带钢张力控制策略与应用
连轧时的张力设定计算和张力的自动控制

(3)双机连轧时的无张力控制系统 首先,当轧件在R3机架中进行轧
制,而尚未进人R4机架之前,R3机架 的压头(LC)测出其轧制压力,经乘法 器和求和放大器将力臂值a计算出来, 并在采样保持器中记忆保持,作为轧
件在R3和R4机架中进行双机连轧时计 算轧制力矩之用。
然后,当轧件在R3和R4机架只进
转矩原则进行张力恒定的控制。
7
2. 方法一的讨论 (1)控制系统的组成——二部分构成 电枢电流控制部分:它是通过调节电
动机电枢电压来维持 Ia恒定。 磁场控制部分:它是通过调节电动机
的励磁电流,使磁通Φ随着钢卷直径D 成正比例变化,从而使Φ/D的比值保 持恒定。
8
(2)控制系统的调节
∵
,而 Ia较小,U或E的微小
18
由此可见:热轧时所谓的“无张力自动 控
制”,其实质为微张力控制,
以达到轧件尺寸、形状准
确,轧制过程稳定的目的。
应用:无张力自动控制技术主要应用于
难以形成活套的场合,如:热轧
带钢的粗轧连轧机、大中型型钢
轧机、线材棒材的粗轧和中间轧
机,得到广泛地采用
19
二、无张力自动控制的方式
1. 方式——通常有三种 电流记忆方式 (简称为AMTC) 力矩记忆方式 轧制力矩-轧制压力记忆方式(简称为
36
(2)动态速降:
= (2%~3%)nmax
或
(3)活套量的形成 :因动态速降造成 vH(i+1) <vhi,而动态速降的恢复时间约 为 03s~0.5s,因而在 i 和 i 十 1 机架之 间便形成了一定的活套量Δld, Δld值较 小,一般为30~50mm ⇒ 微套量小张力 连轧是当代宽带钢热连轧的一个重要 特点。
金属压力加工张力控制及对策思考

金属压力加工张力控制及对策思考发布时间:2022-01-19T07:32:12.186Z 来源:《新型城镇化》2021年24期作者:赵晓君[导读] 近年来,随着社会经济的不断发展和进步,在工业生产领域中科学合理地控制恒张力是保证产品质量的有效手段之一,因为良好的张力控制方法能有效地提高产品厚度和表面粗糙度。
建龙北满特殊钢有限责任公司黑龙江省齐齐哈尔市 161041摘要:近年来,随着社会经济的不断发展和进步,在工业生产领域中科学合理地控制恒张力是保证产品质量的有效手段之一,因为良好的张力控制方法能有效地提高产品厚度和表面粗糙度。
就整个工业领域的发展而言,张力控制过程中还存在一些不足,由于缺乏全面、多角度的深入研究,对许多问题缺乏相应的控制方法,产品质量得不到保证。
关键词:金属压力;加工;张力控制;对策引言众所周知,金属压力加工是当前我国工业生产中极为重要的一个方面,基于这种金属压力加工操作来说,最为核心的就是对于张力的控制问题,只有保障相关张力的控制标准化和精确性,才能够提升其加工效果,保障其最终的生产质量。
但是在当前我国现阶段金属压力加工张力控制过程中存在的问题还是比较多的,很容易影响到最终的加工质量。
一、材料成型与控制工艺概述在对金属复合材料进行加工时,可以通过使用一定量的辅助性增强物质,从而提高材料的耐磨性和抗压性。
同时,还能根据金属复合材料的种类以及应用情况选择不同的加工工艺,从而提高对金属原材料的应用水平。
相对于普通的金属材料加工方式,金属复合材料的加工相对繁琐,同时在加工过程中需要仔细分析材料的基本特征,这些都依赖于研究人员对各类金属复合材料的研究力度。
因此我国对于金属材料成型与控制工艺的研究,依然需要借鉴发达国家,不断改进技术,提高投入,不断改善材料成型后的质量。
二、金属压力加工张力控制的问题(一)机械设备选择不适当我国现在的冶金工业所采用的设备已经相较于之前有了很大的改善,而且我国现在所使用的机械设备相比于很多的发达国家所使用的冶金设备已经基本持平。
冷轧后带钢处理线卷取张力控制

冷轧后带钢处理线卷取张力控制杨光(迁安市思文科德薄板科技有限公司,河北064400)内容摘要:主要介绍了在冷轧后带钢处理线卷取作业中张力控制系统的原理及应用,适用于脱脂、连续退火线、重卷、镀锌、镀锡等机组。
关键字:张力控制、带钢处理线Coiling tension control of strip steel after cold rollingYang guang(Qian'an City SWKD Co. Ltd. cod sheet,hebei 064400,China)Content summary: mainly introduces the principle and application of tension control system in coiling process of cold rolledstrip,Apply to degreasing, continuous annealing line, heavy coil,zinc plating, tin plating and other units.Keywords: tension control, strip processing line引言:目前就轧后带钢处理线卷取方式多采用张力控制,较之速度控制系统,张力控制系统能保证产品质量及工艺的连贯性,所以张力控制系统开发的是否完善,不仅会影响到机组工艺的连贯性,还会导致产线产品质量出现问题,因此张力控制系统是否完善也成为了机组自动化开发维护人员值得研究的课题。
我公司现阶段除已建成一条80万吨酸连轧机组外,还有电解脱脂、罩式退火炉、平整机组及电镀锡机组,近期的产品升级改造项目——连续热镀铝锌项目也将于年底投入生产,这其中除了罩式退火炉外,其他机组卷取均采用间接张力控制系统。
而对于因卷取张力控制不完善造成的问题也是本文研究的主要课题。
