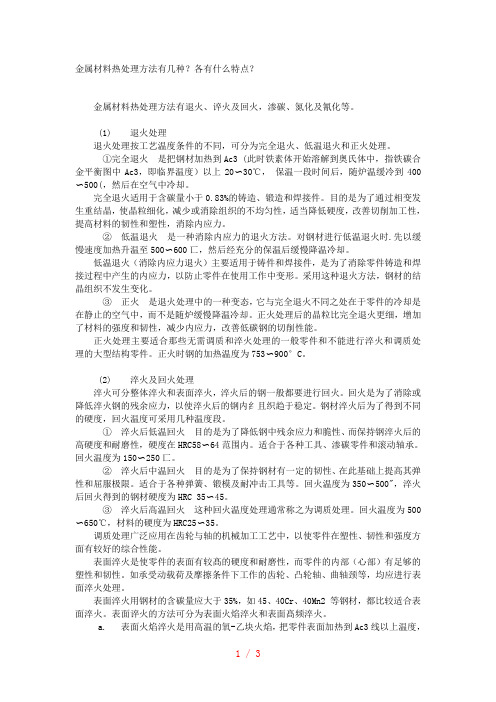
淬火 低温回火 中温回火 高温回火 正火五种处理后钢的硬度及冲击韧性指标柱状图
金属材料热处理方法有几种
金属材料热处理方法有几种?各有什么特点?金属材料热处理方法有退火、谇火及回火,渗碳、氮化及氰化等。
(1) 退火处理退火处理按工艺温度条件的不同,可分为完全退火、低温退火和正火处理。
①完全退火是把钢材加热到Ac3 (此时铁素体开始溶解到奥氏体中,指铁碳合金平衡图中Ac3,即临界温度)以上20〜30℃,保温一段时间后,随炉温缓冷到400〜500(,然后在空气中冷却。
完全退火适用于含碳量小于0.83%的铸造、锻造和焊接件。
目的是为了通过相变发生重结晶,使晶粒细化,减少或消除组织的不均匀性,适当降低硬度,改善切削加工性,提高材料的韧性和塑性,消除内应力。
② 低温退火是一种消除内应力的退火方法。
对钢材进行低温退火时.先以缓慢速度加热升温至500〜600匸,然后经充分的保温后缓慢降温冷却。
低温退火(消除内应力退火)主要适用于铸件和焊接件,是为了消除零件铸造和焊接过程中产生的内应力,以防止零件在使用工作中变形。
采用这种退火方法,钢材的结晶组织不发生变化。
③ 正火是退火处理中的一种变态,它与完全退火不同之处在于零件的冷却是在静止的空气中,而不是随炉缓慢降温冷却。
正火处理后的晶粒比完全退火更细,增加了材料的强度和韧性,减少内应力,改善低碳钢的切削性能。
正火处理主要适合那些无需调质和淬火处理的一般零件和不能进行淬火和调质处理的大型结构零件。
正火时钢的加热温度为753〜900°C。
(2) 淬火及回火处理淬火可分整体淬火和表面淬火,淬火后的钢一般都要进行回火。
回火是为了消除或降低淬火钢的残余应力,以使淬火后的钢内纟且织趋于稳定。
钢材淬火后为了得到不同的硬度,回火温度可采用几种温度段。
① 淬火后低温回火目的是为了降低钢中残余应力和脆性、而保持钢淬火后的高硬度和耐磨性,硬度在HRC58〜64范围内。
适合于各种工具、渗碳零件和滚动轴承。
回火温度为150〜250匸。
② 淬火后中温回火目的是为了保持钢材有一定的韧性、在此基础上提高其弹性和屈服极限。
钢的五种热处理工艺

钢的五种热处理工艺?热处理工艺——表面淬火、退火、正火、回火、调质工艺:1、把金属材料加热到相变温度(700度)以下,保温一段时间后再在空气中冷却叫回火。
2、把金属材料加热到相变温度(800度)以上,保温一段时间后再在炉中缓慢冷却叫退火。
3、把金属材料加热到相变温度(800度)以上,保温一段时间后再在特定介质中(水或油)快速冷却叫淬火。
?◆表面淬火•钢的表面淬火有些零件在工件时在受扭转和弯曲等交变负荷、冲击负荷的作用下,它的表面层承受着比心部更高的应力。
在受摩擦的场合,表面层还不断地被磨损,因此对一些零件表面层提出高强度、高硬度、高耐磨性和高疲劳极限等要求,只有表面强化才能满足上述要求。
由于表面淬火具有变形小、生产率高等优点,因此在生产中应用极为广泛。
根据供热方式不同,表面淬火主要有感应加热表面淬火、火焰加热表面淬火、电接触加热表面淬火等。
感应表面淬火后的性能:1.表面硬度:经高、中频感应加热表面淬火的工件,其表面硬度往往比普通淬火高2~3单位(HRC)。
2.耐磨性:高频淬火后的工件耐磨性比普通淬火要高。
这主要是由于淬硬层马氏体晶粒细小,碳化物弥散度高,以及硬度比较高,表面的高的压应力等综合的结果。
3.疲劳强度:高、中频表面淬火使疲劳强度大为提高,缺口敏感性下降。
对同样材料的工件,硬化层深度在一定范围内,随硬化层深度增加而疲劳强度增加,但硬化层深度过深时表层是压应力,因而硬化层深度增打疲劳强度反而下降,并使工件脆性增加。
一般硬化层深δ=(10~20)%D。
较为合适,其中D。
为工件的有效直径。
◆退火工艺退火是将金属和合金加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。
退火后组织亚共析钢是铁素体加片状珠光体;共析钢或过共析钢则是粒状珠光体。
总之退火组织是接近平衡状态的组织。
•退火的目的①降低钢的硬度,提高塑性,以利于切削加工及冷变形加工。
②细化晶粒,消除因铸、锻、焊引起的组织缺陷,均匀钢的组织和成分,改善钢的性能或为以后的热处理作组织准备。
常用钢材热处理工艺及硬度

