弯管机夹头装置的设计和应用
大口径中频加热液压弯管机夹持机构设计
题目:大口径中频加热液压弯管机夹持机构设计专业:机械设计制造及其自动化学生:周斌(签名)指导教师:(签名)摘要大口径中频加热液压弯管机是一种新型管件弯曲自动化加工成套设备,适合从Φ610至Φ1524mm的大口径的不同弯曲半径、弯曲角度的弯管的加工。
论文在分析研究中频加热液压弯管机组的关键技术问题基础上。
掌握了前夹具在设备中所起的作用,在满足工况要求的基础上对前夹具的关键零件进行了受力分析,并对具体的结构及其零部件进行了设计。
保障了其前夹具是与转壁机构配合将压机送来的管坯前端夹紧的功能实现,同时保证了管坯在加热弯制过程中可以沿着给定的轨迹成形。
弯曲半径由操作台给定,自动定心。
前夹具闭合后,锁紧机构便可将夹具锁紧。
关键词:弯管机、中频加热、前夹具Large diameter intermediate frequency heating hydraulic pipe bender is a new type of pipe bending automatic processing equipment, suitable for the Φ610 to Φ1524 mm of large diameter of different bending radius, bending Angle of tube bending machining.Based on analyzing the intermediate frequency heating hydraulic tube bending research unit based on the key technical problems.Master the fixture in equipment before the role of meet the requirements of the working conditions in based on the key parts fixture before the stress analysis of the structure and the details of the design and its parts.Ensure the fixture is before and turn wall institutions will be brought with machine in front of steel tube clamping the realization of the function of the and assure the tube billet heating in bending process can be given track along the forming.Bending radius given by the work station, self-centering.Former fixture after closed, locking mechanisms will fixture lock.Keywords: Pipe bender, intermediate frequency heating, former fixture目录1 绪论 (1)1.1弯管机的研究现状 (1)1.2研究内容及方法 (2)1.3工作流程 (3)1.4计算机软件介绍 (3)2中频感应加热在弯管机中的应用 (6)2.1感应加热原理 (6)2.2中频变压器 (7)2.3弯管时的测量、控制及自动化放向 (8)2.3.1 温度的测量 (8)2.3.2 起弯及调节 (8)2.3.3 角度测量及停机控制 (8)3 弯管机整体受力分析 (9)3.1弯管机机床基本尺寸的确定 (9)3.2弯管机机床整体受力分析 (9)3.3前夹具和转臂的受力情况 (12)4 前夹具的设计 (13)4.1夹具夹头部分设计 (13)4.1.1 夹头移动部分的设计 (14)4.1.2 前夹具体设计 (20)4.2夹具开合部分设计 (30)4.2.1 夹具的开合方式 (30)4.2.2 减速器的选取 (32)5结论 (34)致谢 (35)参考文献: (36)1 绪论1.1 弯管机的研究现状弯管机是广泛用于造船,锅炉,化工,航空,金属结构,设备安装,机械制造等领域的设备。