一、张力控制系统概述张力控制系统在控制方式上分为直接张力控制和间接张力控制,在工艺控制上分为恒张力控制和非恒张力控制。
张力设置及驱动控制浅谈 Microsoft Word 文档 (2)

连续生产线张力设置及驱动控制浅谈一. 张力的作用及数值选择1. 张力的作用及其影响连续生产线的带钢必须在张力之下运行,张力的最基本作用是保证带钢的正常运行,即使带钢尽可能沿着生产线中心线运行而不致因走偏造成边部刮伤甚至断带。
同时,纠偏辊也只有在张力足够的情况下才能起到纠偏的作用。
在镀锌生产线上,连续进行着各种工序,不同的工序各有其特点,张力的产生和作用也不尽相同。
有了张力辊,就可以把各个区域的张力隔开,在不同的区域设置不同大小的张力。
1.1开卷张力开卷张力主要是防止开卷时具有弹性的轧硬卷发生松动,在开卷机轴上发生横向偏移,形成喇叭状,影响带钢沿着中心线进入生产线。
1.2清洗段张力清洗段一般需要较大的张力,因为清洗段有很多的挤干辊、刷洗辊,不管其是在动力作用之下主动运转还是无动力作用之下被动运行,它们对带钢都有一定的作用力,如果其轴线与生产线中心线不垂直,或其水平度偏差较大,都会造成给带钢的作用力与生产线运行方向不一致的现象,会有一个侧向分力,使带钢沿辊子的表面向侧面滑行,严重时被箱体内的机件刮伤,造成断带事故,如图所示。
生产实际表明,这种现象经常发生。
防止这一事故发生的办法除严格检测挤干辊、刷洗辊的垂制度、水平度以外,就是适当加大清洗段的张力。
1.3活套张力卧式活套的张力过小除易造成钢带走偏以外,还会使钢带严重下垂,活套摆壁开合时对钢带造成刮伤甚至断带,也会使钢带和卷扬机钢丝绳产生振动而引起张力的波动。
一般卧式活套之后带钢便进入炉区,活套张力过大会影响到炉区张力的稳定。
1.4炉区张力炉区张力控制是镀锌生产线的重点和难点,这是因为炉区内带钢必须被加热到再结晶温度范围以上,而生产线出现故障,速度下降或停车时,带钢的温度会更高。
在700~800℃下的带钢的抗拉强度极低,塑性很高。
如果张力较高,甚至由于张力波动造成的瞬时张力过高,都会使带钢拉断而造成停产事故的发生。
在生产线正常运行的情况下,张力的作用也会使炉区带钢受到拉伸而发生宽度变窄的现象。
金属压力加工张力控制问题及解决措施分析

CAIXUN财讯-140- 金属压力加工张力控制问题及解决措施分析 □新余钢铁有限公司线棒材厂 李 贺 / 文结合现阶段的冶金相关行业的发展情况分析,想要切实提高冶金行业的发展,制造出高质量的金属产品,其中的重要关键技术点就是对金属压力加工的处理,而在整个金属压力加工的过程中,着重关注点就是对张力的控制。
通过对张力实现良好的控制,致使生产出令市场满意的高质量冶金产品。
因此,本文主要是展开对金属压力加工中张力的控制进行简单的简述。
仅供参考。
金属压力加工 张力控制问题对策在现在的工业生产发展中,金属的压力加工是其比较重要的一个环节,一般而言金属压力加工的核心关键点就是在于对张力的控制。
只要在实际生产中,能够确保相关张力的控制是精确的,较为标准化的。
那么就可以进一步提升金属压力加工的水平,实现最终的产品质量保证。
结合实际发展,我国在工业制造的这一方面还存在诸多的问题。
所以站考对问题的研究探讨,逐步推进金属压力加工的实际生产水平,对促进我国的工业发展有着极其现实的重要意义。
金属压力加工张力控制问题的分析 金属压力加工过程中张力问题得不到有效的解决,存在的诸多问题,最终导致后续的一系列生产的相关金属产品在实际应用的过程中更容易出现较多的问题故障。
尤其是对于那些应用比较重要的干钢材表面来说,会出现褶皱、鼓包等问题。
致使所生产的材料无法得到较好的应用。
究其原因主要有以下几方面的问题。
(1)钢材的问题钢材的本身质量问题对于金属压力加工过程中的张力控制有较大的影响,现阶段市面上,钢材种类呈现较多的就是一些质地比较软的钢材,其中这种钢材在生产处理张力控制环节上,就会加大张力控制技术处理难度。
在生产这种稍有问题把握不当,就会出现较多的问题故障。
还有其他的一些钢材,如果存在较多的质量问题,适不适合进行下一步的加工操作的,如果操作以后会对后续的张力控制造成严重的干扰。
(2)张力控制所需的精确度不足。
把随着工业生产中对于金属压力加工中张力控制难度要求提高,需要着实有效的提升其加工的要求,结合实际研究发现,在金属压力加工张力控制过程中,展现出的较多问题是与张力控制的精确度有着着实密切相关的联系,由于精确度造成的问题影响尤其表现在对干相关机器设备上的应用上,相关的设备参数设置存有一定的偏差,就会造成张力控制问题的出现,也就致使后续的金属压力加工呈现较多的问题表现。
首钢京唐公司2230酸轧机组带钢张力偏差自动调整功能控制与应用

1 带钢张力测量原理及画面显示
1 . 1 测量原 理
生 产 过程 中 带 钢 偏 离 轧 制 中心 线 ( 简 称 带 钢 跑 偏 ) 事故一 直 是 困 扰 生 产 的 主要 难 题 , 由于 带
方 向分量 。带 钢张力 测 量原理 如 图 l所 示 。
警信 息进 行设 置 。报警 形式 采用 张力 偏差 柱 状 图 颜色 改变 的形 式体 现 ,特殊 情况 采用 正 常停 车 的 方式 。不 同位 置 带钢 张力 偏差 柱状 图报 警颜 色 见
d e v e l o p e d,w h i c h e n s u r e d t h e r o l l i n g s t a b i l i t y e f f e c t i v e l y a n d a v o i d e d s t ip r b r e a k a c c i d e n t s a t h i g h
