
7.11 并行于SMT生产,测试线的D/L、B/T一直工作,测试中每发现一块坏板便记入相应工位表格并立即送维修房进行分析,维修后的PCBA也需要第一时间再重过测试位确认维修状态, PCBA维修OK立即返回生产线,维修房分析修板时也要将PCBA的维修原因记入相应表格,在试产结束后由统计员汇总并发送至NPI。
7.14 确定物料、设计、PCBA后,工厂PMC或是NPI开始安排组装的时间、线别,FA生产部即开始从仓库领料、备料,从仓库领料至物料上线备好的时间不超过4小时。
生产线试产验收报表
生产线试产验收报表全文共四篇示例,供读者参考第一篇示例:生产线是企业生产过程中非常重要的一环,其稳定运行直接影响产品质量和生产效率。
而在生产线刚建成或者进行新产品试产时,需要进行试产验收,以确保生产线能够正常运行并达到预期产量和质量。
为了更好地记录和评估生产线试产的效果,需要制作一份完整的生产线试产验收报表。
生产线试产验收报表主要包括以下几个方面内容:1. 试产基本信息:包括试产日期、试产产品、试产地点等基本信息,方便进行后续跟踪和比对。
2. 设备运行情况:记录各个生产设备的运行情况,包括设备启动时间、运行稳定性、设备故障情况等,以评估设备的运行状况和稳定性。
3. 人员操作情况:记录生产线操作人员的工作情况,包括工作时间、生产效率、操作规范等,以评估人员操作技能和生产效率。
4. 产品质量情况:记录试产产品的质量情况,包括产品外观、尺寸、包装等,以评估产品质量是否符合要求。
5. 生产工艺流程:记录生产线试产的工艺流程,包括原料投入、加工流程、生产工艺等,以评估工艺流程的合理性和稳定性。
6. 试产效果评估:综合考虑以上各个方面的情况,对生产线试产的效果进行评估,包括设备运行状况、人员操作技能、产品质量等,以确定试产是否顺利通过验收。
1. 报表内容要全面准确,对于试产过程中的各方面情况要进行详细记录,确保报表内容完整。
2. 报表格式要清晰规范,对于每个部分的内容要进行分条清晰排列,方便查阅和评估。
3. 报表要及时填写,对于试产过程中发现的问题和不良情况要及时记录,并进行整改和改进。
4. 报表要保存完整,对于每次试产的报表都要保存备份,以便后续查阅和对比分析。
生产线试产验收报表的制作是一个重要的工作,通过对试产过程的全面记录和评估,可以及时发现问题,改进工艺,提高生产效率和产品质量。
只有保持报表的规范和完整,才能更好地指导生产线的实际操作,确保生产线的稳定运行和持续发展。
第二篇示例:生产线试产验收报表日期:2022年10月15日生产线名称:XXX生产线试产验收人:XXX一、试产情况1. 生产线整体运行情况- 生产线设备正常运转,未出现停工现象。