数控弯管机夹料机构改进、应用
数控弯管机夹料机构改进、应用【摘要】南车株洲电力机车有限公司机车事业部176-025数控弯管机为机车事业部“八防”工序关键设备,在使用过程中,当弯制多弯送料长度较长的管件时,出现夹模与管件相对滑动现象,造成弯制管件空间转角精度和表面质量达不到工艺图纸技术要求。
在对数控弯管机料夹机构夹料原理及料夹进行受力分析后,提出料夹的改进方案,解决了管件与夹模相对滑动问题。
【关键词】数控;弯管;料夹;改进;应用铁路移动装备质量事关国家人民生命财产安全,“1.14”、“7.23”事故给我们深刻的教训和思考。
机车管路系统作为机车制动系统的重要组成部分,其性能直接关系着机车行车安全,机车管路下料、弯管、焊接等制造工艺环节应用的工艺装备直接影响到管路性能。
机车事业部176-025数控弯管机为机车事业部“八防”工序关键设备,在使用过程中,当弯制多弯送料长度较长的管件时,出现夹模与管件相对滑动现象,造成弯制管件空间转角精度和表面质量达不到工艺图纸技术要求。
1 数控弯管机料夹存在问题176-025数控弯管机料夹因设计原因及使用时间较长,造成在弯制多弯送料长度较长管件时经常出现夹模与料夹相对滑动的情况,尤其以Φ10mm管件最为严重。
此种情况严重影响弯制管件的空间转角精度(B轴)和弯制管件的表面质量。
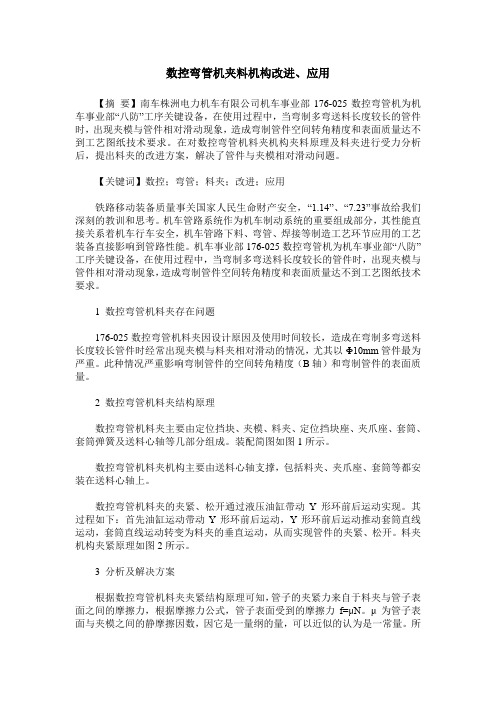
2 数控弯管机料夹结构原理数控弯管机料夹主要由定位挡块、夹模、料夹、定位挡块座、夹爪座、套筒、套筒弹簧及送料心轴等几部分组成。
装配简图如图1所示。
数控弯管机料夹机构主要由送料心轴支撑,包括料夹、夹爪座、套筒等都安装在送料心轴上。
数控弯管机料夹的夹紧、松开通过液压油缸带动Y形环前后运动实现。
其过程如下:首先油缸运动带动Y形环前后运动,Y形环前后运动推动套筒直线运动,套筒直线运动转变为料夹的垂直运动,从而实现管件的夹紧、松开。
料夹机构夹紧原理如图2所示。
3 分析及解决方案根据数控弯管机料夹夹紧结构原理可知,管子的夹紧力来自于料夹与管子表面之间的摩擦力,根据摩擦力公式,管子表面受到的摩擦力f=μN。
弯管机设计范文范文

弯管机设计范文范文一、引言弯管机是一种用于对金属管材进行弯曲加工的专用机械设备。
它在工业生产中具有广泛的应用,可以用于制造汽车零部件、家具、建筑结构等各种产品。
本文将介绍一种弯管机的设计方案,以满足一般工业生产需求。
二、设计要求1. 预期加工管材的直径范围为20mm-100mm;2.加工管材的最大弯曲角度为180度,且允许一定的误差范围;3.设备结构紧凑,便于操作和维护;4.设备具有稳定的性能和高效的加工能力。
三、设计方案1.设备整体结构设计弯管机的整体结构采用框架式设计,由主机、液压系统、电气控制系统等部分组成。
主机采用铸铁材料制作,确保设备的稳定性和强度。
液压系统采用双泵双回路设计,保证加工过程中的压力和流量的稳定控制。
电气控制系统采用PLC程序控制,实现精确的弯曲控制和操作界面的友好性。
2.弯管机构设计弯管机构设计采用液压弯曲方式,通过液压缸施加力对管材进行弯曲。
弯管机构由弯曲头、弯曲模具和夹紧装置组成。
弯曲头采用合金刚性材料制作,确保强度和耐磨性能。
弯曲模具采用可拆卸设计,方便更换不同直径的管材。
夹紧装置采用液压夹紧方式,确保管材在弯曲过程中的稳定性和安全性。