a u t o m a t i c a d j u s t m e n t f u n c t i o n o f s t i r p t e n s i o n d e v i a t i o n b e t w e e n t w o s i d e s w a s s u c c e s s f u l l y
Ad j u s t me n t F u n c t i o n f o r S GJ T 2 2 3 0 mm T a n d e m Mi l l
WA N G S h a o f e i D 0 U A i mi n S U N K a n g Q I Ha i f e n g
热连轧带钢张力控制问题及对策

热连轧带钢张力控制问题及对策作者:张自强来源:《消费导刊》2015年第03期摘要:保证带钢正常连轧的基本条件是各机架在单位时间内的“金属秒流量”相等。
从现有的带钢连轧工作来看,连轧张力问题的控制技术,通常都采取各种措施来加强控制而避免其发生不正常情况,目前的热连轧带钢采取了一些新的工艺和新的控制处理方法,其短期内的工作比较理想,但要保持长期运转正常,还应该从不同的角度着手,制定多元化的张力控制对策,确保热连轧带钢生产过程平稳,创造出更大的经济效益。
关键词:热连轧张力控制对策对于热连轧而言,从工艺要求和轧机控制方便性的角度考虑,希望采取无张力轧制,使各机架的“金属秒流量”始终相等。
但是,对于我国而言,目前的技术体系和操作手法还不是很完善,无张力轧制的应用还没有到时机。
因此,现阶段的热连轧带钢张力问题,还是比较严重的,如果不能得到有效的控制,势必会导致各项工作出现滞缓,不仅仅是造成经济上的损失,还会影响其他工作的顺利展开。
在此,本文主要对热连轧带钢张力控制问题及对策展开分析。
在此基础上提出张力控制措施和办法。
一、无活套微张力控制在目前的生产制造中,热连轧带钢张力问题,已经导致很多的企业出现了生产下降的问题,如果不采取有效的措施,势必会对连轧生产过程产生很大影响。
在长期的研究中,无活套微张力控制,是一种可行性较高的方法,该方法比较容易操作,且在张力的控制上,不会造成反复的现象,收到了应有的良好效果。
(一)双机架微张力控制电流比较法无活套微张力控制方法,是目前广泛应用的方法之一,对热连轧带钢的张力控制产生了很好的效果。
在应用该方法的过程中,可首先推行双机架微张力控制电流比较法,顾名思义,该方法主要是在电流上进行控制。
在连轧生产过程中,热连轧带钢的张力出现,已经成为了一种不可避免的情况,为此,双机架微张力控制电流比较法,就是从日常生产中出发的。
当扎件咬入第一个轧机,并且没有咬入第二架轧机的时候,工作人员可以对第一架轧机的电流,进行多次采样工作,将得到的样本来求出平均数值。
热镀锌生产线的张力控制

热镀锌生产线的张力控制摘要在镀锌生产线上,不同的工序张力的产生和作用也各不相同。
设计了张力辊,就能把各个区域段的张力隔开,在不同的区域段设置不同大小的张力,以保证镀锌线的连续生产。
关键词镀锌生产;张力控制在连续生产线中,张力最基本作用是保证钢带的正常运行,使钢带尽可能沿着生产中心线运行而不致因走偏造成边部刮伤或出现断带。
同时,纠偏辊也只有在张力足够的情况下才能起到纠偏的作用。
1 镀锌线的网络组成主要分三个段,每个段有单独的PLC控制采用Profibus—DP总线把每个段的设备连在一起进行通讯,每个设备都有它的站地址,PLC周期的访问它们控制它们,每个段就组成了DP网络。
再将三个段用交换机连在一起组成了以太网。
2 工艺流程流程顺序:开卷机→液压剪→焊机→1#张力辊→碱喷碱刷洗→电解清洗→水清洗烘干→2#张力辊→1#纠偏→入口活套→2#纠偏→3#纠偏→3#张力辊→4#纠偏→5#纠偏→退火炉→6#纠偏→热涨辊→锌锅→冷却塔→7#纠偏→风冷系统→8#纠偏→水淬→烘干机→4#张力辊→拉矫机→5#张力辊→钝化→烘干→9#纠偏→出口活套→10#纠偏→6#张力辊→液压剪→EPC(错边控制)→卷取机3 全线张力辊与速度辊控制方式3.1 开卷、清洗段采用恒张力控制F﹦T/r,r值是变化的,要想保证恒张力,就得调T值。
开卷张力。
开卷张力主要是防止冷轧板在开卷机轴上发生横向偏移,影响带钢进入生产线的中心方向。
开卷机采用基于最大力矩原则的间接张力控制。
清洗段张力。
避免生产线运行方向不一致的现象导致的钢带表面向侧向滑行,防止被箱体内的机件刮伤,造成断带事故。
3.2 1#张力辊、4#张力辊、5#张力辊、拉矫机3#4#辊、活套辊采用间接张力控制方式,速度环饱和(主给定多或少于速度辊5 %左右,从而产生张力方向),张力给定信号做为速度调节器输出的力矩限幅,电动机的输出电流间接反映钢带的张力。
3.3 2#张力辊、6#张力辊、拉矫机1#2#辊采用基准速度控制系统,速度调节器为比例积分,速度无静差。
张力控制
因轧制规程异常,每道次不能控制时(材料异常等)
压下过小
轧制油喷射量极少时轧制油的喷射集中在板面中部,减少两边的喷射量,相对于边部降低中部的温度
轧制规程的调整
最大限度调整压下量(轧制规程变更)
轧制油异常浓度与温度过高时
工作辊的冷却效果不良时将浓度及温度降低至规定管理值,调整润滑性并提高工作辊的冷却效果
有误等。
席纹
缺陷特征:钢板表面的连串人字形印迹,呈树枝
状。多出现在薄带钢的两肋部位,与轧制方向斜
交,严重的出现亮色勒印。(如下图)
产生原因:
1)带钢平整中不均匀延伸产生的金属流动
印迹。
2)平整辊型曲线小。
3)平整辊长度方向温度不均。
极限压下纹
缺陷特征:板面出现锯齿形折光率不同的纹路。
产生原因:冷轧带钢轧至极限压下率时,变形区
在板型 边部良好的情况下 张力给大~! 适当 一般在8-12KG/mm2
带钢表面粗糙度大能减少带钢退火粘钢吗?
