基于GT400陶瓷快速成型机数控系统的研究与开发
基于数控技术的陶瓷坯体雕刻加工技术研究-
陶瓷雕刻是我国传统的陶瓷艺术种类之一。
其坯体的雕刻方法依据工艺的差异可分为圆雕、捏雕、浮雕、镂雕与半刀泥五大类,以期通过艺术形式的外在表现,充分展现艺术之美与自然之美。
但实际生产中,传统手工雕刻过于依赖个人技术,且工作环境较为恶劣又耗时费工,难以形成量产[1]。
因此,基于数控技术智能化的发展步伐,通过将数控技术引入到陶瓷坯体雕刻加工过程中,可充分发挥陶瓷坯体各项数控雕刻生产加工技术优势。
技术人员通过在计算机中输入要雕刻的图案,利用精确的人工智能绘笔进行逐一勾勒,既避免了人工勾勒出错的概率,又大大加快了烧制瓷器的产量,做到了陶瓷坯体加工效率与综合质量的全面提升。
并且,通过利用现代化技术优势,也可实现陶瓷产业与科技领域的充分融合,以生产出具备较高创新性的陶瓷产品,为复兴我国传统文化工艺赋予了较高的商业价值。
陶瓷坯体是由粘土、长石、石英混合干燥后形成的一种脆性材料,原料配比为6:2.5:1.5。
其中,粘土是陶瓷坯体成型的主要结合剂,负责将长石和石英石一系列的瘠性物料充分结合。
长石是陶瓷坯体成型的溶剂成分,可切实降低陶瓷坯体在烧制过程中的烧结温度,避免坯体破裂。
石英同样具有较高的熔点,可在陶瓷坯体成型过程中起到骨架的支撑作用,避免烧结过程中坯体产生膨胀或收缩,以此增强坯体的耐磨性与稳定性。
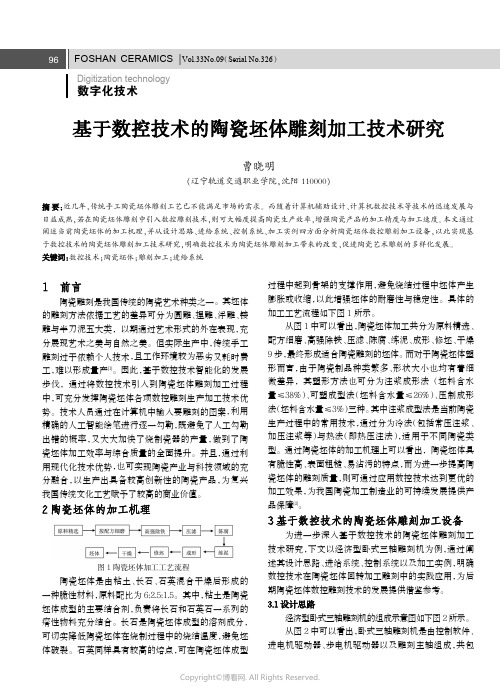
具体的加工工艺流程如下图1所示。
从图1中可以看出,陶瓷坯体加工共分为原料精选、配方细磨、高强除铁、压滤、陈腐、练泥、成形、修坯、干燥9步,最终形成适合陶瓷雕刻的坯体。
而对于陶瓷坯体塑形而言,由于陶瓷制品种类繁多、形状大小也均有着细微差异,其塑形方法也可分为注浆成形法(坯料含水量≤38%)、可塑成型法(坯料含水量≤26%)、压制成形法(坯料含水量≤3%)三种。
其中注浆成型法是当前陶瓷生产过程中的常用技术,通过分为冷法(包括常压注浆、加压注浆等)与热法(即热压注法),适用于不同陶瓷类型。
通过陶瓷坯体的加工机理上可以看出,陶瓷坯体具有脆性高、表面粗糙、易沾污的特点,而为进一步提高陶瓷坯体的雕刻质量,则可通过应用数控技术达到更优的加工效果,为我国陶瓷加工制造业的可持续发展提供产品保障[2]。
开放式陶瓷快速成型机数控系统开发

开放式陶瓷快速成型机数控系统开发
陈婵娟;袁斌
【期刊名称】《轻工机械》
【年(卷),期】2009(027)005
【摘要】阐述了具有双GT400运动控制器的陶瓷快速成型机数控系统的开发.借助GT系列运动控制器自带的DLL动态链接库,对数控系统的运动控制进行了研究,通过运动控制器提供的插补运动功能实现数控雕刻功能,利用Visual C++ 6.0开发工具和MFC类库实现加工过程的动态模拟.该控制系统能够很好地满足系统开放性和可靠性的要求.