新产品进度跟踪表

夹、量、 协作供应 检具、刀 商镶件或 具等初步 合金原材 检验确认 的提交并
xx/xxxx
模具完成 时间
第1次 压铸试模
xxxx有限公司
xxxx CO., LTD 博世新品进度跟踪记录
红色超标 黄色报警 绿色正常 里程碑
测量压铸 修模完成 第2次 第3次
件
时间 压铸试模 压铸试模
机加工
第一次之样品 发出时间及每
穴数量
样品确认
第二次之样品
第三次之样
试生产作
发出时间及每 样品确认 品发出时间 样品确认 业文件、
穴数量
及每穴数量
条件准备
顾客小批 批量生产
试生产 量订单交 作业文件 SOP 状态 穴数 压机及材料
付
、条件准
备
备注
修改:B01
序 号
零件图号
客户
项目负 公司内 责人 零件编 号
新品图片
计划完 开模指令 内部启动 成时间 批准时间 后评审时 /实际 (项目启动 间 完成时 时间)
包装设计
顾客对包 设计完成(工 设计完成 夹、量、
装的初步 艺文件、流 (夹、量 检具、刀
确认 程图、PFMEA 检具等) 具制造采
、控制计划
购完成
试生产检验记录表
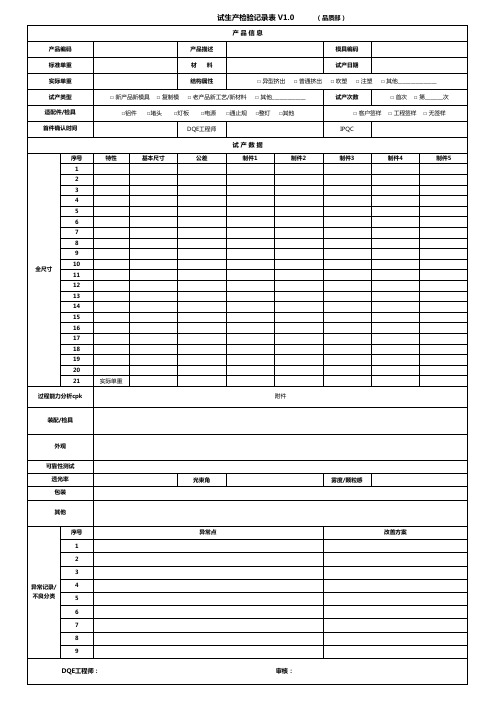
□ 新产品新模具 □ 复制模 □ 老产品新工艺/新材料 □ 其他_____________
试产次数
□ 首次 □ 第_______次
□铝件 □堵头 □灯板 □电源 □通止规 □整灯 □其他
□ 客户签样 □ 工程签样 □ 无签样
DQE工程师
IPQC
特性
基本尺寸
试产数据
公差
制件1
制件2
制件3
制件4
制件5
实际单重
产品编码 标准单重 实际单重 试产类型 适配件/检具 首 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
过程能力分析cpk
试生产检验记录表 V1.0
产品信息
(品质部)
产品描述
模具编码
材料
试产日期
结构属性
□ 异型挤出 □ 普通挤出 □ 吹塑 □ 注塑 □ 其他_______________
附件
装配/检具
外观
可靠性测试 透光率 包装
其他
异常记录/ 不良分类
序号 1 2 3 4 5 6 7 8 9
DQE工程师:
光束角 异常点
雾度/颗粒感 改善方案
审核:
新产品试生产记录
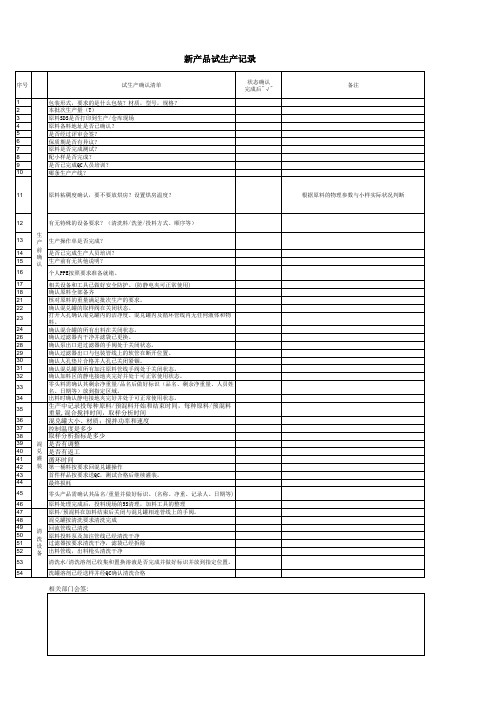
状态确认 完成后"√"
11
原料粘稠度确认,要不要放烘房?设置烘房温度?
12
有无特殊的设备要求?(清洗料/洗釜/投料方式、顺序等)
生 13 产 生产操作单是否完成?
14 15
前 确 认
是否已完成生产人员培训? 生产前有无其他说明?