我一般用T=qbh为依据来计算,不过只能作为参考,实际操作中需根据来料及设备特性等情况随机应变。
具体来讲,我总结了这样几个经验公式:
轧制厚度在0.3~1.0时:T=(13-6h)bhσs/137;
4.酸洗卷取不良、直角度不良及钢卷边部产生局部浪形
5.发生撞痕时(在搬运时钢卷和钢卷之间相互碰撞导致)1.如果成品是薄料时改变用途为厚板
2.因间隙量及重叠量调整不良导致原料边部损伤时调整规格
3.在第1道次时以最低速度作业并加宽侧导装置的宽度
4.在酸洗及轧钢做好对行车的信号,防止发生撞痕
设备缺陷1.侧导装置不良(棍子与轴承的旋转不良)
(3)在导板上有异物咬入出来的时候。*
数控开卷生产线带钢收放料张力控制技术分析

第58卷0引言在带钢开卷生产过程中,为了得到高质量的带钢产品,必须在入口张力辊与开卷机之间建立足够的带钢张力,能抵抗各种干扰并保持张力恒定。
如果张力波动,带钢开卷时会产生时紧时松的现象,造成钢卷层间窜动和推拉,很容易堆钢,甚至断带,无法进行生产。
在带钢收卷生产过程中,如果张力过小,钢卷会在自身重量下松散,钢卷在散开过程中由于相对滑动,会在钢板表面产生划痕,影响钢材的表而质量,或者由于钢卷的内层松散突出,无法包装:如果张力过大,在钢材卷取过程中,会使钢卷内卷产生滑动,由于滑动造成表面划痕,影响了钢材的表质量;更重要的是,由于张力过大,会造成钢卷内部应力过大,致使钢卷的内孔内陷或者整个内层卷突出(塔形),一旦发生这种情况,就会降低钢卷的等级。
综上所述,恒张力控制是收放卷技术的关键。
1带钢恒张力控制原理及算法1.1设计方案的确定恒张力控制是开收卷技术的关键。
收放卷应用领域不尽相同,但基本原理及机构相通。
图1为目前较为常见的收放料基本结构组成形式。
以卷取机为例,其中卷径D 、材料张力F 、转矩M 、产线速度V 的关系如图2所示。
如图3所示,冷轧带钢卷取过程中,在开始建立张力时,随着卷取机的卷径增加,卷取系统的带钢线速度、张力和卷取机的输出转矩都将会逐渐增大。
而从图4分析可知,随着张力建立起来之后,卷取传动电机的转速便随着卷径的增加而逐渐下降,从而保证卷取系统的带钢张力达到工艺设定值。
然而,在实际工业现场要求张力的设定值不能大于带刚的屈服极限,因此一般应按实际生产线中带钢的产品规格来综合考虑卷取张力大小的设定。
1.2电机转矩计算收稿日期:2023-06-10;修订日期:2023-07-18作者简介:张庆(1976—),男,高工,长期从事锻压装备设计研发数控开卷生产线带钢收放料张力控制技术分析张庆,张延伟(国机铸锻机械有限公司,山东济南250306)摘要:数控开卷收卷生产线是钣金加工中的重要装备。
收放料张力控制是数控开卷线的关键技术之一,对于保证带钢的稳定运行、提高生产效率和产品质量具有重要意义。
冷轧酸洗线张力设置及控制

酸洗生产线设定并保持合适带钢张力的目的是为了保障带钢对中,不下垂确保平稳运行。
在张力的作用下带钢对转向辊形成一定的压力,从而提供转向辊纠正带钢位置时的摩擦力,保证了带钢运行时对中不走偏。
另外张力的设定在一定程度上可以校正板形的缺陷,同时只有设定合适的张力才可以得到酸洗质量合格的带钢。
所以,酸洗生产线带钢张力设定的合适与否将直接影响生产线能否正常运行以及最终酸洗产品质量的好坏。
张力的设定酸洗生产线带钢张力的设定主要基于生产经验,在生产调试过程中摸索数据后经总结再应用到生产实际中去。
新投产酸洗生产线的带钢张力是在冷试车过程中逐步确定的,在试车时带钢难免有跑偏现象,逐步加大张力使带钢平稳运行,摸索出合适张力数值后输入计算机自动执行对生产线的控制。
由于在酸洗线中各段所占位置和功能不同各段张力设定也有很大区别,相比较而言入口段张力的设定是比较容易的,只要带钢有一定的张力,运行时平稳、不跑偏即可;工艺段因酸槽内辊子数量较多,带钢经过多次上下运行易跑偏,这部分带钢张力设置如不合理,不但在酸槽内易发生工艺事故,而且也会影响CPC纠偏效果,使带钢在圆盘剪切边时跑偏,造成剪后两侧废边不均匀,甚至一侧带钢根本切不到。
因此不仅考虑工艺段槽内辊子安装的精度,而且在设置张力时要考虑因带钢宽度、厚度不同引起自身重量的变化;剪切时张力的设置尤为重要,根据来料的不同,要使圆盘剪在穿带时为动力剪,在运行时为拉剪;出口段卷取张力的设定有严格的规定,如张力过大、过小都会引起卷取缺陷。
酸洗生产线各部分根据自己的特点都有不同的张力设定数值,但在不同的条件下也有共同的规律,这些规律将对生产的顺利运行起到很好的指导作用。
理论张力值的设定设定理论张力值主要的变量是带钢的截面尺寸,其经验公式如下:T=a*h*b 其中T:带钢张力N ;a:张力系数N/mm2 ; h:带钢厚度mm; b:带钢宽度mm 通过以上公式可知在带钢截面尺寸已知的情况下,带钢张力的大小取决于张力系数。
