联轴器找中心加减垫片计算
联轴器找正测量计算方式

联轴器找正测量计算方式用一般方式找正的联轴器,没有测量数据和计算依据,用测量方式找正联轴器,有数据和计算依据。
两种方式找正联轴器,对设备的运行应该不同,用测量方式高精度找正联轴器,能够延长设备的利用寿命。
具体能延长多长,没有人认真统计过。
用测量方式高精度找正联轴器,设备运行到必需检修时,主机轴承和电机轴承不易显现“跑内圆”或“跑外圆”的现象,设备好修理,也很容易通过修理恢复设备的性能,这是一般联轴器找正方式找正联轴器不能达到的。
设备治理人员和技术人员必需清楚高精度找正联轴器对设备运行带来的益处。
电机轴线与主机轴线的同轴度,只要不超过轴承的间隙值,机械运行的振动一样都很小,与拆开联轴器单独开电机运行的振动差不多。
因此,联轴器找正的精度要求:平行误差值不超过轴承的径向间隙值,角误差尽可能小于0.05㎜为宜。
联轴器找正的精度越高,机械上主机和电机的轴承、密封填料或机械密封、联轴器中的弹性橡胶元件等的利用寿命就越长,机械运转的振动就越小,运转部位机械能转化为热能的损失就越小,机械运行的无用功耗就低、有效功耗就高,就越降低电耗而节能,机械运行就越平稳、靠得住性就越高。
联轴器找正精度高,电机轴承和主机轴承经太长期运行后,不容易显现“跑内圆”、“跑外圆”的现象,设备轴承声音假设发生了异样,检修设备也方便,而且很容易恢复设备的性能。
联轴器找正是调整主机轴线和电机轴线在同一直线上。
它以主机联轴器为基准,第一通过在电机地脚螺栓周围的底板上加减垫片,调整主机轴线和电机轴线处于同一水平面上,然后通过水平方向移动电机,调整电机轴线与主机轴线同轴。
联轴器找正的具体方式如下:一、在电机地脚螺栓周围的底板上加减垫片,调整主机轴线和电机轴线在同一水平面上。
(1)作出联轴器找正的几何原理图,推导出联轴器找正加、减垫片的计算公式。
设电机联轴器端地脚螺孔处底座应垫高h1,尾座端地脚螺孔处底座应垫高h2,电机轴线与主机轴线在同一水平面上。
联轴器中心找正方法讲解

找中心步骤
3. 用塞尺检查电机的底脚是否平整,有无虚脚,如果有用塞尺测 出数值,用铜皮垫实。
4. 先用直尺初步找正。主要是左右径向,相差太大用百分表测量 误差太大,并容易读错数据。
5. 安装磁性表座及百分表。装百分表时要固定牢,但要保证测量 杆活动自如。测量径向的百分表测量杆要尽量垂直轴线,其中 心要通过轴心;测量轴向的二个百分表应在同一直径上,并离 中心距离相等。装好后试转一周。并回到原来位置,此时测量 径向的百分表应复原。为测记方便,将百分表的小表指针调到 量程的中间位置,并最好调到整位数。大针对零。
分析中心状态
注意: 1、百分表的位置,安装在电机对轮上和安装在泵 体对轮上径向的中心状态正好相反,轴向不变; 2、 左右不要搞错; 3、上下表不要读错。
调整计算
中心调整计算公式: 前支撑:a*L1/D - b*/2 后支撑:a*(L1+L2)/D - b*/2
三、实例计算:
已知条件如下图(单位:mm) 要求: 1. 分析中心状态 2. 径向轴向调整到零,计算调整量
联轴器中心找正介绍
前言
联轴器找中心是泵、风机等辅机设备检修的一 项重要工作,转动设备轴中心若找得不准,必然要 引起机械的超常振动。因此在每次检修中必须进行 转动机械设备轴中心找正工作,使两轴的中心偏差 不超过规定数值。
一、找中心的目的
找中心的目的是使一转子轴中心线与另一转子轴中 心线重合,即要使联轴器两对轮的中心线重合,也 就是要求泵体轴中心线与电机轴中心线重合。
实例计算
已知条件如下图,(单位:0.01mm)
要求:1、分析中心状态。
风
联轴器找正计算
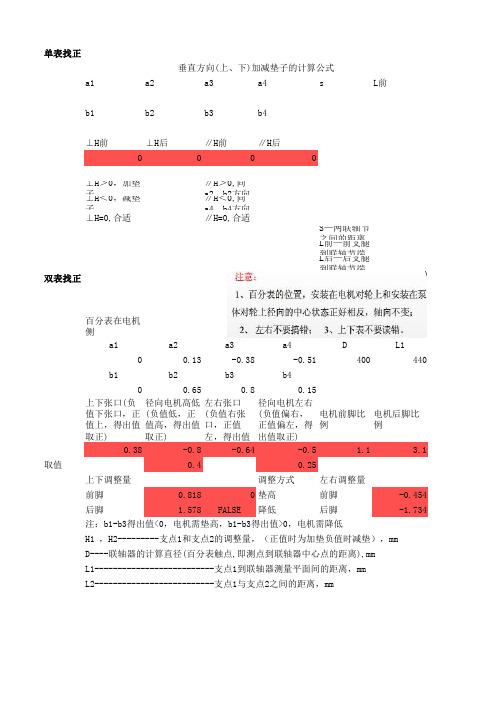
垂直方向(上、下)加减垫子的计算公式
a2
a3
a4
s
L前
b1
b2
b3
b4
⊥H前
⊥H后 0
⊥H>0,加垫
子⊥H<0,减垫
子 ⊥H=0,合适
∥H前 0
∥H后 0
∥H>0,向
a∥2、 H<b20方 ,向向