【总页数】3页(P93-95)
【作者】陈婵娟;袁斌
【作者单位】陕西科技大学,机电工程学院,陕西,西安,710021;陕西科技大学,机电工程学院,陕西,西安,710021
【正文语种】中文
【中图分类】TP27
【相关文献】
1.基于开放式数控平台的外圆磨床数控系统开发 [J], 胡东红;王平江;舒创;胡东红;
2.基于GT400陶瓷快速成型机数控系统的研究与开发 [J], 陈婵娟;袁斌
3.陶瓷零件快速成型机数控系统开发 [J], 陈参;郭贵中;娄琳
4.基于MCT运动控制器的开放式快速成型机数控系统研究与开发 [J], 魏大忠;吴
任东;徐健;张人佶
5.陶瓷快速成型机数控系统软PLC模块的实现 [J], 高帅; 陈婵娟; 张强
因版权原因,仅展示原文概要,查看原文内容请购买。
陶瓷零件快速成形机研制及产品加工

由于 无需 模 具 , 需 机 械加 工 , 随 时 调整 设 计 , 无 可
=3 0 0 k 0 g
快 速成 形 ( P 技 术在 以下方 面有 着广 阔的应用 前景 , R) 精 度和定 位 精度都 符 合设 计 要 求 ; 该 数 控 回转 工 作 对 台进行 重切试 验 和精 切 试验 , 结果 表 明该 数 控 回转 工 作 台工作 精度 满 足设 计 要 求 。此 外 , 数 控 回转 工 作 该
Dia 『设计与研究 end洲 C sn g R h
陶 瓷 零 件 快 速 成 形机 研 制及 产 品加 工
高东强 张 菲
( 西科技 大 学机 电工程 学院 , 西 西 安 7 02 ) 陕 陕 10 1 摘 要: 详细 介绍 了经 济型 陶瓷 零件快 速成 形机 的 组成 、 工作原 理及 主要 结构 , 并将 该设 计制造 成 实体样 机 。
利用 P o E三维实体造型软件和分层技术对“ 字建模并进行分层处理等 , r/ D” 将处理的数据输入控 制设 备 , 将 实体样 机与 啄木 鸟 DX 0 7型雕 刻机 相结 合 , 后加 工 制造陶瓷 零件 “ 。 并 31 最 D”
关 键 词 : 速成 形机 快 机 械设 计 产 品分析 陶瓷零 件
6 . x O k m > 载 1 。因此 , 选 电动机 满足 设 6 5 l ~ g・ /
[ ] 机床设计手册》 1《 编写组 . 机床设 计手册 [ . 京 : M] 北 机械 工业 出版
[] 2 张利平. 液压传动系统及设计 [ . M]北京 : 化学工业 出版社 , 0 . 2 5 0
中图 分类 号 : G 6 T 6
文献标 识 码 : B
Th t d ft e c r mi a t a i r t tpn c ie a d p o u t rc s ig e s u y o h e a c p r r pd p oo y ig ma hn n r d cs p o e sn s
陶瓷零件快速成型机铺料机构控制系统的研究

文献标识码 : A 文 章 编 号 : 0 6 7 4 2 0 ) 30 2 — 4 1 0 —5 X( 0 8 0 — 2 90
S u y o o t o y tm fp v n t c c a im fn w-y e m a h n n o l t d f c n r ls se o a i g so k me h n s o e t p c i i g t o a o t r pi o o y ng m a f c u e f r c r m i r s b u a d pr t t pi nu a t r o e a c pa t