3.控制系统设计控制系统设计采用PLC程序控制,通过传感器实时检测管材的位置和角度。
根据设定的弯曲参数,控制液压系统的工作,实现精确的弯曲加工。
同时,为了提高操作的便捷性和安全性,增加了触摸屏显示和报警系统,确保操作人员可以清晰地了解设备的工作状态和异常情况。
四、设计优势1.设备具有较宽的加工管材直径范围,可以满足一般工业生产的需求;2.设备的弯曲角度控制精度高,可以满足产品的精度要求;3.设备结构紧凑,占地面积小,方便移动和维护;4.设备采用液压控制,加工效率高且稳定性好。
五、结论通过对弯管机的设计方案进行介绍,可以看出该设备具有较好的工业应用性能。
设计方案采用可靠的机械结构和先进的控制系统,可以满足工业生产的要求,提高生产效率和产品质量。
弯管机夹头装置的设计和应用
!"$
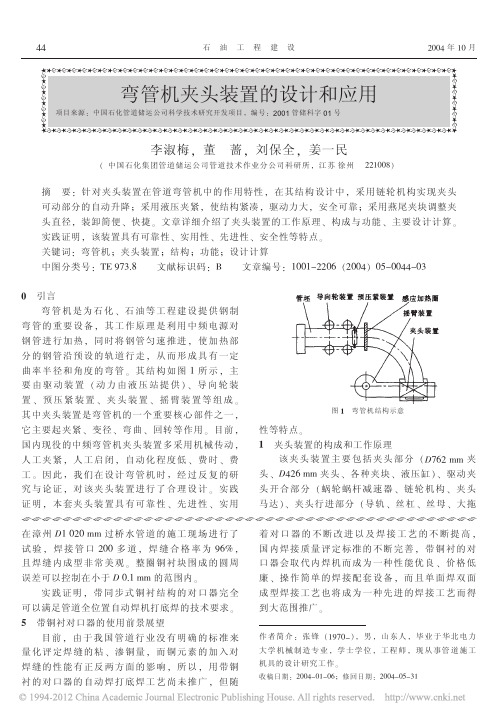
图! 夹头装置总图
由于弯管机的整个驱动装置! 导向轮装置的 中心位置固定不变% 弯管曲率半径大小的调节靠 改变回转中心的位置实现% 弯管曲率半径调节如 图 ! 所示$ 夹头装置随摇臂装置拖板而运动% 为 了使夹头中心与导向轮中心一致% 故设置了夹头 行进部分$ 夹头行进由大拖板经丝杠马达通过一 对齿轮和丝杠丝母传动实现$ 同时为了防止大拖 板滑出导轨 % 导轨两端装有安全限位装置 $
夹头部分 液压缸
% & !% + $! & ., (%% ) %% 链 条 所 能 产 生 的 最 小 力 臂 + *! 其 值 式 中 $!% 为 %-! ** ’ 随 着 夹 头 可 动 部 分 的 抬
起 ! 链条力臂将发生变化 (" 减速器输出轴扭矩 &# ) ’’ + !( & #(’ -0 ) ) & / ’% + ! ( * %% 链轮中径 + *! 其值为 %-$%’ 0, *" 式中 ’% 故选取 12!3$4% 型减速器 # 传动比 ( & ’’ ! 输 出轴扭矩 & & (0( ) ) * ! 能实现将夹头可动部分拉 起的动作 "
#
夹头装置的构成和工作原理 该 夹 头 装 置 主 要 包 括 夹 头 部 分 % !,)! ’’ 夹
弯管机设计手册

弯管机设计手册一、弯管机概述弯管机是一种用于弯曲金属管材的机械设备,主要应用于金属加工行业,如汽车制造、航空航天、管道工程等领域。
它通过在金属管材上施加力量,使管材弯曲成所需的角度和形状。
弯管机的设计和使用涉及材料力学、机械设计、液压控制等多个领域的知识。
二、弯管机设计原理1. 结构原理弯管机主要由机架、弯管装置、液压系统、控制系统等部件组成。
机架支撑着整个弯管机的结构,弯管装置用于夹持和弯曲管材,液压系统提供所需的压力和动力,控制系统用于控制整个弯管过程。
2. 弯管原理在弯管机的操作过程中,首先将金属管材放入弯管装置中固定好,然后通过液压系统施加力量,使管材产生弯曲变形。
在这个过程中,要控制好所施加的力量和变形角度,确保弯管的精度和质量。
三、弯管机设计要点1. 结构设计弯管机的机架和弯管装置的结构设计应考虑到工作稳定性、承载能力和操作便捷性。
机架要具有足够的刚性和稳定性,弯管装置应能够灵活调整,适用于不同直径和厚度的管材。
2. 液压系统设计弯管机的液压系统设计应满足对不同管材的弯管需求,包括对压力、流量和速度的稳定控制。
应考虑到节能、安全和维护方便等因素。
3. 控制系统设计控制系统是弯管机自动化操作的关键,应具备精确的控制能力和灵活的调整功能,确保弯管过程的精确性和可靠性。
四、弯管机的应用和发展趋势1. 应用领域弯管机广泛应用于汽车制造、石油化工、航空航天、管道工程等领域,为这些行业提供了高效、精密的金属加工解决方案。
2. 发展趋势随着工业自动化和数字化的发展,弯管机的智能化、柔性化和自动化程度将会不断提高。
新材料和新工艺的出现也将对弯管机的设计和技术提出更高的要求。