过程控制工程冷连轧张力控制
的实际张力值与给定的张力参考值相比较,将形成的偏差信
号传给张力控制器,张力控制器的输出作为下游机架轧辊线
速度的附加调节量。如果机架间的张力低,则增加轧辊线速
度,反之亦然。
1/2/2024
13
Vref
数字
A/D
速度
滤波器
转换器
测量值
速张度力调调节节器器
Vact 速度调节器
+
-
+ 计算附加 +
-
速度值
结果使第i和i+1机架间的带钢拉伸而张力增大。
第i机架
第i+1机架
Vi
Vi+1
Ti-1
Ti
Ti+1
1/2/2024
4
l
张力的自然调节特性
带钢拉伸后速度不协调将产生张力变化,这只是问题的 一个方面,张力的变化反过来又将影响前后机架带钢的出口 和入口速度,而且其影响的方向是使速度趋向于新的协调。 例如当张力增大反过来使第i机架的前滑量加大,使i机架带 钢出口速度增大,同时又使i+1机架后滑量增大,使带钢入 口速度减小。机架间带钢张力的这种特性又被称之为“张力 的自然调节”。由于机架带钢张力具有自然调节的能力,因 此如果相邻两机架的速度出现小幅度的不协调,张力会自然 的减小或增大,从而使速度趋向新的协调,达到一个新的平 衡状态,这就使轧制过程中机架间速度的匹配调节变得相对 容易了。
的具
体公式代入。 vi v0i 1 fi
v' i1
v0i1
1 i1
i
E l
v0i1 1 i1 v0i 1 fi dt
❖ v0i、v0i1 ——第i机架和第i+1机架轧辊转速;
冷轧薄板生产中带钢张力的控制研究及应用
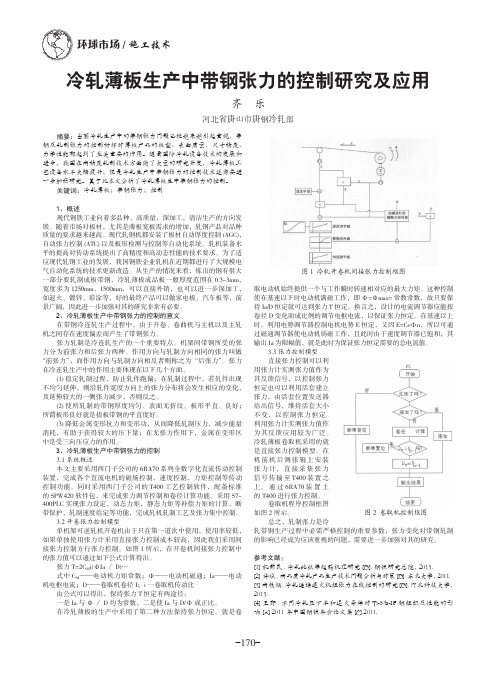
环球市场/施工技术-170-冷轧薄板生产中带钢张力的控制研究及应用齐 乐河北省唐山市唐钢冷轧部摘要:当前冷轧生产中的带钢张力问题已经越来越引起重视,带钢及轧制张力的控制好坏对薄板产品的板型、表面质量、尺寸精度、力学性能都起到了至关重要的作用。
随着国际冷轧设备技术的发展和进步,我国在高精度轧制技术方面做了大量的研究开发,冷轧薄板工艺设备水平大幅提升,但是冷轧生产中带钢张力的控制技术还需要进一步加强研究。
基于此本文分析了冷轧薄板生中带钢张力的控制。
关键词:冷轧薄板;带钢张力;控制1、概述现代钢铁工业向着多品种,高质量,深加工,清洁生产的方向发展。
随着市场对板材,尤其是薄板宽板需求的增加,轧钢产品对品种质量的要求越来越高。
现代轧钢机都安装了板材自动厚度控制(AGC),自动张力控制(ATC)以及板形检测与控制等自动化系统。
轧机装备水平的提高对传动系统提出了高精度和高动态性能的技术要求。
为了适应现代轧钢工业的发展,我国钢铁企业轧机在近期都进行了大规模电气自动化系统的技术更新改造。
从生产的情况来看,炼出的钢有很大一部分要轧制成板带钢,冷轧薄板成品板一般厚度范围在0.3~3mm,宽度多为1250mm、1500mm,可以直接外销,也可以进一步深加工,如退火、镀锌、彩涂等,好的最终产品可以做家电板、汽车板等,前景广阔,因此进一步加强对其的研究非常有必要。
2、冷轧薄板生产中带钢张力的控制的意义在带钢冷连轧生产过程中,由于开卷、卷曲机与主机以及主轧机之间存在速度偏差而产生了带钢张力。
张力轧制是冷连轧生产的一个重要特点。
机架间带钢所受的张力分为前张力和后张力两种。
作用方向与轧制方向相同的张力叫做“前张力”,而作用方向与轧制方向相反者则称之为“后张力”。
张力在冷连轧生产中的作用主要体现在以下几个方面。
(1)稳定轧制过程,防止轧件跑偏;在轧制过程中,若轧件出现不均匀延伸,则沿轧件宽度方向上的张力分布将会发生相应的变化,及延伸较大的一侧张力减少,否则反之。
带钢生产过程中张力问题研究和对策

钢板轧制过程中张力控制的分析和对策张守兴<海口经济学院信息工程学院海南海口 571127〕摘要:本文介绍了武钢集团海南有限责任公司单机架四辊可逆式轧机机组张力控制系统的应用研究,通过精准调整相关参数,提高轧机张力控制精度,解决了轧制和平整极薄带钢过程中出现的带钢鼓包和拉皱现象。