维普资讯
第 1 第 3期 5卷 20 0 8年 6月
Hale Waihona Puke 工 n lo gnern学 sg 报 J u 程 f设 i计 ig Dein ora En e
V l 5 O3 o 1 N . _
J n 2 0 u. 08
DOI 1 . 7 5 j is . 1 0 — 5 X. 0 8 0 . 1 : 0 3 8 /.s n 0 6 7 4 2 0 . 3 0 6
Ab t a t A d a i h e e r h o a d p o ot pi g m a h ni g t o o e a i r s h s g e t sr c : v ncng t e r s a c n r pi r t y n c i n o lf r c r m cpa t a r a sgn fc nc n s r e i hem a uf c u epe i e a i a t n nha cng e e prs s pr i iia e o ho t n ng t n a t r rod ofc r m cp r s a d e n i nt r ie ’ o— d to fi inc uc i n e fce y. T he d v l pi g st ton o a i o o y n a hi n o lf r c r m i a t e e o n iua i fr p d pr t t pi g m c ni g t o o e a c p r s
陶瓷零件快速成型机数控系统开发
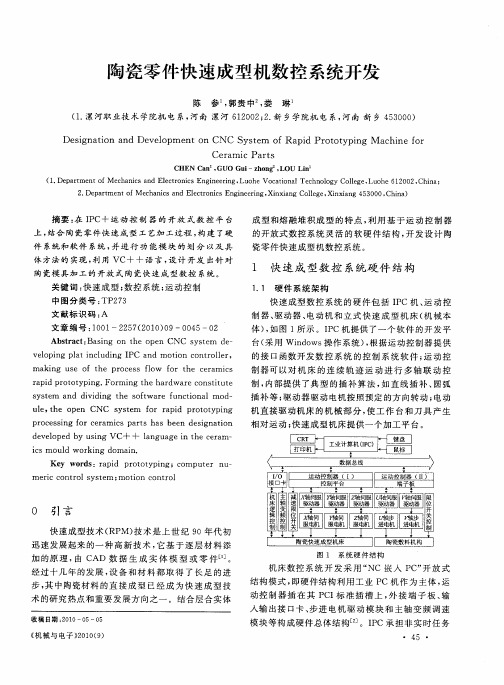
制 器可 以对 机 床 的连 续 轨 迹 运 动进 行 多 轴 联 动 控 制, 内部 提供 了典 型 的插 补 算 法 , 直线 插 补 、 如 圆弧
摘 要 : I C+运 动控 制 器的 开放 式数 控 平 台 在 P
上 , 合 陶 瓷 零 件 快 速 成 型 工 艺 加 工 过 程 , 建 了硬 结 构 件 系 统 和 软 件 系统 , 进 行 功 能 模 块 的 划 分 以 及 具 并
体 方 法 的 实现 , 用 VC+ + 语 言 , 计 开 发 出针 对 利 设 陶 瓷 模 具 加 工 的 开 放 式 陶 瓷 快 速 成 型 数 控 系统 。
Ke wo d y r s:r pi pr t t p ng;c m p e n a d ooy i o ut r u— m e i o r ls s e ; o i o r l rc c nt o y t m m ton c nt o
机直 接驱 动机床 的机 械部 分 , 工 作 台 和 刀具 产 生 使 相对 运动 ; 快速 成 型机床提 供一个 加工 平 台 。
成 型和熔 融堆 积成 型 的特 点 , 利用 基 于 运 动 控制 器 的开放式 数控 系统 灵 活 的 软硬 件 结 构 , 开发 设 计 陶 瓷零 件快 速成 型机 数控 系统 。
1 快 速 成 型 数 控 系 统 硬 件 结 构
1 1 硬 件 系统 架 构 .