钢号热处理方法热处理T•艺硬度(HB) 15 正火900〜940°C加热保漏,出炉'空冷W14315 渗碳淬火900 T50°C 渗碳:780〜800°C水淬;180〜200乜回火143〜163(心部)15熔碗高频淬火900〜950°C渗碳;高频加热到820〜860*C水180-200°C 回火WI4R(心部)15 氤化淬火830〜85(TC鼠化,油淬;]80〜200°C回火143〜163(心部)35 正火860-R80°C加热,空冷W1R735 汗火840~860°C加热保温,水淬:380〜42(TC回火—45 正火840〜860°C加热:空冷W22945 调质840〜860乜加热,保温,水淬;550〜580°C回火220〜25045 灣火840〜8609加热,保温,水淬;350〜370°CM 火:260〜28O°C|口I火—45 油中淬火830〜850°C加热,保温;油淬;160〜180°C@火(用于截而实体厅度比较薄的形状复杂的冬件,如套环等)—45 岛频淬火高频加热至860〜900C,水淬:220〜250"C回火—45调质髙频淬火扁频加热至860〜9001,水淬;180〜20(TC回火—50 正火840-860°C加热;空冷207〜24150 淬火820〜840°C加热保温,油淬;180〜2209回火—50 调质R20T40°C加热保温,水评:600-620°C 冋火220〜25050调质高频淬火高频加热至840-860*0,水淬;160〜180°C回火20Cr 正火900〜920°C加热;空冷143〜17320Cr 穆碳淬火900〜950°C渗碳;800〜820°C油淬;180〜2009回火N2I220Cr渗碳高频淬火900 "乃U°C渗碳;商频加热到X3U〜XXU°C 乳化液淬火;180〜200°C冋火—18CrMnTi 正火900 -950°C加热:空冷160〜207哽度(HRC)56〜62(表面)56 〜6256 〜6235 〜4042〜47; 48〜5330 〜4045 〜5052-5835 〜4057 〜6256 〜6256、62ISCrMnTi 渗碳淬火 900〜950°C 渗碳;820〜840°C 油淬;180〜200°C 回火240〜300(心部)56 〜6218CrMnTi 渗碳高频淬火 900〜950°C 渗碳;髙频加热到830〜880°C 乳化液淬火;180〜200°C 回火 —56 〜62 40Cr 正火 870〜900°C 加热;空冷179〜229—40Cr 淬火830〜850°C 保温,油淬;350〜370°C回火;180〜200°C 回火— 40〜45; 50〜5540G 调质840〜86(TC 保温,油淬;600〜620°C@火220〜250 — 40Cr 调质高频淬火 离频加热至860〜880°C,乳化液淬火;180〜200C 回火—50 〜55 38CrMoAlA 退火 930〜950°C 保温炉冷W229 — 38CrMoAlA 调质 930〜950°C 保温,油或热水淬;600〜6X(TC 回火 350 — 38CrMoAlA氮化 将调质或正火后的T •件,加热至510〜HV>l000 — T8 退火 750〜770°C 保温后冷至650〜680°C等温,W187 — TX 淬火 760〜780°C 保温,水淬油冷;160〜180°C 回火 — 58 〜63 T10 退火 750〜770°C 保温后冷至6X0〜700°C等温, 随炉冷W197 —T1O 淬火 810〜830°C 保温后,水淬油冷;160〜 ix (rc 回火——T1O 调质 810〜830°C 保温后,水淬油冷;600〜 64(TC 回火200〜230 — T12 退火 750〜770°C 保温后冷至680〜700°C等温,W207 — T12 淬火 810〜830°C 保温,水粹油冷;160〜180°C 回火 —— 61 〜64 T12 调质 810~830°C 保温,水淬油冷;630〜650°C 回火200〜230—9Mn2V 退火 770〜79(TC 保温后随炉冷至3509后空冷W2299Mn2V 淬火 780〜810°C 保温后油冷;]80〜200°C回火;240〜260°C 回火 — 62〜65; 56〜61CrMn 退火 770〜810°C 保温后冷至700〜73(TC等温, 随炉冷 197〜241—CrMn淬火830〜850°C 保温油淬或熔融硝盐if ; 180 〜200°C 回火;320〜360°C 冋火62〜65; 56〜61CrMn 冷处理将淬火后的T•件冷到-801C,硬度可増加HRC1.5〜2(冷处理应不迟于淬火后1小时内进行)—CrWMn 退火770〜790°C保温后冷至6R0〜700°C等温,随炉冷207〜255 —CrWMn 淬火830〜85(TC保温油淬、殓淬或熔融梢盐淬;140 〜160°C 冋火;170 〜200°C 冋火;230〜2809回火—62〜65; 60-62:55 〜60CrWMn冷处理冷却温度为・70°C,硬度可增加HRC0〜1(冷处理应在淬火后1小时内进行)——9SiCr 退火790〜810°C保温后冷至700〜720°C等温、炉冷197〜241 —9SiCr 淬火860〜880°C保温后油淬、殓淬或熔融硝盐淬;140〜160°C回火;160〜1809回火;180〜200°C回火;200〜220°C回火—62〜65; 61〜63;60〜62; 58〜629SiCr 冷处理冷却温度为・70°C,硬度可増加HRC0〜1(冷处理应在淬火后1小时内进行)——W18Cr4V 退火870〜880°C保温后随炉冷207〜255 —W18Cr4V 淬火1260〜13109保温,分级淬火;570°C回火二〜三次—63~66Wl8Cr4V 