烧结余热能量回收驱动技术
浅谈提高烧结余热发电量的技术创新与工艺优化

浅谈提高烧结余热发电量的技术创新与工艺优化随着我国能源结构的多元化发展,煤炭作为主要的能源资源仍在我国能源结构中占有重要地位。
而煤炭燃烧产生的废热余热一直以来被认为是一种资源的浪费,而利用余热进行发电则成为提高能源利用效率和减少环境污染的重要途径。
烧结余热发电是指利用烧结炉的余热进行发电,是一种节能环保技术,可以有效提高烧结炉能源的利用率,同时也可以减少大气中的二氧化碳排放,对于节能减排有着积极的意义。
在这种背景下,研发和应用烧结余热发电技术成为了当前烧结生产中的重要课题。
烧结是炼铁生产过程中的重要环节,其主要目的是将粉末状矿石和配料块料加热到一定温度,使自然发生的化学反应使颗粒之间焦结为某种粘结合物,以及焦炭和矿石颗粒之间焦化和还原反应得以发展,形成一种多孔的块状烧结矿。
在烧结过程中,往往会产生大量的余热,其中蕴含着丰富的能量。
烧结矿石有机械性强、耐高温、导电率低、热传导率低等特点,通过合理的设计和运用一些先进的设备和工艺,可以更好的收集和利用烧结机的余热,从而实现烧结余热发电,具体的技术创新和工艺优化可以从以下几个方面来做。
一、余热回收与利用技术的创新1. 烧结热能回收技术通过在烧结机排烟系统中设置余热回收装置,可以将热风炉产生的高温烟气回收,利用余热进行热水或蒸汽的生产,满足企业生产和生活的热能需求,同时也可以用于发电。
通过余热回收装置,可以将排放的废气中的热能回收利用,极大的提高能源的利用效率。
2. 蓄热式余热发电技术蓄热式余热发电技术是一种新型的余热发电技术,通过蓄热设备蓄存热能,再利用蓄热设备释放热能,驱动发电机组发电。
这种技术不仅可以提高余热的利用效率,还可以实现对燃料的有效利用,降低企业的能源消耗。
3. 余热发电系统的优化设计在余热发电系统的设计中,应当从热源的选择、传热系统、蓄热设备、发电机组等方面进行综合优化设计,确保整个系统的稳定高效运行。
还需要根据工艺流程的特点,合理确定余热发电系统的工作参数,以最大化地提高系统的能量转换效率。
烧结机余热发电技术的详解
烧结机余热发电技术一.概述余热发电是利用强制循环余热锅炉回收废气余热,生产中压饱和蒸汽,配套饱和蒸汽汽轮机组,发电机组抽汽供热,实现供热、电联产,最大限度提高余热蒸汽利用效率。
而对于烧结机余热发电来说是通过钢厂烧结机所产生的冶炼烟气余热强制循环余热锅炉回收利用,生产中压饱和蒸汽,配套饱和蒸汽轮机组,抽取供热发电。
通过对烧结机烟气的回收利用,一方面减少了对大气环境的污染(主要是二氧化碳,一氧化碳),另一方面,从某种程度上也节约了生产成本。
其所产生的蒸汽可进行对外供热,电联产,节省了企业的生产成本,也迎合当今社会节能减排的主题。
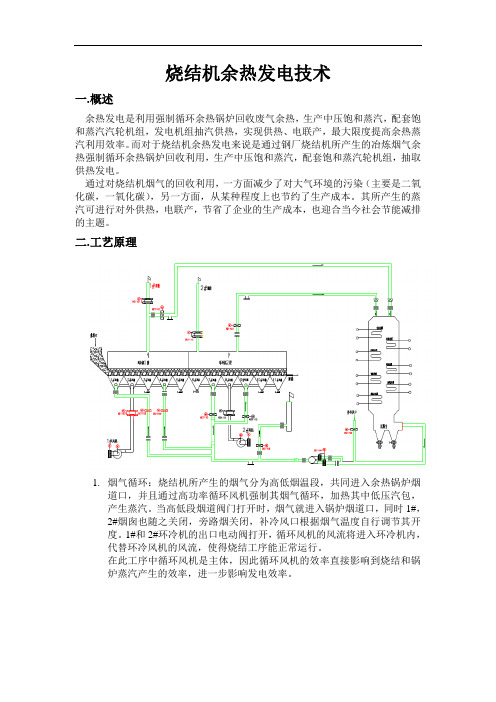
二.工艺原理1.烟气循环:烧结机所产生的烟气分为高低烟温段,共同进入余热锅炉烟道口,并且通过高功率循环风机强制其烟气循环,加热其中低压汽包,产生蒸汽。
当高低段烟道阀门打开时,烟气就进入锅炉烟道口,同时1#,2#烟囱也随之关闭,旁路烟关闭,补冷风口根据烟气温度自行调节其开度。
1#和2#环冷机的出口电动阀打开,循环风机的风流将进入环冷机内,代替环冷风机的风流,使得烧结工序能正常运行。
在此工序中循环风机是主体,因此循环风机的效率直接影响到烧结和锅炉蒸汽产生的效率,进一步影响发电效率。
2.中压水循环:中压锅筒给水是来自汽机房凝结水经过低压除氧器处理后,由中压给水泵打入中压锅筒。
中压给水调节中最为重要的是给水三冲量调节,其调节方式是通过汽包水位,给水流量,主蒸汽流量。
给水三冲量调节中,给水流量的准确度直接影响到调节的准确和稳定度。
因此要进行三冲量的调节,给水流量和蒸汽流量以及水位的校验非常重要。
当主蒸汽温度达到一定值(主要由进入汽机的蒸汽温度决定)时,需要打开减温水调节阀来冷却中压减温汽,降低蒸汽温度,符合进入汽机蒸汽温度的要求。
3.低压水循环:低压汽包给水是来自汽机房凝结水经过除氧器处理后进入低压汽包。
对于低压汽包给水调节可以进行两冲量或单冲量调节,其具体调节方式可以根据现场情况而定。
烧结余热回收技术及生产对策-

・12・炼铁技术通讯2006年第7期烧结余热回收技术及生产对策李玉红赵国顺(唐钢炼铁厂摘要:介绍了唐钢烧结余热设备情况,余热回收蒸汽的利用情况,如何处理余热、混合料水分、烧结机三者之间的相互关系,从而保证生产的稳定,产量质量的提高。
关键词:烧结余热利用蒸汽预热混合料1前言烧结过程中的能源消耗占钢铁企业总能耗的10%左右,在可供利用的余热中仅环冷机废气及烧结烟气的显热约占烧结全部热支出的30%以上,如不加以利用,则会造成较大的能源浪费,充分回收利用这些烧结余热,是烧结节能的重要途径及发展趋势。
烧结生产中,从煤气点火开始,烧结机上的混合料中的焦粉在抽风的作用下开始燃烧,放出热量。
焦粉周围的物料形成熔融液相而互相粘结在一起形成烧结矿。