关键 词 : 速成 型 ; 快 数控 系统 ; 运动 控制
i _工计机 L = + 业算n — J 产
<
陶瓷零件快速成型机及控制系统研究的开题报告
陶瓷零件快速成型机及控制系统研究的开题报告一、研究背景陶瓷零件广泛应用于电子、航空、医疗等领域中,而陶瓷材料的物理性质、化学性质等特点决定了它的加工难度相对较大,因此快速成型技术的应用呼之欲出。
目前,陶瓷快速成型技术的研究还处于起步阶段,传统的成型方式多采用陶瓷粉末冷、热压成型等工艺,而快速成型技术可以高效、精确地制造成各种形状复杂的陶瓷零件,相关技术的研发对推动我国陶瓷行业的发展起到了积极的作用。
二、研究目的本次开题报告的研究目的是设计开发一种陶瓷快速成型机及其控制系统,实现陶瓷零件的快速、高效制造,提高陶瓷行业的生产效率和制品质量。
三、研究内容(一)陶瓷快速成型机的设计及制造本研究旨在设计一种基于光固化技术的陶瓷快速成型机,该成型机应具备以下特点:1. 高温耐久:能够承受超过1000度的高温,对陶瓷的成型和烧制有较好的适应性。
2. 高精度:零部件精度能够达到0.1毫米以下。
3. 高速成型:能够在数小时内完成数十个陶瓷零件的成型。
(二)陶瓷快速成型机的控制系统设计及优化本研究旨在设计一套陶瓷快速成型机的控制系统,包括传感器、控制器、执行机构等,并优化系统的性能,使其具备以下特点:1. 确保零部件精度和稳定性。
2. 提高设备生产效率和自动化程度。
3. 实现多种陶瓷材料的可适配性。
四、研究意义该研究成果将具备以下意义:1. 实现对陶瓷零件的高效、精确制造,提高陶瓷行业的生产效率。
2. 推动陶瓷快速成型技术的发展,丰富制造业技术手段。
3. 技术应用广泛,包括航空、医疗、电子等各个领域,有着重要的社会和经济效益。
五、研究方法(一)陶瓷快速成型机的设计及制造1. 研究与优选多种陶瓷材料的物理性质、化学性质。
2. 对光固化技术进行改进,使其更适用于制造陶瓷零件。
3. 设计成型机的结构和参数,利用CAD软件进行三维建模和仿真分析。
4. 制造快速成型机的零部件,并开展调试和测试。
(二)陶瓷快速成型机的控制系统设计及优化1. 研究不同陶瓷材料的物理特性和化学特性,并通过实验、测试等方式建立相应的数据模型。
GT系列激光振镜运动控制器(GT-400-SCAN)
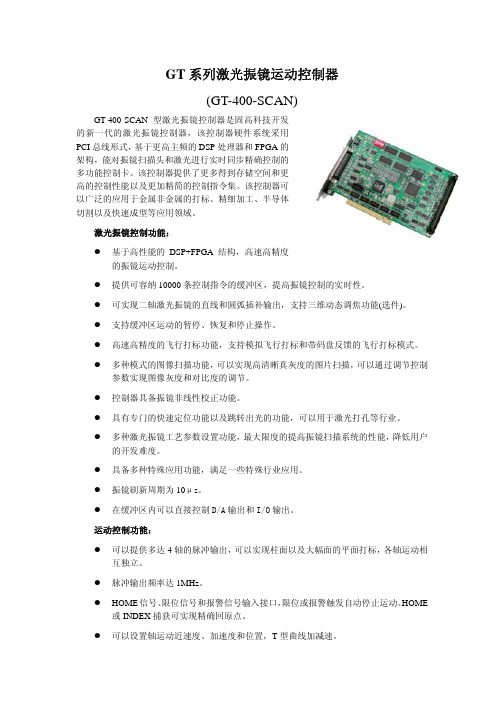
GT系列激光振镜运动控制器(GT-400-SCAN)GT-400-SCAN型激光振镜控制器是固高科技开发的新一代的激光振镜控制器,该控制器硬件系统采用PCI总线形式,基于更高主频的DSP处理器和FPGA的架构,能对振镜扫描头和激光进行实时同步精确控制的多功能控制卡。
该控制器提供了更多得到存储空间和更高的控制性能以及更加精简的控制指令集。
该控制器可以广泛的应用于金属非金属的打标、精细加工、半导体切割以及快速成型等应用领域。
激光振镜控制功能:基于高性能的DSP+FPGA结构,高速高精度的振镜运动控制。
提供可容纳10000条控制指令的缓冲区,提高振镜控制的实时性。
可实现二轴激光振镜的直线和圆弧插补输出,支持三维动态调焦功能(选件)。
支持缓冲区运动的暂停、恢复和停止操作。
高速高精度的飞行打标功能,支持模拟飞行打标和带码盘反馈的飞行打标模式。
多种模式的图像扫描功能,可以实现高清晰真灰度的图片扫描,可以通过调节控制参数实现图像灰度和对比度的调节。
控制器具备振镜非线性校正功能。
具有专门的快速定位功能以及跳转出光的功能,可以用于激光打孔等行业。
多种激光振镜工艺参数设置功能,最大限度的提高振镜扫描系统的性能,降低用户的开发难度。
具备多种特殊应用功能,满足一些特殊行业应用。
振镜刷新周期为10μs。
在缓冲区内可以直接控制D/A输出和I/O输出。
运动控制功能:可以提供多达4轴的脉冲输出,可以实现柱面以及大幅面的平面打标,各轴运动相互独立。
脉冲输出频率达1MHz。
HOME信号、限位信号和报警信号输入接口,限位或报警触发自动停止运动。
