仪表板横梁总成SPC-ok
阐述提升汽车仪表板横梁性能的设计方法

阐述提升汽车仪表板横梁性能的设计方法1 概述仪表板总成是汽车内饰总成中最重要的总成零部件,其上安装了很多重要部件,如方向盘、CD机、空调面板、空调出风口、副安全气囊等。
仪表板设计合理、整体美观、使用性能好坏与否,直接决定了顾客对于整车性能的直观评价。
而仪表板横梁作为仪表板总成重要的承重件,而且是架构件之一,在该平台的一系列车型是通用的。
因此如果仪表板横梁设计不合理,强度差,容易造成连接在其上的零件发生变形、低频抖动等质量问题。
在仪表板横梁总成上承载受力最大的零件是安装转向管柱的支架,此支架设计是否合理关系到整车NVH(Noise,Vibration,Harshness)水平。
2 仪表板横梁模态分析2.1 仪表板横梁分析与设计流程本文使用Hepermesh分析软件,首先将仪表板横梁、转向管柱、方向盘、车身等放在一起,然后分析仪表板横梁在整个系统中的一阶固有频率,找到支架上的薄弱环节后进行结构改进,再分析,如果满足要求设计通过,否则再改进,如此反复优化,最终在满足频率要求的情况下适当减重,得到满意的结果。
2.2 仪表板横梁安装概述仪表板横梁安装在车身上,转向管柱通过其安装支架连接到横梁上(转向系统当作刚性处理),方向盘处受垂直力和侧向力时抵抗变形能力,刚度方向如图1所示。
此刚度值作为仪表板总成设计早期的关键指标,直接影响到驾驶员可感知的方向盘抖动和碰撞过程中方向盘的侵入变形量,必须严格保证。
仪表板横梁与车身的连接很重要,每个安装点的刚度、同一个安装点的不同方向的刚度对系统刚度的贡献量都不一样,对贡献量大的需要在设计之初有充分的认识,便于采取有效的结构形式来满足安装刚度要求。
仪表板横梁圆管使用直线度较好的焊接钢管,厚度约为1.3~1.5mm,其他板材件用普通冷轧钢板SPCC,包括转向管柱支架、左/右侧支架、中间左/右侧支撑支架、手套箱支架、CD支架、线束支架等。
2.3 有限元模型的建立有限元模型的整个系统由多个子系统组成,包括车身、转向管柱、仪表板横梁、方向盘等,其整体刚度是转向管柱及其安装支架和仪表板横梁的集中体现。
重卡驾驶室仪表板横梁结构及其轻量化方向
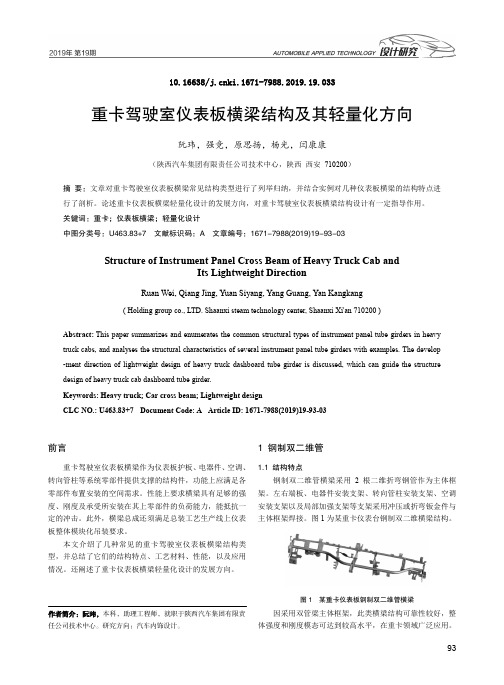
9310.16638/ki.1671-7988.2019.19.033重卡驾驶室仪表板横梁结构及其轻量化方向阮玮,强竞,原思扬,杨光,闫康康(陕西汽车集团有限责任公司技术中心,陕西 西安 710200)摘 要:文章对重卡驾驶室仪表板横梁常见结构类型进行了列举归纳,并结合实例对几种仪表板横梁的结构特点进行了剖析。
论述重卡仪表板横梁轻量化设计的发展方向,对重卡驾驶室仪表板横梁结构设计有一定指导作用。
关键词:重卡;仪表板横梁;轻量化设计中图分类号:U463.83+7 文献标识码:A 文章编号:1671-7988(2019)19-93-03Structure of Instrument Panel Cross Beam of Heavy Truck Cab andIts Lightweight DirectionRuan Wei, Qiang Jing, Yuan Siyang, Yang Guang, Yan Kangkang( Holding group co., LTD. Shaanxi steam technology center, Shaanxi Xi'an 710200 )Abstract: This paper summarizes and enumerates the common structural types of instrument panel tube girders in heavy truck cabs, and analyses the structural characteristics of several instrument panel tube girders with examples. The develop -ment direction of lightweight design of heavy truck dashboard tube girder is discussed, which can guide the structure design of heavy truck cab dashboard tube girder.Keywords: Heavy truck; Car cross beam; Lightweight designCLC NO.: U463.83+7 Document Code: A Article ID: 1671-7988(2019)19-93-03前言重卡驾驶室仪表板横梁作为仪表板护板、电器件、空调、转向管柱等系统零部件提供支撑的结构件,功能上应满足各零部件布置安装的空间需求。