16
个人PPE按照要求准备就绪。
17
相关设备和工具已做好安全防护。(防静电夹可正常使用)
36
混兑罐大小、材质;搅拌功率和速度
37
控制温度是多少
38
取样分析指标是多少
39 混 是否有调整
40 兑 是否有返工
41 灌 循环时间 42 装 第一桶料按要求回混兑罐操作
43
首件样ห้องสมุดไป่ตู้按要求送QC,测试合格后继续灌装。
44
最终损耗
45
零头产品需确认其品名/重量并做好标识。(名称、净重、记录人、日期等)
54
洗罐溶剂已经送样并经QC确认清洗合格
相关部门会签:
备注 根据原料的物理参数与小样实际状况判断
18
确认原料全部备齐
21
核对原料的重量满足批次生产的要求。
22
确认混兑罐的取样阀在关闭状态。
23
打开人孔确认混兑罐内的洁净度、混兑罐内及循环管线内无任何液体和物 料。
24
确认混合罐的所有出料在关闭状态。
26
确认过滤器内干净并滤袋已更换。
28
确认泵出口进过滤器的手阀处于关闭状态。
29
确认过滤器出口与包装管线上的软管在断开位置。
新产品试生产记录
序号
1 2 3 4 5 6 7 8 9 10
试生产确认清单
耳机行业新产品试产记录表

PQE:
IPQC:
DSQR-QA-076(1)
新产品试产记录表
1. 试产料号﹕
3. 上线时间﹕
年
5. 责任研发工程师:
6、量试结果:
不良项目
月日 不良数
2. 客户名称﹕ 4. 第一次量试数量:
不良原因
T1
电气 T2 不良
T3
自检不良
制程 外观பைடு நூலகம்不良
终检不良
PCS 不良率 合计 总计
随机不良
成型 外观 不良
终检不良
7、资料不符内容:
DSQR-QA-076(1)
组立图: 作业流程: BOM表: 包规: SOP PMP SIP 8.建议改善项:
新产品试产记录表
备注: 1.每次新产品量试时,品管必须如实将量试不良现象记录于此表单上。 2.针对量试时的每PC功能不良品必须找到不良真因并记录于此表单上。 3.量试后必须将此表单扫描发出并收集相关不良样品,知会相关单位召开“量试检讨会”。
试生产总结表7篇
试生产总结表7篇篇1一、引言本次试生产总结表旨在全面记录和总结某产品试生产过程中的各项数据、关键事件以及经验教训。
通过本次试生产,我们不仅验证了产品的可行性和生产流程的合理性,还发现并解决了一些潜在的问题。
以下为详细总结:二、试生产背景1. 产品简介:简要介绍产品的主要功能、特点及市场定位。
2. 生产目标:明确试生产的目标,如验证生产工艺、优化生产流程、评估产品质量等。
3. 生产计划:详细的生产计划,包括生产时间、生产地点、人员配置、设备安排等。
三、试生产过程1. 原材料准备:记录所使用的原材料种类、来源及质量检测情况。
2. 生产设备:详细描述生产设备的情况,包括设备的型号、性能、使用状态等。
3. 生产流程:详细记录生产流程中的各个步骤,包括工艺参数、操作方法、关键控制点等。
4. 生产人员:记录参与试生产的人员及其职责和表现。
5. 生产环境:记录生产过程中的环境因素,如温度、湿度、噪音等。
1. 产品质量:记录产品的质量检测结果,包括各项技术指标的达标情况。
2. 生产效率:统计并分析生产过程中的效率数据,包括生产周期、单件产品时间等。
3. 成本控制:记录并分析生产成本,包括原材料成本、人工成本、设备折旧等。
4. 市场反馈:收集并整理市场对产品的反馈意见,包括用户需求、竞品对比等。
五、经验教训与改进建议1. 成功经验:总结试生产过程中的成功经验,如工艺优化、团队协作等。
2. 存在问题:分析试生产过程中存在的问题和不足,如设备故障、原材料质量不稳定等。
3. 改进建议:针对存在的问题提出改进建议,如加强设备维护、优化生产流程等。
六、结论与展望1. 本次试生产的成果进行总结,强调产品的可行性和市场的潜力。