冷处理冷却温度为・(70〜80°C)(冷处理应在淬火后2小时内进行)———65Mn 退火810〜830°C保温后随炉冷196〜229 —65Mn 淬火790〜820°C 保温油淬;200〜2209回火;370〜400°C回火—55〜60; 42〜485OSi2MnA 淬火860〜880°C保温油淬;400〜4509回火;440〜4609回火—45〜50; 42〜4750CrVA 退火830〜85O°C保温后随炉冷W22550CrVA 淬火840〜860°C保温后油淬;370〜420°C回火—45 〜50 GCrl5 退火790〜8IO°C保温后冷至710〜720°C等温,然后空冷207〜229 ——GCrl5 淬火840〜860°C保温,油淬;180〜2009回火;150〜160°C回火—58〜62; 61 〜65!Crl3 调质1000〜1050°C保温油淬或水淬;520〜560°C回火;580〜620°C|H| 火;630〜660°C|'«l 火260〜330; 21250; 200〜2—。
钢铁材料的热处理介绍

(1)高温回火
将淬火后的钢件加热到500~650ºC,经过保温以后冷却,主要用于要求高强度、高韧性的重要结构零件,如主轴、曲轴、凸轮、齿轮和连杆等
使钢件获得较好的综合力学性能,即较高的强度和韧性及足够的硬度,消除钢件因淬火而产生的内应力
5.调质
将淬火后的钢件进行高温(500~600ºC)回火多用于重要的结构零件,如轴类、齿轮、连杆等调质一般是在粗加工之后进行的
7.化学热处理
将钢件放到含有某些活性原子(如碳、氮、铬等)的化学介质中,通过加热、保温、冷却等方法,使介质中的某些原子渗入到钢件的表层,从而达到改变钢件表层的化学成分,使钢件表层具有某种特殊的性能
化
学
热
处
理
(1)钢渗的碳
将碳原子渗入钢件表层
常用于耐磨并受冲击的零件,如:轮、齿轮、轴、活塞销等
使表面具有高的硬度(HRC60~65)和耐磨性,而中心仍保持高的韧性
细化晶粒,均匀组织,降低硬度,充分消除内应力完全退火适用于含碳量(质量分数)在O.8%以下的锻件或铸钢件
(2)球化退火
将钢件加热到临界温度以上20~30ºC,经过保温以后,缓慢冷却至500℃以下再出炉空冷
降低钢的硬度,改善切削性能,并为以后淬火作好准备,以减少淬火后变形和开裂,球化退火适用于含碳量(质量分数)大于O.8%的碳素钢和合金工具钢
①改善组织结构和切削加工性能
②对机械性能要求不高的零件,常用正火作为最终热处理
③消除内应力
3.淬火
将钢件加热到淬火温度,保温一段时间,然后在水、盐水或油(个别材料在空气中)中急速冷却
①使钢件获得较高的硬度和耐磨性
②使钢件在回火以后得到某种特殊性能,如较高的强度、弹性和韧性等
Cr12MoV热处理知识

Cr12MoV热处理知识Cr12MoV钢是高碳高铬莱氏体钢,常用于冷作模具,含碳量比Cr12钢低。
该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为:钢棒与锻件960℃空冷+ 700~720℃回火,空冷。
最终热处理工艺:1、淬火:第一次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1040℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
2、回火:经过以下淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:加热温度400~425℃,得到HRC=57~59。
说明:在480--520度之间回火正好是这种钢材的脆性回火区,在这个区间回火容易使模具出现崩刃。
最为理想的回火区间在380--400℃,这个区间回火,韧性最好,并且有良好的耐磨性。
如果淬火后,采用深冷处理(理想的温度是零下120)与中温回火相结合,会得到良好使用效果和高寿命。
Cr12MoV的回火脆性温度范围在325~375℃。
CR12MoV380-400回火后硬度在56-58HRC做冷冲模冲韧性好的材料具有不易开裂的优点,特别是在原材料质量不是很好的情况下,用此方法经济实惠。
Cr12MoV 分级淬火工艺:850度预热—1050度加热—620度分级,时间一般在2—3分钟—油冷冷却至200度左右—(也可260度贝氏体等温)—520回火2—3次,每次2小时。
硬度在56—61HRC左右。
Cr12Mov热处理HRC60 裂开的解决方法:分析流程:(耿工)1 材料成份2材料原始组织3工件流程4热处理工艺5开裂照片6工件尺寸不能说硬度60HRC就一定开裂。
开裂的原因很多,你可参考耿工的说明逐一检查。
如果是淬火就直接开裂可能有以下原因:1)材料错致热处理工艺不合适。
2)冷却不当,在Ms温度以下快冷,应力过大。
3)工件截面尺寸相差太大,或孔洞很多,或有应力集中的地方。
热处理“三把火”回火调质
热处理“三把火” 回火调质热处理“三把火”+回火+调质000热处理俗称“三把火”:淬火、正火、退火。