a4、b4方向 ∥H=0,合适
双表找正
Байду номын сангаас
0
S—两联轴节 之 L前间—的前距支离腿 到 L后联—轴后节支端腿 到联轴节端
电机后脚比 例
0.38
-0.8
-0.64
-0.5
1.1
3.1
0.4
0.25
上下调整量
调整方式
左右调整量
前脚
0.818
0 垫高
前脚
-0.454
后脚
1.578 FALSE 降低
后脚
-1.734
注:b1-b3得出值<0,电机需垫高,b1-b3得出值>0,电机需降低
H1 ,H2---------支点1和支点2的调整量,(正值时为加垫负值时减垫),mm
取值
百分表在电机
侧
a1
a2
a3
a4
D
L1
0
0.13
-0.38
-0.51
400
440
b1
b2
b3
b4
0
0.65
0.8
0.15
上下张口(负 径向电机高低 左右张口
值下张口,正 (负值低,正 (负值右张
值上,得出值 值高,得出值 口,正值
取正)
取正)
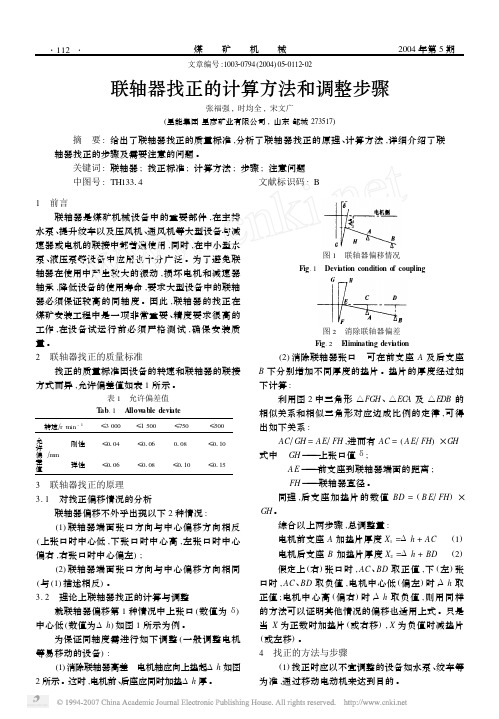
联轴器找正的计算方法和调整步骤
普通电接点压力表组成的断水保护原理及不足 ,同时对成功应用的 PLC 断水保护进行总结 。
关键词 : 电接点压力表 ; PLC ; 断水保护
中图号 : TD441 ; TP332
文献标识码 : B
1 前言 我矿压风机房共有 7 台压风机 :L8 - 60Π8 担负
着矿井生产正常用风 。作为二次安全能源用于主副 井提升 ,铁路运输等 。空压机由于其自身往复运行 的工作特点 ,产生大量的热量 。为保证在一般条件 下能正常高效地工作 ,通常需要外部附加冷却装置 , 我矿压风机均为水冷式空压机 。为了确保压风机在
作者简介 : 张福强 (1976 - ) ,山东菏泽人 ,助理工程师 ,1998 年 毕业于莱阳农学院机电工程系 ,曾从事中 、小型汽轮机运行与检修技 术工作 4 a ,现从事煤矿机201
The calculable method and adjusting step of keep coupling in line
ZHANG Fu- qiang ,SHI Jun- quan , SONG Wen- guang (Lineng Group Corporation Liyan Mine Industry Limited Company ,Zoucheng 273517 ,China)
Abstract : The paper briefly gives out the standard of keep coupling in line ,and analyses the principle and calculable method of keep coupling in line. We particularize the step how to keep coupling in line and the problem that we must pay attention to in the whole process. Key words :coupling ; the standard of keep coupling in line ; calculable method ; adjusting step ; problem in the whole process
联轴器找正方法详解
计算步骤 计算调整量:
上下: 前脚 1.+40=81.8丝 垫81.8丝 后脚 3.+40=157.8丝 垫157.8丝
左右: 前脚 1.1(-64)+25=-45.4丝 向右移45.4丝 后脚 3.1(-64)+25=-173.4丝 向右移173.4丝
中间有连接轴的联轴器中心找正方法
根据中心找正公式 前支撑:aL1/D - b/2
找中心的目的是使一转子轴中心线与另一转子轴中 心线重合,即要使联轴器两对轮的中心线重合,也就 是要求泵体轴中心线与电机轴中心线重合.