关键词:冷轧;张力控制;精度The Analysis and countermeasuresOf Tension Control In TheSteel MiLL's ProcessZHANG SHOU XING<Haikou College of Economics,The Institute of Information Engineering,Haikou,Hainan 571127〕Abstract:This paper introduces the hainan wisco group limited liability company leveling unit motor applied research, through the motor related parameter calculation and replace domestic motor, solve the stability of motor, make the unit production get more powerful guarantee.Key word:cold mill;tension controls;accuracy一概述武钢集团海南有限责任公司目前逐步形成了国内精密极薄带钢的生产基地,公司冷轧机组为单机架四辊可逆式轧机,完成带钢的冷轧轧制和平整两道工序,机组由美国综合工业I2S公司设计制造,主要设备全部从美国引进,具有90年代国际先进水平。
该轧机设计年产量10万吨,产品的厚度范围是0.2mm-2.0mm。
带钢张力控制研究的综述

带钢张力控制研究的综述一、引言首先,不得不说在过去的几十年里,随着工业技术的发展,微机技术的突飞猛进, 先进的设备和技术的开发使得冶金行业在最近几年得到了突飞猛进的发展,但尽管如此, 国内高速的、运行平稳的机组绝大部分是引进的, 而完全国产的这类机组的速度较低,生产带钢品质也低,有些机组无法稳定运行、甚至影响带钢的板形等等, 这种状态的形成与国内目前缺少对张紧辊等这类设备的理论和实践研究不无关系[4]。
因此,在这种背景下,针对张紧辊设备的理论研究与实际应用技术的革新是至关重要的。
可以说,合适的张紧辊控制系统是保障带钢高速、稳定运行的基本条件和关键因素。
而我们也知道,在钢铁企业板带生产机组中,带钢张力很多是需要分段进行控制的,这不但是通板的需要,更是工艺控制的要求。
带钢张力控制设备的实现一般是采用张力辊组完成,即由2-4 根辊子构成张紧辊组,分别由马达传动每一根辊子,实现张紧辊组前后不同的张力控制要求。
在张力控制过程中张紧辊组有一个重要控制内容,就是各个辊子之间的负荷平衡控制。
所谓张紧辊负荷平衡控制就是使各个张紧辊的负荷尽可能相近或满足一定比例的分配,以使各辊子都能发挥各自的能力,协同完成带钢的张力控制要求,防止出现某个辊子过负荷而其它辊子还没充分发挥作用的现象出现。
在实际应用中,张紧辊负荷平衡控制一般有两种方式,一种是较复杂的“仿皮带”负荷平衡控制方式,一种是强制等比例的负荷平衡控制方式[1]。
下面我们将就这两种控制方式的原理进行说明,并对他们的差异加以分析比较。
二、控制系统分析方法论述1、带钢张力控制作用阐述在阐述两种控制方式之前,有必要对带钢张力控制的意义和控制带钢张力的作用进行解释。
因果守恒,对于结果,我们必须分析其原理和来源。
1.1带钢张力的作用[3]影响带钢质量好坏的因素有很多,这里我们采用张力控制防止带钢堆拉现象发生,同时,张力在生产过程中也发挥着十分重要的作用,主要表现在以下几个方面[1]:1.1.1防止带钢跑偏在实际生产过程中,由于各种因素的影响,带钢在运行过程中容易发生跑偏,而且会随着运行而越来越严重。
锥度张力控制在热连轧带钢卷取中的应用
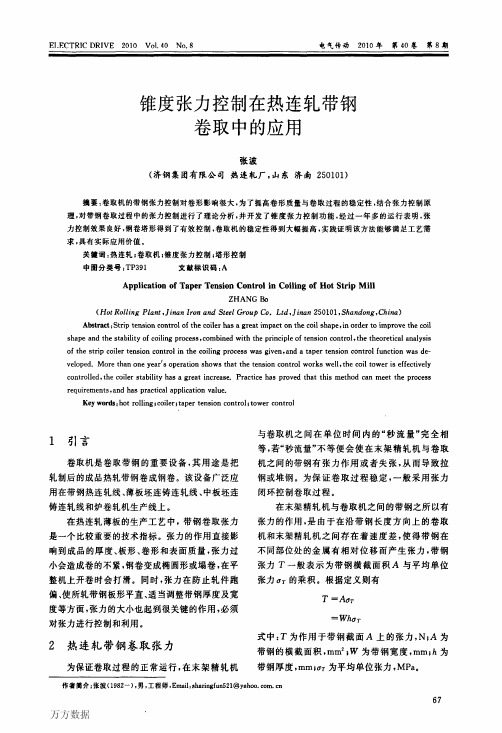
图1锥度张力曲线
Fig.1
Taper tention
curve
图1中,衍为带钢单位张力;‰为最小单位张
力;Do为钢卷起始直径(卷筒直径);D,为锥度补 偿控制起始卷径;D2为锥度补偿控制结束卷径; L,(taper ratio)为锥度率。 为了实现锥度张力控制,过程控制计算机要向 基础自动化计算机设定如下数据,晰,‰。,D,,丁W。 带有锥度补偿的平均单位张力的计算功能图 如图2所示。
69
万方数据
电气传动
2010年
第40卷
第8期
张波:锥度张力控制在热连轧带钢卷取中的应用
乙卜—————弋盘==;==习r一卷筒设定速度
室4:,5∞00I.塑壅釜.兰三l
通过图4和图5的1 8卷取机和28卷取机带 钢张力控制的对比分析可以看出,图4中无锥度 补偿控制的2*卷取机,F6抛钢瞬间会失张,失张 会导致卷形在某处松卷,或者在某圈之后的所有 外圈都松卷,错层等。图5中有锥度补偿控制功 能的1 8卷取机在F6抛钢瞬间以及抛钢之后不会 失张,张力仍然能够达到设定张力,张力过渡平 滑,卷形良好。 5
万方数据
张波:锥度张力控制在热连轧带钢卷取中的应用
电气传动
2010年
第40卷
第8期
带钢张力控制系统原理框图如图3所示,主
带钢单位张力,Mh 钢卷直径血m 锥度补偿起始直径hm
要包括过程计算机,基础自动化计算机,传动装 置,电机等4大部分。
锥度率,MPa.m-!