HOME 或INDEX捕获可实现精确回原点。
可以设置轴运动近速度、加速度和位置,T型曲线加减速。
激光控制功能:可以设置激光开关延时,单位为1us ,且延时时间可以为负值,即可以提前开光。
PWM输出的时基可选,分别为1MHz和8MHz。
可直接设置PWM输出的频率和占空比,用于控制CO2激光器输出的能量大小或控制Q驱动器的Q脉冲,最高频率可达8MHz。
新型陶瓷零件快速成型机控制系统设计
新型陶瓷零件快速成型机控制系统设计
马金锋;高东强;王伟;陈超群;杨飞
【期刊名称】《制造技术与机床》
【年(卷),期】2014(000)004
【摘要】以基于陶瓷零件的层和速凝技术为理论依据,结合陶瓷零件快速成型的工艺流程,将快速成型机分为三部分,主要完成了铺料系统机械结构的设计;对快速成型机顺序运动流程进行了分析,结合对控制系统的要求,完成了硬件电路的设计;使用STEP7-Micro/WIN32软件进行编程和仿真,并通过硬件电路的现场接线和试验运行,验证控制系统的实际运行效果,结果表明:使用S7-200可编程控制器实现了铺料系统的顺序运动,并与数控系统相配合,达到自动控制的要求,提高了效率,降低了生产成本,达到了经济实用的目的.
【总页数】4页(P39-42)
【作者】马金锋;高东强;王伟;陈超群;杨飞
【作者单位】陕西科技大学机电工程学院西安710021;陕西科技大学机电工程学院西安710021;陕西科技大学机电工程学院西安710021;陕西科技大学机电工程学院西安710021;陕西科技大学机电工程学院西安710021
【正文语种】中文
【中图分类】TH16;TP202
【相关文献】
1.新型陶瓷零件快速成型机设计 [J], 何廷亮;马金锋;孙传林;周改梅;高东强
2.陶瓷零件快速成型机铺料机构控制系统的研究 [J], 高东强;田振亚;郝大建;姚素芬
3.新型陶瓷零件快速成型机铺料机构的研究 [J], 王伟;高东强
4.新型陶瓷零件快速成型机的设计与分析 [J], 孙倩;高东强;王伟;马金峰
5.陶瓷零件快速成型机铺料机构的PLC控制 [J], 高东强;田振亚;都大建;姚素芬因版权原因,仅展示原文概要,查看原文内容请购买。
瓷砖模具CAD及数控自动编程系统
瓷砖模具CAD及数控自动编程系统
张俊
【期刊名称】《模具工业》
【年(卷),期】1995()6
【摘要】通过建立不同压机、不同瓷砖规格的数据库,开发瓷砖模具的计算机辅助设系统,可进行模具结构的参数化设计及自动绘图,实现数控程序的自动编制。
【总页数】3页(P37-39)
【关键词】瓷砖;模具;CAD;数字控制;程序编制
【作者】张俊
【作者单位】湖北襄樊鸿发模具有限公司
【正文语种】中文
【中图分类】TQ174.764;TQ174.62
【相关文献】
1.Auto CAD二维图形数控自动编程系统的设计 [J], 张振宇;刘彦国
2.基于Auto CAD平台的数控铣床自动编程系统的开发 [J], 梁补女;张振宇;刘彦国
3.基于CAD/CAM的钣金优化排料和数控切割自动编程系统及其应用 [J], 刘光军;诸葛丽蓉
4.集成于CAD系统的数控线切割自动编程系统 [J], 孙正兴;丁秋林
5.模具类零件CAD/CAM/NC集成系统中自动编程系统研究 [J], 张坤华;王琨琦;樊泽明
因版权原因,仅展示原文概要,查看原文内容请购买。
陶瓷快速成型机数控系统软PLC模块的实现

关键词 :快速成型 ;软PL O;虚拟存储 区 ;指令函数
中图分类号 :T 1 6 H 6 文献标识码 :A 文章编号 :1 0—0 3 ( 0 o 1 ( 一0 9—0 9 1 4 2 1 ) 1 下) 0 8 3 0
D i1 .9 9 Jis .0 9 1 4 2 1 .1下 )3 o: 3 6/ . n 1 0-0 3 .O 1 ( .5 0 s 0
且 石 蜡 料 斗 和 陶 瓷 料 斗 不 能 同 时 开 合 。在 刻 刀 回 位 后 ,水 平 电 机 再 重 新 工 作 ,并 且 要 匀 速 带 动 料 斗 平 稳 运 行 , 保 证 铺 料 均 匀 。 当 以 自 动