2. 对未来的生产和市场发展进行展望,提出进一步的工作计划和目标。
3. 对参与试生产的团队和个人进行表彰和感谢,鼓励大家继续努力。
在本次试生产总结表中,我们详细记录了试生产的背景、过程、结果以及经验教训。
新产品产前会议记录及跟踪表
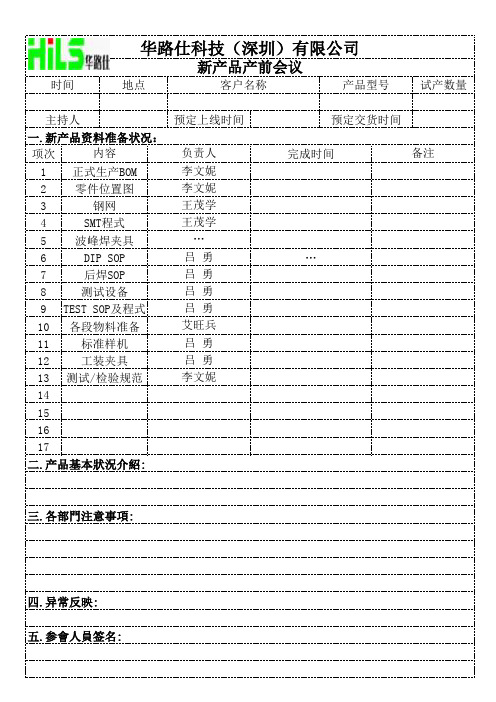
项次
内容
负责人
1 正式生产BOM
2 零件位置图
3
钢网
4
SMT程式
5 波峰焊夹具
李文妮 李文妮 王茂学 王茂学
…
6
DIP SOP
7
后焊SOP
吕勇 吕勇
8
测试设备
9 TEST SOP及程式
10 各段物料准备
吕勇 吕勇 艾旺兵
11
标准样机
12
工装14
15
16
17
二.产品基本狀況介紹:
客户名称备注正式生产bom零件位置图完成时间产品型号华路仕科技深圳有限公司新产品产前会议钢网预定交货时间主持人内容王茂学标准样机吕勇各段物料准备吕勇后焊sop负责人李文妮李文妮dipsop王茂学吕勇
华路仕科技(深圳)有限公司
新产品产前会议
时间
地点
客户名称
产品型号
试产数量
主持人
预定上线时间
一.新产品资料准备状况:
预定交货时间
完成时间
备注
…
三.各部門注意事項:
四.异常反映: 五.参會人員签名:
新产品试产确认单样板
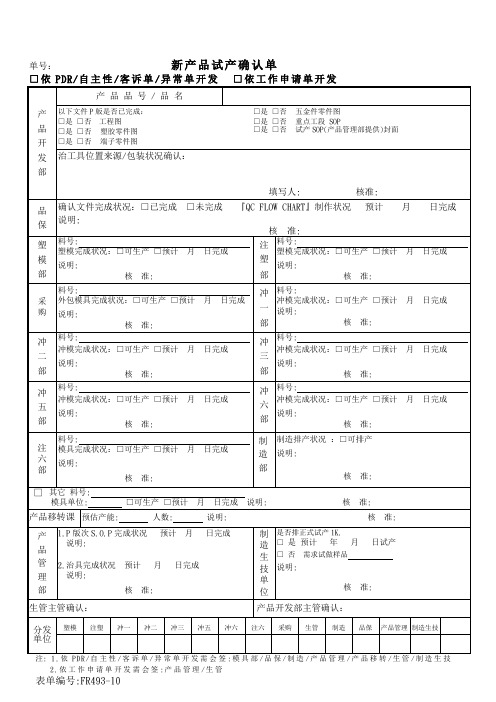
保
确认文件完成状况:□已完成□未完成『QC FLOW CHART』制作状况预计月日完成
说明:
核准:
塑
模
部
料号:
塑模完成状况:□可生产□预计月日完成
说明:
核准:
注
塑
部
料号:
塑模完成状况:□可生产□预计月日完成
说明:
核准:
采
购
料号:
外包模具完成状况:□可生产□预计月日完成
说明:
核准:
冲一
部
料号:
冲模完成状况:□可生产□预计月日完成
单号:新产品试产确认单
□依PDR/自主性/客诉单/异常单开发□依工作申请单开发
产
品
开
发
部
产品品号/品名
以下文件P版是否已完成:
□是□否工程图
□是□否塑胶零件图
□是□否端子零件图
□是□否五金件零件图
□是□否重点工段SOP
□是□否试产SOP(产品管理部提供)封面
治工具位置来源/包装状况确认:
填写人:核准:
说明:
核准:
冲
二
部
料号:
冲模完成状况:□可生产□预计月日完成
说明:
核准:
冲
三
部
料号:
冲模完成状况:□可生产□预计月日完成
说明:
核准:
冲
五
部
料号:
冲模完成状况:□可生产□预计月日完成
说明:
核准:
冲
六
部
部
料号:
冲模完成状况:□可生产□预计月日完成
说明:
核准:
注
六
部
料号:
模具完成状况:□可生产□预计月日完成
新产品试产会议记录

两片黑色刺的圆型搭扣,十字订要订牢不脱落。
3.印花帽子上红色、白色针刺棉需打回车,通过15磅拉力。
会 4.头部处里层是白色平板布印花,平车拼中间拼缝,缝位朝内。头部外层面是黑色平板布复合 议 黑色无纺衬,平车拼中间拼缝,缝位朝内,外面做光,按点样平车压两边红色眼睛,止口为 主 0.1cm,止口线要配色圆顺。平车拼下脚小插角,再黑色拷边。头顶前方边沿按刀眼位平车折 要 裥,裥位相对靠中间。里外两层外沿边平车定位,然后黑色三线拷外沿边。外沿边前上顶中间
刺反面毛。
8.后腰按位置平车均匀压1/4"黑色松紧,上下各两条松紧。
9.后背两侧装饰片,按位置两端头平车来回压线固定,长为1CM。
10.后领开叉左边离中2.5CM处订主唛洗唛,试主生唛产上日洗程唛下。
部门 工作内容 1月7日 1月8日 1月9日 1月10日 1月11日 1月13日
业务部 客户沟通
→
仓库 库存盘点
检验及检测要求