随着空气不断通过料层进入烟道,烧结矿中碳燃烧的部分热量亦被带入烟道,烟道中的废气温度大约在60~450℃。
2回收环冷余热生产蒸汽环冷机冷却废气第一段温度在300~500℃,温度较高,我厂环冷机废气用作余热锅炉热源,主要使用第一段冷却废气,废气温度一般在300~500℃,采用开路循环流程,即送入废气经余热锅炉热交换后再排放。
采用余热锅炉回收冷却废气,热效率高。
我厂的265m2烧结机,采用一台280m2的环冷机冷却烧结矿,安装了一台余热锅炉,设计进气温度350℃,风量214000m3/h、回收热量139MJ/t烧结矿,余热锅炉产生蒸汽约16t/h。
3余热锅炉的设备情况我厂采用的翅片管式蒸汽发生系统是为冶金烧结厂专门回收冷却机废气余热而设计的。
该系统由蒸发器、水预热器、过热器、汽包及各种连接管路组成。
其中,蒸发器受热面均采用高频焊接翅片管,达到强化传热的目的,因而整套装置传热效率高,工作安全稳定,寿命长,设备结构紧凑。
利用余热所产生蒸汽加热混合料,提高料温,从而达到提高烧结矿产量质量的目的;另外用做烧结区域冬季取暖的热源,从而达到节约燃料降低取暖费用的目的。
翅片管式蒸汽发生器是使热空气通过管壁传导,将热量直接传送给饱和水进行换热,因而传热效果好。
烧结厂余热利用技术简介

烧结厂余热利用技术简介1. 引言烧结是一种将粉煤灰、石灰石或其它成分相似的原料通过加热使之部分熔化,然后回结固化成块状的冶金过程。
这个过程产生的高温烟气和废热在烧结厂通常都被排放到大气中。
然而,随着对能源资源的需求和环境保护意识的增强,如何有效利用烧结厂的余热已成为研究和开发的重点。
本文将简要介绍几种常见的烧结厂余热利用技术,并分析其优点和局限性。
2. 烧结厂余热利用技术2.1 热交换器技术热交换器技术是一种常见的烧结厂余热利用技术。
热交换器可以将高温烟气中的热能传递给废水、蒸汽或其他介质,以实现能量的回收和利用。
热交换器通常包括换热管道和换热器设备。
热交换器技术的优点在于可以提供连续的热能供应,并减少对外部能源的需求。
然而,此技术的局限性在于热交换器设备的成本较高,维护困难,并且对脏污、腐蚀性介质敏感。
2.2 ORC技术ORC技术(有机朗肯循环)是一种将烧结厂余热转化为电力的技术。
ORC系统通过将高温烟气中的热能转移到有机工质中,然后通过有机工质的蒸汽驱动涡轮发电机产生电力。
与传统蒸汽发电系统相比,ORC技术可以在较低的温度下工作,提高了热能转化的效率。
此外,ORC技术还可以通过调整有机工质的选用来适应不同温度下的余热利用。
然而,该技术需要较高的初投资成本,并且对有机工质的选择和运行维护要求较高。
2.3 废热蒸汽利用技术废热蒸汽利用技术是一种将烧结厂余热转化为蒸汽以供其他生产过程使用的技术。
在烧结厂中,产生的高温烟气可以通过余热锅炉将废热转化为蒸汽,然后再将蒸汽输送到其他工序中进行能量回收。
废热蒸汽利用技术可以减少对外部能源的需求,并提高能源利用效率。
然而,该技术的缺点在于需要较大的设备投资,且对蒸汽管道的要求较高。
3. 总结烧结厂余热利用技术是一种重要的能源回收利用手段,可以减少环境污染,降低能源消耗,提高能源利用效率。
本文介绍了几种常见的烧结厂余热利用技术,并分析了它们的优点和局限性。
无论是热交换器技术、ORC技术还是废热蒸汽利用技术,都需要根据具体的烧结厂情况和需求来选择和应用。
烧结工艺余热回收利用技术研究

.48·有色冶金节能口环保与综合利用却,主抽烟道的废气温度逐渐升高。
烧结工艺烧结结机2008年11月21日运行工况)。
过程及废气温度如图1、图2(图2为安钢400m2烧图2烧结主抽烟道废气温度图1烧结工艺简图根据生产运行工况的不同,烟道中的各节风箱的温度也有变化,16。
一22。
风箱的温度变化范围可达到100℃,主抽风箱内的负压为一8一一17kPa,废气温度为120~160℃。
在这部分废气中,就目前的技术而言可回收利用余热资源为主抽风箱末尾18。
~22。
几节风箱的废气,废气温度范围为300—500℃,余热烟气量约为25万m3/h。
针对此部分余热资源的回收,有两种方式可以借鉴:一是采用热管技术,将热管换热器置于烧结主抽尾部烟道区域,由于受到技术和空间的限制,此技术对烧结主抽尾部烟气的热量利用不彻底,同时高密度布置热管阻力大,会减少主抽风量,进而影响烧结工艺的生产;二是设置余热锅炉,将烧结主抽尾部烟气引出来,通过余热锅炉换热后再送回主抽烟道,此技术可确保烧结主抽尾部烟道压力及风量,不影响烧结生产过程,同时相对于热管技术而言,此技术对烧结主抽尾部烟气的余热资源利用更彻底。
考虑到烧结主抽烟气中含硫,为确保余热锅炉、主抽烟道及后续除尘设施的安全运行,根据某公司当前的生产工艺运行要求,若余热锅炉的排烟温度太低,将使主抽烟道温度降低达不到后续生产要求,余热锅炉的排烟温度选取应不低于180℃,并将此废气排入主抽烟道内,以提高主抽烟道内烟气温度,确保其高于算露点温度以上。
烧结主抽尾部烟道余热回收原理见图3。