21 开发 系统 的设计 . 开发系统 的编辑模块用来实现P C L 程序 的录入 ,
相 结合 的技 术 ,将 去 除 材料 的雕 刻 机 改 造成 为 添
加材 料 的快 速 成型机 …。针对新 工艺 的控 制要 求 ,
在构建开 放式 陶瓷快速 成型机数 控 系统 的过程 中 ,
开发性 能优越 的软P C 能模 块显 得尤为 必要 。笔 L功
者分析 了新型 陶瓷快速 成型机 的工作原理 和控制 要
【8 第3 卷 9】 2
第1 期 1
21— 1下 ) 00 1(
、 1
211编辑模块 的开发 : .. 本 系统 以梯 形 图和 指令 表作 为编 程语 言H。由 于 系统 的 开 放性 ,可 以方便 地 将 I C6 3 -标 准 E 1 13 1
匐 化
编 译 程 序 是 一 个 高 度 复 杂 的 程 序 , 尤其 是词 法 分 析 和 语 法 分析 部 分任 务 繁 杂 ,这 里 采用 可 以 在 Wid ws 作 系统 下 运行 的B s n lx no 操 io 和F e 软件 的
一种新的陶瓷零件快速成型装置的设计

: 。 …。 … ‘ … … ‘ … 。 …?
j ・ …. … - … . … . … . … ● ・万莉 王 秀峰
种新 的陶瓷零件快速成型 装置的设计 木
江红涛 于成龙 单联娟 ( 陕西科技大学 材料科学与工程学院 。 西安 70 2 ) 10 1
(c o l f tr l S in ea dE g er g S a n i nv r t in e n eh o g , ia 0 C ia S h o o ei s c c n n i ei , h a x U ies y f ce c dT c n l y X ’n7 2 , hn ) Ma a e n n i oS a o 1 1 0
ds nd I osi tnadoeai a pic l h enit dcd h o gr inh en ei e. t cntui n p r o l r i e a be nr ue.Tecn ua o a be g s t o t n np s o i f t s iu iae eald . tews, nepaai ri h at ii adm i cncl e r l mn ddt el Ohri a xl tn o tcac esc n ant h i 咖 m∞ e l t i y e n of s r rt e ap
Ke r s Ce a i a  ̄;Ra i r t t p n a u a t r n ; v c ; sg y wo d : r m c p r p d p o o y i g m n f c u i g De ie De i n
数字成型技术在陶瓷文创产品快速开发中的应用研究
在计算机技术快速更迭和高速发展的信息时代,数字成型技术作为新兴制造技术也已在经历数十年的技术沉淀后达到了一个较为成熟的阶段。
目前在陶瓷产业中,从数字模型获得形式来看分为正向与逆向两种主要形式:正向获得的形式以开发者使用三维模型绘制软件根据设计需求建模为主,常用软件有Rhino、3ds max、Alias、Cinema 4d 等。
逆向获得的形式以使用三维扫描设备进行高精度模型三维数据采集与处理为主,常用的点云处理软件有Geomagic、Studio 、CATIA Imageware、Proe 等。
数字成型主流的形式有减材与增材两种:减材成型方式是一种通过减少制造材料的工艺从而达到成型设计要求的技术,通常以CNC 数控雕刻、激光烧蚀为手段的加工形式。
增材成型(3D 打印)则是通过耗材的逐层堆积而达到成型的目的,目前流行的技术有FDM、SLA 等,运用于陶瓷产业中的3D 打印技术主要有光固化成型(简称SLA)、熔融沉积成型(简称FDM )和选择性激光烧结(简称SLS)。
[1]光固化、熔融沉积成型方式可利用光敏树脂、PLA、ABS 等多种材料进行模种的制作属于间接成型,其特点是技术成熟、设备及耗材成本较低、维护简便。