具体要求: 使两对轮的外圆面同心. 使两对轮的端面平行.
找中心的原理
测量时在一个转子对轮上装上磁性表座,另一个对 轮上装上百分表,径向、轴向各一付,(为防止转子 窜轴,轴向则需装二个表,相差180度).连接对轮 (一般一到二枚螺丝,拧紧即可),然后一起慢慢地 转动转子,每隔90度停下来测量一组数据记下,测出 上、下、左、右四处的径向b、轴向a四组数据,将 数据记录在下图所示的方格内.
找中心的原理
示意图
联轴器找中心
测量工器具的使用方法
找中心的原理
一般圆里面的为轴向数据a,外面的为径向数据b,在 测得的数值中,若b1=b2=b3=b4,则表明两对轮同心; 若a1=a2=a3=a4, 表明两对轮的端面平行. 若同时满足上述两个条件,则说明两轴的中心 线重合;若所测数据不等,根据计算结果是否在标 准范围内,超出标准则需对两轴进行找中心.
AL1/D B-A
计算调整(续)
1、调整电机与连接轴的中心偏差. 2、直接利用公式
前支撑:-L2(B-A)/D+L1A/D 后支撑:-(L2+L3)(B-A)/D
联轴器找中心

第十章联轴器找中心第一节概述一、联轴器找中心的目的和原理1、找中心的目的是使一转子的轴中心为另一转子轴中心的延伸曲线。
找中心的原理因两个转子的轴是用联轴器联接的,所以,只要两联轴器的两对轮中心是连续的,则这两个转子的中心线也是一条延续的曲线。
图10-1 对轮找中心的原理由图可见测得结果外圆间隙为a,端面间隙为b,将四个方向测量结果记在图10—1方格内若a1=a2=a3=a4 则表明两对轮的端面是平等的;B1=b2=b3=b4 则表明两对轮是同心的.同时满足上述几个条件,则两轴的中心线是延续的曲线,如果所测得的数据不等,就说明两轴中心不同心,需要进行调整.2、使两对轮中心延续的两个条件:(1)两个对轮中心重合,也就是使两对轮的外圆同心;(2)使两个对轮的结合面(端面)平行(两轴中心线平行)。
3、测量两对轮中心重合情况和平行情况所采用的方法:4、联轴器找中心的三项工作测量前准备工作测量两对轮外圆面和端面的偏差情况;根据测量的偏差数值,对轴承(或轴瓦)进行相应的调整,使两对轮中心同心、端面平行。
二、联轴器两对轮与中心的关系1、联轴器找中心的基准以对轮外圆和端面为基准.2、对对轮的要求端面跳动径向跳动3、对轮的连接找中心时,将两对轮按照原来连接位置连接在一起同时转动。
三、调整中心方法1、调整中心的过程(1)测出两对轮端面不平行值a和外圆偏差b;(2)根据测得的数据做出偏差总结图;(3)绘制两轴的中心状态图;(4)根据中心状态图分析图,计算被调整端前、后脚上下垫减量或左右移动量.(5)根据中心计算结果调整轴瓦或电动机位置,使两轴中心延续。
(6)上好被调整端地脚螺栓,上好对轮联接件。
2、调整中心的原则方法调整时,先消除端面a值,使两中心线平行,再消除b值,使两轴同心.3、左右方向的调整(有调整垫铁的轴瓦)与上下方向的调整相同。
但应注意:当左边加垫时,右边就应相应减垫;反之亦然。
第二节找中心办法及步骤以某卧式水泵找中心为例:找中心的七个步骤如下:1.找中心前的准备工作2.测出两对轮端面不平行值a和外圆偏差b;3.根据测得的数据做出偏差总结图4.绘制两轴的中心状态图,进行中心状态的分析5.轴瓦调整量的计算6.通过加减垫片调整中心的高低,左右移动的方法调整中心的左右。
用计算方法找联轴器中心

用计算方法找联轴器中心关键词:联轴器、中心找正、方法前言风机与泵是锅炉常见的且较重要的辅机设备,目前热电片200KW 以上的风机和泵共有24台,其运行的可靠性和稳定性将直接影响到锅炉的安全运行,而风机与泵联轴器的对中找正工作,是其安装检修过程中十分重要的环节。
通过联轴器的对中找正,使转子的各轴心线达到同轴的要求,消除各轴在联轴器处不应有的机械应力。
联轴器对中找正的质量,直接影响设备效能的发挥及其使用寿命。
在大型重要运转设备的找正工作中,如果不熟练掌握科学有效的方法,仅凭经验法调校,不利于机械师调校技能的迅速提高,并将使工作效率降低、工作质量大打折扣。