张力修正系数M 量小单位张力,MPa 图2带有锥厦补偿的平均单位张力计算
ET,ECTRIC DRIVE
201 0
V01.40
No.8
电气传动
2010年
金属压力加工张力控制问题及对策

金属压力加工张力控制问题及对策发表时间:2018-08-28T12:57:51.830Z 来源:《防护工程》2018年第8期作者:谢启林[导读] 在进行该工作的过程当中需要重点关注张力控制方面,进而能够使张力控制的效果提升,使完成的产品质量得到保障。
本文主要分析了金属压力加工张力控制过程中容易出现的问题并提出有效对策供参考。
谢启林佛山津西兰冷轧板有限公司摘要:金属加压工作在冶金行业当中是非常关键的一向内容,在进行该工作的过程当中需要重点关注张力控制方面,进而能够使张力控制的效果提升,使完成的产品质量得到保障。
本文主要分析了金属压力加工张力控制过程中容易出现的问题并提出有效对策供参考。
关键词:金属,压力加工,张力控制,问题在工业生产中金属压力加工这道工序非常重要,对于金属压力加工的工作来说,其中最关键的就是控制张力的问题,只有张力控制具有较高的精确性且有相关标准来控制才可以进一步提高加工的效果,从而使生产质量得到保证。
但由于目前我国金属压力加工张力控制工作中容易发生较多的问题,从而对成品质量造成一定影响,那么就需要针对性地研究当下这方面问题并采取合适的措施进行控制,对推动冶金行业的快速发展有着重要的价值[1]。
1 金属压力加工张力控制问题在这个工作开展的过程中,目前来说存在较多的问题,而这些问题的出现造成在工作进行的过程中会产生各种故障以及问题,从而影响到整体质量。
特别是关于钢材表面,不但会导致褶皱情况产生,另外还有鼓包等问题,进而使得成品不能正常投入使用,对于这些问题展开分析,主要发生的因素包括以下几个方面。
1.1钢材的问题从金属压力加工张力控制上而言,钢材是非常重要的材料之一,假若其自身质量情况就不佳,或是对于加工来说不适合,那么就会影响到之后的张力控制。
例如从我国目前钢材的发展情况来看,较为常见的钢材类型是具有较软质地的一系列钢材,这类钢材在张力控制当中难度非常大,那么就很容易出现不同的故障以及问题[2]。
退火炉内带钢微张力控制及工艺最高速度优化

退火炉内带钢微张力控制及工艺最高速度优化摘要:机组工艺段最高速度设计只有105m/min投产以后,由于高牌号工艺水平的大幅度提高,无法满足硅钢生产线产能释放和吨钢成本降低的要求,尤其是很多时候每个月末为了完成当月订单,必须要点火再启一条连退产线,因此硅钢部提出必须要按照设备容量最大可能提速。
关键字:微张力;提速;优化前言:无取向硅钢连退生产线的任务是将二十辊轧制完成的高牌号硅钢表面清洗干净后通过脱碳及再结晶退火,消除带钢在冷轧过程中产生的应力、促使晶粒长大,并涂覆绝缘层,以保证带钢磁性能、机械性能和表面质量符合要求,炉子全长357m,共计炉辊182根,主要产品规格是高牌号S18/14/12 0.35mm,2#RTF段和2#SF段为高温段,退火炉及入出口设备具体布局如下:由于0.35mm厚的高牌号硅钢在连退线退火炉内必须要处于微张力状态,因为工艺要求炉内高温区域温度达到900摄氏度,薄带钢极容易发生形变,因此要求带钢表面单位张力要控制在在 3N/mm2以内(高温段需要不超过2.5N/mm2),确保带钢不会产生“拉窄”现象,从而保证良好的板型和磁性能,并可使横向铁损降低,同时炉区带钢表面张力过小,带钢又会在炉内发生刮边,在炉区出口会发生跑偏,因此如何控制炉区带钢微张力状态尤为重要。
鉴于以上难题,提出对高牌号无取向硅钢连退生产线张力控制系统进行了系统研究和测试,通过采用一种基于高温区炉辊无速度差的退火炉微张力控制方法对目前的控制系统进行了全面优化,确保达到工艺要求;同时全面重新核定连退线所有变频器、电机等设备的负荷情况,重新调试自动化程序、变频器参数以及张力控制模型,计划将工艺段速度由之前105m/min提高到115m/min ,直接释放产能。
一、主要研究内容① 退火炉内张力控制思路:炉内张力依靠出口张力辊无法解决问题,只能依靠炉辊自身的附加速度,但是对全部炉辊加相同的附加速度又会造成高温段炉辊结瘤,如果我们能测算出各段炉区带钢实际张力,然后进行分段精确控制,通过对高温区域前两段PH/NOF-1#RTF段以及1#SF段增加附加速度控制带钢张力,对高温区域不增加附加速度,从而既能降低高温段的带钢张力,又能避免高温段炉辊结瘤,另外对出口段CTF-RJC段炉辊增加附加速度控制带钢张力,同时保证5、6#张力辊出反向转矩来降低7#张力辊(出口速度基准辊,不控制张力)拉带钢的张力,就能保证炉区出口张力,避免带钢变形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(积分器积分时间常数是实际电机的等效积分时间常数 Tθ)就
得到电机的实际转速 nD 。
图 2 实际电机框图 3.2 负荷观测器的原理
依据电机的传递框图可构成观测 ML 的负荷观测器,如图 3 所示。“负荷观测器”的虚框里表示了负荷观测器的传递函数[2]。 在负荷观测器的系统中,测出电机发出的电磁转矩 *MD,减去 计算出的损耗力矩 *M0,再减去 *ML,经积分后(此处积分时间 常数为计算出的电机等效积分时间常数 *Tθ),就得到负荷观 测器观测出的电机转速 *nD。把 *nD 与 nD 相减,当 *nD≠nD 时, 就有误差 e 存在,e 通过比例通道(kB)和积分通道(1/τ1 S)经 闭环调节后,最终使 e=0 即使 *nD=nD。显然,只要负荷观测器 的参数 * MD、*M0、*Tθ 。与实际电机的参数 MD、M0、Tθ 是一样 的,在 *nD=nD 时负荷观测器的输出 *ML 就一定和实际的负荷 转矩 ML 相等。