选择性激光烧结、激光诱导注浆成型(简称LIS)可使用陶瓷粉末、水基陶瓷浆料对陶瓷造型直接打印,但由于设备及使用、维护成本较高、生产效率低等因素影响,在普通陶瓷生产中并无广泛应用。
传统陶瓷文创产品的开发流程中在设计效果图表现、模型打样制作、模种制作阶段,往往需要设计师与模型技师的相互协作通过手工的形式完成,在沟通过程中设计师要绘制产品效果图、三视图、结构图等大量图纸以达到精确向模型技师表达产品造型特点。
由于传统的手绘效果图费时费工,绘制速度慢,学习掌握的难度大,已很难适应当今设计市场的要求。
[2]同时模型技师也需要完全领会设计意图,再以手工的形式完成展示模型及生产模种的制作,这大大的延长了新产品的开发周期,增加了开发成本。
陶瓷机械装备数字化设计与制造技术的应用研究
将产品设计过程 中需要用到的各类知识 、资源和工具融 数字化 ( it ) Dga 是指信息 ( i1 计算机 ) 域的数字 ( 领 二进制 ) 入 基于知 识 的设 计 ( c J) 或 A) 系统之 中 , 支持产 品的 设计过 技术向人类生活 各个领域全面推进 的过程 , 是基于产品描述 程 , 是实现产品创新开发 的重要工具 。 设计知识包括产 品设计 的数字化平台 , 建立基于计算机的数字化产品模型 , 并在产品 原理 、 设计经验 、 既有设计示例和 设计手册 , 设计标准 , 设计 开发全程采用 , 达到减少或避免使用实物的一种产 品开发技 规范 等 , 设计资源包括材料 、 标准 件 、 既有零 部件 和工 艺装备 术 。这种设计全面模拟产品的设计 、 分析、 装配 、 等过程 。 制造 数字化设计与制造技术的应 用可 以大大提高机械产品开发能 力, 缩短产品研制周期 , 降低开发成本 , 实现最佳设计 目标和 企业间的协作,使企业能在最短 时间 内组织全球范围的设计 制造资源共 同开发出新产品, 大大提高企业的竞争能力 。 数字 化设计与制造技术集成了现代设计制造过程 中的多项先进技 术, 包括三维建模 、 配分析 、 装 优化设 计、 系统 集成 、 品信息 产
1 所示 。
一
次重要产业升级 。我国数字化设计制造关键技术 的应用在
陶 瓷机械产品开发 、 中尚处于初级阶段 , 生产 作为高校和科研 单位 , 为推进我国在 陶瓷机械装备水平发展 , 短与发达国家 缩 的差距 , 并最终实现陶瓷工业现 代化 在这一领域承担着义不
容辞的责任 。
参 考 文 献
图 2 示为其 中比较重要的挤泥螺旋 部分的实现界面 , 所
采用三个属性页构建出一个对话框来实现 不连续螺旋绞刀 、 连续螺旋绞刀和螺旋推进器将 不同参数的输入获得的设计效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( o ee f c a i l Ee t n n ier g h a x U i r t o S i c & T c n l yX ’n7 0 2 , hn ) C l g Meh nc & lc o iE g ei an i nv s y f ce e l o a r c n nS e i n eh oo , i 10 1C ia g a
● 00 ◆ GC ◆ 一0 ◆
( ◆ 0 ● ))◆ ( 、 =0 ◆ 00 ● OC ● 0 0 ● 0 0◆ 00 ◆ 0O ◆ 0 0 ● ( :◆ |
中图分 类号 : H1 ,P 7 文献标识 码 : T 6T 2 A
1 引言
进 给机构 、 刻刀 、 复位弹簧等组成 , 刻刀可在 x向实现水平运动
机 械 设 计 与 制 造
16 3 文 章编 号 :0 1 39 (0 0 0 — 16 0 10 — 9 7 2 1 )7 0 3 — 2 M a h n r De in c iey sg & Ma u a t e n f cur
第 7期 21 O O年 7月
基 于 G 4 0陶瓷快速 成型机 数控 系统 的研 究与开发 木 T0