图3烧结主抽尾部烟道余热回收1.2烧结环冷机部分余热回收当前我国冷却烧结矿的设备有环冷机和带冷机两种,在运行的原理上两者基本一致,区别只是环形运行和直线运行。
以安钢烧结环冷机为例生产工艺如图4。
烧结矿料从烧结机下到环冷机台车上,烧结矿料的温度可达到500~800℃,经鼓风机逐步冷却至120℃以下,再经传送带送往高炉。
烧结主排烟气减排与余热高效回收技术

果 ,并对 国内烧结主排烟气减排与余热 高效 回收提 出了建议 。 关键词
Te h l g e f e s i n r d to nd f ce twa t e tr c v r c no o is o miso e uc i n a e i in seh a e o e y
得 了 良好 的效果 。
烧结 主排烟气 和冷却 机废 气都 属 于中 、低 温
热 源 。 烧 结 主 排 烟 气 平 均 温 度 一 般 不 超 过 l0 ,其 中机 尾风 箱 排 出 的 烟气 温 度 为 30~ 5℃ 0
收 稿 日期 : 1 —0 2 2 1 4— 7 0 毛艳丽( 98一 ) 工程师 ;10 9 辽宁省鞍山市 16 , 14 0
19 94年此技术 于荷兰 克鲁斯 艾 默伊登 厂 的 3 l号
( 3 m )烧 结机 首 次应 用 ,之后 推 广 到 该 厂 的 12 2
高 ,冷强度 稍降低 ,平 均粒 度 约 1m 7 m,烧 结 机 焦粉 消耗 从 6 k/ 降 低 到 4 k/。艾 默 伊 登 厂 0 gt 8 gt
o i t r wa t a fsn e s e g s
Ma a l Z agD n l Q uig o ni hn o gi uY l Y n
( nte T cn lg e t ) A s l eh o yC ne e o r
A s at T ema rn uta sltn n e pl a o sl r msi d co dei bt c h j ds i o i s dt i api t nr usf i o r ut na f・ r oi rl uo a h r ci e t o e sn e i n l
烧结环冷余热回收拖动烧结主抽风机技术

烧结环冷余热回收拖动烧结主抽风机技术近年来,随着钢铁冶炼行业先进节能技术不断涌现,烧结、环冷机余热回收水平有很大幅度提高。
本文对我公司总包的一个烧结环冷余热回收拖动烧结主抽风机项目的创新技术进行介绍。
标签:烧结余热利用;余热锅炉;拖动;烧结主抽风机一、项目概况河北某铸业有限公司现有一条114㎡和一条120㎡烧结生产线,配套环冷机冷却面积均为140㎡。
为了充分利用烧结环冷余热资源,最大限度的降低综合能耗,该公司决定建设烧结环冷余热利用项目。
二、建设内容和范围(1)环冷余热蒸汽锅炉系统;(2)烧结余热蒸汽锅炉系统;(2)一套6.0MW 拖动汽轮机系统,包括:汽轮机系统、变速离合器;(3)一套烧结主抽风机系统设计(含电机);(4)烟风管道、环冷机风罩密封改造系统;(5)配套除盐水系统范围内的水箱和除盐水泵;(6)配套的循环水系统;(7)配套给排水系统,包括:工业水、生活水、消防水以及雨排水等设计;(8)自动控制系统,包括:余热锅炉、汽轮机组及循环水站系统控制,控制部分采用分散控制系统;(9)电气系统,包括:动力控制、过电压保护、照明网络等系统。
三、烧结环冷余热回收系统本工程热力系统的设计遵守“温度對口、梯级利用”的原则。
余热回收部分:在烧结线旁分别设置烧结余热锅炉和环冷余热锅炉。
烧结锅炉烟气来自烧结机大烟道温度较高的几个风箱,进入烧结锅炉换热产生饱和蒸汽,送入环冷锅炉进行过热。
环冷机一、二段部分高、中温热风汇合后进入环冷锅炉换热,产生1.15MPa、310℃的过热蒸汽和0.28MPa、170℃的补汽。
动力部分:为烧结线主抽风机配置一套烧结主抽风机拖动系统,选用1台6.0MW带补汽式纯凝汽轮机,利用余热回收部分产生的高、低压过热蒸汽推动汽轮机,通过变速离合器与同步电机联合拖动烧结主抽风机。
1、设计规模两台环冷余热蒸汽锅炉和两台烧结余热蒸汽锅炉,共产生1.15MPa、310℃蒸汽33.6t/h;产生0.28MPa、170℃的低压蒸汽6t/h;一套6.0MW工业汽轮机拖动系统。
科技成果——烧结过程余热资源高效回收与利用技术

科技成果——烧结过程余热资源高效回收与利用技术所属行业钢铁技术开发单位东北大学、鞍山钢铁集团公司适用范围钢铁企业成果简介高效回收与利用烧结过程余热资源是降低烧结工序能耗的主要措施之一。
通过调节冷却机的冷却风量和料层厚度、降低烧结和冷却系统漏风率等措施实现烧结矿产品显热和烧结烟气显热的高效回收,然后将回收得到的余热梯级利用于:将温度较高的余热用于动力回收,即将温度较高的冷却废气(与热烧结矿进行热量交换后的冷却空气)和烧结烟气通入余热锅炉,再将余热锅炉产生的蒸汽通入汽机发电机组发电;将温度居中或较低的余热直接热回收,即将温度居中或较低的冷却废气和烧结烟气用于点火助燃、热风烧结和烧结混合料干燥等直接热回收。