五、弯管机操作与维护1. 操作注意事项在使用弯管机时,操作人员应熟悉设备的操作规程,严格按照操作要求进行操作,保证工作安全和产品质量。
2. 维护保养定期进行弯管机的润滑、清洁和检查,发现问题及时处理,保证设备的正常运行和寿命。
结语随着工业制造技术的不断进步,弯管机作为一种重要的金属加工设备,为加工行业提供了高效、精确的加工解决方案。
弯管机送料夹紧原理
弯管机送料夹紧原理
弯管机送料夹紧原理是通过夹紧装置将需要弯曲的管材夹紧固定在弯曲机的工作台上,以防止管材在弯曲过程中发生移动或滑动。
夹紧装置通常由上夹紧块和下夹紧块组成,它们通过调整螺杆来实现夹紧和松开管材。
具体工作原理如下:
1. 放置管材:将需要弯曲的管材放置在弯曲机的工作台上。
2. 夹紧管材:将上夹紧块和下夹紧块移至管材的两侧,调整螺杆,使夹紧块夹紧管材。
夹紧力度要适中,既要保证固定,又要避免过度变形。
3. 弯曲操作:开启弯曲机,启动弯曲程序。
弯曲机会按照预设的角度和曲线弯曲管材。
在弯曲过程中,夹紧装置起到固定管材的作用,确保管材不会发生移动或滑动。
4. 松开夹紧:待弯曲完成后,关闭弯曲机,松开螺杆,使夹紧块释放管材。
然后将弯曲好的管材取出,进行下一步加工或使用。
夹紧装置的设计和使用对于弯管机的正常运转和弯曲质量有着重要的影响。
【DOC】弯管车削专用夹具(精)

弯管车削专用夹具陈博范我院在工学结合,派学生去企业实习时,发现该企业主要产品——弯管接头在车削加工时,所使用的夹具设计不够完善,不能保证产品的质量,工件的返修率较高,影响了企业的效益。
在企业的要求下,我院组织技术力量,对弯管专用夹具进行了攻关改造,经过反复试验、改进,在不到一个月的时间里,设计制造出了全新的夹具,经企业试用,合格率达到100%,效率也大大提高,得到企业的高度评价,现已将新夹具装备生产线,产生了极大的经济效益和社会效益。
该夹具设计过程阐述如下:一、该企业的产品如下图所示,主要是各种口径、尺寸的弯管接头,全部用于出口外销,对质量的要求较高,检查较严,毛坯的要求我们不详谈,单从机加工来讲,主要精度要求有:1、弯管两端面垂直度公差较小±15′;2、两高度106尺寸要求一致,公差小于0.5mm;3、水平正反放置,要求两侧面与端面均垂直;4、打坡口37.5°后的小平面1.6mm宽度要均匀。
二、该企业原使用夹具的缺陷,原夹具如下页图所示。
使用时用螺钉与车床主轴法兰盘相连接,在生产过程中出现问题有:1、工件采用上压式夹紧,压点小,压紧力小,加工时宜产生扭动;2、加工完一端后须卸活换头装夹加工另一端,易产生定位误差且增加劳动强度,要求操作者技术熟练;3、侧面不能准确定位,仅用一螺钉支撑,特别是换头后定位基准变换,易出现水平放置测量垂直度误差过大现象;4、因定位误差大造成工件与主轴的不同轴,为保证打坡口后端面宽度均匀,不得不对机床进行改造,抽出中拖板丝杠,采用弹性浮动装置,使机床使用范围和精度受到一定影响。
三、革新后夹具设计图纸如下,其设计思路为:1、采用转位式夹具,以弯管两端面中心线交点作为转角中心,靠定位块90°两面定位保证弯管两端面的垂直度,从而在一次装夹中通过转位加工弯管两端面。
2、以弯管上母线和一侧母线定位,形成90°V型定位,保证两侧面与端面均垂直。
夹头的用途
夹头的用途夹头是一种常见的夹具工具,广泛应用于机械制造、装配、维修等领域。
夹头由固定基座和夹持装置组成,主要用途是夹紧工件,以便进行加工或装配操作。
夹头具有紧固牢固、稳定可靠、灵活易调节等特点,是机械加工中不可或缺的工具。
下面将从夹头的类型、结构和应用领域等方面进行详细介绍。
首先,根据应用的不同,夹头可以分为多个类型。
最常见的是平口夹头、圆口夹头和V型夹头。
平口夹头的夹口具有平整的夹紧面,适用于大多数工件的夹紧,例如方形或矩形截面的工件。
圆口夹头的夹口带有圆角,适用于圆形或曲面工件的夹紧。