所以应用计算方法找联轴器中心就成为一项机械师必须掌握的基本技能。
一、方法介绍我公司运转设备校中心,大都是从动机(泵、风机)不动,通过主动机(电机)的支脚下面加减垫片的方法来进行联轴器中心的调校。
计算法一般用于联轴器上下端面及外圆偏差的修正,左右张口及外圆的偏差不需加减垫片,一般用锤击法可轻易消除,所以这里重点介绍联轴器上下位置的偏差调校。
1、准备工作:准备好各种必要的工具。
检查并消除可能影响联轴器找中心的各种因素,如:检查联轴器对轮的瓢偏及晃动以及安装在轴上是否松动,如不符合要求应进行修理;消除对轮上的油垢、锈斑,清除支座处的污物;检查各支脚处是否有松动现象;两个转子是否处于自由状态,拧紧设备的地脚螺栓。
2、测量间隙,记录并计算:①首先在两对轮对角穿上两根穿销,从而确定两对轮的相对位置,消除因对轮及轴颈加工精度及安装质量的偏差对对轮瓢偏和端面晃动造成的影响;②用直尺平靠两对轮外圆面,用目测法粗略找正对轮的中心;③在其中一对轮的适当位置支好磁性表座,并各安装好一块端面及外圆百分表,清除百分表测点周围的油漆凹坑、毛刺。
转动对轮,调整表座及支架位置,保证在转动过程中不碰及周围物体,调整百分表,使其在上、下、左、右位置便于观察。
然后转动对轮整一圈,轴向百分表值在原位置无变化,可初步认为转子无轴向窜动(一般安装滚珠轴承的转子很少有轴向窜动,使用轴瓦支承的转子易发生轴向窜动,这时为了消除测量时轴向窜动对端面的影响,测量端面值要安装两只百分表,且两块百分表要在同一直径上,并且离对轮的中心距离要相等,测量端面要光滑平整,这里重点讲解无窜动的情况)。
汽轮机找中心检修工艺规程
汽轮机找中心检修工艺规程汽轮机组经过一段时间的运行后,由于轴瓦乌金的磨损,汽缸及轴承座的位移,轴承垫铁的腐蚀研刮等方面的原因,汽轮发电机组的中心会发生变化。
在检修时总是要对汽轮机组进行找中心工作,这是一项重要而又细致的工作,必须认真对待,其偏差应严格按照制造厂规定的公差,同时应考虑到机组运行时,汽缸、轴承座及转子的相互位移的变化情况。
1.1找中心的目的1.1.1使汽轮发电机组各转子的中心线,连成一条连续平缓曲线。
1.1.2要使汽轮机的静止部件与转子部件基本保持同心。
其中心偏差不超过规定的数值,保证动静部分的径向间隙能调至规定的允许范围内。
1.2转子根据联轴器找中心。
为了检验转子中心线的方向及偏差情况,使各个转子中心线成为一条连续平缓的曲线,其偏差数值在允许范围内。
1.3转子在汽缸内找中心检查转子在端部轴封、隔板汽封洼窝内的位置及在汽缸隔板洼窝内的位置,即使汽轮机转子中心线与汽缸中心线相吻合,其偏差数值在允许范围内。
1.4转子根据联轴器找中心1.4.1基本数据1.4.2找中心前的准备工作:1.4.2.1将两对轮上的记号“0”位对正,并转到上部,将联轴器圆周分成四等份,在相应的对轮螺孔中串上专用铜棒。
1.4.2.2装好专用表架及百分表1.4.2.3表架应装设牢固,并有足够的刚性,测量时不致变形而影响数据的准确性。
1.4.2.4百分表要装设牢固,不松动,跳杆能活动自如,不卡涩,表头旋紧不松动,百分表跳杆应与被测量平面垂直或与被测圆周的轴心线垂直。
测点表面应光滑,轻拉跳杆松手后,百分表指示不变,量程要足够。
1.5 找中心1.5.1 修前、修后分别进行一次找中心工作。
1.5.2 确信一切准备就绪,开始找中心,从“0”位开始,顺汽轮机转子旋转方向,缓缓地用行车盘动转子到90°位置,行车回钩,用千斤顶松专用铜棒,停顶轴油泵,可以自由抽出,并记录各百分表指示数值。
1.5.3 依次盘转一圈,转回到起始位置时,测量圆周的百分表读数应复原,测量平面的两个百分表数值应相等,若圆周误差大于0.02mm,平面误差大于0.01mm,应查明原因,消除后重新测量。
三表找正法的实际应用

三表找正法的实际应用摘要:讨论了三表找正法在实际工作中的测量、计算方法,在电厂的泵与风机找正工作中,具有很高的借鉴意义。