轻量化镁合金在汽车仪表板横梁上的应用

轻量化镁合金在汽车仪表板横梁上的应用摘要:汽车用仪表板横梁通常采用钢管和钢板冲压件组合焊接制造,此类钢制仪表板横梁总成的组成零件数量多,需要焊接组装,不利于尺寸控制,且整体重量大,不符合轻量化理念。
而根据文献报道,采用镁合金压铸的仪表板横梁可减重50%以上,轻量化效果非常明显。
主要是因为镁合金是目前应用的金属结构材料中最轻的,具有密度小,比强度和比刚度高,阻尼性、切削加工性和铸造性能好等优点,因此镁合金仪表板横梁在国外汽车产品中得到广泛的应用。
关键词:镁合金;汽车仪表;横梁;应用前言:目前镁合金的种类有很多,汽车工业采用较多的是AM系和AZ系合金,常用镁合金牌号主要有AM60B和AZ91D。
其A M60B的铝含量较低,由于随着铝含量的降低,材料的韧性逐渐增高,故与AZ91D相比,AM60B的韧性和塑性较好。
A M60B是高纯牌号,因此具有和AZ91D一样优良的耐蚀性能,且与A380铝合金相比,耐蚀性更加优秀。
1、镁合金仪表板横梁的特点镁合金仪表板横梁与钢制仪表板横梁相比具有以下特点:①轻量化镁合金的密度为1.78g/cm3,仅为钢密度的1/4,减重在50%以上。
②零件集成化程度高,尺寸稳定与钢制件相比,镁合金仪表板横梁采用整体压铸的生产工艺,可以把传统钢质CCB的20多个零件集成为一个件。
③安装尺寸精度高由于采用整体压铸,尺寸精度很高,所有的尺寸公差都可以控制在0.5mm以内,解决目前钢骨架安装过程中的干涉和异响等问题。
④设计灵活由于采用压铸工艺,产品工艺性好,零件形状的设计自由度大。
⑤绿色环保镁合金材料可以百分之百回收利用。
2、结构设计2.1钢制仪表板横梁骨架钢制仪表板横梁骨架总成为左、右侧支架,转向管柱支架,空气囊(PAB) 支架,空调(HVAC) 支架,驾驶员侧支架,副驾驶员侧支架,收音机支架,中控台(CNSL)支架,安装影音系统的中间支架和仪表板固定支架等11个支架焊接在仪表板横梁上的结构,各支架主要由不同厚度的钢板冲压而成。
吉利EV500仪表板横梁总成装配工艺
题目:吉利EV500仪表板横梁总成装配工艺目录1. 仪表板横梁的组成与作用 (1)1.1 什么是仪表板横梁 (1)1.2仪表板横梁的作用 (1)2. 装配线工作要求 (1)2.1 一般要求 (1)2.2 工作前要求 (2)2.3 工作中要求 (2)2.4 工作后要求 (2)3. 装配仪表板横梁总成及螺栓装配工艺 (2)3.1 安装仪表板横梁总成 (3)3.2 安装仪表板线束 (3)3.3 紧固仪表板线束以及搭铁 (4)3.4 仪表板扫描 (4)3.5 安装热管理控制器带支架总成 (5)3.6 安装T-BOX (5)3.7 安装电子转向锁 (6)3.8 安装转向管柱总成 (6)4. 常见问题分析 (7)5.参考文献 (7)吉利EV500仪表板横梁总成装配工艺1. 仪表板横梁的组成与作用1.1 什么是仪表板横梁汽车仪表板横梁(Cross Car Beam)是支撑人机界面控制所需设备和装饰件。
并和其他安全件一起构成cockpit 安全系统。
保护车内驾驶员及乘客的结构件,其强度与刚度是其性能的首要指标。
随着社会的进步和科技的发展,特别.是进入新世纪以来人们对新的生活理念以及高品质、个性化、时尚、便利、快捷的生活方式的追求与憧憬,生态思想与可持续发展观深入人心,这就为材料科学以及材料的加I 成形技术的研究提出了更多、更高的要求,势必加速材料的更新换代,以新型的节能、环保、轻型、高力学性能的材料来取代现有的非经济型材料。
【1】1.2仪表板横梁的作用(1)支撑IP 整体及空调系统(2)提供仪表板子系统及空调等部件的安装结构;(3)提高转向系统的稳定性(4)提供乘客安全保护功能【2】2. 装配线工作要求2.1 一般要求(1)操作人员须经专业知识、安全知识培训考试合格取证后方可上岗操作。
(2)固废垃圾必须按要求分类存放。
(3)操作过程中禁止拨打电话,未经允许不得私自顶岗,替岗。
2.2 工作前要求(1)按规定穿戴好个人防护用品。
乘用车仪表板横梁焊接生产工艺
乘用车仪表板横梁总成焊接生产工艺(主审论文)单位:交运股份姓名:徐鹏日期:2009-8-1摘要:仪表板横梁是乘用车内饰件的重要组成部分。
它的零部件质量直接决定了车身内饰仪表盘的装配稳定性。
我公司历年来承接过多款车型的仪表板横梁的生产开发任务。