1.面料检验依据《面料检验作业指导书》,辅料检验依据《辅料与包材检验作业指导书》;《 面料检验作业指导书》、《辅料与包材检验作业指导书》没有规定的或者不符合国家、出口地 检验标准的,则依据国家、出口地检验标准。 2.面料、辅料和试产成品的检测依据《测试作业指导书》;《测试作业指导书》没有规定的或 者不符合国家、出口地检验标准的,则依据国家、出口地检验标准。
6.在试生产过程中,品质科应做好过程检验,及时反馈生产品质,以便于及时纠正、预防本次
试生产中重复出现同类品质问题。
会议签到
→
裁剪
裁剪
→
→
技术科 试生产
→
→
→
材料检验
→
品质科 过程检验
→
新物料试产跟踪单模板
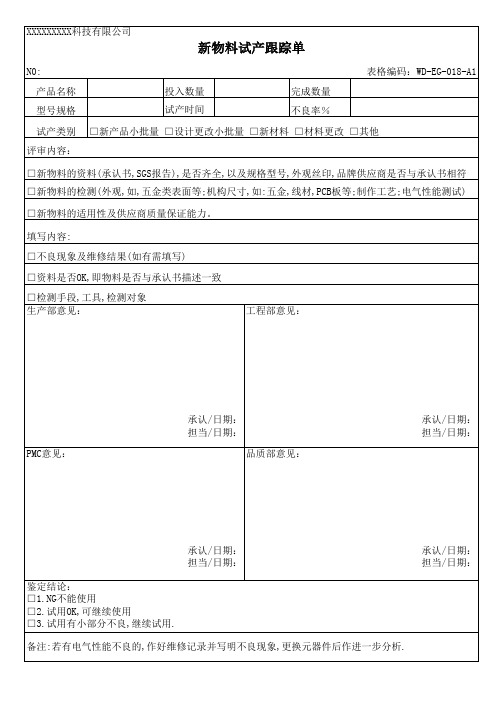
新物料试产跟踪单
N0:
表格编码:WD-EG-018-A1
产品名称 型号规格
投入数量 试产时间
完成数量 不良率%
试产类别 □新产品小批量 □设计更改小批量 □新材料 □材料更改 □其他
评审内容:
□新物料的资料(承认书,SGS报告),是否齐全,以及规格型号,外观丝印,品牌供应商是否与承认书相符 □新物料的检测(外观,如,五金类表面等;机构尺寸,如:五金,线材,PCB板等;制作工艺继续使用 □3.试用有小部分不良,继续试用.
备注:若有电气性能不良的,作好维修记录并写明不良现象,更换元器件后作进一步分析.
□新物料的适用性及供应商质量保证能力。
填写内容: □不良现象及维修结果(如有需填写) □资料是否OK,即物料是否与承认书描述一致 □检测手段,工具,检测对象 生产部意见:
工程部意见:
PMC意见:
承认/日期: 担当/日期:
品质部意见:
承认/日期: 担当/日期:
承认/日期: 担当/日期:
承认/日期: 担当/日期:
产品试产总结报告范文(3篇)

第1篇一、项目背景为了验证新产品的设计可行性、工艺成熟度和产品质量稳定性,确保新产品能够顺利投入量产,我司于2023年X月X日至2023年X月X日进行了为期X天的新产品试产。
本次试产的产品为XXX型号,主要应用于XXX领域。
以下是本次试产的详细总结报告。
二、试产目标1. 验证新产品设计方案的合理性和可行性。
2. 评估新产品的生产工艺流程和设备选型。
3. 确保新产品的质量稳定性和可靠性。
4. 为新产品量产提供数据支持和改进方向。
三、试产过程1. 试产准备阶段在试产前,项目组对试产方案进行了详细规划,包括以下内容:(1)成立试产小组,明确各成员职责。
(2)制定试产计划,明确试产时间、进度和目标。
(3)准备试产所需的物料、设备、工具等。
(4)制定试产过程中的安全、环保和保密措施。
2. 试产实施阶段(1)按计划进行试生产,严格按照工艺流程进行操作。
(2)对试产过程中出现的异常情况进行记录和分析,及时采取措施予以解决。
(3)对试产产品进行质量检测,确保产品符合设计要求。
(4)收集试产数据,包括生产效率、产品合格率、不良品分析等。
3. 试产总结阶段(1)对试产过程进行总结,分析存在的问题和改进措施。
(2)对试产数据进行统计分析,评估新产品性能和可靠性。
(3)撰写试产总结报告,为新产品量产提供依据。
四、试产结果1. 产品设计新产品设计合理,符合市场需求,具有较高的技术含量和竞争力。
2. 生产工艺生产工艺流程清晰,设备选型合理,生产效率较高。
3. 产品质量产品质量稳定,符合设计要求,未出现严重质量问题。
4. 试产数据(1)生产效率:平均日产量达到XXX台,超出预期目标。
(2)产品合格率:达到XXX%,满足量产要求。
(3)不良品分析:主要问题为XXX,已采取措施进行改进。
五、改进措施1. 优化产品设计针对试产过程中发现的问题,对产品设计进行优化,提高产品的可靠性。
2. 改进生产工艺针对生产过程中存在的问题,对生产工艺进行改进,提高生产效率和产品质量。