作者提出了很多要注意的细节,这些都是在实际工作中不断摸索总结出来的。
经过多年的实践发现只有方方面面考虑周全,才能做到万无一失。
在找正过程中,就可以避免重复劳动,提高找正成功率。
关键词:找正;张口;垫子1.找正前准备工作(1)电机空载试验,并且试验合格,方可找正。
要事先了解电机的转向、转速、联轴器形式、同心度允许误差范围。
(2)准备找正的量具和工具、钢卷尺、塞尺、千分尺、百分表、找正卡、专用搬手、撬棍、千斤顶、钢丝绳、吊耳等;(3)检查电机地脚螺丝台板和地脚螺丝,台板干净、平整;在未紧固时的接触情况,应无翘动现象,与台板接触用0.05mm塞尺塞不进;(4)对轮测量面打磨光净;做好标记。
(5)用百分表测定对轮本身的轴向和径向晃动不大于0.05mm ,电机或者减速机地脚无松动现象,与台板接触用0.05mm塞尺塞不进去。
(6)提前做好轴窜及热膨胀值的调整分析量2.找正时注意事项(1)确保联轴器和轴在同一中心,取出(中间轴两端)膜片,用事先加工好的销子串起来,以避免联轴器中心与轴不在同一中心上,确保测量值的准确性。
然后上紧联轴器。
(2)预留充足面距(膜片厚度+1mm),留出的尺寸确保膜片能够穿过。
防止预留尺寸不够,导致膜片无法连接。
如果膜片无法连接,所有的找正必须从头开始。
可以用膜片试着通过,如果能够顺利通过,证明合格。
(3)找正端面打磨干净,尤其是架百分表的位置和测量数值的位置,确保其光滑平整。
找正总体原则:“先找上下,再找左右。
”操作时利用顶丝和百分表,边测量,便调整,达到要求的精度为止。
3.架百分表方式(1)表指针垂直于接触面,尽量不要歪斜,否则测量数值误差较大。
各表不能相互触碰,也不能触碰别的物体。
(2)测点最好放置在靠近圆的外侧,这样测量得到的数值更准确。
(3)轴向180°各架一块百分表、径向0°位置架一块百分表,轴向确保两块表在同一水平直线上。
一种联轴器找中心快速计算方法

一种联轴器找中心快速计算方法摘要:介绍一种联轴器找中心的快速计算方法,推出联轴器找中心计算公式,阐述需要注意的问题。
关键词:联轴器计算方法调整中图分类号:th133.4 文献标识码:a 文章编号:1007-3973(2013)008-112-03转动设备在安装和检修工作中,轴系按联轴器找中心是一个必不可少的重要环节。
两轴中心偏差愈小,对中愈精确,转动设备的运转情况愈好,使用寿命愈长。
如果中心不好,超过允许值可能造成设备的轴承温度偏高、振动、轴瓦磨损等现象,严重威胁设备的安全稳定运行。
水泵、风机、减速机、破碎机、搅拌机、真空干燥机、汽轮机、燃气轮机等需要联轴器连接的转动机械都需要找中心。
在实际应用中,找中心的计算由于数据比较多,在加上方向的考虑,稍一疏忽,就可能出错,这里介绍一种简单的计算方法。
1 轴系找中心的目1.1 中心不正,使机组产生振动转子找中心,就是使转子中心线连成一条光滑的曲线,在转子当中没有折点。
转子不对中,转子连接后将对轴承产生周期性交变作用力,引起振动和噪音。
1.2 改变机组负荷分配以两转子,四轴承支撑结构为例,中心符合标准的情况下,两转子的质量均匀的被四个轴承承担。
中心不正会对轴承负荷分配产生影响,如图1,图2两种情况。
2 用百分表的测量方法2.1 测量方法转子找中心,一种是用直尺和塞尺测量方法,一般直接用直尺,角尺或塞尺分别测量出两半联轴器外缘的圆周差(也叫径向偏差)和两端面处的端面差(轴向间隙差),适用于转速较低,负载轻,带弹性块的对中心要求不严格的联轴器。
这种方法比较简单,这里不做介绍。
另一种是采用采用百分表测量法。
两半联轴器按组合记号对准,并用临时销子松连接,使用专用卡子将一个测量圆周值的百分表和两个测量端面值的百分表(用两个测量端面值的百分表,是为了消除在转动过程中轴向位移的影响)固定好,测量圆周值的百分表固定在外圆周上,测量杆与另一半联轴器外圆周面接触。
测量张口的百分表,固定在一侧联轴器同一直径线对称两侧端面位置上,测量杆分别与另一侧联轴器的端面接触。