V型夹头的夹口呈V形,可以夹紧圆形或椭圆截面的工件。
其次,夹头的结构非常重要,不同的结构设计适用于不同的应用场景。
一般来说,夹头由固定基座、滑块、弹簧和螺杆等部分组成。
固定基座用于固定夹头和机械设备,确保夹头的稳定性。
滑块是夹口的主要部分,通过滑动或旋转来调整夹紧工件的大小。
弹簧用于提供夹紧力,并确保夹紧的紧密性。
螺杆则用于控制夹头的夹紧度和释放度,通过旋转螺杆,可以改变夹头的夹紧力。
夹头在机械加工领域有着广泛的应用。
首先,夹头用于机床上的工件夹紧。
在机床上进行金属切削、磨削等加工操作时,需要将工件稳定夹紧,以确保工件在加工过程中不会移动或晃动。
夹头提供了可靠的夹紧力和稳定的夹持面,使得工件能够保持正确的位置和姿态,从而得到高精度的加工结果。
其次,夹头还用于机械装配工作中。
在机械装配过程中,需要将各种零部件正确地装配在一起,夹头可以提供必要的夹紧力,确保装配的精度和稳定性。
例如,夹头可以用于装配发动机零件、汽车传动系统、航空航天设备等。
夹头还可以用于焊接、刷漆、喷涂等工序中,夹持工件以便进行相关的作业。
此外,夹头也用于机械维修和加工设备的更换操作。
在机械设备出现故障或需要更换部件时,夹头可以夹紧机械零部件,并提供充足的夹紧力,以便进行维修或更换工作。
夹头的使用可以提高维修的效率,减少操作的难度,确保维修结果的可靠性。
手动弯管装置的制作与使用
手动弯管装置的制作与使用手动弯管装置是一种常用的制作工具,它能够帮助使用者将管材弯曲成需要的形状,以满足各种不同的使用需求。
本文将介绍手动弯管装置的制作与使用,并提供一些有用的技巧和注意事项。
一、手动弯管装置的制作制作手动弯管装置的材料包括一根直径为1英寸、长度为2英尺的钢管、一对弯管夹具、一只钢锤、一把剪刀、一只铁锉、以及一些螺钉和螺母。
制作过程分为以下几个步骤:1. 制作弯管夹具:将两根直径为1英寸、长度为5英寸的钢管弯曲成U形,然后将它们分别旋入两个U型铁板的端部中,最后将U型铁板固定到相对的位置。
2. 制作弯管框架:将钢管经过弯管夹具的夹压,弯曲成需要的形状。
在弯管时,需要使用钢锤和铁锉进行调整,并使用剪刀将多余的部分剪掉。
3. 安装装置:将弯管夹具和弯管框架通过螺钉和螺母连接在一起,以确保装置稳定。
通过以上步骤,我们就能够制作出一个简单的手动弯管装置,并使用它来将管材弯曲成需要的形状。
二、手动弯管装置的使用技巧1. 在使用弯管夹具夹压管材时,需要确保夹紧力度适中,以免夹得太紧将管材挤变形,或者夹得太松会导致管材歪斜。
2. 在使用钢锤和铁锉调整弯管形状时,需要注意力度和位置,以免钢管变形或者出现裂纹。
3. 在将弯管夹具和弯管框架通过螺钉和螺母连接时,需要确保螺钉和螺母的紧固程度适度,以免影响装置的工作效果。
4. 在将管材放入弯管框架时,需要在管材两端用塞子或者其他固定装置夹紧,以确保管材不会因为滑动或者变形而造成质量问题。
5. 在弯管框架中弯管时,需要逐渐加大力度,以免管材过度弯曲而出现断裂。
三、手动弯管装置的注意事项1. 使用手动弯管装置时,一定要戴好手套和眼镜,以防意外伤害。
2. 在使用前,要对手动弯管装置进行检查,确保每个零部件都处于良好状态,以免使用过程中出现故障。
3. 在使用过程中,需要不断检查铰链等连接件的紧固情况,以确保装置的稳定性和安全性。
4. 使用手动弯管装置时,需要根据需要进行系列操作,以达到预期的弯管效果。
弯头管道专用夹具设计
弯头管道专用夹具设计摘要:针对弯头管道类工件不易装夹,本文设计了车削及深孔专用夹具。
夹具体采用U形焊接结构,两向定位,卡箍径向压紧同时横向卡紧,同时防止工件轴向窜动,形成稳定的装夹结构。
根据弯头管道偏重情况,增加配重板,保证加工重心处于机床中心。
关键词:弯头管道;专用夹具;卡箍;夹具体;配重弯头管道属于大型厚壁管道,包括长直段和弯头段,采用整体锻造成型技术,在尺寸控制方面存在很大难度。