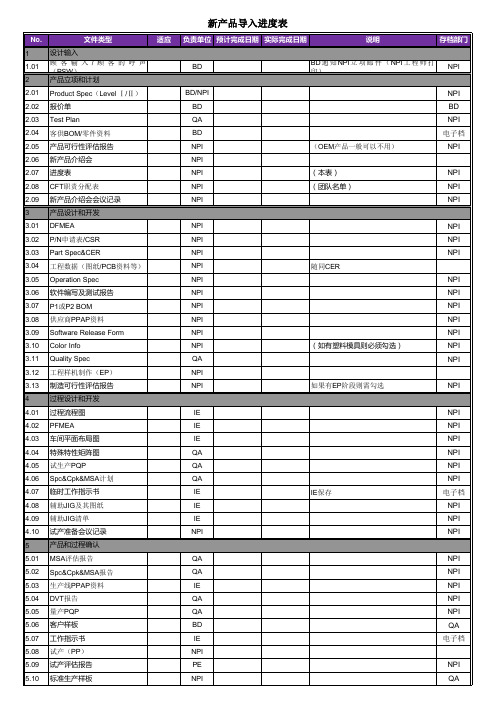
新产品导入进度表(Excel版)
NPI
NPI
NPI
NPI
NPI
NPI
NPI
随同CER
NPI
NPI
NPI
NPI
NPI
NPI
NPI
NPI
NPI
NPI
NPI
(如有塑料模具则必须勾选)
NPI
QA
NPI
NPI
NPI
如果有EP阶段则需勾选
NPI
IE
IE
IE
QA
QA
QA
IE
IE保存
IE
IE
NPI
NPI NPI NPI NPI NPI NPI 电子档 NPI NPI NPI
新产品导入进度表
No.
文件类型
1
设计输入
1.01
顾客输入/顾客的呼声 (PSW)
2
产品立项和计划
2.01 Product Spec(Level Ⅰ/Ⅱ)
2.02 报价单
2.03 Test Plan
2.04 客供BOM/零件资料
2.05 产品可行性评估报告
2.06 新产品介绍会
2.07 进度表
2.08 CFT职责分配表
QA
NPI
QA
NPI
IE
NPI
QA
NPI
QA
NPI
BD
QA
IE
电子档
NPI
PE
NPINPIFra bibliotekQA5.11 试产总结会议记录
NPI
5.12 包装示意图
NPI
5.13 塑料模具首次试模确认表
NPI
5.14 M版BOM
NPI
6
新产品研发评审表5份

Q/SPK03GC-b02 NO: 提出部门建议人项目名称型号规格销售对象建议日期基本要求(包括主要功能、性能、结构、外观包装、技术参数说明等):市场预测分析(包括市场需求、用户期望、竟争对手情况、产品质量现状、预期首批销量、交货期限、出厂价格等):可引用的原有技术:可行性分析(包括技术、采购、工艺、成本等方面):项目所需费用,参加人员:副总经理审核:签名:日期:总经理批示:签名:日期:(所列各项,可另加页叙述)Q/SPK03GC-j01 NO:项目名称起止日期型号规格预算职责设计开发人员职责设计开发人员资源配置(包括人员、生产及检测设备、设计经费预算分配及信息交流手段等)要求:设计开发阶段的划分及主要内容设计开发人员负责人配合部门完成期限备注:计划书包含输入、输出的内容、如何评审、验证和确认,明确各阶段的工作内容和人员职责和权限。
编制:审核:批准:日期:日期:日期:设计开发输入项目书Q/SPK03GC-j02 NO: 项目名称型号规格设计开发输入清单(附相关资料份):备注:内容包括法律、法规、客户要求、包装、运输、贮存及安全防护等。
编制:审核:批准:日期:日期:日期:设计开发评审报告Q/SPK03GC-b05 NO: 项目名称型号规格设计开发阶段负责人评审人员部门职务或职称评审人员部门职务或职称评审内容:“□”内打“√”表评审通过。
“?”表有建议或疑问,“X”表不同意1合同标准符合性□2采购可行性□3加工可行性□4结构合理性□5可维修性□6可检验性□7美观性□8环境影响□9安全性□10 □11 □12 □存在问题及改进建议:评审结论:对纠正、改进措施的跟踪验证结果:验证人:日期:备注:1评审会议记录应予以保留。
2可另加页叙述。
编制:审核:批准:日期:日期:日期:小批量试生产报告Q/SPK03GC-b04 NO:产品名称试产数量型号规格试产起止日期试产过程简介(由样品到小批量试制转化主要的困难及克服办法、主要质量控制点、工艺合理性评价、设备加工能力评价、人员能力是否满足要求等):(由生产部填写)产品检验、试验结果简介及其结论(附各阶段的检测报告记录):(由品管部填写)试产结论及建议:签名:日期:项目负责人审核意见:签名:日期:副总经理批示:签名:日期:。
新产品开发评审表格

新产品开发评审表格 The following text is amended on 12 November 2020.