注意:1、焊接件不能进行调质处理。
2、调质后细、长轴类零件会产生翘曲,通过校直工序进行校正再进行机加工处理。
变形量过大的零件校正后需进行消应力处理回火回火是工件淬硬后加热到AC1以下的某一温度,保温一定时间,然后冷却到室温的热处理工艺。
回火一般紧接着淬火进行,其目的是:(a)消除工件淬火时产生的残留应力,防止变形和开裂;(b)调整工件的硬度、强度、塑性和韧性,达到使用性能要求;(c)稳定组织与尺寸,保证精度;(d)改善和提高加工性能。
因此,回火是工件获得所需性能的最后一道重要工序。
按回火温度范围,回火可分为低温回火、中温回火和高温回火。
(1)低温回火工件在250℃以下进行的回火。
目的是保持淬火工件高的硬度和耐磨性,降低淬火残留应力和脆性回火后得到回火马氏体,指淬火马氏体低温回火时得到的组织。
力学性能:58~64HRC,高的硬度和耐磨性。
应用范围:刃具、量具、模具、滚动轴承、渗碳及表面淬火的零件等。
(2)中温回火工件在250~500 ℃之间进行的回火。
目的是得到较高的弹性和屈服点,适当的韧性。
预先热处理回火后得到回火托氏体,指马氏体回火时形成的铁素体基体内分布着极其细小球状碳化物(或渗碳体)的复相组织。
力学性能:35~50HRC,较高的弹性极限、屈服点和一定的韧性。
应用范围:弹簧、锻模、冲击工具等。
(3)高温回火工件在500℃以上进行的回火。
目的是得到强度、塑性和韧性都较好的综合力学性能。
回火后得到回火索氏体,指马氏体回火时形成的铁素体基体内分布着细小球状碳化物(包括渗碳体)的复相组织。
力学性能:200~350HBS,较好的综合力学性能。
应用范围:广泛用于各种较重要的受力结构件,如连杆、螺栓、齿轮及轴类零件等。
正火正火,又称常化,是将工件加热至Ac3或Accm以上30~50℃,保温一段时间后,从炉中取出在空气中或喷水、喷雾或吹风冷却的金属热处理工艺。
钢材的热处理介绍
钢材的热处理介绍
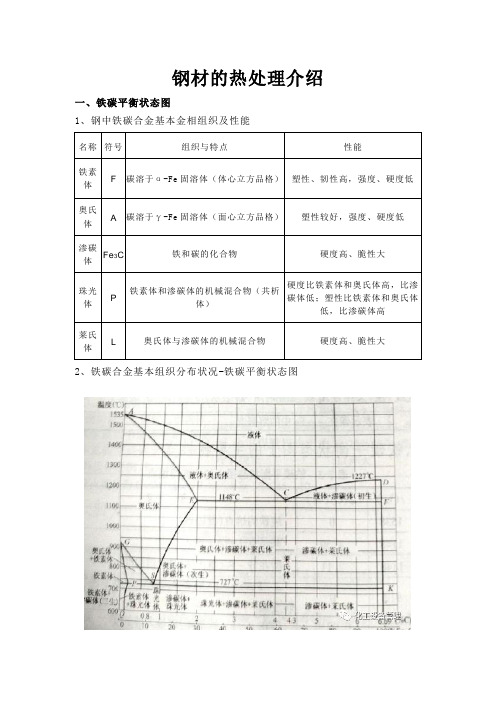
一、铁碳平衡状态图
1、钢中铁碳合金基本金相组织及性能
2、铁碳合金基本组织分布状况-铁碳平衡状态图
注:①随着含碳量和所处温度不同,铁碳平衡状态的金相组织。
含量在1.0%以下,只有可能产生奥氏体、铁素体、渗碳体和珠光体;含碳量>1.0%的,除上述四种外,还有莱氏体出现。
②同一含碳量的铁碳合金,随温升高或下降,金相组织的转变称为相变。
3、铁碳平衡状态图上的主要特性线
4、铁碳平衡状态图上的主要特性点
5、室温下铁碳合金平衡组织的名称
二、钢的热处理
钢的热处理有淬火、回火、退火和正火四种。
1、淬火
注:淬火代号为C,C47表示淬火回火至HRC45~50。
2、回火
3、退火
注:退火代号为TH。
TH185表示退火HBS170~200。
4、正火
注:①正火代号为Z,Z195表示正火后HBS 180~210;
②亚共析钢的淬火、退火和正火加热温度均在Ac3以上30~50℃,保温一段时间。
冷却速度不同,可得到三种不同热处理结果;
③回火则视低温、中温、高温要求不同,加热温度亦不同。
5、钢结构焊接件热处理方法
注:对中、高碳钢,合金钢和铸铁的焊接通常都要预热和焊后热处理
三、钢中主要合金元素的作用和有害杂质的影响
1、钢中合金元素的作用
2、钢中有害杂质的影响
注:氢、氧、氮统称钢中的有害气体;硫和磷为杂质元素。
四种焊后热处理方法
钢的热处理种类分为整体热处理和表面热处理两大类。
常用的整体热处理有退火,正火、淬火和回火;表面热处理可分为表面淬火与化学热处理两类。
正火又称常化,是将工件加热至Ac3(Ac?是指加热时自由铁素体全部转变为奥氏体的终了温度)或Accm(Accm是实际加热中过共析钢完全奥氏体化的临界温度线 )以上30~50℃,保温一段时间后,从炉中取出在空气中或喷水、喷雾或吹风冷却的金属热处理工艺。
其目的是在于使晶粒细化和碳化物分布均匀化。
正火与退火的不同点是正火冷却速度比退火冷却速度稍快,因而正火组织要比退火组织更细一些,其机械性能也有所提高。
另外,正火炉外冷却不占用设备,生产率较高,因此生产中尽可能采用正火来代替退火。
正火的主要应用范围有:①用于低碳钢,正火后硬度略高于退火,韧性也较好,可作为切削加工的预处理。
②用于中碳钢,可代替调质处理作为最后热处理,也可作为用感应加热方法进行表面淬火前的预备处理。
③用于工具钢、轴承钢、渗碳钢等,可以消降或抑制网状碳化物的形成,从而得到球化退火所需的良好组织。
④用于铸钢件,可以细化铸态组织,改善切削加工性能。
⑤用于大型锻件,可作为最后热处理,从而避免淬火时较大的开裂倾向。
⑥用于球墨铸铁,使硬度、强度、耐磨性得到提高,如用于制造汽车、拖拉机、柴油机的曲轴、连杆等重要零件。
⑦过共析钢球化退火前进行一次正火,可消除网状二次渗碳体,以保证球化退火时渗碳体全部球粒化。
正火后的组织:亚共析钢为F+S,共析钢为S,过共析钢为S+二次渗碳体,且为不连续。
正火主要用于钢铁工件。