关键技术(1)烧结矿“取热”技术;(2)烧结烟气显热利用技术;(3)烧结系统漏风控制技术;(4)冷却系统漏风控制技术;(5)余热锅炉国产化装备。
主要技术指标1、冷却废气60-70万m3/h;340℃-400℃60-70万m3/h;250℃-340℃2、烧结烟气用于热回收部分20万m3/h;260℃;SO2400mg/m3以下;O216%以上3、吨矿发电量15-20kWh技术水平1、该技术被列入“十一五”国家高技术研究发展计划(863计划),并获得目标导向类项目资助(承担单位:东北大学和鞍山钢铁集团公司);2、该技术被列入2008年国家发改委科技重大专项(承担单位:鞍山钢铁集团公司和东北大学);3、获得国家发明专利1项(2010年11月接到授权通知),申报国家发明专利1项;4、该技术被列入国家重点节能技术推广目录(第一批)。
典型案例该技术在国家863计划和国家发改委科技重大专项资助下,目前得以在鞍钢某360m2大型烧结机上逐步实施。
以该技术为核心的工程项目投资约为13000-15000万元(包括动力回收与直接热回收,不包括烧结-环冷系统本身)。
项目计划明年中期完成。
项目实施后,其技术指标处于国内领先水平,预计:吨矿发电量15-20kWh,年发电0.4-0.7亿kWh;降低烧结工序能耗3-5kgce,年节约1.2-1.9万tce;减排颗粒物20%,降低脱硫负荷30%-40%。
烧结环冷机余热回收技术应用

十一届全国烧结球团设备技术研讨会征文烧结环冷机余热回收技术应用施毓东卓坚韦俊(江苏沙钢集团有限公司)一摘要据统计,烧结工序的能耗约占冶金总能耗的10~12%,而其排放的余热约占总能耗热能的49%,高效回收和利用烧结排放的低温烟气余热越来越引起企业的关注。
在烧结矿生产过程中,特别是烧结矿由鼓风式环冷机冷却过程中会排出大量温度为250~380℃的低温烟气,其热能量大约为烧结矿热耗量的30%左右。
将烧结矿冷却过程产生的大量低温烟气进行余热回收,必将提高烧结矿生产过程的能源利用率,降低工序能耗,为企业带来十分可观的经济效益,同时减少烟气热、尘排放,减轻对大气环境的影响。
目前我公司共有各型号烧结机8台套,其中3#、4#、6#、7#、8#烧结机余热回收系统已投入运行,本文以3#烧结机为例阐述环冷机余热回收技术应用。
关键词:烧结工序,环冷机,余热回收,经济效益,大气环境二工艺简介烧结余热回收系统包括烟气回收系统、余热锅炉系统(回收蒸汽用于发电的话还包含汽轮机发电系统)。
其原理是从环冷机排出的高温烟气经混合,通过配置的高效余热蒸发器进行热交换,产生A t/h的饱和蒸汽和B t/h的低压蒸汽。
通过能量转换使烧结矿外排烟气的平均温度由350℃以上降低到150℃左右,余热锅炉排出的烟气经由引风机回送至烟囱排空。
烟气余热回收主要回收环冷一段与二段,设置封闭式烟罩用于烟气余热回收,烟罩内部上方设置内绝热烟罩,分割成高温烟气段和低温烟气段。
两个区段均设置一座烟囱,烟囱上设置三通管道,配置电动切换蝶阀,正常工作时,切换阀均将烟气导入锅炉烟道,在余热锅炉停止运行时,关闭烟气进入余热锅炉的通道,环冷机烟气通过机上烟囱排入大气。
图1 环冷机余热回收系统工艺图1 烧结工艺情况目前我公司3#烧结机为360m2烧结机,环冷机面积为415m2,配有5台冷却风机,进风管路连通,每台风机风量为48.4万m3/h。
烧结环冷机处理量620t/h热烧结矿,冷却时间最长80min,料层厚度1500mm,烧结矿平均入料温度600~700℃,出料温度120℃。
烧结余热回收利用技术规范

《烧结余热回收利用技术规范》(征求意见稿)编制说明《烧结余热回收利用技术规范》编写组二〇一五年五月目次一项目背景 (1)二标准制定的必要性和原则 (2)三采标情况 (4)四标准主要内容 (4)五调查验证的情况和结果 (21)六与有关的现行法律、法规和强制性国家标准的关系 (21)七重大分歧意见的处理经过和依据 (21)八标准水平建议,预期的社会经济效果 (21)九对该标准作为强制性标准或推荐性标准的建议 (22)十贯彻标准的要求和措施建议 (22)《烧结余热回收利用技术规范》编制说明一项目背景1 任务来源根据国家标准委综合[2014]51号关于下达《氧化铝单位产品能源消耗限额》等122项国家标准制修订项目计划的通知,计划编号20140105-T-605的《烧结余热回收利用技术规范》为国家标准制定项目。
2 编制单位本规范由由济钢集团国际工程技术有限公司和冶金工业信息标准研究院,并在有关设计研究单位、钢铁冶金企业等单位的协助下进行编制。
3 主要工作过程(1)根据国家标准委国标委综合[2014]51号关于下达《氧化铝单位产品能源消耗限额》等122项国家标准制修订项目计划和全国钢标准化技术委员会SAC/TC183钢标委[2014]21号《关于下达全国钢标准化技术委员会化解产能过剩标准支撑工程项目计划的通知》的要求,济钢集团国际工程技术有限公司于2014年9月成立了标准编写组。
(2)2014年9月~2014年10月,确定标准范围、要素和标准结构,并编制了工作计划,明确了标准章节的起草人员和完成时间。