:t hi l r e n e a r Tebs ost i so em ci ol aot ai po t i e n a po s adt t e h a ccntu o ft ah et s bu r d r o pn i c c cs h u. i i tn h n o p ty g
m nfcuigfrcrm cp r e dsr e .T e ds n o ad aea d s taeo o t l yt a uatr o ea i at a eci d h ei fh rw r n o w c nr s m n sr b g f r f os e
;b e T 40Srs o o n oe t dcd Te ot lyt a t y h qi m n ; s o a d nG -0 e e m tnc t l r ii r ue. n o s e cns i er u e et i i o r l ss n o h c r s m as t e r f s
● ●
j o oe s m d r uteu e etoat ao , poe f i c. f p n yt s o cr i m n u m t ni r d f c ny s e a p d q r n s f o i m v e e i
Ke r s: y wo d Ope n nume i a o r ls s e ; pi o o y ng; r m i ar ; o i n c nt o ; rc lc nt o y t m Ra d pr t t pi Ce a c p t M to o r l
0
i
O
;P v g tc ca i ai okmeh n m ns s
● 0o ◆ 0 0 ● 0 0● 0O ◆ 0 0 ◆ 0 0◆ 00 ◆ 00 ◆ 0 0 ◆ 0 0● 00 ● 00 ● 00 ● 00 ◆ 0 0 ◆ 0 :◆ 0 0◆ 0o ◆ 00 ◆ 00 ◆ 0 :◆ 0 0 ● 0 0 ●
; 求, 提高了生产效率。
关键词 : 开放式数 控 系统 ; 快速成 型 ; 陶瓷零件 ; 运动控 制 ; 料机构 铺
i
:
【 bt c】 t n ye t eep et tu o pd r opn au c r g o cr i, A s at / a6 s h dvl m n s t r i po t i m n at i fr e mc£ r d s e o a s f a ty g f un a
:
【 摘 要 】 阐述了陶瓷快速成型技术的发展状况及陶瓷零件快速成型机的新工艺流程和特点,对陶
i 瓷零件快速成型机. 械 系 机 统作了说明,介绍了 基于 G 4 0 T0 运动控制器的陶瓷零件快速成型机控制 系统 的硬件和控制 系统软件的设计。 该控 制 系统 能够很好地 满足 了系统开放性 的要求及产品 自动化生产的要
工作台主要在 Y向运动。该雕刻机械系统 R 技术所使用的材料 已从开始的光敏固化树脂领域扩展到 和 z向实现升降运动, P 主要用于在铺设好 已冷却 的石蜡层上铣削制件每一层的形状, 以 其它诸如塑料 、 、充。 领域 中得 到应用 的 R P技 术有 L M,D S S 3 P等工 艺 。 了 O F M,L ,D 为
寻找一种既简便 又经济的制造陶瓷零件的新工艺 ,我们将 L M O 与 F M技术相结合 ,将去除材料成型的雕刻机改造成为添加材 D
料 成 型 的快速 成 型机 的设 备是 必 要 的 。主要 工艺 步骤 如 下 : () 1通过 铺 料 斗 在雕 刻 平 台上 铺 一 层熔 融 的石 蜡 , 凝 固后 待
陈婵 娟 袁 斌
( 西科技大学 机 电工程 学院 , 陕 西安 7 0 2 ) 10 1
Th e e c f er mi a i r t t pn n f c u ig c n r y t m a e n e r s ar ho a c r pd p o oy ig ma u a t r o t s se b s d o c n ol