一般钢铁正火与退火相似,但冷却速度稍大,组织较细。
有些临界冷却速度(见淬火)很小的钢,在空气中冷却就可以使奥氏体转变为马氏体,这种处理不属于正火性质,而称为空冷淬火。
与此相反,一些用临界冷却速度较大的钢制作的大截面工件,即使在水中淬火也不能得到马氏体,淬火的效果接近正火。
钢正火后的硬度比退火高。
正火时不必像退火那样使工件随炉冷却,占用炉子时间短,生产效率高,所以在生产中一般尽可能用正火代替退火。
钢的热处理的分类
钢的热处理的分类
钢的热处理是钢材加工过程中的重要环节之一。
根据热处理的目的和处理方法,通常可以将其分类为以下几类:
均匀化处理。
均匀化处理主要是通过加热和冷却的方式改变钢材的组织结构,使其具有更为均匀的性质。
常见的均匀化处理方法包括退火、正火和淬火等。
淬火处理。
淬火是将已加热的钢材在适当条件下快速冷却,使其表面产生高温而内部则保持低温。
淬火处理一般适用于需要增强钢材硬度和耐磨性的情况,例如轴承、刀具等。
回火处理。
回火是指对已经淬火的钢材在一定的温度下进行加热处理,并且让钢材缓慢冷却的过程。
回火处理可以在提高钢材硬度的同时,保证钢材韧性,广泛应用于制造机械零件、汽车配件等领域。
热处理改善冷脆性。
在低温环境下,钢材可能会出现冷脆性的问题,即钢材韧性下降,容易发生断裂现象。
热处理改善冷脆性可以通过加热和冷却来消除或减轻这种现象。
总之,热处理是一种对钢材性质和组织结构进行有意识的调整的方法,应根据需求选择不同的热处理方法。
淬火、回火、正火、退火基本知识与区别

淬火、回火、正火、退火基本知识与区别什么叫淬火?钢的淬火是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界冷却速度的冷速快冷到Ms以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。
通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。
淬火的目的:1)提高金属成材或零件的机械性能。
例如:提高工具、轴承等的硬度和耐磨性,提高弹簧的弹性极限,提高轴类零件的综合机械性能等。
2)改善某些特殊钢的材料性能或化学性能。
如提高不锈钢的耐蚀性,增加磁钢的永磁性等。
淬火冷却时,除需合理选用淬火介质外,还要有正确的淬火方法,常用的淬火方法,主要有单液淬火,双液淬火,分级淬火、等温淬火,局部淬火等。
钢铁工件在淬火后具有以下特点:①得到了马氏体、贝氏体、残余奥氏体等不平衡(即不稳定)组织。
②存在较大内应力。
③力学性能不能满足要求。
因此,钢铁工件淬火后一般都要经过回火什么叫回火?回火是将淬火后的金属成材或零件加热到某一温度,保温一定时间后,以一定方式冷却的热处理工艺,回火是淬火后紧接着进行的一种操作,通常也是工件进行热处理的最后一道工序,因而把淬火和回火的联合工艺称为最终处理。
淬火与回火的主要目的是:1)减少内应力和降低脆性,淬火件存在着很大的应力和脆性,如没有及时回火往往会产生变形甚至开裂。
2)调整工件的机械性能,工件淬火后,硬度高,脆性大,为了满足各种工件不同的性能要求,可以通过回火来调整,硬度,强度,塑性和韧性。
3)稳定工件尺寸。
通过回火可使金相组织趋于稳定,以保证在以后的使用过程中不再发生变形。
4)改善某些合金钢的切削性能。
回火的作用在于:①提高组织稳定性,使工件在使用过程中不再发生组织转变,从而使工件几何尺寸和性能保持稳定。
②消除内应力,以便改善工件的使用性能并稳定工件几何尺寸。
③调整钢铁的力学性能以满足使用要求。
退火、正火、淬火及回火
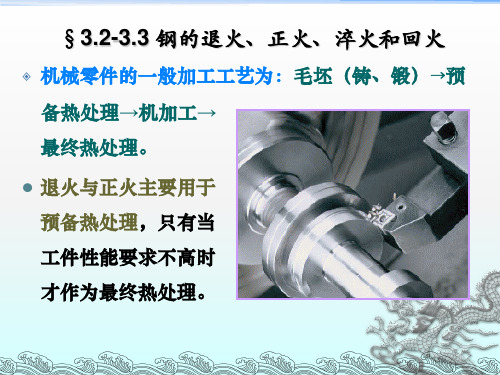
对于截面承载均匀的重要件,要全 部淬透。如螺栓、连杆、模具等。 对于承受弯曲、扭转的零件可不 必淬透(淬硬层深度一般为半径的 1/2~1/3),如轴类、齿轮等。
高强螺栓
淬硬层深度与工件尺寸有关,设计 时应注意尺寸效应。
柴油机连 杆
齿轮
细A
温 度
不同冷却条件下的转变产物
均匀
A A1
等温退火
退火
缓冷,以达到既获得马氏体组织,又减小 内应力的目的。但目前还没 有找到理想的淬火介质。
常用淬火介质是水和油.
水的冷却能力强,但低温却
能力太大,只使用于形状简
单的碳钢件。
Ms
Mf
理想淬火曲线示意图
油在低温区冷却能力较理想,但高温区冷却能力太小,使用 于合金钢和小尺寸的碳钢件。
熔盐作为淬火介质称盐浴,冷却能力在水和油之间,用于形状 复杂件的分级淬火和等温淬火。
接近平衡状态组织的热处理工艺。
1、退火目的:
⑴调整硬度,便于切削加工。适 合加工的硬度为170-250HB。
⑵ 消除内应力,防止加工中变 形。
⑶ 细化晶粒,为最终热处理作 组织准备。
真空退火炉
2、退火工艺 退火的种类很多,常用的有完全退火、等温退火、球化退火、
扩散退火、去应力退火、再结晶退火。 ⑴ 完全退火 将工件加热到
400℃以上, Fe3C开始 聚集长大。
450℃ 以上铁素体发生 多边形化,由针片状变 为多边形.