(3)2014年11月,全国钢标准化技术委员会在鞍山市主持召1开《轧钢连续加热炉热平衡测试与计算方法》等21项节能、节水国家标准计划落实会。
会议确定了本标准的基本框架、提出了下一步的工作思路,初步确定了标准参与起草单位、验证单位和工作进度。
(4)2014年12月~2015年1月,完成调研论证工作,组织标准的有关调研工作,发放市场调研表,收集好有关信息,论证标准要求的技术指标和方法等内容。
烧结工艺余热联合回收发电技术的研究

烧结工艺余热联合回收发电技术的研究【摘要】本文分析了烧结工序中可回收利用的余热资源及其特性,在此基础上提出了烧结机尾烟气与冷却废气余热联合回收发电技术,并分析和研究了其技术优势和瓶颈。
最后,本文提出了烧结余热发电系统设计的一些建议。
标签烧结;烟气;冷却废气;余热联合回收;发电1 前言近十年来,钢铁工业能源消费量占全国总能源消费量的比重一直在12-15%,单位增加值能耗是全部工业平均水平的3倍以上[1]。
2009年中国重点钢铁企业的能源消耗总量2.382亿tce,吨钢综合能耗为619.43kgce/t[2]。
烧结是钢铁生产过程中的一道重要工序,为高炉炼铁提供原料。
烧结生产过程中大量消耗焦炭等化石能源和电能,另一方面还有大量的中低品位余热资源未得到充分利用而白白排空浪费。
烧结工序能耗约占整个钢铁企业总能耗的9-12%,仅次于炼铁工序[3]。
根据有关统计数据表明[4],我国烧结工序余热利用率还不足30%,能耗指标与先进国家相比差距较大,每吨烧结矿的平均能耗要高于20kgce,因此我国烧结节能潜力很大。
从实现能源梯级利用的高效性和经济性角度分析,余热发电是最为有效的余热利用途径之一。
近年来,烧结冷却废气余热回收发电技术的日益成熟和巨大的经济、社会效益,其已被广泛地在国内的各大中钢铁企业应用推广。
2004年马钢引进日本川崎重工核心技术及关键装备在2×300m2烧结机上建成中国第一套烧结冷却机废气余热发电系统(装机容量为17.5MW),该系统于2005年9月并网发电[5]。
随后国内其他钢铁企业纷纷开展烧结冷却余热发电技术的探索研究,先后有济钢第二烧结厂320 m2烧结机余热发电工程于2007年3月投产[6],安钢360 m2 + 400 m2烧结环冷机低温余热发电工程于2008年10月投产[7]等,多个烧结冷却余热发电工程投产。
与此同时,为了充分挖掘烧结工序余热资源,进一步降低烧结生产能耗,烧结机尾烟气余热资源的回收利用技术已经被众多业内人士所关注和研究探索。
烧结余热与电动机联合驱动主抽风机技术

烧结余热与电动机联合驱动主抽风机技术在钢铁行业的生产作业过程中会产生大量的烧结余热。
以往钢铁行业对烧结余热的回收再利用首先是利用烧结余热回收技术将余热进行回收,然后再利用电动机联合驱动的烧结主抽风机技术将回收余热经过一系列的转化过程后形成机械能来驱动汽轮机转动,以此实现对余热的再利用,但是回收烧结余热能量的一种新技术——SHRT技术的提出改变了这一局面。
文章主要对SHRT机组的结构进行了阐述,并在此基础上对其运行原理进行了分析,希望能对钢铁企业的节能降耗技术应用起到一定的参考作用。
标签:烧结预热;回收利用;SHRTAbstract:A large amount of sintering waste heat will be produced in the production process of iron and steel industry. In the past,the recovery and reuse of the sintering waste heat in the iron and steel industry was first recycling the waste heat produced the sintering with the recovery technology. Then the technology of sintering main exhaust fan driven by motor is used to generate the mechanical energy to drive the turbine to rotate after a series of conversion processes to realize the reuse of the waste heat. However,the introduction of a new technology,SHRT technology,has changed this situation. This paper mainly expounds the structure of SHRT unit and analyzes its operation principle on the basis of it,in the hope that it can play a certain role in the application of energy saving and consumption reduction technology in iron and steel enterprises.Keywords:sintering preheating;recycling;SHRT引言燒结过程中预热的回收利用主要是余热锅炉来对冷却机排放出来的高温烟气中的余热进行转化,形成带有一定温度和气压的蒸汽,然后利用带压的蒸汽来带动中汽轮机做功,并以此来实现发动机发电并驱动动力设备运行。