弯头管道锻件锻造完成后,管道的外圆和内孔先进行粗加工,粗加工后弯头段进行冲压成形。
由于冲形过程中对冲形角度和管道变形量很难精确控制,因此冲形前的管坯留充足余量。
冲形后需要在机床上对管道各部分的加工余量和冲形角度进行检测,当加工余量满足要求时进行外形、内弧段及深孔各序的加工。
在整个加工过程中,车床及深孔所占比重最大,因此缩短车削及深孔工序生产周期,对提高弯头管道的加工效率具有十分重要的意义。
本文通过设计车床及深孔专用夹具,解决了弯头管道冲形后深孔加工长直段内孔、车床加工长直段外圆的难题,加工周期大幅缩短,加工质量更上一个新的台阶。
1.基准面众所周知,管道弯头段不利于装夹。
为了装夹牢固,工件毛坯弯头段按照设计思路铣多个基准面,如图1所示。
基准面包括左、右两定位基准面,上面两配合基准面、下面一定位基准面,弯管段平行定位基准面。
所有基准面遵循统一的留量原则,即各基准面到工件中心距离相等。
图1 管道毛坯2.辅具设计根据定位基准面尺寸,设计了弯头管道车削及深孔专用夹具,如图2所示。
专用夹具由夹具体、卡箍、挡块和配重板组成,夹具体采用标准钢板焊接的结构形式,卡箍、挡块和配重板也选用标准钢板加工而成。
所有部件只有定位面和配合面需要机械加工,大大缩短了辅具生产周期,降低辅具生产成本。
图2 车削及深孔专用夹具专用夹具是在总结前期加工成果基础上优化设计而成的,具有如下优点:(1)解决了加工时辅具开口变形问题;(2)防止加工时工件与辅具轴向窜动,定位夹紧更合理;(3)增加了检查是否安装到位功能;(4)对车床序夹爪受力过大、安全性差进行了优化设计。
用于弯管机的夹紧装置[实用新型专利]
![用于弯管机的夹紧装置[实用新型专利]](https://img.taocdn.com/s3/m/6a95bcf7650e52ea541898bb.png)
专利名称:用于弯管机的夹紧装置专利类型:实用新型专利
发明人:邢李,张坚祥
申请号:CN201920798519.7申请日:20190530
公开号:CN210023357U
公开日:
20200207
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种用于弯管机的夹紧装置,包括基台,所述基台上设置有转动圆台、弯臂和机头,所述弯臂和机头均位于转动圆台设置有轮模一侧,所述弯臂和机头上均设置有直线导轨,所述直线导轨通过与其滑动连接的滑块与夹模连接,所述夹模与轮模相对设置,所述滑块能通过油缸驱动其带动夹模在直线导轨做靠近/远离轮模的水平运动,所述弯臂和机头上均沿长度设置有稳固装置,所述稳固装置上设置有连接杆,所述连接杆远离稳固装置的一端与转动圆台连接,所述滑块底端设置有连杆机构,所述连杆机构底部与油缸的活塞杆连接,装置结构简单,且能提高弯管机加工时的稳定性。
申请人:张家港市鑫铭达机械制造有限公司
地址:215600 江苏省苏州市张家港市南丰镇兴园路1号张家港市鑫铭达机械制造有限公司
国籍:CN
代理机构:无锡市汇诚永信专利代理事务所(普通合伙)
代理人:王闯
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
量化评定焊缝的粘# 渗铜量! 而铜元素的加入对 焊缝的性能有正反两方面的影响! 所以! 用带铜 衬的对口器的自动焊打底焊工艺尚未推广! 但随
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"
李淑梅 ! 董
摘
蔷 ! 刘保全 ! 姜一民
!!&%%0 &
% 中国石化集团管道储运公司管道技术作业分公司科研所 ! 江苏 徐州
!! !!!!!"
石
油
工
程
建
设
!""# 年 $% 月
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!" !!!!!"