仪表板横梁的特点是自身结构比较复杂,并且汽车许多关键的动力部件和内饰部件包括方向盘,CD播放装置,手套箱,安全气囊等都要以仪表板横梁为安装基准进行装配。
因此对于仪表板横梁的尺寸精度普遍要求较高。
根据本厂以往的实际生产情况来看,该类型产品在生产过程中具有返修率高,尺寸不稳定等质量缺陷。
笔者通过对名爵7系中级轿车仪表板横梁的工艺分析,给出了仪表板横梁焊接工艺制定的原则和控制质量稳定的方法。
并且将其运用于实际生产,大大改善了仪表板横梁的生产效率,降低了不合格率,为企业创造了可观的经济效益。
关键词:仪表板横梁支架;电流分段线性控制;CO2保护焊1. 名爵7系仪表板横梁的结构介绍零件清单 序号 零件号 零件名称 1 FGV000060 仪表板横梁左支架2 FGV000070 仪表板横梁右支架3 400000258 网关支架4 AHU500900 转向柱支架5 AHU500890 传感器支架6 FAD000110 弯管7 AJF500130 CD 左支架8 FGD000130 CD 中央支架9 AJF500150 CD 右支架10 AHU500970 螺母支架11 AHU500940 气囊左支架 1 4813 2 6 3 51112 109712 AHU500950 气囊右支架 13 AHU500880 电控单元支架 名爵7系中级车的仪表板横梁主体件由冷压弯管构成,如图所示该弯管具有8个弯角,其中4号和5号弯角半径是R95,其余弯角半径是R71,另外位置9还有一个平面。
这使得整个仪表板横梁的结构较为复杂。
该弯管采用CNC65TDRE 弯管机成形,然后由冷冲模具成形平面生产,管件总长在1400mm 左右;仪表板横梁的车身装配基准设置再两侧横梁支架上,其与弯管的搭接形式采用三个立面翻边,如图1 2 4 536789 221该焊接搭接形式保证了弯管不会产生轴向转动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Time 1 2 3 4 5 X X UCL LCL R R UCL
2013-8-20 8点- 2013-8-20 9点 2013-8-20 10 9点 -10点 点-11点
2013-8-20 13 点-14点
2013-8-20 14 点-15点
2013-8-21 8点- 2013-8-21 9点- 2013-8-21 10点 2013-8-21 13点 2013-8-21 14点 2013-8-22 8点- 2013-8-22 9点- 2013-8-22 10点 2013-8-22 13点 2013-8-22 14点 2013-8-23 8点- 2013-8-23 9点- 2013-8-23 10点 9点 10点 -11点 -14点 -15点 9点 10点 -11点 -14点 -15点 9点 10点 -11点
5.36 5.34 5.42 5.40 5.44
5.39 5.36 5.47 5.26 0.10 0.19 0.39
5.44 5.40 5.42 5.36 5.40
5.40 5.36 5.47 5.26 0.08 0.19 0.39
5.40 5.34 5.44 5.38 5.34
5.38 5.36 5.47 5.26 0.10 0.19 0.39
=
0.1852
LCL
X
R
=
D ´R
3
=
0.0000
CpLSL= Cpk=
2.114 0.000 0.577 2.326
=X+ =X-
A A
2
´R ´R
=
5.4697
Cp=
=
5.2559
Cpk=
2.6676
Ppk=
1.8843
X
2
编制:_______________
_______________
日期:_______________
5.42 5.34 5.20 5.40 5.34
5.34 5.36 5.47 5.26 0.22 0.19 0.39
5.44 5.42 5.34 5.30 5.32
5.36 5.36 5.47 5.26 0.14 0.19 0.39
5.44 5.40 5.44 5.36 5.38
5.40 5.36 5.47 5.26 0.08 0.19 0.39
A13-QRD
产品名称: 产品编号: 控制日期: 仪表板横梁总成 J00-5301010BA 2013年8月20日 规范值: 规范上限: 规范下限:
SPC过程能力研究
5.00 1.00 -1.00 目标值: USL: LSL: 5.00 6.00 4.00 报告编号: 量具名称: 量具编号: No20130820 卡尺:测量范围0-1500mm分辩率0.02 /
X
R