浅谈提高烧结余热发电量的技术创新与工艺优化

浅谈提高烧结余热发电量的技术创新与工艺优化随着我国对环保和能源利用的重视,烧结余热发电技术逐渐成为烧结厂的重要发展方向。
提高烧结余热发电量,对降低企业能耗、减少环境污染、改善资源利用效率具有重要意义。
本文将从技术创新和工艺优化两个方面,浅谈提高烧结余热发电量的相关内容。
一、技术创新1. 余热回收技术余热发电是指通过将工业生产中的余热转化为电能进行发电,烧结生产中产生的余热经过合理收集和利用可以转化为电能。
目前常用的余热回收设备包括烟气余热锅炉、余热发电机组等。
烟气余热锅炉是将烧结烟气中的余热通过换热器收集,再利用锅炉进行高温高压蒸汽发电。
而余热发电机组则是直接利用烧结烟气中的余热进行发电。
在技术创新方面,可以通过提高余热回收设备的换热效率、优化锅炉结构等方式来提高余热的利用率,从而增加烧结余热发电量。
2. 发电设备技术烧结余热发电的关键部件是发电设备,其性能直接影响发电效率。
传统的燃气轮机、蒸汽轮机等发电设备虽然稳定可靠,但是效率相对较低,且对余热的利用要求较高。
研发高效的余热发电设备成为提高烧结余热发电量的关键。
目前,一些企业已经开始尝试采用高效的有机朗肯循环发电机组、燃气透平发电机组等新型发电设备。
这些设备具有高效率、灵活性强、适应性广等优势,能够更好地适应烧结烟气的特点,从而提高余热发电量。
3. 烧结工艺改进通过改进烧结工艺,可以降低烧结烟气中的排放物含量,提高余热利用率。
目前,一些企业已经开始尝试采用高温烧结和高效节能烧结工艺,通过提高烧结炉内温度、优化烧结配比等方式来提高余热质量。
除了对烧结炉内工艺的改进,还可以考虑在烧结过程中采用先进的烧结燃料,比如采用高热值的燃料,降低烧结排放物的含量,从而提高余热的可利用性。
二、工艺优化1. 余热利用系统优化烧结余热利用系统包括余热回收设备、余热发电设备、余热管道等组成的一套系统。
优化这一系统,能够提高余热的收集和利用效率。
首先要对余热回收设备进行优化,比如提高换热器的换热效率、优化余热管道的布局、加装余热回收设备等,从而增加余热的收集量。
烧结余热回收助燃技术3
~全国能源与热工2004学术年会烧结余热回收助燃技术。
,。
冀望钢婺圭耋堂熹薹:要:。
訾慧工耋竺璧登竖翥篓二辜鬈曩墨二磊篙主芋霎釜霎:妻暑薯罢嚣妻銮三篓鐾二竺皇兰尘篓譬矗尝竺二竺,*兽要璧璧竺;莲饱嘉袤姜磊蒹苫品羞凶茬手寨磊葛晶昙曼釜矗萼工登薏翌磬繁兰竺竺篓箜登鬈重要妻蒹萎蒹磊三豢;:…~”……“”“一”}:国内先进-当兰毪芋.三要鬯篓:苎孽.I箩翌““…翥轰磊结葚蔷套一种余热直接利用的较好方no‘PT,/:+6507。
’而薏:t曼气墨翌。
要型。
是苎式。
凳舅篓i藉蔷莓巍芸磊茸雾赫篡蒜夏茹鲁O。
.0。
25-;0..03…OGJ/t…o!娑笔翼:繁皇璧结裹要望羔矍;晶磊鑫夏甭孚翥赢茹磊};藉羞藻嚣_磊鬲篡孚;j要妻謇查:。
銎曼要耋型望了人们重视,并成为近年;磊善茅嚣差击晶荔主嚣某蕃菘茹募晶嚣赢葛j菜来冶拿节能工作的重点之一。
矗;磊磊杀’i。
嘉釜嚣磊最喜磊釜二三磊覆聂:;i:;趸晶丧。
,。
妻燮钡!戮,}攀黪鬻觑嚣嚣囊雾揽霉婺要黧和30纛慕烧釜曩的兰、苎宴堡奎兰苎:黧皂笔黛蠢兰望莱磊爰箸;磊姜覆吴晶磊夏;基夏翥磊:。
霁螽茹茹!o!怂上.,而这部分苎苎圣苎!竺銎的竺竺釜孽!奎赢;粟呆莉菇;:…一……~…………“竺坌变塑.:??:竺三孝耋竺銎摩气’茸苎釜壁查套查…“;享磊磊;嚣废气量很大,仅靠单一的余热回和回坚犁景墼荸亭:。
………。
吴;藉,i希巍随喜磊萏赢莉用菜茹磊采簖毳孟磊墨竺:。
兰竺竺!‘!温余热数量大,是烧结工序节能收方;j;衰豢未堇葙翥轰蔟:羹桑纛资茹荔蔷磊。
!圭兰苎全!竺堡竺妻:。
呈奎:孽曼竺要妻登甚i参≥:磊菇釜磊;葛荟釜;茹葛晶。
磊落;。
芝璺童都苎要兰譬三!董妻尝璧兰含銎型要堂要究蚤五:最差羞蔷备;再;磊蓁;品氧i蓑某晶。
嘉碰:‘苎擘!:,堕妻至冬要塞竺兰苎竺曼:o篓查竺!I兰,Ⅲ柔蕞采高鬲蘧菇盖呆高箍矗晶;主;蠢磊蔷≤舅≥国内警坌璧氅二竺堂曼套塑竺譬:釜热堂皇些型曼藉磊嘉茶巍磊夏篆磊磊荔蕃莉角_薪磊磊磊j=高;妻孽警三许量!萋竺篓耋竺竺要兰苎二慧竺竺三较1…20…m2烧结机“……“爵荼螽磊磊;鬲美茗毒;‘j磊嚣羞琶暑好紫蛰苎:,苎型要方法望蛩璺变圭詈要鐾!三黧2带冷余热锅茄磊磊赢磊磊高藉i磊磊磊磊囊;至j。
余热回收技术有哪些?