这种在多边形铁素体基
体上分布着颗粒状 Fe3C的组织称回火索 氏体,用S回表示。
回火索氏 体
回火时的性能变化 回火时力学性能变化总的趋势是随回火温度提高,钢的强度、
硬度下降,塑性、韧性提高。
组织准备。 ⑶ 普通件最终热处理。 要改善切削性能,低碳
四种热处理方式
淬火Quenching钢的淬火是将钢加热到临界温度Ac3(亚共析钢)或Ac1(过共析钢)以上某一温度,保温一段时间,使之全部或部分奥氏体1化,然后以大于临界冷却速度的冷速快冷到Ms以下(或Ms附近等温)进行马氏体(或贝氏体)转变的热处理工艺。
通常也将铝合金、铜合金、钛合金、钢化玻璃等材料的固溶处理或带有快速冷却过程的热处理工艺称为淬火。
淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组织,然后配合以不同温度的回火,以大幅提高钢的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。
也可以通过淬火满足某些特种钢材的铁磁性、耐蚀性等特殊的物理、化学性能。
淬火工艺将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质中快速冷却的金属热处理工艺。
常用的淬冷介质有盐水、水、矿物油、空气等。
淬火可以提高金属工件的硬度及耐磨性,因而广泛用于各种工、模、量具及要求表面耐磨的零件(如齿轮、轧辊、渗碳零件等)。
通过淬火与不同温度的回火配合,可以大幅度提高金属的强度、韧性及疲劳强度,并可获得这些性能之间的配合(综合机械性能)以满足不同的使用要求。
另外淬火还可使一些特殊性能的钢获得一定的物理化学性能,如淬火使永磁钢增强其铁磁性、不锈钢提高其耐蚀性等。
淬火工艺主要用于钢件。
常用的钢在加热到临界温度以上时,原有在室温下的组织将全部或大部转变为奥氏体。
随后将钢浸入水或油中快速冷却,奥氏体即转变为马氏体。
与钢中其他组织相比,马氏体硬度最高。
淬火时的快速冷却会使工件内部产生内应力,当其大到一定程度时工件便会发生扭曲变形甚至开裂。
为此必须选择合适的冷却方法。
根据冷却方法,淬火工艺分为单液淬火、双介质淬火、马氏体分级淬火和贝氏体等温淬火4类。
淬火工件的硬度淬火工件的硬度影响了淬火的效果。
淬火工件一般采用洛氏硬度计,测试HRC硬度。
淬火的薄硬钢板和表面淬火工件可测试HRA的硬度。
厚度小于0.8mm的淬火钢板、浅层表面淬火工件和直径小于5mm的淬火钢棒,可改用表面洛氏硬度计,测试HRN硬度。
四种热处理方法

钢的热处理种类分为整体热处理和表面热处理两大类。
常用的整体热处理有退火,正火、淬火和回火;表面热处理可分为表面淬火与化学热处理两类。
正火又称常化,是将工件加热至Ac3(Ac₃是指加热时自由铁素体全部转变为奥氏体的终了温度)或Accm(Accm是实际加热中过共析钢完全奥氏体化的临界温度线 )以上30~50℃,保温一段时间后,从炉中取出在空气中或喷水、喷雾或吹风冷却的金属热处理工艺。
其目的是在于使晶粒细化和碳化物分布均匀化。
正火与退火的不同点是正火冷却速度比退火冷却速度稍快,因而正火组织要比退火组织更细一些,其机械性能也有所提高。
另外,正火炉外冷却不占用设备,生产率较高,因此生产中尽可能采用正火来代替退火。
正火的主要应用范围有:①用于低碳钢,正火后硬度略高于退火,韧性也较好,可作为切削加工的预处理。
②用于中碳钢,可代替调质处理作为最后热处理,也可作为用感应加热方法进行表面淬火前的预备处理。
③用于工具钢、轴承钢、渗碳钢等,可以消降或抑制网状碳化物的形成,从而得到球化退火所需的良好组织。
④用于铸钢件,可以细化铸态组织,改善切削加工性能。
⑤用于大型锻件,可作为最后热处理,从而避免淬火时较大的开裂倾向。
⑥用于球墨铸铁,使硬度、强度、耐磨性得到提高,如用于制造汽车、拖拉机、柴油机的曲轴、连杆等重要零件。
⑦过共析钢球化退火前进行一次正火,可消除网状二次渗碳体,以保证球化退火时渗碳体全部球粒化。
正火后的组织:亚共析钢为F+S,共析钢为S,过共析钢为S+二次渗碳体,且为不连续。
正火主要用于钢铁工件。
一般钢铁正火与退火相似,但冷却速度稍大,组织较细。
有些临界冷却速度(见淬火)很小的钢,在空气中冷却就可以使奥氏体转变为马氏体,这种处理不属于正火性质,而称为空冷淬火。
与此相反,一些用临界冷却速度较大的钢制作的大截面工件,即使在水中淬火也不能得到马氏体,淬火的效果接近正火。
钢正火后的硬度比退火高。
正火时不必像退火那样使工件随炉冷却,占用炉子时间短,生产效率高,所以在生产中一般尽可能用正火代替退火。
正火、退火、淬火、回火的区别联系与热处理基础知识

正火、退火、淬火、回火退火与回火的区别在于:(简单地说,退火就是不要硬度,回火还保留一定硬度)。
退火、正火、淬火、回火对比和区别1、退火、正火、淬火、回火是整体热处理中的四种基本工艺,称为“四把火”,其中的淬火与回火关系密切,常常配合使用,缺一不可。
整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。
2、退火:是将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却,目的是使金属内部组织达到或接近平衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。