D4= D3= A2= d2=
=ห้องสมุดไป่ตู้
5.3628
UCL
UCL LCL
R
=
D ´R
4
=
0.3915
R/d2= CpUSL=
0.0796 2.6676 5.7053 2.6676 4.1865
S= PpUSL= PpLSL= Ppk= Pp=
0.1127 1.8843 4.0300 1.8843 2.9572
5.38 5.36 5.42 5.40 5.32
5.38 5.36 5.47 5.26 0.10 0.19 0.39
5.38 5.40 5.42 5.44 5.40
5.41 5.36 5.47 5.26 0.06 0.19 0.39
5.38 5.44 5.42 5.40 5.36
5.40 5.36 5.47 5.26 0.08 0.19 0.39
5.38 5.30 5.42 5.40 5.32
5.36 5.36 5.47 5.26 0.12 0.19 0.39
5.38 5.32 5.42 5.36 5.28
5.35 5.36 5.47 5.26 0.14 0.19 0.39
5.32 5.34 5.38 5.32 5.40
5.35 5.36 5.47 5.26 0.08 0.19 0.39
A13-QRD
SPC过程能力研究
编制:_______________
_______________
日期:_______________
A13-QRD
SPC过程能力研究
率0.02
2013-8-23 13点 2013-8-23 14点 2013-8-24 8点- 2013-8-24 9点- 2013-8-24 10点 2013-8-24 13点 2013-8-24 14点 -14点 -15点 9点 10点 -11点 -14点 -15点
5.44 5.34 5.44 5.40 5.36
5.40 5.36 5.47 5.26 0.10 0.19 0.39
5.48 5.34 5.42 5.34 5.32
5.38 5.36 5.47 5.26 0.16 0.19 0.39
5.36 5.38 5.42 5.40 5.28
5.37 5.36 5.47 5.26 0.14 0.19 0.39
5.38 5.34 5.42 5.40 5.44
5.40 5.36 5.47 5.26 0.10 0.19 0.39
结论:R图和Xbar图都不存在过程异常的8种模 式,生产过程处于统计控制状态。过程能力达 到设计要求.
编制:_______________
_______________
日期:_______________
5.38 5.34 5.42 4.56 5.36
5.21 5.36 5.47 5.26 0.86 0.19 0.39
5.38 5.34 5.42 5.40 5.32
5.37 5.36 5.47 5.26 0.10 0.19 0.39
5.44 5.42 5.34 5.42 5.38
5.40 5.36 5.47 5.26 0.10 0.19 0.39
5.46 4.85 5.42 5.32 5.36
5.28 5.36 5.47 5.26 0.61 0.19 0.39
5.38 5.40 5.42 5.42 5.36
5.40 5.36 5.47 5.26 0.06 0.19 0.39
5.34 5.38 5.42 5.44 5.38
5.39 5.36 5.47 5.26 0.10 0.19 0.39
5.44 5.18 5.42 5.34 5.36
5.35 5.36 5.47 5.26 0.26 0.19 0.39
5.38 5.34 5.38 5.40 5.30
5.36 5.36 5.47 5.26 0.10 0.19 0.39
4.78 5.32 5.42 5.36 5.28
5.23 5.36 5.47 5.26 0.64 0.19 0.39
A13-QRD
SPC过程能力研究
X CHART
5.50 5.45 5.40 5.35 5.30 5.25 5.20 5.15 5.10 5.05
R CHART 1.00 0.80 0.60 0.40 0.20 0.00
编制:_______________
_______________
日期:_______________
A13-QRD
SPC过程能力研究
编制:_______________
_______________
日期:_______________
A13-QRD
SPC过程能力研究
编制:_______________
_______________
日期:_______________