弯管机夹头装置的设计和应用
项目来源 $ 中国石化管道储运公司科学技术研究开发项目 ! 编号 $ !""# 管储科字 "$ 号
"
引言 弯管机是为石化# 石油等工程建设提供钢制
弯管的重要设备! 其工作原理是利用中频电源对 钢管进行加热! 同时将钢管匀速推进! 使加热部 分的钢管沿预设的轨道行走! 从而形成具有一定 曲率半径和角度的弯管" 其结构如图 $ 所示! 主 要由驱动装置 %动力由液压站提供 &# 导向轮 装 置# 预压紧装置# 夹头装置# 摇臂装置等组成" 其中夹头装置是弯管机的一个重要核心部件之一 ! 它主要起夹紧 # 变径 # 弯曲 # 回转等作用 " 目前 ! 国内现役的中频弯管机夹头装置多采用机械传动 ! 人工夹紧! 人工启闭! 自动化程度低# 费时# 费 工" 因此! 我们在设计弯管机时! 经过反复的研 究与论证! 对该夹头装置进行了合理设计" 实践 证明! 本套夹头装置具有可靠性# 先进性# 实用 性等特点 "
可动部分% 其联结通过销轴实现% 被弯制的钢管 由液压缸顶紧% 液压缸推力的大小调节通过改变 其压力的大小实现$ 弯制不同管径钢管通过在夹 头上安装对应的燕尾夹块来实现% 夹块与夹头的 定位! 夹块之间的定位由燕尾块来实现% 这就给 夹块的安装带来极大方便% 也保证了各夹块之间 定位的可靠性$ 为增大钢管与夹块间的摩擦力% 降低液压缸的推力% 在每一种夹块的内表面上车
一! 已使用两年多! 从运行情况看! 实现了自动 化操作! 使用性能良好! 燕尾式夹块装卸简便* 快捷! 并能实现多种规格的钢管弯制" 我厂生产 的 弯 管 已 通 过 专 家 鉴 定 " 目 前 ! 我 厂 已 为 甬% 沪 % 宁管道及其他管道建设弯制 )!$7 8 ,0! ** 各 种规格的弯管 ’ %%% 多件 " 参考文献 #
图$ 弯曲半径调节示意
!%&
当弯管时% 为了防止整个夹头移动% 实现夹 头的定位% 设置了小拖板总成$ 小拖板上装有两 个丝杠与夹头上的丝母联结 % 并用 ’ 个 !-, (( 的 圆锥销固定在导轨上$ 小拖板的移动由齿轮齿条 机构实现 $
%&’ (( 钢管时使用 % !-’& (( 夹头在弯制 !-’&+ ’)* (( 钢管时使用 $ 每一种夹头包括固定部分和
要 $ 针对夹头装置在管道弯管机中的作用特性 ! 在其结构设计中 ! 采用链轮机构实现夹头
可动部分的自动升降 ’ 采用液压夹紧 ! 使结构紧凑 ! 驱动力大 ! 安全可靠 ’ 采用燕尾夹块调整夹 头直径 ! 装卸简便 # 快捷 " 文章详细介绍了夹头装置的工作原理 # 构成与功能 # 主要设计计算 " 实践证明 ! 该装置具有可靠性 # 实用性 # 先进性 # 安全性等特点 " 关键词 $ 弯管机 ’ 夹头装置 ’ 结构 ’ 功能 ’ 设计计算 中图分类号 $ 12 (,/+0 文献标识码 $ 3 文章编号 $ $%%$-!!%) %!%%# & %.-%%##-%/
故选 ! 台液压缸 ! 每台推力 *<& ’%% :) " 总推 力为 0%% :) / (0’ :) ! 故能实现夹紧管坯 "
计算夹头可动部分引起的重力阻力矩 !"# $ !" & " #$ $ & ’ (%% ) * 式中 "% %% 夹头可动部分所受重力 + )! 为 , %%% )& %% 夹 头 可 动 部 分 的 最 大 阻 力 臂 + * ! 其 $$% 值 为 %-(* ’ 随 着 夹 头 可 动 部 分 的 抬 起 ! 重力阻力臂将发生变化 (" 要拉起夹头可动部分! 链条拉力产生的力矩 必须大于或等于夹头可动部分所受的重力阻力矩 " 因此作用在两条链条上的最小拉力 % 应为 #
+$ , 王 同 海 - 管 材 塑 性 加 工 技 术 >?6- 北 京 @ 机 械 工 业 出 版 社 A $774@
** 的弯管时 ! 液压缸所需的推力最大 " 弯管推力 * 由下式计算 # * & !9 ’)’3’’( + 0+ & !4( ’:) ( 式中 *% %% 弯管时管子所受的推力 + :) & %% 高温时的变形应力 + ’:) + *!(! 其值为 !9% %-7;."( :) + *!& %% 弯曲半径 + * ! 其值为 ’-4. * & +%
$
夹头装置主要参数 ’见表 $ 和表 !(
表’ 型号 夹头装置技术参数 夹头行程 + **
夹头速度 + ’** + E ( 夹紧 放松 行程 开合
),0! )#!0
$’0 70
!(% $4(
表(
$4 $4
!’ !’