新产品开发第一阶段审核表(计划和确定项目)
新产品开发第二阶段审核表(产品设计和开发)
新产品开发第三阶段审核表(过程设计和开发)
新产品开发第四阶段审核表(产品和过程确认)
新产品开发第五阶段审核表(反馈、评定和纠正措施)
A — 1 设计FMEA检查表顾客或厂内零件号
修订日期第1页,共1页
制定人:
A — 2 设计信息检查表顾客或厂内零件号
修订日期
第1页,共4页
A—2 设计信息检查表(续)顾客或厂内零件号
修订日期
第2页,共4页
制定人:
A — 2 设计信息检查表(续)顾客或厂内零件号
修订日期3页,共4页
制定人:
A — 2 设计信息检查表(续)顾客或厂内零件号
修订日期
4页,共4页
制定人:
A— 3 新设备、工装和试验设备检查表顾客或厂内零件号
修订日期
第1页,共2页
制定人:
A — 3 新设备、工装和试验设备检查表(续)顾客或厂内零件号
A — 4 产品 / 过程质量检查表顾客或厂内零件号
修订日期
第1页,共4页
本检查表并不打算代替克莱斯勒、福特和通用汽车公司的质量体系评定
A — 4 产品 / 过程质量检查表(续)顾客或厂内零件号
修订日期
第2页,共4页
A — 4 产品 / 过程质量检查表(续)顾客或厂内零件号。
样品试制及小批量试产程序(含表格)
样品试制及小批量试产程序(ISO9001-2015/IATF16949-2016)1.0目的:1.1、为了提高样件制造成功的机率,防止提交顾客的样品不符合顾客要求。
1.2、为了顺利的通过小批量生产,并在试产过程中暴露问题并得到及时的改善,为量产做好充分的准备,杜绝量产过程中发生质量事故。
2.0范围:所有公司的新产品3.0权责序号责任部门权责技术部负责主导样品及小批量试产的设计、评审、确认工作,1归口管理本办法品质部负责样品试制及小批量试产过程、最终型式功能的检验2工作3 生产部负责样品及小批量试产的生产安排及生产执行工作4 销售部负责新产品的信息的传达与顾客沟通工作5 采购部负责新产品外购及与供应商沟通工作6 主管副总负责样品及试产最终的确认工作4.0定义:4.1样品:顾客需求或设计需求而提出试制确认的产品4.2新产品:4.2.1、新顾客或者顾客新开发的产品,且与公司之前生产的型号无100%重合4.2.2、因顾客或者内部设计变更后的第一批产品5.0作业内容:流程内容责任部门支持文件及记录1、销售部接到新顾客或者顾客新开发需要提交样品的需求时,遵守产品先期质量策划控制程序要求,填写顾客要求清单,并将所有与顾客沟通的信息,技术资料移转技术部销售部顾客要求清单2、技术部按产品先期质量策划控制程序要求,将新产品进行分类,依据新产品类型进行设计,组织多功能小组进行评审(I类产品会签评审。
Ⅱ、Ⅲ类产品会议评审),新产品设计信息记录于新产品开发目录3、设计评审结果为有修改要求的,技术部进行修改4、技术部提出设计验证计划及报告表,相关部门按验证计划在试制过程中进行验证。
技术部设计评审记录新产品开发目录设计验证计划及报告5、生产部负责安排样品试制及新产品试产的生产排期,确定好生产日期后提前三天以内部联络单通知相关部门做好相关试产,样品验证的准备6、样品及新产品试制时,必须由生产部现场负责人进行第一件的试制调试,并对员工进行培训教育,考核,技术部现场负责技术指导。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注
重新返工200台第一批 进行老化100台,老化 不良19台,不良率 19%; 通电无反应10PCS,1小 时坏5PCS,2小时坏 4PCS:不良为D12位置 S60SC4M损坏, 第二批进行老化100 台:老化不良数51台, 不良率51% 通电无反 应7台,1小时-4小时坏 42台,查看6台不良为 S60SC4M损坏。 S60SC4M温度:D12为 104℃,D13为96℃