一种联轴器找中心快速计算方法[整理版]
![一种联轴器找中心快速计算方法[整理版]](https://img.taocdn.com/s3/m/1dc51a5dce84b9d528ea81c758f5f61fb73628a5.png)
一种联轴器找中心快速计算方法林志勇(大唐保定热电厂,河北保定071051)[摘要]介绍了一种联轴器找中心的快速计算方法,推出了联轴器找中心计算公式,阐述了需要注意的问题。
[关键词]联轴器,计算方法,调整转动设备在安装和检修工作中,轴系按联轴器找中心是一个必不可少的重要环节。
两轴中心偏差愈小,对中愈精确,转动设备的运转情况愈好,使用寿命愈长。
如果中心不好,超过允许值可能造成设备的轴承温度偏高、振动、轴瓦磨损等现象,严重威胁设备的安全稳定运行。
水泵、风机、减速机、破碎机、搅拌机、真空干燥机、汽轮机、燃气轮机等需要联轴器连接的转动机械都需要找中心。
在实际应用中,找中心的计算由于数据比较多,在加上方向的考虑,稍一疏忽,就可能出错,这里介绍一种简单的计算方法。
1.轴系找中心的目1.1.中心不正,使机组产生振动转子找中心,就是使转子中心线连成一条光滑的曲线,在转子当中没有折点。
转子不对中,转子连接后将对轴承产生周期性交变作用力,引起振动和噪音。
1.2.改变机组负荷分配以两转子,四轴承支撑结构为例,中心符合标准的情况下,两转子的质量均匀的被四个轴承承担。
中心不正会对轴承负荷分配产生影响,如图一,图二两种情况:图一图二图一,存在圆周差,用联轴器螺栓连接后,1、3瓦负荷减少,2、4瓦负荷加大。
图二,存在下张口,用联轴器螺栓连接后,2、3瓦负荷减少,1、4瓦负荷加大。
2.用百分表的测量方法2.1.测量方法转子找中心,一种是用直尺和塞尺测量方法,一般直接用直尺,角尺或塞尺分别测量出两半联轴器外缘的圆周差(也叫径向偏差)和两端面处的端面差(轴向间隙差),适用于转速较低,负载轻,带弹性块的对中心要求不严格的联轴器。
这种方法比较简单,这里不做介绍。
另一种是采用采用百分表测量法。
两半联轴器按组合记号对准,并用临时销子松连接,使用专用卡子将一个测量圆周值的百分表和两个测量端面值的百分表(用两个测量端面值的百分表,是为了消除在转动过程中轴向位移的影响)固定好,测量圆周值的百分表固定在外圆周上,测量杆与另一半联轴器外圆周面接触。
联轴器找中心加减垫片计算

联轴器找中心联轴器初找:设备主机和原动机(一般是电机)安装好后,电机四脚和台板接触面应清理干净,且接触严密,在电机四脚垫上垫片;可先用钢直尺和卷尺等进行初找正,一般使电机低3~5mm且留有上张口,按设计要求确定好两半联轴器之间的间隙,一般要求允许误差在±1mm之间,设计有特殊要求的按设计要求。
水平移动电机将左右径向、端面偏差基本消除。
并拧紧电机和主机地脚螺栓。
电机增加垫片厚度计算:设开口为α,外圆为β,靠背轮直径为D上开口电机偏低:Z1处增加垫片厚度:δ1=(α×L1/D)↑+β↑Z2处增加垫片厚度:δ2=【α×(L1+L2)/D】↑+β↑上开口电机偏高:Z1处减少垫片厚度:δ1=(α×L1/D)↑+β↓Z2处减少垫片厚度:δ2=【α×(L1+L2)/D】↑+β↓下开口电机偏高:Z1处减少垫片厚度:δ1=(α×L1/D)↓+β↓Z2处减少垫片厚度:δ2=【α×(L1+L2)/D】↓+β↓下开口电机偏低:Z1处增加垫片厚度:δ1=(α×L1/D)↓+β↑Z2处增加垫片厚度:δ2=【α×(L1+L2)/D】↓+β↑(注:以上公式中的数值带↑为正值,带↓为负值。
)当计算出电机前后脚增减垫片的总厚度后,松掉电机地脚螺栓,顶起电机按要求增减垫片,顶起电机可以用电机脚上的柱头螺栓,如果没有可以用葫芦拉起或者用千斤顶顶起等等,视现场实际情况决定。
待所有垫片增减好后,拧紧地脚螺栓,紧力要达到设计要求。
中心复测:当增减垫片完成后,联轴器中心必须复测一遍,如果偏差超出允许范围,中心要按上述步骤重新找正,直到满足要求为止。
等电机试转完成后连接好联轴器。