3、正火;是将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为最终热处理。
4、淬火;是将工件加热保温后,在水、油或其它无机盐、有机水溶液等淬冷介质中快速冷却。
淬火后钢件变硬,但同时变脆。
为了降低钢件的脆性,将淬火后的钢件在高于室温而低于710℃的某一适当温度进行长时间的保温,再进行冷却,这种工艺称为回火。
了解退火、淬火、回火的差异和作用: 1.退火概念:所谓退火,就是将金属或合金加热到适当温度,保温一定时间,然后随炉缓慢冷却的热处理工艺,其实质是将钢加热奥氏体化后进行珠光体转变。
退火目的和作用:(1)降低钢的硬度,提高塑性,以利于切削加工及冷变形加工;(2)细化晶粒,消除因锻、焊等引起的组织缺陷,均匀钢的组织成分,改善钢的性能或为以后的热处理作准备;(3)消除钢中的内应力,以防止变形或开裂。
2.淬火概念:淬火就是将钢加热到Ac3或Ac1点以上某一温度,保持一定时间,然后以适当速度冷却获得马氏体和(或)贝氏体组织的热处理工艺。
淬火目的和作用:淬火的目的是使过冷奥氏体进行马氏体(或贝氏体)转变,得到马氏体(或贝氏体)组织,然后配合以不同温度的回火,获得所需的力学性能。
(注: 淬火态工件不允许直接投入现场使用,通常在此之后必须实时进行1~2 次或以上之回火加工,以调整其组织及应力等。
“退火--正火--淬火--回火--调质”区别

钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。
退火→将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却(冷却速度最慢),目的是使金属内部组织达到或接近平衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。
正火→将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为最终热处理。
淬火→将工件加热保温后,在水、油或其它无机盐、有机水溶液等淬冷介质中快速冷却。
淬火后钢件变硬,但同时变脆。
GB/T699-1999标准规定的45钢推荐热处理制度为850℃正火、840℃淬火、600℃回火为了降低钢件的脆性,将淬火后的钢件在高于室温而低于710℃的某一适当温度进行长时间的保温,再进行冷却,这种工艺称为回火。
按回火温度的不同,可将回火分为低温回火、中温回火、高温回火。
根据工件性能要求的不同,按其回火温度的不同,可将回火分为以下几种:(一)低温回火(150-250度)低温回火所得组织为回火马氏体。
其目的是在保持淬火钢的高硬度和高耐磨性的前提下,降低其淬火内应力和脆性,以免使用时崩裂或过早损坏。
它主要用于各种高碳的切削刃具,量具,冷冲模具,滚动轴承以及渗碳件等,回火后硬度一般为HRC58-64。
(二)中温回火(250-500度)中温回火所得组织为回火屈氏体。
其目的是获得高的屈服强度,弹性极限和较高的韧性。
因此,它主要用于各种弹簧和热作模具的处理,回火后硬度一般为HRC35-50。
(三)高温回火(500-650度)高温回火所得组织为回火索氏体。
习惯上将淬火加高温回火相结合的热处理称为调质处理,其目的是获得强度,硬度和塑性,韧性都较好的综合机械性能。
因此,广泛用于汽车,拖拉机,机床等的重要结构零件,如连杆,螺栓,齿轮及轴类。
回火后硬度一般为HB200-330。
退火、正火、淬火、回火是整体热处理中的“四把火”,其中的淬火与回火关系密切,常常配合使用,缺一不可。
钢的热处理种类

钢的热处理种类钢的热处理种类分为整体热处理和表面热处理两大类。
常用的整体热处理有退火,正火、淬火和回火;表面热处理可分为表面淬火与化学热处理两类。
1.退火退火就是将金属或合金的工件加热到适当温度(高于或低于临界温度,临界温度即使材料发生组织转变的温度),保持一定的时间,然后缓慢冷却(即随炉冷却或者埋入导热性较差的介质中)的热处理工艺。
退火工艺的特点是保温时间长,冷却缓慢,可获得平衡状态的组织。
钢退火的主要目的是为了细化组织,提高性能,降低硬度,以便于切削加工;消除内应力;提高韧性,稳定尺寸。
使钢的组织与成分均匀化;也可为以后的热处理工艺作组织准备,根据退火的目的不同,退火有完全退火、球化退火、消除应力退火等几种。
退火常在零件制造过程中对铸件、锻件、焊件接进行,以便于以后的切削加工或为淬火作组织准备。
2.正火将钢件加热到临界温度以上30-50℃,保温适当时间后,在静止的空气中冷却的热处理工艺称为正火。
正火的主要目的是细化组织,改善钢的性能,获得接近平衡状态的组织。
正火与退火工艺相比,其主要区别是正火的冷却速度稍快,所以正火热处理的生产周期短。
故退火与正火同样能达到零件性能要求时,尽可能选用正火。
大部分中、低碳钢的坯料一般都采用正火热处理。
一般合金钢坯料常采用退火,若用正火,由于冷却速度较快,使其正火后硬度较高,不利于切削加工。
3.淬火将钢件加热到临界点以上某一温度(45号钢淬火温度为840-860℃,碳素工具钢的淬火温度为760~780℃),保持一定的时间,然后以适当速度冷却以获得马氏体或贝氏体组织的热处理工艺称为淬火。
淬火与退火、正火处理在工艺上的主要区别是冷却速度快,目的是为了获得马氏体组织。
也就是说要获得马氏体组织,钢的冷却速度必须大于钢的临界速度。
所谓临界速度就是获得马氏体组织的最小冷却速度。