余热回收技术有哪些?一、废热回收技术废热是指工业生产过程中产生的无用热能,如果有效回收利用,将极大地提高能源利用效率和减少环境污染。
目前常见的废热回收技术主要包括以下几种:1.余热发电技术:通过余热发电机组将废热转化为电能。
这种技术可以广泛应用于钢铁、石化、焦化等行业,能够有效提高能源利用效率。
2.余热利用技术:如利用废热进行加热、蒸汽产生、供暖等,可以节约大量的能源消耗。
例如,在炼钢过程中,可以利用高温废气进行热交换,提高冷却水温度,减少能源的损耗。
3.余热回收利用技术:可以利用余热来驱动制冷机组,实现制冷的同时回收废热。
这种技术被广泛应用于一些需要冷却的工业生产过程中,能够节约能源消耗,提高能源利用效率。
二、废水回收技术废水回收是指对生产过程中排放的废水进行处理和回收利用,以减少水资源的浪费和环境污染。
以下是常见的废水回收技术:1.生物处理技术:利用生物降解、吸附、生长等原理对废水进行处理,将其中的污染物转化为无害物质。
生物处理技术具有处理效率高、成本低、不产生二次污染等优点,已广泛应用于废水回收领域。
2.膜分离技术:通过逆渗透、纳滤等膜分离技术,将废水中的溶解物、悬浮物、重金属离子等分离出来,得到清洁的水资源。
膜分离技术在废水处理中具有高效、节能、无二次污染等优势。
3.化学处理技术:采用化学药剂对废水进行处理,如加氯、加碱、加酸等。
通过化学反应的方式去除废水中的污染物,达到净化水质的目的。
三、废气回收技术废气回收是指将工业生产过程中产生的废气进行处理和再利用,减少环境污染和节约能源。
以下是常见的废气回收技术:1.脱硫技术:针对含有二氧化硫的废气,采用湿法或干法脱硫技术,将二氧化硫转化为硫酸盐,达到减少大气污染的目的。
2.脱硝技术:针对含有氮氧化物的废气,采用催化还原法、吸收法等技术进行脱硝,将氮氧化物转化为无害物质,减少大气污染。
3.吸附技术:利用吸附剂对废气中的有害物质进行吸附和储存,减少有害气体的排放和对环境的影响。
烧结过程余热资源回收利用技术进步与展望

烧结过程余热资源回收利用技术进步与展望摘要:烧结过程余热资源回收利用是清洁生产中非常重要的一项环节,环冷机余热回收利用技术的应用可将烧结环冷机一、二段风箱排出的气体作为余热锅炉的热源进行回收利用,产生蒸汽推动汽轮机做功达到作为主抽风机动力的目的,实现了机械能→机械能直接转化的过程。
通过SHRT系统从而提高钢铁企业能源利用率,节约了大量的能源,项目的经济效益十分可观。
关键词:余热回收;汽轮机;烧结主抽风机;节能前言:现有环冷机余热回收利用技术多为产生蒸汽或发电并网,而烧结主抽风机电机功率高,电耗高达烧结厂总用电量的50%。
若将二者有机结合,环冷机余热回收利用产生蒸汽,推动汽轮机做功,作为主抽风机的动力,则可实现机械能→机械能直接转化的过程,可节约大量的能源。
烧结工艺过程中,冷却机中的废气与烧结废气,能够产生占总耗能50%的热量,充分回收利用这两部分产生的余热,能够显著降低烧结工艺的能源消耗。
一是在烧结矿冷却系统中安装余热锅炉,利用余热生产蒸汽进行发电、供热等。
二是积极推广余热废气烧结技术。
该技术可以充分利用余热进行热风烧结,热风烧结能够降低消耗固体燃料,提高烧结矿质量。
1技术特点烧结是钢铁生产工艺中的重要环节,是将铁矿粉、石灰和燃料(无烟煤、焦粉)等原材料按照一定的比例混合均匀后,经过烧结而形成的有足够的强度和粒度的烧结矿作为炼铁的熟料。
所谓烧结,就是粉状物料加热到熔点以下而粘结成固体的现象。
简单来说,就是把品味满足要求,但粒度却不满足的精矿与其它辅助原料混合后在烧结机上点火燃烧,重新造块,以满足高炉的要求。
利用烧结熟料炼铁能够提高高炉利用系数、降低焦比、提高高炉透气性,以保证高炉正常运行。
正确使用钢铁厂烧结工艺能够达到提高产品质量以及节能环保的目的。
(1)布置合理,废气利用范围及热力系统技术可靠实用,利用率高,运行安全可靠,成本低,投资省,效率高。
余热锅炉烟气系统采用烟气再循环方式,在不影响烧结料冷却工艺前提下,尽量提高余热锅炉进口废气温度,提高热能利用率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、技术名称:烧结余热能量回收驱动技术
二、适用范围:冶金行业余压余热能量回收
三、与该节能技术相关生产环节的能耗现状:
冶金流程的烧结工序能耗约占吨钢能耗的10%以上,冷却机排出的废气带走的热量,其热能大约为烧结矿烧成系统热耗量的35%,烧结工序能耗约占冶金总能耗的12%,是仅次于炼铁的第二大耗能工序。
在钢铁企业烧结流程中,烧结主抽风机容量占到总装机容量的30%~50%。
由于烧结生产中部分附属设备运转率低,且选择的电机容量偏大,主抽风机耗电量占到50%~70%。
同时,我国烧结工序余热利用率还不足30%,与发达国家相比差距非常大,每吨烧结矿的平均能耗要高20kgce。
四、技术内容:
1、技术原理
将烧结余热能量回收发电技术与电动机拖动的烧结主抽风机驱动系统集成配置,使得烧结余热汽轮机、烧结主抽风机以及同步电动机同轴串联布置,形成烧结余热与烧结主抽风机能量回收三机组(SHRT)。
1.技术原理
烧结余热能量回收驱动技术(SHRT)在原有的电机驱动的烧结主抽风机和烧结余热能量回收发电系统技术的基础上,将两种系统集成配置,形成烧结余热回收汽轮机与电动机同轴驱动烧结主抽风机的新型联合能量回收机组。
取消了发电机及发配电系统,合并自控系统、润滑油系统、调节油系统等,可避免能量转换的损失环节,增加能量回收,确保装置在各种工况下都不会影响到烧结生产线的正常运行,并且能最大限度回收利用烧结烟气余热的能量。
当整套机组正常运行时,烧结工艺各种工况对烧结主抽风机风量的需求主要通过烧结主抽风机的调节门来实现,不论任何情况,烧结主抽风机组都是一套独立的系统,可以完全满足烧结工艺正常运行的各种工况。
2.关键技术
(1)烧结余热产生的废热通过余热锅炉产生蒸汽,再通过汽轮机转换为机械能,直接作用在轴系上,与电动机同轴驱动烧结主抽风机,提高能源利用效率;
(2)机组采用大型变速离合器,能够使烧结汽轮机与机组实现在线啮合、在线脱开。
主要关键技术包括三机联合机组软件设计及组态、轴系稳定性计算等。
3.工艺流程
一般烧结厂烧结烟气平均温度≤150℃,机尾温度达300~400℃。
烧结机尾风箱及冷却机密闭段的烟气除尘后,加热余热锅炉以回收低品位余热,产生过热蒸汽推动汽轮机做功,汽轮机通过变速离合器与双出轴驱动的烧结主抽风机连接,烧结主抽风机的另一侧与同步电动机连接。
机组中余热汽轮机及同步电动同轴驱动烧结主抽风机做功,降低电机电流从而达到节能的目的。
该技术系统的工艺流程见图1。
图1SHRT技术系统工艺流程图
五、主要技术指标
(1)烧结环冷系统:220m2;
(2)配套余热回收汽轮机:5000kW;
(3)烧结主抽风机:SJ22000;
(4)电机:8000kW,余能利用效率提高5%。
六、技术应用情况
该技术已获得2项目实用新型专利。
自2010年开展研究以来,到目前已成功完成机组系统技术及关键技术的研究,先后完成江苏镔鑫、山西通才、联鑫钢铁等6个项目的技术设计,以及山西通才SHRT机组、盐城市联鑫SHRT机组的现场调试及投运,节能效果显著。
七、典型用户及投资效益:
典型用户:山西通才工贸有限公司、盐城市联鑫钢铁有限公司
典型案例1
案例名称:山西通才工贸有限公司项目
建设规模:328m2冶金烧结等低品位热能回收及烧结主抽风机,回收功率5000kW。
主要建设内容:SHRT机组、汽轮机、变速离合器、烧结主抽风机、同步电动机、润滑调节油站、余热回收系统、土建、厂房、工艺管道等。
项目投资额5000万元,建设期1.5年。
机组投运后,电动机电流可从380A降至200A,回收余热能量为3200kW。
当蒸汽正常后,可回收余热能量5400kW,年节能量达13824tcce,年碳减排量36495tCO
,投资回收期约1年。
2
典型案例2
案例名称:盐城市联鑫钢铁有限公司项目
建设规模:220m2冶金烧结等低品位热能回收及烧结主抽风机,回收功率4350kW。
主要建设内容:SHRT机组、汽轮机、变速离合器、烧结主抽风机、同步电动机、润滑调节油站、余热回收系统、土建、厂房、工艺管道等。
项目投资额5000万元,项目建设期1.5年。
机组投运后,SHRT将烧结余热能量回收直接作用在轴系上,驱动烧结主抽风机运行,降低电动机功率约62%,年节约标准煤
,投资回收期约1年。
10240吨,年碳减排量27033tCO
2
八、推广前景和节能潜力:
预计到2015年,该技术可在钢铁行业推广到20/%,形成的年节能能力约40。
万tce,年碳减排能力105万tCO
2。