注意:联轴器最终找正前必须设备的所有管路和附件安装完成,找正后无影响设备位置的施工工序。
Welcome To Download !!!欢迎您的下载,资料仅供参考!。
双表找正的基本方法
双表找正法一采用两块百分表分别测定连轴节径向和轴向的找正情况。
在使用该法对联轴节进行找正的操作中,一般分两步进行。
第一步是用钢板尺和塞尺进行初步找正。
即用钢板尺在连轴节外圆面的不同轴向位置上进行靠测,利用透光法检查两联轴节的同心度情况。
并用塞尺测定两联轴节对口间隙情况,以确保联轴节两端面的平行度及一定的间隙值。
第二步采用两块百分分表进行精找,即由两块表分别鉴定轴向与径向的调整值,直至确保合格为止。
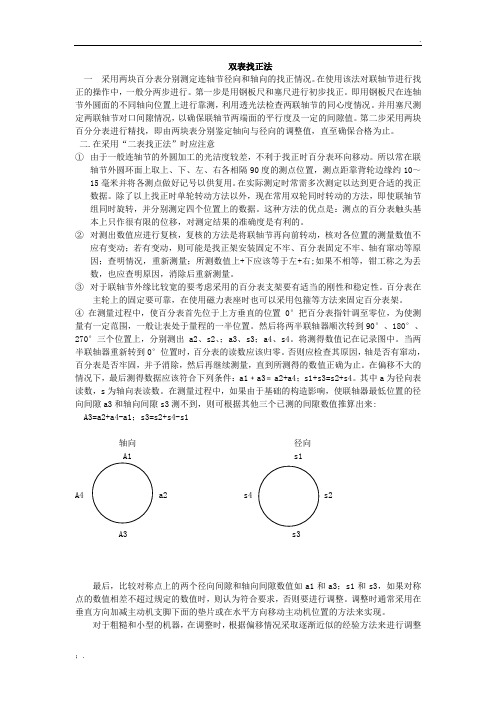
二.在采用“二表找正法”时应注意①由于一般连轴节的外圆加工的光洁度较差,不利于找正时百分表环向移动。
所以常在联轴节外圆环面上取上、下、左、右各相隔90度的测点位置,测点距靠背轮边缘约10~15毫米并将各测点做好记号以供复用。
在实际测定时常需多次测定以达到更合适的找正数据。
除了以上找正时单轮转动方法以外,现在常用双轮同时转动的方法,即使联轴节组同时旋转,并分别测定四个位置上的数据。
这种方法的优点是:测点的百分表触头基本上只作很有限的位移,对测定结果的准确度是有利的。
②对测出数值应进行复核,复核的方法是将联轴节再向前转动,核对各位置的测量数值不应有变动;若有变动,则可能是找正架安装固定不牢、百分表固定不牢、轴有窜动等原因;查明情况,重新测量;所测数值上+下应该等于左+右;如果不相等,钳工称之为丢数,也应查明原因,消除后重新测量。
③对于联轴节外缘比较宽的要考虑采用的百分表支架要有适当的刚性和稳定性。
百分表在主轮上的固定要可靠,在使用磁力表座时也可以采用包箍等方法来固定百分表架。
④在测量过程中,使百分表首先位于上方垂直的位置0°把百分表指针调至零位,为使测量有一定范围,一般让表处于量程的一半位置。
然后将两半联轴器顺次转到90°、180°、270°三个位置上,分别测出a2、s2、;a3、s3;a4、s4。
将测得数值记在记录图中。
当两半联轴器重新转到0°位置时,百分表的读数应该归零。
转动机械找对轮找中心 (有图、有公式)
整理ppt
9
找中心测量方法
打表测量法:通常指三表测量法,圆打一块表、面 打两块表。在测量一个方位上径向读数和轴向读数 的同时,在相对的一个方位上测其轴向读数。即同 时测量相对两方位上的轴向读数,可以消除轴在盘 车时窜动对轴向读数的影响 。
1、优点:精度很高,适用于需要精确对中的精密或高 速运转的机器,如汽轮机,离心式压缩机等。
整理ppt
3
联轴器
转动设备轴与轴之间是通过联轴器(俗称对 轮)来连接并传动扭矩的,轴系找中心一般 也是通过联轴器来完成的。
联轴器一般分为刚性联轴器和挠性(半挠性) 联轴器,刚性联轴器对于两轴间同心度的要 求非常高,如汽轮机联轴器。挠性联轴器对 同心度的要求相对较低,应用广泛。如套齿 式、叠片式、蛇形弹簧式、爪式、弹性柱销 式等。
整理ppt
31
轴系找中心案例(三)
整理ppt
32
整理ppt
33
整理ppt
29
轴系找中心案例(二)
根据上述计算结果我们决定在偶合器电机侧地脚加 1.0mm垫片,但当时是半夜,一时找不到1.0mm垫 片,决定用3片0.35mm镀锌铁皮替代。加垫后复测中 心上下圆差、面差基本符合设计标准,左右圆差、面差 稍有偏差,经计算后左右移动了0.15mm,最后测量 整个轴系中心基本符合设计标准,联对轮后试车振动达 到正常。
3)因原始中心高0.03,所以中心 实际低了0.07。所以前脚需 加0.07后脚实加0.27
整理ppt
23
轴系找中心案例(二)
10月12日,我公司#3机组#1给水泵偶合器突然振动增大,泵组 被迫停运。排除偶合器轴瓦烧损等其它因素,全面复查轴系中心 发现电机与偶合器中心跑偏严重,原因是偶合器靠近电机侧地脚 螺栓全部松动。中心复查测量结果如下:
一种联轴器找中心快速计算方法
一种联轴器找中心快速计算方法林志勇(大唐保定热电厂,河北保定 071051)[摘要]介绍了一种联轴器找中心的快速计算方法,推出了联轴器找中心计算公式,阐述了需要注意的问题。
[关键词]联轴器,计算方法,调整转动设备在安装和检修工作中,轴系按联轴器找中心是一个必不可少的重要环节。
两轴中心偏差愈小,对中愈精确,转动设备的运转情况愈好,使用寿命愈长。
如果中心不好,超过允许值可能造成设备的轴承温度偏高、振动、轴瓦磨损等现象,严重威胁设备的安全稳定运行。
水泵、风机、减速机、破碎机、搅拌机、真空干燥机、汽轮机、燃气轮机等需要联轴器连接的转动机械都需要找中心。
在实际应用中,找中心的计算由于数据比较多,在加上方向的考虑,稍一疏忽,就可能出错,这里介绍一种简单的计算方法。
1.轴系找中心的目1.1.中心不正,使机组产生振动转子找中心,就是使转子中心线连成一条光滑的曲线,在转子当中没有折点。
转子不对中,转子连接后将对轴承产生周期性交变作用力,引起振动和噪音。
1.2.改变机组负荷分配以两转子,四轴承支撑结构为例,中心符合标准的情况下,两转子的质量均匀的被四个轴承承担。
中心不正会对轴承负荷分配产生影响,如图一,图二两种情况:图一图二图一,存在圆周差,用联轴器螺栓连接后,1、3瓦负荷减少,2、4瓦负荷加大。
图二,存在下张口,用联轴器螺栓连接后,2、3瓦负荷减少,1、4瓦负荷加大。
2.用百分表的测量方法2.1.测量方法转子找中心,一种是用直尺和塞尺测量方法,一般直接用直尺,角尺或塞尺分别测量出两半联轴器外缘的圆周差(也叫径向偏差)和两端面处的端面差(轴向间隙差),适用于转速较低,负载轻,带弹性块的对中心要求不严格的联轴器。
这种方法比较简单,这里不做介绍。
另一种是采用采用百分表测量法。
两半联轴器按组合记号对准,并用临时销子松连接,使用专用卡子将一个测量圆周值的百分表和两个测量端面值的百分表(用两个测量端面值的百分表,是为了消除在转动过程中轴向位移的影响)固定好,测量圆周值的百分表固定在外圆周上,测量杆与另一半联轴器外圆周面接触。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
联轴器找中心
联轴器初找:
设备主机和原动机(一般是电机)安装好后,电机四脚和台板接触面应清理干净,且接触严密,在电机四脚垫上垫片;可先用钢直尺和卷尺等进行初找正,一般使电机低3~5mm且留有上张口,按设计要求确定好两半联轴器之间的间隙,一般要求允许误差在±1mm之间,设计有特殊要求的按设计要求。
水平移动电机将左右径向、端面偏差基本消除。
并拧紧电机和主机地脚螺栓。
电机增加垫片厚度计算:
设开口为α,外圆为β,靠背轮直径为D
上开口电机偏低:
Z1处增加垫片厚度:
δ1=(α×L1/D)↑+β↑
Z2处增加垫片厚度:
δ2=【α×(L1+L2)/D】↑+β↑
Z1处减少垫片厚度:
δ1=(α×L1/D)↑+β↓
Z2处减少垫片厚度:
δ2=【α×(L1+L2)/D】↑+β↓下开口电机偏高:
Z1处减少垫片厚度:
δ1=(α×L1/D)↓+β↓
Z2处减少垫片厚度:
δ2=【α×(L1+L2)/D】↓+β↓
Z1处增加垫片厚度:
δ1=(α×L1/D)↓+β↑
Z2处增加垫片厚度:
δ2=【α×(L1+L2)/D】↓+β↑
(注:以上公式中的数值带↑为正值,带↓为负值。
)
当计算出电机前后脚增减垫片的总厚度后,松掉电机地脚螺栓,顶起电机按要求增减垫片,顶起电机可以用电机脚上的柱头螺栓,如果没有可以用葫芦拉起或者用千斤顶顶起等等,视现场实际情况决定。
待所有垫片增减好后,拧紧地脚螺栓,紧力要达到设计要求。
中心复测:
当增减垫片完成后,联轴器中心必须复测一遍,如果偏差超出允许范围,中心要按上述步骤重新找正,直到满足要求为止。
等电机试转完成后连接好联轴器。
注意:联轴器最终找正前必须设备的所有管路和附件安装完成,找正后无影响设备位置的施工工序。