钢的种类不同,临界冷却速度不同,一般碳钢的临界冷却速度要比合金钢大。
所以碳钢加热后要在水中冷却,而合金钢在油中冷却。
常见金属热处理参考

、常见热处理方法8407 HB185DAC HB1854Cr5MoSHB185 iV1VIKING HB225NAK80 HRC37~43P20 HRC29~35 良好。
520〜560。
回火二次硬度•热处为HRC50〜58,回火程度佳。
兼具理易加高韧性、高硬度及高的耐磨性。
工预硬塑胶模具钢塑胶模具钢预硬塑胶模FDAC HRC40〜44具钢S-136H HRC30〜36高精度镜面抛光、抗腐蚀能力极佳、热处理变形少。
STAVAX HB2001020~1050RAMAX HRC30〜36易加工不锈钢、良好抗腐蚀性、高强度。
的韧性,耐热疲劳性、抗热龟裂透性好,性佳。
随回火温度升高韧性更淬火模高、耐热疲劳性、抗热龟裂性更式为空佳。
淬或油淬。
变寸约为0.03〜0.08 %。
预加硬,不须淬火。
500~520 ℃回二次硬度为HRC50〜53,回火程度佳。
具有优良的抛光性及高的耐腐蚀性。
•热处理易加工PE、EP塑胶模。
厚钢板剪冲模、耐冲击冷锻模、温锻模、工程塑胶模具。
电蚀及抛光性模具。
长期生产高质塑胶模具。
适用于热作、锌、铝、镁、铝合金压铸模及塑胶模具并具有加工后不需淬火之特点。
预加硬,不须淬火。
(1)抛光度高之模具,适合PA、POM、PS、PE、PP、ABS 塑料。
(2)防酸性高之模胚、与STAVAX配合成整组不锈钢模,可保证冷却不受侵蚀,适合PVC、PP、EP、PC、 PMMA、塑料、食品工业、机械构件。
三、加工铜及铜合金的热处理材料 牌号再婚品返火不完全再结晶退火在应力退火 密度 C 时间 mE榜即方式温度■c 时风!冷却 h方式福度时间 11簿却 方式TI T2T3TU1 TU2500 650204-1 ~3/rnrn 水挣 空冷 或沪 碎3604201f1■空冷 或炉 玲1KQ26017空降 或炉谱.ThGr材料牌号普通再转晶退火去威力退火祖度 r保温时间蛰却 方式祖度C 保温时 1间 mih冷却方式H96 520—600180〜加Q ,H90 6sg 两 H85 S5O-72O 1^0—200Hg 。
常用的钢材热处理方法
常用的钢材热处理方法一.淬火将钢件加热到临界温度以上40~60℃,保温一定时间,急剧冷却的热处理方法,称为淬火。
常用急剧冷却的介质有油、水和盐水溶液。
淬火的加温温度、冷却介质的热处理规范,见表<常用钢的热处理规范>.淬火的目的是:使钢件获得高的硬度和耐磨性,通过淬火钢件的硬度一般可达HRC60~65,但淬火后钢件内部产生了内应力,使钢件变脆,因此,要经过回火处理加以消除。
钢件的淬火处理,在[wiki]机械[/wiki]制造过程中应用比较普遍,它常用的方法有:1.单液淬火:将钢件加热到淬火温度,经保温一定时间后,在一种冷却液中冷却,这种热处理方法,称为单液淬火。
它适用于形状简单、技术要求不高的碳钢或合金钢,工件直径或厚度大于5~8mm的碳素钢,选用盐水或水中冷却;合金钢选用油冷却。
在单液淬火中,水冷容易发生变形和裂纹;油冷容易产生硬度不够或不均的现象。
2.双液淬火:将钢件加热到淬火温度,经保温后,先在水中快速冷却至300~400℃,在移入油中冷却,这种处理方法,称为双液淬火。
形状复杂的钢件,常采用此方法。
它既能保证钢件的硬度,又能防止变形和裂纹。
缺点是操作难度大,不易掌握。
3.火焰表面淬火:用乙炔和氧气混合燃烧的火焰喷射到工件表面,并使其加热到淬火温度,然后立即用水向工件表面喷射,这种处理方法,称为火焰表面淬火。
它适用于单件生产、要求表面或局部表面硬度高和耐磨的钢件,缺点是操作难度大。
4.表面感应淬火:将钢件放人感应器内,在中频或高频交流电的作用下产生交变磁场,钢件在磁场作用下产生了同频率的感应电流,使钢件表面迅速加热(2-10s)至淬火温度,立即把水喷射到钢件表面。
这种热处理方法,称为表面感应淬火。
经表面感应淬火的零件,表面硬而耐磨,而内部有较好的强度和韧性。
这种方法适用于中碳钢和中等含碳量的合金钢件。
表面感应淬火根据所采用的电流频率的不同,可分为高频、中频和工频淬火三种。
高频淬火电流频率为100~150kHz,淬硬层深1~3mm,它适用于齿轮、花键轴、活塞和其它小型零件的淬火;中频淬火电流频率为500~10000Hz,淬硬层深3—10mm,它适用于曲轴、钢轨、机床导轨、直径较大的轴类和齿轮等;工频淬火电流频率为50Hz,淬硬层一般大于10mm,适用于直径在300mm以上的大型零件的淬火,如冷轧辊等。
钢的最终热处理

钢的最终热处理
钢的最终热处理是指在所有热处理工艺完成后对钢材进行的最后一道热处理工艺。
它的目的是进一步改善钢材的力学性能和组织结构,以满足特定的使用要求。
最终热处理的具体方法包括淬火和回火。
淬火是将加热至适宜温度的钢材迅速冷却至室温或低温的过程,使钢材的组织转变为马氏体,从而增加材料的硬度和强度。
回火是将已淬火的钢材再次加热至适宜温度并保温一段时间后冷却的过程,通过调整回火温度和时间,可以降低钢材的硬度和强度,提高其韧性和塑性,以避免因过度硬化而引起的脆性断裂。
最终热处理的工艺参数如淬火温度、淬火介质、回火温度和时间等需要根据具体的钢材成分和使用要求来确定。
合理的最终热处理可以提高钢材的使用寿命和性能稳定性,保证其在特定工作环境下的安全可靠性。