’ 7(%
夹头装置动力规格 夹头行走部分 液压马达 夹头开合部分 液压马达
项目 动力源 型号 压力 + ?BC 行程 + **
夹头装置的主要作用是通过大拖板的移动完 成曲率半径的调整% 然后夹紧钢管并带动其弯曲 成型$ 它的工作原理是& 装夹钢管之前% 启动丝 杠马达% 移动大拖板% 利用拖板上的标尺% 将整 个夹头调定于规定的弯曲半径上$ 然后启动夹头 马达% 在蜗轮蜗杆减速器的驱动下% 通过链轮装 置将夹头可动部分拉起$ 送进调整好的钢管后% 夹头马达反向转动% 带动夹头可动部分回到原位 置$ 这时启动夹头上的液压缸% 将钢管顶紧$ 在 驱动装置的作用下% 夹头带动钢管围绕回转中心 运动 % 从而形成具有一定曲率半径和角度的弯管 $
,43,7+! , 刘 鸿 文 - 材 料 力 学 ’ 上 册 (+? ,- 北 京 # 高 等 教 育 出 版 社 A $747@
$,03$,,-
作 者 简 介 # 李 淑 梅 ’ $7,%3 (! 女 ! 河 北 唐 山 人 ! 毕 业 于 西 南石油学院机械设计与制造专业! 获学士学位! 工程师! 一直从事科研和机械设计工作 "
夹头部分 液压缸
% & !% + $! & ., (%% ) %% 链 条 所 能 产 生 的 最 小 力 臂 + *! 其 值 式 中 $!% 为 %-! ** ’ 随 着 夹 头 可 动 部 分 的 抬
起 ! 链条力臂将发生变化 (" 减速器输出轴扭矩 &# ) ’’ + !( & #(’ -0 ) ) & / ’% + ! ( * %% 链轮中径 + *! 其值为 %-$%’ 0, *" 式中 ’% 故选取 12!3$4% 型减速器 # 传动比 ( & ’’ ! 输 出轴扭矩 & & (0( ) ) * ! 能实现将夹头可动部分拉 起的动作 "
#
夹头装置的构成和工作原理 ,)! ’’ 夹
头 # !#!) ’’ 夹头 # 各种夹块 # 液压缸 &# 驱动夹 头 开 合 部 分 %蜗 轮 蜗 杆 减 速 器 # 链 轮 机 构 # 夹 头 马达 &# 夹头行进部分 % 导轨 # 丝杠 # 丝母 # 大拖
! 夹头装置各部分的功能 !"# !%&’ (( 中 频 加 热 弯 管 机 % 其 加 工 范 围 是 !’)*+%&’ (( 钢 管 % 考 虑 其 实 用 性 ! 可 操 作 性 和
经济性% 将夹头做成两种规格$ 因属单件生产% 为了节省铸造模型费用% 缩短制作周期% 夹头结 构 形 式 上 为 焊 接 件 $ !%&’ (( 夹 头 在 弯 制 !#",+
%% 管子外径 + * ! 其值为 "-,0! * & )% %% 管子内径 + *! 其值为 "-,.4 *" ’% 液压缸活塞的推力 *< 为 # *<& #07* + 747" & (0’ ’:)( 式中 %% 管坯与夹块间的摩擦因数 ! 因夹块圆 "% 弧面有防滑槽! 故摩擦因数增大 !"= "
图$ 弯管机结构示意
############################################# 在 漳 州 !& %!% ’’ 过 桥 水 管 道 的 施 工 现 场 进 行 了 着对口器的不断改进以及焊接工艺的不断提高! 试 验 ! 焊 接 管 口 !%% 多 道 ! 焊 缝 合 格 率 为 ()* ! 国内焊接质量评定标准的不断完善! 带铜衬的对
且焊缝内成型非常美观" 整圈铜衬块围成的圆周 误差可以控制在小于 ! %+& ’’ 的范围内 " 实践证明! 带同步式铜衬结构的对口器完全 可以满足管道全位置自动焊机打底焊的技术要求 " 口器会取代内焊机而成为一种性能优良# 价格低 廉# 操作简单的焊接配套设备! 而且单面焊双面 成型焊接工艺也将成为一种先进的焊接工艺而得 到大范围推广 "