现已暂停
2
试产
XRF-400A-12
500
5月16日
5月16日
初测:低压185V测试发现带载不起, 灯闪现象,现全部更换MOS管13N50 老化位置:老化发现2台输入电容破皮 及输出电容起鼓现象,4台输入电容高 500台老化4小时, 温后破皮现象(4小时坏,老化电流 5月23日 已试产完成 电流27-28A, 27-28A);1-3小时坏16台,不良为 EER40/45.12V-XRF变压器不良铜包铝 线。1台1小时后烧电感脱落,2台通电 无反应,1台4小时炸机 共损坏26 台,不良率3.8%
产线提出异常:LED与 接线端靠太近需更改 PCB,变压器虚焊多因 变压器引脚上有绝缘胶 来料改善,风扇线长生 产时按原来200MM线 长,待后续订单量大时 再进行更改线长度
备注
产线提出异常: 1.钢网为4拼板,而PCB 为3拼板,建议将PCB板 改为4拼板。 2.靠接线端子处D7肖特 基不好打弯压板 3.后盖螺丝一般用 2.8*10,此款产品用 3.0*10的螺丝 4.后盖盖上去有点紧难 盖到位 产线提出异常: 1.钢网为4拼板,而PCB 为3拼板,建议将PCB板 改为4拼板。 2.PCB板 D1.D2.D3.D4.J1.J2.Q 1.R1.C1.CON1变压器 等位置孔未打穿,孔 小,无孔的现象不良率 为4%。 3.工艺边上有铜箔,过 波峰焊后上锡不好,改 善对策:需去掉工艺边 MARK点 4.在PCB四方角上有一 个四点铜箔,此位置与 外壳卡槽相对,不好装 配,改善对策:需去掉 PCB板4个MARK点。
新 产 品 试 产 记 录 表
铝壳电源2016年
序号 指令单号 客户名称 产品型号 生产数量 开单日期 下单日期生产日期 老化要求 跟进情况 试产结果
1
0504-15
试产
XRF-300A-5
500
5月16日
5月16日
初测:时发现空载为OK,带载不起现象 (55-60A)低压185V测试,不良数: 156PCS,不良率31.2% 改善对 策:初测发现带载不起现象,更换MOS 管13N50 老 化:第一批90PCS,不良数11PCS 不良 率12.2% 不良 200台老化4小时, 现象: 5PCS灯闪与输出电容起鼓现象 5月23日 电流48-50A,300 由于光藕OT3的CRT值变小,引起电源 台老化70分钟 保护闪灯。 改善 对策:1.将贴片电阻R65位置改为220R 1206 5%电阻 。 2.输 出电容由佳维城改为2200UF/10V黑金 刚 通电无 反应1台,1小时间-4小时坏3台,5小 时炸1台,板叫1台人为
新 产 品 试 产 记 录 表
铝壳电源2016年
序号 指令单号 客户名称 产品型号 生产数量 开单日期 下单日期生产日期 老化要求 跟进情况 试产结果
3
替代之ቤተ መጻሕፍቲ ባይዱ方案
XRF-60-12
500
5月16日
5月16日
5月24日
200台老化4小时, 电流4.5-5A,300 台老化70分钟
初测、老化无异常
已试产完成
4
替代之前方案
XRF-120-12
500
5月16日
5月16日
初测位置:200台发现57台高压通不 过,不良率:28.5%,不良原因为前档 板为金属材料,与金属外壳几乎相 连,在生产中由于固定前挡板,将固 定脚扭转90度,使得与PCB板的N端铜 老化电流8A,老化 皮太近致使高压不良,改善对策:靠 5月24日 4小时210台,290 已试产完成 近AC端的固定脚不扭,已解决。 台老化70分钟 老化位置:老化发现1台3小时损坏不 良为MOS管2645损坏,通电无反应1台 不良为R21位置电阻短路,通电炸机1 台输出电容起鼓不良为贴片IC位置锡 珠短路造成