行分析。利用此控制策略用于微张力控制系统,特别是在无测压仪的多数棒、线构轧机中,采用负荷观测器型微张力控制系统效果
显著,明显提高了控制精度。
【关键词】 张力;负荷观测器;力矩
【中图分类号】TG333 【文献标识码】 A
【文章编号】 2095-3518(2012)10-55-02
在带材、棒材和线材轧机中都有轧件同时在几个机架中连 轧的问题[1]。为了保证顺利地轧制,轧件中要有一定的张力,但 这个张力又不能太大,否则会影响轧件的尺寸。在机架间设置 活套机构是控制轧件中张力的常用有效办法。但有时在机架间 无法设置活套机构,因而就提出了不用活套机构的微张力控制 问题。根据反馈闭环控制理论可知,如果能把控制对象的实际 值在线测出来,控制就容易了。对于轧件张力控制而言,只要能 直接或间接地测出轧件中存在的张力,然后把测出的张力和给 定的张力即我们希望的张力相比较,再根据比较后的差值去控 制相应的对象(例如机架的速度),从而将该差值消除或减到最 小,就可以实现对轧件张力闭环控制。因此,问题就归结为如何 准确而又实时地测出轧件中的张力,只要能把轧件中的张力准 确又实时地测出来,其他问题就好办了。
M0= M01+M02+ M03
(6)
2.2 电动机的电磁力矩 MD
MD=KM×φ×IA= KM×(f I)f ×IA
(7)
式中,KM:电机转矩常数;φ:电机磁通 φ= (f I)f ;If:电机励
磁电流;IA:电机电枢电流。
IA 和 If 均可实测,再根据电机的磁化曲线即 (f I)f 由 If 得到
ΣE
2பைடு நூலகம்
D
MD= 375
×
dn dt
+ M0+ ML
(10)
尺寸不匀,温度不匀等引起的轧制力矩变化,会被认为是张力 发生了变化,即使实际上轧件内的张力并没有变化也会去进行 调节,反而使张力发生变化了。当然可以设置一定的调节死区
ΣGD2
来克服这一现象,但带来的是微张力控制的精度降低了[4]。
乙 375 ×n= (MD-M0-ML)dt
(11)
ML1= MR1+ MB1-MF1
(13)
把上式写成算子形式可得:
由于是第 1 机架,因前张力 TF1=0,MF1=0。又由于还没有咬入
n=
1 Tθ
S
(MD-
M
0-
M
L)
(12)
第 2 机架,故后张力 TB1=0,MB1=0。因此,这时测得的 ML1= MR1。此 值被己下来,而且认为在这块钢的轧制过程中保持不变。
(5)
2 各种力矩的测量
如果已知电动机发出的电磁力矩 MD、电动机的加速力矩 Ma、轧制力矩 MR 和空载损耗力矩 MO,就可以算出张力力矩的 代数和 MB-MF,下面来研究如何测量出这些力矩。 2.1 空载损耗力矩 M0
M0 的测取是在电动机空载不加负荷的情况下,测量电动 机转速 n 与电动机发出的转矩 MD 的关系得到 MD =f(n0)曲线。 这时的 MD 就是 M01,因而就得到了 M01 与 nD,的关系曲线;M02 通过齿轮效率计算;M03 主要是轴承中摩擦所损耗的力矩,通过 计算得到。
φ,再由式(7)得到 MD。
2.3 电动机的加速力矩 Ma
Ma= !GD2 /375 "× ! dn/dt "
(8)
2
根据机械及电机参数可以计算
GD 375
,ddnt
也可以实测出来。
图 1 轧制压力和前后张力
轧制力矩:MR=p×a
(1)
前张力力矩:MF=TF×c≈ TF×RW
(2)
后张力力矩:MB=TB×b≈ TB×RW
1 张力检测的基本原理
直接测量机架间轧件的张力是比较困难的,通常都是采用 间接测量轧件中张力的办法。其方法是:先测出电机发出的转 矩,然后减去轧制力矩,加速力矩和空载力矩,剩下的就是张力 力矩,知道了张力力矩就可求出张力。 1.1 轧制力矩与张力力矩
载转矩,则电动机的力矩平衡公式: MD=MR+Ma+MO+MB-MF
2012 年 10 月 第 10 期(总第 167 期)
轻工科技
LIGHT INDUSTRY SCIENCE AND TECHNOLOGY
机械与电气
带钢张力控制策略研究与应用
葛笑寒
(三门峡职业技术学院,河南 三门峡 472000)
【摘 要】 对张力的基本原理进行研究,并分析出张力的参数计算;在此基础上研究负荷观测控制模型,并对其工作过程进
ÁÅÆÇÈÉÁÂÃÄΣ2
式中,Tθ 电机等值积分时间常数,Tθ =
GD 375
×
NDN MDN
;
NDN:电机额定转速;MDN:电机额定转矩。
根据微分算子传递函数得到系统传递函数框图,如图 2 所
示。即电机发出的电磁转矩 MD 减去损耗力矩 M0,再减去负荷
力矩 ML (实际上剩下的就是加速力矩 Ma),经积分器积分后
据电动机传动力矩平衡式和负荷力矩的定义可以得到:
【作者简介】葛笑寒(1983-),男,河南三门峡人,河南科技大学在读研究生,研究方向:控制工程。
55
MD=Ma+M0+ML 结合(8)式可以得到:
(9)
制。由于多数棒、线构轧机没有测压仪,故多用这种无测压仪的 微张力控制系统[3]。这种控制系统的缺点是:在一块钢内,由于
(3)
张力力矩:M= MB-MF
(4)
式中,a、b、c:张力力臂系数, RW:工作辊半径
1.2 传动电动机力矩平衡公式
设 MD 为电动机发出的电磁力矩、Ma 为加速力矩、MO 为空
3 负荷观测控制模型
上述方法从理论上可以求出 MD、Ma、MR、M0 这些参量,从 而计算出 MB-MF,但是这些方法都有精度和实时性的问题,特 别是 MR 的测量比较困难准确度不高。因此要考虑别的方法来 求张力力矩。若令 ML 为负荷力矩,则由轧制力矩 MR、前张力力 矩 MB 和后张力力矩 MF 构成,若果能够直接测出 ML,从 ML 里 减去 MR,就可以得到张力力矩的代数和,这样就不必检测 MR。 3.1 电机传递函数模型